ORT滚齿机说明书8
滚齿机操作规程

滚齿机操作规程一、引言滚齿机是一种用于加工齿轮的专用设备,它能够高效、精确地加工各种类型的齿轮。
为了确保滚齿机的正常运行和操作人员的安全,制定本操作规程。
二、适合范围本操作规程适合于所有使用滚齿机进行齿轮加工的操作人员。
三、安全要求1. 操作人员必须熟悉滚齿机的结构、工作原理和各个部件的功能。
2. 操作人员必须佩戴符合要求的个人防护装备,如安全帽、防护眼镜、耳塞等。
3. 操作人员必须对滚齿机进行定期维护和检查,确保其正常运行。
4. 操作人员必须严格按照操作规程进行操作,不得擅自改变设备的工作参数。
5. 操作人员必须熟悉应急停机装置的位置和使用方法,必要时能够迅速切断电源。
四、操作流程1. 准备工作a. 检查滚齿机的电源温和源是否正常供应。
b. 检查滚齿机各个部件是否处于良好状态,如润滑油是否充足、传动装置是否正常等。
c. 清理工作台和周围环境,确保没有杂物和障碍物。
d. 穿戴好个人防护装备。
2. 调整滚齿机a. 根据加工要求选择合适的滚刀和滚轮。
b. 调整滚刀和滚轮的位置和间距,确保其与工件的匹配度。
c. 调整滚齿机的速度和进给量,根据工件材料和加工要求进行合理设置。
3. 加工操作a. 将工件固定在工作台上,确保其稳定性。
b. 打开滚齿机的电源温和源开关,启动滚齿机。
c. 调整滚齿机的进给量,使滚刀和滚轮与工件接触并进行加工。
d. 观察加工过程中的工件和滚刀、滚轮的状态,及时调整加工参数,确保加工质量。
e. 完成加工后,住手滚齿机,关闭电源温和源开关。
五、常见问题及解决方法1. 加工过程中浮现工件表面粗糙度过大的情况,可能是滚刀和滚轮磨损严重,需要更换。
2. 加工过程中浮现工件尺寸不许确的情况,可能是进给量设置不合理,需要调整。
3. 加工过程中浮现滚刀和滚轮卡住的情况,可能是滚刀和滚轮之间的间距不合适,需要重新调整。
六、安全注意事项1. 操作人员禁止戴手套进行操作,以免手套被滚刀和滚轮卷入造成伤害。
滚齿机作业指导书

滚齿机作业指导书一、引言滚齿机是一种用于加工齿轮的机床,具有高效、精度高等特点。
为了确保滚齿机的正常运行和操作人员的安全,本作业指导书旨在提供详细的操作步骤和注意事项。
二、操作步骤1. 准备工作a. 确保滚齿机处于停机状态,并断开电源。
b. 检查滚齿机的各个部件是否完好,如有损坏或松动应及时修复。
c. 检查润滑系统的油量是否充足,如不足应添加适量的润滑油。
2. 调整工作台高度a. 根据工件的尺寸和要求,调整工作台的高度,使其与滚齿刀具的高度相匹配。
b. 使用调整手柄或螺丝刀进行调整,确保工作台的高度准确无误。
3. 安装工件a. 根据工件的类型和尺寸,选择合适的夹具进行安装。
b. 将工件放置在夹具上,并使用螺栓或夹紧装置固定工件,确保其稳定不会滑动或晃动。
4. 调整滚齿刀具a. 根据工件的齿轮模数和齿数,选择合适的滚齿刀具。
b. 使用工具将滚齿刀具安装到滚齿机的刀架上,并进行调整,使其与工件的齿轮相匹配。
5. 设置滚齿参数a. 根据工件的要求和规范,设置滚齿机的参数,包括滚齿速度、滚齿深度、滚齿力等。
b. 使用滚齿机的控制面板或操作按钮进行参数的设置,并确保设置的数值准确无误。
6. 启动滚齿机a. 确保周围环境安全,并戴好防护设备,如手套、护目镜等。
b. 打开滚齿机的电源,并按照操作步骤启动滚齿机。
c. 观察滚齿机的运行情况,确保其正常运转。
7. 进行滚齿加工a. 将工件放置在工作台上,并通过控制面板或操作按钮启动滚齿机。
b. 观察滚齿加工的过程,确保工件与滚齿刀具的接触稳定,加工过程平稳无误。
c. 定期检查滚齿机的润滑系统,确保其正常运行。
8. 完成滚齿加工a. 当滚齿加工完成后,及时关闭滚齿机的电源,并等待滚齿刀具停止旋转。
b. 将加工好的工件从工作台上取下,并进行质量检查,确保其满足要求。
三、安全注意事项1. 操作人员应经过专业培训,并具备相关的操作经验。
2. 在操作滚齿机时,应戴好防护设备,如手套、护目镜等。
滚齿机作业指导书
滚齿机作业指导书一、引言滚齿机是一种用于加工齿轮的机械设备,通过滚刀与齿轮的相互作用,实现齿轮的加工和修整。
本作业指导书旨在为滚齿机操作人员提供详细的操作步骤和注意事项,确保操作人员能够正确、安全地操作滚齿机。
二、操作准备1. 确保滚齿机处于停机状态,并进行安全检查,确保各部件正常运行。
2. 检查滚刀、夹具等配件的状况,确保其完好无损。
3. 清理工作台面和滚齿机周围的杂物,确保工作环境整洁。
三、操作步骤1. 将待加工的齿轮放置在滚齿机的工作台上,并通过夹具固定住。
2. 根据齿轮的规格和要求,选择合适的滚刀,并将滚刀安装到滚齿机的主轴上。
3. 打开滚齿机的电源开关,启动滚齿机。
4. 调整滚刀的位置和角度,使其与齿轮的齿槽对齐。
5. 调整滚刀的进给速度和滚刀与齿轮的接触力,确保加工效果和质量。
6. 按照设定的加工参数,开始滚齿机的自动加工过程。
7. 监控滚齿机的运行情况,确保加工过程平稳进行。
8. 加工完成后,关闭滚齿机的电源开关,停止滚齿机的运行。
9. 将加工好的齿轮取出,并进行质量检查。
四、注意事项1. 操作人员必须熟悉滚齿机的操作原理和加工要求,严禁未经培训的人员操作滚齿机。
2. 在操作滚齿机之前,必须穿戴好个人防护装备,如安全帽、防护眼镜、防护手套等。
3. 在操作滚齿机过程中,严禁戴手套、长袖衣物等松散物品,以免被滚刀卷入。
4. 操作人员应保持专注,不得在操作过程中进行其他无关的活动。
5. 在滚齿机运行过程中,严禁将手指、手部或其他身体部位靠近滚刀和齿轮,以免发生意外伤害。
6. 加工过程中,如发现滚刀异常磨损或其他故障,应立即停机检修。
7. 加工完成后,及时清理滚齿机和工作台面,保持设备的整洁和良好的工作环境。
五、常见问题及解决方法1. 问题:滚刀与齿轮没有对齐。
解决方法:调整滚刀的位置和角度,使其与齿轮的齿槽对齐。
2. 问题:滚刀与齿轮接触力过大或过小。
解决方法:调整滚刀的进给速度和滚刀与齿轮的接触力,确保加工效果和质量。
滚齿机作业指导书
滚齿机作业指导书滚齿机是一种用于制造齿轮的常见机床。
它利用切削工具和工件之间的相对运动,将工件表面的金属去除,形成齿轮的齿形。
通过控制滚齿机的工作参数,可以获得各种规格和精度的齿轮。
滚齿机操作简单,效率高,广泛应用于机械制造业中。
本指导书将向您介绍滚齿机的操作方法、维护保养以及一些常见的故障处理方法,帮助您正确安全地操作滚齿机,并提高工作效率。
一、滚齿机操作方法1. 开机前准备:(1)检查滚齿机的电气系统、润滑系统以及切削系统是否正常,如有异常应及时排查和修复;(2)检查刀具及夹具是否安装正确牢固;(3)清理工作台面、废料箱等周围环境,保持整洁;(4)统一安全防护用具,必要时佩戴耳塞、眼镜、手套等。
2. 调整切削参数:(1)根据齿轮的规格和工件的材质选择合适的切削速度、进给速度以及刀具的切削深度;(2)根据刀具的状况调整夹紧力,保证刀具刀尖与工件表面的接触良好。
3. 操作步骤:(1)将工件夹紧在工作台上,并通过手柄调整工件的位置和角度;(2)通过手动或自动控制台操作,启动滚齿机运行;(3)观察滚齿机的工作情况,保持机床的稳定运行;(4)定期检查工件的加工质量和切削刀具的状况,如有异常及时处理。
二、滚齿机的维护保养1. 定期清洁:(1)工作台面和机床内部的金属屑和切削液等杂物,可以用刷子和吸尘器进行清理;(2)保持机床的外观清洁,防止积尘和氧化。
2. 定期润滑:(1)定期查看润滑系统的油位,保持在正常范围内;(2)按照使用说明书对滚齿机各润滑点进行润滑。
3. 刀具维护:(1)使用后立即清洗刀具,防止切削液的腐蚀;(2)定期检查刀具的磨损情况,如有需要及时更换。
