武汉理工大学2014年数学建模课程论文
2014年大学生数学建模竞赛论文

赛区评阅记录(可供赛区评阅时使用): 评 阅 人
评 分
备 注
全国统一编号(由赛区组委会送交全国前编号):
全国评阅编号(由全国组委会评阅前进行编号):
A 题 嫦娥三号软着陆轨道设计与控制策略 摘要:本文主要从以下几个方面分析了嫦娥三号软着陆轨道设计与控 制策略:首先在探测器飞近月球时,利用自带发动机产生制动力让其被月 球引力捕获,做离月面高度 100km 的圆周运动,此时,根据匀速圆周运动 学公式计算出远月点的速度,当加速器在某一点再次产生制动,此时以月 球为一个焦点做椭圆运动,根据相应的天体运动学公式和开普勒三大定律 求出做椭圆运动时近月点的速度,此时离月面高度为 15km。在近月点再次 制动时,探测器开始软着陆,首先进行霍曼变轨原理,根据质心运动原理 建立了第二阶段的数学模型,且根据预定着陆点的经纬度逆推出近月点在 月球表面的正投影点的经纬度,即能找到近月点的具体位置。其次,探测 器在整个轨道运行中速度、质量、Fthust 等参数在不断变化,可以根据建立的 数学模型确定加速器的运行轨道和损耗的质量以及运行的时间。在加速器 几乎位于正上方时,根据能量守恒定理和相应的运动学公式也建立了相应 的数学模型。数据实验和分析表明,所建立的数学建模方案不但可以较好 地解决“嫦娥三号软着陆轨道设计与控制策略”问题,而且对于相似问题 也能起到良好的参考价值和运用价值。
N./ Kg m/s m/s J J kg N rad/s m/s S S m/s N/kg 。 m
Va t0 tf Ve g月
L J W H2 Ci a mi(t) a(t)
m
m m m/s2
mi
3
三、 问题分析 对于嫦娥三号软着陆轨道的设计与控制策略:在问题 1 中,根据附件 1 的附图 1 嫦娥三号近月轨道示意图, 建立嫦娥三号在近月点与远月点运动 过程中的模型和算法。根据嫦娥三号在远月点时的万有引力等于向心力, 求出嫦娥三号在远月点的速度 。再由近月点和远月点机械能守恒,且对开 普勒三大定律进行分析,得出近月点的速度。此时,通过逆推法,根据嫦 娥三号预定着陆点的经纬度,可推算出嫦娥三号在近月点处的位置,即近 月点正投影到月球表面上的经纬度。在考虑此问题中,嫦娥三号的降落为 一个二维平面降落,而不是三维空间的降落,所以在 A 点与 B 的经度是相 同的,那么我们可以根据经纬度公式转换关系求出 A 点的经纬度,这个经 纬度的正上方 15 公里处即是我们一直所求的近月点位置。 问题 2:针对此题,嫦娥三号的着陆轨道由近月点在月心坐标系的位 置和软着陆轨道形态共同决定。然而对于 6 个阶段的最优控制策略,分析 如下:第一近阶段我们选择制动力为:Fthust=2500N 用来在近月点进行制动; 第二阶段该阶段主要是减速,实现到距离月面 3 公里处嫦娥三号的速度降 到 57m/s, 用质心运动学方程组来解; 第三阶段需要从距离月面 3km 到 2.4km 处将水平距离减为 0m/s 在此过程中我们采用探测器以匀速的方式到达距离 月面为 2400m 的位置;第四阶段要求避开大的陨石坑,实现在设计着陆点 上方 100m 处悬停,根据机械能守恒定理建立数学模型,找出时间 t 和 Fthust1 的关系;第五阶段避开较大的陨石坑,确定最佳着陆地点,实现在着陆点 上方 30m 处水平方向速度为 0m/s。根据能量守恒可算此时探测器的损耗过 后所剩下的质量; 第六阶段主要任务控制着陆器在距 离月面 4m 处的速度为 0m/s,这时可以采用第五阶段 时用到的方法相应的比拟此处的损耗情况 问题 3: 我们对模型的误差和参数的敏感性进 行了分析,如在模型数值求解过程中,我们对时间导 数进行了一阶差分离散, 此时时间间隔大小改变会对 计算的数值结果产生误差,但当时间间隔很小时, 该 差分格式是稳定的,不会对数值结果产生较大的影响。
2014年第十一届五一数学建模 B题论文
承诺书我们仔细阅读了五一数学建模联赛的竞赛规则。