4. 电气系统维护:(1)定期检查电气系统的运行情况,如有异常及时维修;(2)避免电源不稳定或过载造成的故障,使用稳定可靠的电源。
三、滚齿机常见故障处理方法1. 机床振动:(1)检查滚齿机的固定螺栓是否松动;(2)调整切削参数,如切削速度、切削深度等;(3)修复或更换刀具。
俄罗斯八米滚齿机说明书译文
俄罗斯八米滚齿机说明书译文俄罗斯八米滚齿机说明书译文章数第1卷的内容页数I II III (第1页)机床的用途机床的开封和运输机床的底座。
装配和安装机床的出厂证机床的外形尺寸和重量机床的电动机工件的尺寸对机床的操纵机床部件的特性附属品和辅助设备用于专门工作的辅助设备机床中的改变大修主运动机构学进给机构学分割机构学差速器机构回行机构小锥体机构齿轮和蜗轮、蜗杆、螺钉和螺帽明细表滚动轴承明细表操纵机构明细表11-151617-2021-462222232324252629292930-323333343435-4041-4445-46总设计师室科洛姆纳市齿轮铣床(滚齿机)ф5000, ф8000, ф125005345机床手册目录5345.03.001章数第1卷的内容页数V (第2页)机床结构和工作的简要描述机床主要部件的描述1.床身2.工作台3.调整箱4.前支柱5.主刀架6.切向刀架7.用指状铣刀铣切外啮合齿轮用的重叠式铣头8.用指状和圆盘铣刀以及螺旋旋槽铣刀铣切内啮合齿轮用的重叠式铣头9.圆盘铣刀用的高速铣头传动系统图1.主运动链条2.工作台转动链条3.进给链条4.差速器链条5.在铣切人字齿轮时工作台的回行链条47-81 48-49 49-51 51-53 53-55 56-58 58-60 61-62 62-6364-65 66-68 68-72 72-74 74 74-77总设计师室科洛姆纳市机床手册目录534553465348第2页共297页5345.03.001章数第1卷的内容页数5345 5343VI (第3页)6. 小锥体链条7.加速并调节移动的链条8.手调移动电气设备概述机床的电传动装置操纵系统图的描述调整箱润滑泵的电传动装置工作台润滑泵及液压卸载泵的电传动装置支柱的润滑、夹紧及液压卸载泵的电传动装置主电传动装置主传动装置电动机的起动主传动装置电动机转速的调节主传动装置电动机的刹车和停车冷却风扇的电传动装置主传动装置的电动机刀架和支柱快速移动、工作台单件分割和快速转动的电传动装置研磨支柱和刀架压板的电传动装置(第4页)液压蓄压器泵的电传动装置配重泵的电传动装置沿后支柱移动支架的电传动装置清除金属屑的传送装置的电传动装置铣刀冷却泵的电传动装置用滚切和单件分割的方法在非自动循环中机床的工作在用单件分割的方法使用圆盘铣刀铣切斜齿齿轮的自动循环中机床的工作在用单件分割的方法使用圆盘铣刀铣切直齿齿轮的自动循环中机床的工作在用单件分割的方法使用指状铣刀铣切斜齿、人字和直齿齿轮的自动循环中机床的工作局部照明机床电气设备的维护说明电气设备的明细表7778-8080-8182-8586-8787-8989-9596-9899-101101-106106-107107-112113114-121122123-124124125125126-127127-134135-141142-146146-148149-150150-151152-163总设计师室科洛姆纳市机床手册目录534553465348第 3、4页共297页5345.03.001普通式印度章数第1卷的内容页数5345 5343VIIVIIIIX X (第5页)机床的液压装置工作台导向装置的液压卸载支柱的液压装置1.夹紧支柱的液压系统2.供配重附加应力用的液压装置3.卸载支柱重量的液压系统用指状铣刀铣切外啮合轮的重叠式铣头的液压系统(第6页)机床的润滑和器械的冷却调整箱机构的润滑工作台机构的润滑支柱和压板机构的润滑刀架的润滑床身、乳剂及金属屑收集器、特殊收费部件机构的润滑切割器械的冷却初始起动前机床的准备,初始起动。
滚齿机作业指导书

滚齿机作业指导书一、引言滚齿机是一种用于加工齿轮的专用设备,广泛应用于机械制造行业。
本作业指导书旨在提供滚齿机操作的详细步骤和注意事项,以确保操作人员能够正确、安全地进行滚齿机作业。
二、作业准备1. 确保滚齿机及周边区域清洁,并清除任何杂物。
2. 检查滚齿机的电源和气源是否正常,确保设备能够正常运行。
3. 穿戴必要的个人防护装备,包括安全帽、防护眼镜、耳塞、防护手套等。
三、滚齿机操作步骤1. 打开滚齿机的电源开关,并调整合适的工作速度和压力。
2. 将待加工的齿轮放置在滚齿机的工作台上,并通过夹具夹紧。
3. 调整滚齿机的刀架位置,使刀具与齿轮的齿面接触。
4. 启动滚齿机,并将刀架缓慢移动到齿轮的一端,开始滚切操作。
5. 在滚切过程中,操作人员需要保持专注,观察刀具与齿轮的接触情况,并根据需要调整刀架的位置。
6. 当齿轮的一侧滚切完成后,将刀架移动到另一侧,进行相同的操作。
7. 完成滚切后,关闭滚齿机的电源开关,等待滚齿机停止运行。
8. 将加工完成的齿轮从滚齿机上取下,进行必要的质量检验。
四、注意事项1. 操作人员必须接受相关的滚齿机操作培训,并具备一定的机械加工知识。
2. 在操作滚齿机时,应注意安全,严禁戴手套、长袖衣物等杂物,以免被卷入滚刀中。
3. 在滚切过程中,应保持工作区域整洁,避免杂物干扰操作。
4. 定期检查滚齿机的刀具磨损情况,并及时更换。
5. 在滚齿机作业过程中,如遇到异常情况或设备故障,应立即停止操作,并报告相关人员进行处理。
6. 滚齿机操作结束后,应及时清理设备,保持设备的良好状态。
五、常见问题及解决方法1. 问题:滚切后齿轮表面粗糙度过大。
解决方法:调整滚齿机的工作速度和压力,确保刀具与齿轮的接触力适当。
2. 问题:滚刀易磨损。
解决方法:定期检查刀具的磨损情况,及时更换磨损严重的刀具。
3. 问题:滚刀与齿轮的齿面接触不良。
解决方法:调整刀架的位置,确保刀具与齿轮的齿面完全接触。
六、总结本作业指导书详细介绍了滚齿机的操作步骤和注意事项,希望能够帮助操作人员正确、安全地进行滚齿机作业。
滚齿机操作规程
滚齿机操作规程一、引言滚齿机是一种用于加工齿轮的机械设备,广泛应用于机械制造、汽车制造等行业。
为了确保滚齿机的安全运行和操作人员的安全,制定本操作规程,明确滚齿机的操作流程和安全注意事项。
二、适用范围本操作规程适用于所有使用滚齿机进行齿轮加工的操作人员。
三、操作流程1. 准备工作a. 确保滚齿机处于停止状态,并切断电源。
b. 检查滚齿机的各项安全装置是否完好,如刀具保护装置、紧急停机按钮等。
c. 确保操作人员穿戴好个人防护装备,如安全帽、防护眼镜、防护手套等。
2. 开机准备a. 检查滚齿机的润滑油是否充足,如不足应及时添加。
b. 检查滚齿机的传动装置是否正常,如有异常应及时修复。
c. 检查滚齿机的电气系统是否正常,如有故障应及时修复。
d. 检查滚齿机的工作台面是否清洁,如有杂物应清理干净。
3. 操作步骤a. 将待加工的齿轮放置在滚齿机的工作台面上,并进行固定。
b. 调整滚齿机的刀具位置和刀具压力,确保加工的精度和质量。
c. 启动滚齿机,并根据加工要求进行相应的操作。
d. 在操作过程中,严禁将手指、手臂或其他身体部位靠近滚齿机的刀具。
e. 定期检查加工效果,如发现问题应及时停机检修,确保加工质量。
4. 关机步骤a. 停止滚齿机的运行,切断电源。
b. 清理滚齿机的切屑和废料,保持机器的清洁。
c. 对滚齿机进行日常维护保养,如润滑、紧固螺丝等。
四、安全注意事项1. 操作人员必须熟悉滚齿机的操作流程和安全规定,严禁未经培训的人员操作滚齿机。
2. 操作人员在操作滚齿机前,应仔细检查设备的各项安全装置是否完好,并穿戴好个人防护装备。
3. 操作人员在操作滚齿机时,应集中注意力,严禁分心或与他人交谈。
4. 操作人员在操作滚齿机时,严禁戴手套,以免被卷入刀具中造成伤害。
5. 操作人员在操作滚齿机时,严禁将手指、手臂或其他身体部位靠近刀具,以免发生意外。
6. 操作人员在操作滚齿机时,应根据加工要求调整刀具位置和刀具压力,确保加工的精度和质量。
滚齿机操作作业指导书
文件编号:版本号:1页数:3编制:年8 月1 日审核:年月日批准:年月日受控号:1 目的本文件为我厂滚齿机的操作而制定,其目的是指导滚齿机操作人员正确进行滚齿操作。
2 适用范围本文件适用于我厂所有滚齿机操作。
3 职责各相关车间负责人负责本作业规定的有效运行,机床操作人员必须以本规定实施作业和使用。
4 操作程序4.1 根据图纸参数,进行各种挂轮计算,分齿挂轮比值不准有误差,差动挂轮要精确到小数点后第五位,走刀挂轮根据切削速度,齿轮材质和加工精度选取。
4.2挂轮的调整,首先检查挂轮及有关零件有无磕碰划伤现象,并进行清洗和修整,挂轮的安装要有适当的齿侧间隙(约为0.1 ̄0.15mm)不得歪斜。
4.3 加工少齿轮数齿轮时,要验算工作台转速。
4.4 刀杆的安装:先将刀杆尾端锥度部分和机床装刀杆轴的锥孔擦拭干净后,装入刀杆。
用慢开动机,并用千分表检查A、B、C、三处之振摆其最大跳动值不得超过下表所限:4.6 滚刀的安装:将滚刀内孔和刀杆用棉纱擦拭干净后,把滚刀装到刀杆上,加垫圈并将刀杆右端装入挂脚轴承中,并注油拧紧螺帽,用慢挡开动机床检查刀杆振摆,其误差不得超过下表所限:4.6 滚刀中心的校正:滚刀装入刀杆后,调整机床主轴使之左右移动,使滚刀的中心与机床的回转中心相吻合,紧固托刀杆轴承座。
4.7 滚刀安装倾斜角的调整:滚刀直齿轮或链轮时,装上滚刀以后,松开刀架角度转盘的固紧螺母;用手柄旋转调节螺杆主轴成一定的倾斜角,其值按照滚刀端面打印所示,右旋滚刀向右倾斜,左旋滚刀向左倾斜;滚切右旋螺旋齿轮时,为工件螺旋角减去滚刀(右旋)的螺旋角,滚切左旋螺旋挂齿轮时,为工件螺旋角加工上滚刀(右旋)的螺旋角(即同向相减,异向相加)。
如说切蜗轮时,则刀杆调整在水平位置,且在调整后,用千分表核对一次,再将角度转盘螺旋拧紧。
4.8 夹具的安装:装夹具装在机床工作台或其定位孔内,检查心轴的径向及端面跳动,径向跳动在0.005mm,端跳动在0.008mm以内。
滚齿机操作岗位说明书
岗位信息冈位编号岗位名称滚齿机操作所属部门传动事业部上级岗位调试员岗位概述操作经调试员调试好的滚齿机,正确上料,下料,完成加工工序。
工作关系岗位标准1.0个人素养1.1恪守职n道德1.1.1爱岗敬业、忠于职守?基本了解公司企业文化,自觉维护企业形象?热爱企业,热爱本职工作?明确自己的岗位职责并始终践行1.1.2遵守法律法规和有关规定?国家?地方?行业?企业1.1.3始终保持职业的工作态度?严格执行工作程序、工作规范1.2有效的勾通1.2.1与团队成员融洽相处?为人公正、正直、可靠、诚实,能与其他团队成员坦诚相处?明确自己的工作任务和相应要求,和其他团队成员形成有效的协作2.0职业安全滚齿机操作调试员境维护3.1.1在本职连续工作6个月以上;3.1. 2能够熟练操作一种以上滚齿机;3.1日常工作要求编制: 3.1.33.1.43.1.53.0现场操作能够识别设备、仪表仪器是否正常运行及日常清洁与保养;能够看懂滚齿工艺文件,遵守图纸标准、工艺文件与安全操作规范;能够正确使用公法线千分尺及跳动检测仪,自检相关尺寸(公法线、齿圈跳动等)3.1.6 能够发现滚刀异常(白齿、崩齿等),并及时移换齿加工。
审核: 批准:岗位信息岗位概述操作经调试员调试好的滚齿机,正确上料,下料,完成加工工序。
工作关系L操作员调试员岗位标准2.0职业安全境维护编制:审核:批准:岗位信息岗位概述操作经调试员调试好的滚齿机,正确上料,下料,完成加工工序。
工作关系滚齿机操作员岗位标准?明确自己的工作任务和相应要求,和其他团队成员形成有效的协作2.0职业安全境维护3.0现场操作3.1日常工k 要求编制: 审核: 批准:。
Ortur YRR - Y轴旋转滚筒设置说明书

Setting up the O rtur YRR - Y-Axis Rotary Roller This tutorial will give you ALL of the steps needed to setup, calibrate and test your O rtur YRR using Lightburn Software. As of the date of this document, 07/09/2021, there is no other resource on the Internet with a complete step-by-step guide.This setup procedure was successfully tested on a 7W, 15W & 20W Ortur Laser.All steps here are necessary.Index:Page 2: Installation of the YRR, Y-Axis Rotary accessoryPage 3: Setting up Machine settings & creating and saving machine profile settingsPage 4: Device SettingsPage 5: YRR software settings and setupPage 6: Creating an accuracy test to “dial in” the parametersPage 7: Preparing the test piece – dialing in continuedPage 8: First test burn & adjustmentsPage 9: Final stepsPage 10: Appreciation, Credit, Troubleshooting & LinksInstallation of the YRR AccessoryRaise the laser frame to accommodate the YRR accessory & workpiece. In this example, I raised the frame of the laser 140mm to accommodate the height of the YRR with four coffee boxes. You can use big Lego blocks, or if you have a 3D printer, download .stl files from Thingiverse.Center the YRR under the laser in the middle of your bed, with the stepper motor on the left side, aligning it parallel to the X-Axis as shown in the image above.NOTE: Make sure the power to your laser is OFF. Do not unplug the laser, as you will lose the ground.Plug the FOUR prong end of the extension cable (included in the YRR package) into