我们完全明白,在竞赛开始后参赛队员不能以任何方式(包括电话、电子邮件、网上咨询等)与本队以外的任何人(包括指导教师)研究、讨论与赛题有关的问题。
我们知道,抄袭别人的成果是违反竞赛规则的, 如果引用别人的成果或其它公开的资料(包括网上查到的资料),必须按照规定的参考文献的表述方式在正文引用处和参考文献中明确列出。
我们郑重承诺,严格遵守竞赛规则,以保证竞赛的公正、公平性。
如有违反竞赛规则的行为,我们愿意承担由此引起的一切后果。
我们授权五一数学建模联赛组委会,可将我们的论文以任何形式进行公开展示(包括进行网上公示,在书籍、期刊和其他媒体进行正式或非正式发表等)。
我们参赛选择的题号为(从A/B/C中选择一项填写): B我们的参赛报名号为:1132参赛组别(研究生或本科或专科):本科所属学校(请填写完整的全名)山东科技大学参赛队员(打印并签名) :1.2.3.日期:2014 年 5 月 1 日获奖证书邮寄地址山东省青岛技术开发区山东科技大学邮政编码266590编号专用页竞赛评阅编号(由竞赛评委会评阅前进行编号):评阅记录评阅人评分备注裁剪线裁剪线裁剪线竞赛评阅编号(由竞赛评委会评阅前进行编号):参赛队伍的参赛号码:(请各参赛队提前填写好):1132题目能源总量控制问题摘要随着经济快速稳定发展,能源消费总量大幅增加,能源需求矛盾日益尖锐,环境制约日益紧趋,加快制定能源发展规划,合理控制能源消费总量,明确总量控制目标和建立合理分解机制尤为重要。
本文通过对不同产业能源消费特征的分析,建立了评价不同产业结构能源消费特征的指标,并用聚类分析法对全国各省能源消费特征进行分类。
除产业结构外,影响能源消费总量的因素有很多,本文在借鉴其他文献资料的基础上,对能源消费总量与这些影响因素的关系进行了定性分析,为了进一步说明他们之间的关系,我们结合定性分析的结果通过建立计量经济模型和回归分析对各个因素对能源消耗总量的影响进行实证分析,并基于此和国家十二五规划指标提出了我国能源消费总量按省份的分配方案。
2014高教社杯全国大学生数学建模竞赛D题获奖论文解读

2014高教社杯全国大学生数学建模竞赛承诺书我们仔细阅读了《全国大学生数学建模竞赛章程》和《全国大学生数学建模竞赛参赛规则》(以下简称为“竞赛章程和参赛规则”,可从全国大学生数学建模竞赛网站下载)。
我们完全明白,在竞赛开始后参赛队员不能以任何方式(包括电话、电子邮件、网上咨询等)与队外的任何人(包括指导教师)研究、讨论与赛题有关的问题。
我们知道,抄袭别人的成果是违反竞赛章程和参赛规则的,如果引用别人的成果或其他公开的资料(包括网上查到的资料),必须按照规定的参考文献的表述方式在正文引用处和参考文献中明确列出。
我们郑重承诺,严格遵守竞赛章程和参赛规则,以保证竞赛的公正、公平性。
如有违反竞赛章程和参赛规则的行为,我们将受到严肃处理。
我们授权全国大学生数学建模竞赛组委会,可将我们的论文以任何形式进行公开展示(包括进行网上公示,在书籍、期刊和其他媒体进行正式或非正式发表等)。
我们参赛选择的题号是(从A/B/C/D中选择一项填写): D我们的报名参赛队号为(8位数字组成的编号):所属学校(请填写完整的全名):参赛队员(打印并签名) :1. (隐去论文作者相关信息等)2.3.指导教师或指导教师组负责人(打印并签名):(论文纸质版与电子版中的以上信息必须一致,只是电子版中无需签名。
以上内容请仔细核对,提交后将不再允许做任何修改。
如填写错误,论文可能被取消评奖资格。
)日期: 2014年月日赛区评阅编号(由赛区组委会评阅前进行编号):2014高教社杯全国大学生数学建模竞赛编号专用页赛区评阅编号(由赛区组委会评阅前进行编号):全国统一编号(由赛区组委会送交全国前编号):全国评阅编号(由全国组委会评阅前进行编号):储药柜的设计摘要面向消费者的药品零售药房,日常运行中需要执行大量的药品存储和分拣工作,目前自动化药房的研发及逐渐应用提高了药品存储和分拣效率,为医疗工作提供了极大地便利。
储药通道即为自动化药房的重要部分,合理的储药槽设计可以减少储药槽的设计成本、合理的利用储存处空间、提高药品的存储率和分拣效率。
2014年数学建模B题论文