the stepper motor of the YRR roller accessory, and then unplug the Y-Axis stepper motor cable from your Ortur Laser. Plug the TWO prong end of the extension cable into the Y-Axis cable coming from your control board that you just unplugged.Setting up Lightburn Software1) Click Edit→Settings→ turn on: Show RotaryClick OK2) Click Edit→Machine Settings - *Must be connected to laser and powered on* → **Click Save→name the file default-laser.lbset**2a) Turn off soft limits2b) Turn off homing cycle2c) **Click Save again→ But this time, save as: rotary-settings.lbset**2d) Click the "Write" button (just above the OK button) to write the new settings to the laser control board and then Click OKYou now have two saved profiles; default settings and rotary settings, and you can easily switch between them in the future. When you are done with the rotary tool, simply load the default settings to revert to the standard laser functions.3) Click Edit→Device SettingsTurn off Auto-home on startup and click OKClick OK 4) Click Edit→SettingsTurn on: Show rotary enable on main windowClick OK5) Click Tools→Rotary SetupCheck the radio button: RollerTurn on: Enable RotaryLeave off: Mirror Output to RotaryCheck the radio button: Y AxisMeasure one of the roller's diameter: Type the measurement you got in the "Roller Diameter" text box. (The Roller diameter on my YRR is 22.020mm (measured with digital caliper - It seems Ortur uses different suppliers for the rollers, so your measurement may/will be different!))6)Measure the *diameter* of the object you are going to engrave and type it into the: "Object Diameter" text box.The Circumference is *automatically calculated*Click: Test to see if the YRR accepted the settings, it should rotate 360° and return.NOTE the Circumference of the object! You will need that number to create a template.Click OK7) In Lightburn, draw a rectangle and unlock it7a) Set the HEIGHT to the Circumference of the item you just set up. This is a template that goes all the way around the item you are about to engrave, like a label on a bottle.7b) Set the *WIDTH* to the size of the area you want to engrave.example: If you have a tumbler that is 180mm tall, but you just want to engrave the top 70mm, you will set the WIDTH to 70mm. (The inside of the rectangle is now the design area or new work plane.)7c) Click the rectangle to *Select* it. Then click "T1", the orange square on the color palette on the bottom of the screen, to set the rectangle to a "tool path." (This will keep the laser from outputting the rectangle to the workpiece)Creating an Accuracy Test – Dialing in7d) With the rectangle selected, press *CTRL+D* to duplicate it. Set the WIDTH to 4mm and leave the *HEIGHT* the same. Now you have narrower rectangle inside your tool path. With the new, smaller rectangle selected, click on the *00* square on the "color palette".7e) On the "Cuts / Layers" tab, choose *LINE* for the *MODE* and set the *SPEED* to 800mm/min and the *POWER* to 50%.7f) Click the *LASER* tab, enable rotary and set the Start From: to *Absolute Coords*8) Press CTRL+A to select both rectangles8a)Set the Xpos & Ypos to ONE HALF your laser’s work ing area.example: If you have the Ortur LM2, the work area is 400x430mm. You would set the X&Ypos to 200 & 215mm respectively. This will set the position of your newly created template to the absolute center of your work plane, allowing you to place the YRR Roller in the middle of your work bed.9) Prepare the item you wish to engrave by wrapping it with painter’s tape.Preparing the YRR Accessory for first useWe have already raised the laser frame to accommodate the workpiece. Again, In this example, I raised the frame of the laser 140mm to accommodate the 4” diameter tumbler with four coffee boxes.Center the YRR under the laser in the middle of your bed, with the stepper motor on the left side, aligning it parallel to the X-Axis as shown in the image above.Next, set your work piece on the YRR Roller and adjust the focus of the laser, making sure the work piece is centered under the laser.Click Frame on the Laser tab. The piece should rotate 360° and return.Click Start and the narrow rectangle we created in Lightburn should burn onto the tape.If the rectangle ends do not meet perfectly, measure the distance between the two ends. If the ends are SHORT, you need to add the distance they are short to the MM PER ROTATION in Rotary setup. If the rectangle overlaps, you need to measure the overlap distance and deduct the measurement from the MM PER ROTATION in Rotary setup.Click Tools → Rotary SetupNOTE: You will ONLY have to set and calibrate the MM PER ROTATION in Rotary setup during the initial setup of the machine. You will never need to change this setting again. Future projects will simply be changing the diameter of the workpiece.NOTE: If nothing happens when you change the mm per rotation, see the note on the last page.Once you have a rectangle where the ends meet perfectly, you are done with the setup!Congratulations!The Final Steps:Click the narrow rectangle you just burned in Lightburn to select it, and then delete it. Now you havejust the tool path rectangle on the screen. Click File→Save as and name the file something like, rotary-template.lbrn and save it to your computer. Now when you use the rotary, you simply open thetemplate and change the width and height for the new project. Any graphics or text you use must besized to fit within the rectangle & rotated -90°, (See image below.)right.The final step is to start the burn!Congratulations! You have successfully setup and configuredyour O rtur Y-Axis Rotary device!A complete video guide is available on YouTube from me, Rich F, The Louisiana Hobby Guy. Click the linkand look for the video titled“Setting up the O rtur YRR - Y-Axis Rotary Roller”AppreciationIf you appreciate my tutorials, videos and template downloads and want to buy me a cup of coffee or a beer to help support the effort, I would greatly appreciate it!PayPal linkTroubleshootingThere have been several reported cases of “nothing happening” when you change the MM PER ROTATION in Rotary setup. If this happens to you, click Tools→Rotary Setup, and turn OFF the box that says, “Enable Rotary”, and then set the mm per rotation to 20.00. Only turn this off if your test burn height does not change when you change MM PER ROTATION.If the Enable Rotary button is OFF, Lightburn controls the circumference as a Y-Axis measurement. Remember, circumference is the height of the rectangle you draw in Lightburn. This tutorial as well as all the images are Copyright © Rich F, The Louisiana Hobby Guy, All Rights Reserved.No commercial reproduction, inclusion, or representation is permitted without expressed permission of the author. Contact information as well as live support is located at the Louisiana Hobby Guy Forums:https:///bb。
滚齿机作业指导书

滚齿机作业指导书一、引言滚齿机是一种用于加工齿轮的专用机床,广泛应用于机械创造、汽车创造、航空航天等领域。
本作业指导书旨在提供滚齿机的操作规范和安全注意事项,以确保作业人员的安全和加工质量的稳定性。
二、作业准备1. 确保滚齿机处于停机状态,断开电源并进行锁定和标识。
2. 检查滚齿机的各个部件和附件是否完好,如滚刀、滚轮、工件夹具等。
3. 检查润滑系统的油液是否充足,并进行必要的加注。
4. 穿戴必要的个人防护装备,包括安全帽、防护眼镜、耳塞、防护手套等。
三、操作步骤1. 打开电源,并根据滚齿机的操作面板上的指示进行启动。
2. 调整工件夹具,确保工件的位置和夹紧力度正确。
3. 根据加工要求,选择合适的滚刀和滚轮,并进行安装和调整。
4. 根据工件的尺寸、齿数等参数,设置滚齿机的加工参数,包括滚刀和滚轮的进给速度、转速等。
5. 启动滚齿机,观察加工过程中的运行情况,确保工件的加工质量和尺寸精度。
6. 定期检查滚刀和滚轮的磨损情况,根据需要进行更换或者修磨。
7. 加工完成后,关闭滚齿机,并进行必要的清洁和维护。
四、安全注意事项1. 严禁在滚齿机运行时进行任何调整和维护操作,必须在停机状态下进行。
2. 在操作滚齿机时,应保持专注并集中注意力,避免分心和疲劳操作。
3. 禁止戴手套进行操作,以免被卷入滚刀或者滚轮中造成伤害。
4. 在操作滚齿机时,应保持机床周围的清洁和整洁,避免杂物和油污造成滑倒和其他安全事故。
5. 在更换滚刀和滚轮时,必须先断开电源并等待机床彻底住手运行后才干进行。
6. 在滚齿机运行过程中,如发现异常声音、振动或者其他异常情况,应即将停机检查并排除故障。
7. 禁止将手指、手臂等身体部位挨近滚刀和滚轮,以免发生夹伤和切割伤。
8. 在滚齿机运行过程中,应定期检查润滑系统的油液情况,并及时进行添加和更换。
五、常见问题及解决方法1. 问题:加工后的齿轮尺寸不符合要求。
解决方法:检查滚刀和滚轮的磨损情况,进行更换或者修磨;检查工件夹具的夹紧力度是否合适。
ORT滚齿机说明书 第三章

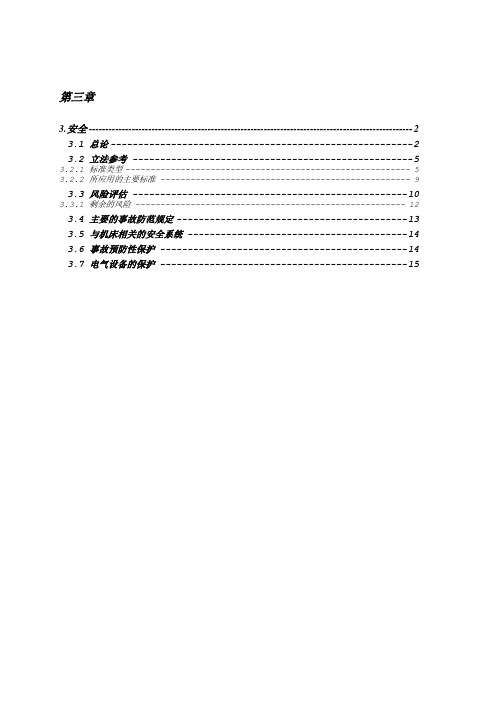
第三章3.安全------------------------------------------------------------------------------------------------- 2 3.1 总论------------------------------------------------------- 2 3.2 立法参考 --------------------------------------------------- 5 3.2.1 标准类型--------------------------------------------------------- 5 3.2.2 所应用的主要标准 -------------------------------------------------- 9 3.3 风险评估 -------------------------------------------------- 10 3.3.1 剩余的风险 ------------------------------------------------------ 12 3.4 主要的事故防范规定------------------------------------------ 13 3.5 与机床相关的安全系统 ---------------------------------------- 14 3.6 事故预防性保护 --------------------------------------------- 14 3.7 电气设备的保护 --------------------------------------------- 153.安全3.1 总论机床的设计已经考虑到了所有可能出现的风险。
雇主应当告知职员涉及事故的风险,所安装的用于保证操作员安全的装置,噪音排放的风险以及由国际指令和机床所在国立法所规定的预防事故通用规则。
滚齿机作业指导书
滚齿机作业指导书一、引言滚齿机是一种用于制造齿轮的机械设备,广泛应用于机械制造、汽车制造、航空航天等领域。
本作业指导书旨在提供详细的操作指导,确保操作人员能够正确、安全地使用滚齿机进行作业。
二、作业准备1. 确保滚齿机处于稳定的工作环境中,远离噪音、振动和其他干扰因素。
2. 检查滚齿机的各个部件是否完好,如滚轮、切削刀具、传动系统等。
3. 确保滚齿机的电源接地良好,电源线路无短路和漏电现象。
4. 穿戴个人防护装备,如安全帽、护目镜、防护手套等。
三、操作步骤1. 打开滚齿机的电源开关,确保电源指示灯亮起。
2. 调整滚齿机的工作台高度,使其与操作人员的身高相适应。
3. 根据需要选择合适的切削刀具,并将其安装到滚齿机上。
4. 调整滚齿机的切削参数,如进给速度、切削深度等,根据具体工件要求进行调整。
5. 将待加工的工件放置在滚齿机的工作台上,并用夹具固定好。
6. 启动滚齿机,观察加工过程中的切削情况,确保工件加工质量良好。
7. 定期检查滚齿机的润滑系统,确保润滑油充足,并及时更换。
8. 在作业结束后,关闭滚齿机的电源开关,清理工作台和周围的杂物。
四、安全注意事项1. 操作人员必须熟悉滚齿机的操作规程和安全操作要求。
2. 在操作过程中,严禁戴手套,以免被卷入滚轮中造成伤害。
3. 严禁将工件过大、过重或不符合规格的物体放入滚齿机进行加工。
4. 在调整滚齿机切削参数时,应先停止滚齿机运行,以免发生意外。
5. 操作人员应保持专注,不得在操作过程中分心或进行其他无关活动。
6. 滚齿机的维护和保养应由专业人员负责,非专业人员禁止私自拆卸和修理。
五、常见故障及排除方法1. 滚齿机工作台无法升降:检查电源线路是否接触良好,检查升降机构是否存在故障。
2. 切削刀具磨损严重:及时更换切削刀具,保证加工质量。
3. 滚齿机运行时产生异常噪音:检查滚轮和传动系统是否松动,及时调整和紧固。
六、总结滚齿机是一种重要的机械设备,正确使用滚齿机可以提高工作效率和产品质量。
ORT滚齿机说明书 第一章

第一章1. 绪论------------------------------------------- 2 1.1 本手册对象-------------------------------------------------- 2 1.1.1 CE标志---------------------------------------------------------- 21.2 手册的使用-------------------------------------------------- 3 1.2.1 手册的使用人员---------------------------------------------------- 3 1.2.2 本手册的目的------------------------------------------------------ 3 1.2.3 使用手册的限制---------------------------------------------------- 3 1.2.4 手册的保管 ------------------------------------------------------- 4 1.2.5 注释 ------------------------------------------------------------ 4 1.3 工作环境条件------------------------------------------------ 4 1.3.1 振动 ------------------------------------------------------------ 4 1.3.2 残留物与废物处置 -------------------------------------------------- 5 1.4 机床潜能 --------------------------------------------------- 5 1.5 操作员----------------------------------------------------- 51. 绪论1.1 本手册对象本手册的使用对象为滚丝机MS/3 CN ;下面给出了其装配图。
滚齿机操作规程
滚齿机操作规程一、引言滚齿机是一种用于加工齿轮的机械设备,具有高效、精度高、稳定性好等优点,在工业生产中得到广泛应用。
为了确保滚齿机的正常运行和操作人员的安全,制定本操作规程,明确滚齿机的操作流程和安全注意事项。
二、适用范围本操作规程适用于滚齿机的操作人员,包括操作员、维修人员等。
三、操作流程1. 准备工作(1)检查滚齿机的工作环境是否符合要求,确保设备周围没有杂物和障碍物。
(2)检查滚齿机的电源是否正常,确保电源线路连接稳定可靠。
(3)检查滚齿机的润滑系统,确保润滑油充足,并进行必要的加注。
(4)检查滚齿机的刀具和夹具,确保其完好无损。
2. 开机准备(1)按照滚齿机的启动顺序,依次打开电源开关、液压系统开关和冷却系统开关。
(2)调整滚齿机的工作台高度和角度,确保与刀具的对应位置一致。
(3)调整滚齿机的工作速度和进给速度,根据加工要求进行合理设置。
3. 操作步骤(1)将待加工的工件放置到滚齿机的工作台上,并用夹具固定好。
(2)根据工件的尺寸和要求,选择合适的刀具进行安装。
(3)调整刀具的位置和角度,使其与工件的齿轮齿槽相吻合。
(4)启动滚齿机,观察加工过程中的各项指标是否正常,如有异常及时停机检查。
(5)根据工件的要求,进行适当的润滑和冷却处理,确保加工质量和刀具寿命。
(6)完成加工后,关闭滚齿机的电源开关、液压系统开关和冷却系统开关。
四、安全注意事项1. 操作人员必须熟悉滚齿机的结构和工作原理,严禁未经培训的人员操作设备。
2. 在操作滚齿机时,应穿戴好个人防护装备,包括安全帽、防护眼镜、防护手套等。
3. 在操作过程中,严禁将手部或其他身体部位靠近滚齿机的刀具和传动部件。
4. 操作人员应定期检查滚齿机的电源线路和润滑系统,确保其正常工作。
5. 在操作滚齿机前,应先进行设备的检查和维护,确保其安全可靠。
6. 操作人员应严格按照操作流程进行操作,不得随意更改操作参数。
7. 操作人员应保持机器周围的清洁,及时清理切屑和废料,防止堆积影响工作效果。
滚齿机作业指导书.docx
滚齿机作业指导书1.目的与范围:明确工作职责,确保滚齿加工的合理性、正确性及可操作性。
规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。
本文件适用于抽油机减速器齿轮的滚齿加工作业。
2.职责:指导滚齿机床操作者加工操作及设备维护、保养等工作。
3. 工作流程3.1 作业流程3.1.1查看当班作业计划3.1.2阅读图纸及加工工艺3.1.3按图纸领取齿轮坯3.1.4校对工量具;齿轮坯自检3.1.5加工并自检3.1.6送检3.2. 基本作业:3.2.1.开机前对机床进行检查:开机前检查机床各手柄位置及传动部位是否合理,并擦拭各滑动导轨,加施润滑油, 各油池、油盒、弹子油盅等按规定进行加油。
3.2.2.遛车,检查油泵压力及油位:低档速,开机运行3分钟。
并查看油窗油位是否达到了1/3油窗位置,否则按设备说明书规定加油。
3.2.3.查看当班作业计划:按作业计划顺序及进度要求进行作业,以满足生产进度的需要。
3.2.4.阅读图纸及工艺:熟读图纸及加工工艺,确定加工基准和加工步骤以及加工所需工、量具滚刀等。
3.2.5.自检齿轮坯;校对工、量具:按图纸及工艺领取齿轮坯,检查齿轮坯是否符合要求;领取加工所需工、量具及滚刀并进行校对。
3.2.6齿坯的装夹3.2.6.1 在滚齿机上安装滚齿夹具时,要擦拭干净并找正调整好。
人字齿轮滚齿夹具的定位工作端面跳动按表1对应值的2/3选取。
目前,左右旋齿轮滚齿夹具定位工作端面由外圈分离的六部组成。
工作时,这六部分要求等高并构成同一平面(滚齿定位工作端面),且其六部分作为滚齿定位工作端面时的端面跳动按表1对应值的2/3选取。
{应制作整体夹具}3.2.6.2 在滚齿机上装夹齿轮坯时,应注意标记,将基面向下,使其与支承面贴合,不得垫纸和铜皮等物。
压紧前用千分表检查齿坯外圆径向跳动和基准端面跳动,其跳动公差不得大于表1所规定的数值。
压紧后需再次检查,以防压紧时产生变形。
表1 mm齿轮精度等级齿轮分度圆直径≤125<125~400<400~800<800~1600<1600~2500<2500~4000齿顶圆轴向、径向跳动和定位基准端面跳动公差80.020.0260.0360.0500.0630.1003.2.6.3 齿轮轴的装夹3.2.6.3.1 检查主动轴,中间轴有效定位面是否与胎具有效工作面相符。
滚齿机操作规程

滚齿机操作规程一、引言滚齿机是一种用于加工齿轮的机械设备,它通过滚刀进行切削,以形成齿轮的齿形。
为了确保滚齿机的安全操作和高效生产,制定本操作规程,明确滚齿机的操作流程和注意事项。
二、适用范围本操作规程适用于所有使用滚齿机进行齿轮加工的操作人员。
三、操作前的准备工作1. 确保滚齿机的电源和气源正常接通,检查设备的运行状态是否正常。
2. 检查滚齿机的切削刀具是否安装正确,刀具是否磨损,如有问题应及时更换。
3. 检查滚齿机的冷却液是否充足,冷却液的质量是否符合要求。
4. 检查滚齿机的工作台面是否清洁,无杂物和工件残留。
四、滚齿机的操作流程1. 打开滚齿机的电源和气源,确保设备处于正常工作状态。
2. 将待加工的齿轮工件放置在滚齿机的工作台上,并用夹具固定好。
3. 调整滚齿机的工作台高度和角度,使之与切削刀具的位置相适应。
4. 启动滚齿机,调整切削刀具的进给速度和切削深度,确保加工质量。
5. 观察滚齿机的运行情况,注意是否有异常声响或振动,如有问题应立即停机检查。
6. 定期检查滚齿机的冷却液,保持冷却液的清洁和充足。
7. 加工完成后,关闭滚齿机的电源和气源,清理工作台面和切削刀具。
五、注意事项1. 操作人员应熟悉滚齿机的结构和工作原理,并具备相关的操作技能。
2. 在操作滚齿机时,应佩戴防护眼镜、耳塞和防护手套,确保人身安全。
3. 加工过程中,应定期检查切削刀具的磨损情况,及时更换。
4. 滚齿机的冷却液应定期更换,保持清洁,以确保切削过程中的散热效果。
5. 操作人员应保持机器和工作台面的清洁,定期进行润滑和维护,延长设备的使用寿命。
6. 在操作滚齿机时,应遵守相关的操作规程和安全操作规定,严禁超负荷操作和违章操作。
六、紧急情况处理1. 在滚齿机发生故障或异常情况时,应立即停机,并通知维修人员进行检修。
2. 在操作过程中,如发现有人员受伤或其他紧急情况,应立即采取紧急救援措施,并及时报告相关部门。
七、操作记录1. 每位操作人员应按照规定填写操作记录,包括设备的开机时间、停机时间、故障情况等。
(精选)ORT滚齿机说明书第三篇
第三章3.安全 -------------------------------------------------------------------------------------------------- 2 3.1 总论------------------------------------------------------- 2 3.2 立法参考 --------------------------------------------------- 5 3.2.1 标准类型--------------------------------------------------------- 5 3.2.2 所应用的主要标准 -------------------------------------------------- 9 3.3 风险评估 -------------------------------------------------- 10 3.3.1 剩余的风险 ------------------------------------------------------ 12 3.4 主要的事故防范规定------------------------------------------ 13 3.5 与机床相关的安全系统 ---------------------------------------- 14 3.6 事故预防性保护 --------------------------------------------- 14 3.7 电气设备的保护 --------------------------------------------- 153.安全3.1 总论机床的设计已经考虑到了所有可能出现的风险。
雇主应当告知职员涉及事故的风险,所安装的用于保证操作员安全的装置,噪音排放的风险以及由国际指令和机床所在国立法所规定的预防事故通用规则。
滚齿机功能使用说明
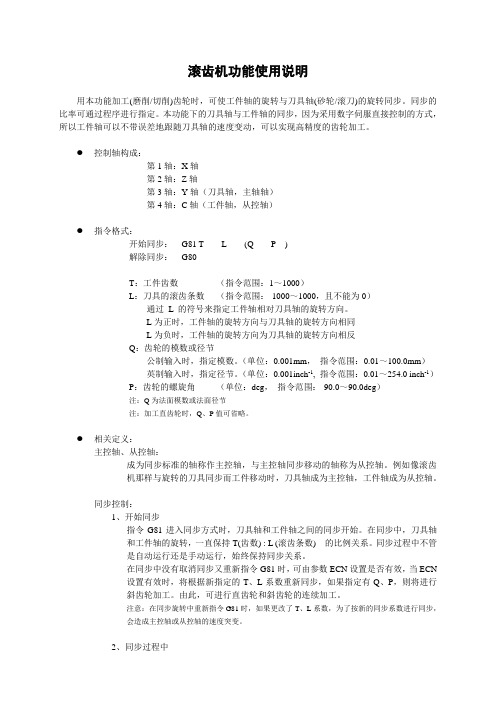
滚齿机功能使用说明用本功能加工(磨削/切削)齿轮时,可使工件轴的旋转与刀具轴(砂轮/滚刀)的旋转同步。
同步的比率可通过程序进行指定。
本功能下的刀具轴与工件轴的同步,因为采用数字伺服直接控制的方式,所以工件轴可以不带误差地跟随刀具轴的速度变动,可以实现高精度的齿轮加工。
●控制轴构成:第1轴:X轴第2轴:Z轴第3轴:Y轴(刀具轴,主轴轴)第4轴:C轴(工件轴,从控轴)●指令格式:开始同步:G81 T__ L__ (Q__ P__)解除同步:G80T:工件齿数(指令范围:1~1000)L:刀具的滚齿条数(指令范围:-1000~1000,且不能为0)通过L 的符号来指定工件轴相对刀具轴的旋转方向。
L为正时,工件轴的旋转方向与刀具轴的旋转方向相同L为负时,工件轴的旋转方向为刀具轴的旋转方向相反Q:齿轮的模数或径节公制输入时,指定模数。
(单位:0.001mm,指令范围:0.01~100.0mm)英制输入时,指定径节。
(单位:0.001inch-1, 指令范围:0.01~254.0 inch-1)P:齿轮的螺旋角(单位:deg,指令范围:-90.0~90.0deg)注:Q为法面模数或法面径节注:加工直齿轮时,Q、P值可省略。
●相关定义:主控轴、从控轴:成为同步标准的轴称作主控轴,与主控轴同步移动的轴称为从控轴。
例如像滚齿机那样与旋转的刀具同步而工件移动时,刀具轴成为主控轴,工件轴成为从控轴。
同步控制:1、开始同步指令G81进入同步方式时,刀具轴和工件轴之间的同步开始。
在同步中,刀具轴和工件轴的旋转,一直保持T(齿数) : L (滚齿条数) 的比例关系。
同步过程中不管是自动运行还是手动运行,始终保持同步关系。
在同步中没有取消同步又重新指令G81时,可由参数ECN设置是否有效,当ECN设置有效时,将根据新指定的T、L系数重新同步,如果指定有Q、P,则将进行斜齿轮加工。
由此,可进行直齿轮和斜齿轮的连续加工。
注意:在同步旋转中重新指令G81时,如果更改了T、L系数,为了按新的同步系数进行同步,会造成主控轴或从控轴的速度突变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第八章
8. 给操作员的技术资料-------------------------------------------------------------------------- 2 8.1 待轧制零件-------------------------------------------------- 2 8.2待轧制零件的制备 --------------------------------------------- 2 8.2.1公制螺纹---------------------------------------------------------- 3 8.2.2 圆柱管螺纹 ------------------------------------------------------- 6 8.2.3 英制螺纹 B.S.W --------------------------------------------------- 7 8.2.4 英制螺纹B.S.F ---------------------------------------------------- 8 8.2.5 美制螺纹 U.N.F --------------------------------------------------- 9 8.2.6 螺纹 8 UN ------------------------------------------------------ 10 8.3 极限抗张强度计算-------------------------------------------- 11 8.4 轧制压力表------------------------------------------------- 12 8.5 床头斜度的计算---------------------------------------------- 14 8.6 正切表---------------------------------------------------- 16
8. 给操作员的技术资料
8.1 待轧制零件
该公式用于公制螺纹
对于所有类型的螺纹F= 0,64
使用下面的公式来获得TPN螺纹制备品的直径:
制备品的直径= [外径-(螺距:2)]-0,1 –0,15
8.2.1公制螺纹
8.2.2 圆柱管螺纹
8.2.3 英制螺纹 B.S.W
8.2.4 英制螺纹B.S.F
8.2.5 美制螺纹 U.N.F
8.2.6 螺纹 8 UN
8.3 极限抗张强度计算
8.4 轧制压力表
下面的表格给出了与材料和螺距相关的轧制压力
8.5 床头斜度的计算
8.6 正切表
度数 0 度数 1 度数 2
度数 3 度数4 度数5
度数6 度数7 度数8。