2014全国大学生数学建模竞赛论文模板-推荐下载

A 题:嫦娥三号软着陆轨道设计与控制策略摘 要关键词:一、问题的提出二、问题的分析三、基本假设四、定义符号说明五、模型的分析、建立六、模型的求解七、结果分析、管路敷设技术通过管线不仅可以解决吊顶层配置不规范高中资料试卷问题,而且可保障各类管路习题到位。
在管路敷设过程中,要加强看护关于管路高中资料试卷连接管口处理高中资料试卷弯扁度固定盒位置保护层防腐跨接地线弯曲半径标高等,要求技术交底。
管线敷设技术包含线槽、管架等多项方式,为解决高中语文电气课件中管壁薄、接口不严等问题,合理利用管线敷设技术。
线缆敷设原则:在分线盒处,当不同电压回路交叉时,应采用金属隔板进行隔开处理;同一线槽内,强电回路须同时切断习题电源,线缆敷设完毕,要进行检查和检测处理。
、电气课件中调试对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料试卷相互作用与相互关系,根据生产工艺高中资料试卷要求,对电气设备进行空载与带负荷下高中资料试卷调控试验;对设备进行调整使其在正常工况下与过度工作下都可以正常工作;对于继电保护进行整核对定值,审核与校对图纸,编写复杂设备与装置高中资料试卷调试方案,编写重要设备高中资料试卷试验方案以及系统启动方案;对整套启动过程中高中资料试卷电气设备进行调试工作并且进行过关运行高中资料试卷技术指导。
对于调试过程中高中资料试卷技术问题,作为调试人员,需要在事前掌握图纸资料、设备制造厂家出具高中资料试卷试验报告与相关技术资料,并且了解现场设备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
、电气设备调试高中资料试卷技术电力保护装置调试技术,电力保护高中资料试卷配置技术是指机组在进行继电保护高中资料试卷总体配置时,需要在最大限度内来确保机组高中资料试卷安全,并且尽可能地缩小故障高中资料试卷破坏范围,或者对某些异常高中资料试卷工况进行自动处理,尤其要避免错误高中资料试卷保护装置动作,并且拒绝动作,来避免不必要高中资料试卷突然停机。
2014高教社杯全国大学生数学建模竞赛D题获奖论文
精心整理2014高教社杯全国大学生数学建模竞赛承诺书我们仔细阅读了《全国大学生数学建模竞赛章程》和《全国大学生数学建模竞赛参赛规则》(以下简称为“竞赛章程和参赛规则”,可从全国大学生数学建模竞赛网站下载)。
我们完全明白,在竞赛开始后参赛队员不能以任何方式(包括电话、电子邮件、网上咨询等)与队外的任何人(包括指导教师)研究、讨论与赛题有关的问题。
我们知道,抄袭别人的成果是违反竞赛章程和参赛规则的,如果引用别人的成果或其他公开的资料(包括网上查到的资料),必须按照规定的参考文献的表述方式在正文引用处和参考文献中明确列出。
我们郑重承诺,严格遵守竞赛章程和参赛规则,以保证竞赛的公正、公平性。
如有违反竞赛章程和参赛规则的行为,我们将受到严肃处理。
我们授权全国大学生数学建模竞赛组委会,可将我们的论文以任何形式进行公开展示(包括进行网上公示,在书籍、期刊和其他媒体进行正式或非正式发表等)。
我们参赛选择的题号是(从A/B/C/D中选择一项填写):D我们的报名参赛队号为(8位数字组成的编号):所属学校(请填写完整的全名):参赛队员(打印并签名):1.(隐去论文作者相关信息等)2.3.指导教师或指导教师组负责人(打印并签名):(论文纸质版与电子版中的以上信息必须一致,只是电子版中无需签名。
以上内容请仔细核对,提交后将不再允许做任何修改。
如填写错误,论文可能被取消评奖资格。
)日期:2014年月日赛区评阅编号(由赛区组委会评阅前进行编号):2014高教社杯全国大学生数学建模竞赛编号专用页赛区评阅编号(由赛区组委会评阅前进行编号):赛区评阅记录(可供赛区评阅时使用):评阅人评分备注全国统一编号(由赛区组委会送交全国前编号):全国评阅编号(由全国组委会评阅前进行编号):储药柜的设计摘要面向消费者的药品零售药房,日常运行中需要执行大量的药品存储和分拣工作,目前自动化药房的研发及逐渐应用提高了药品存储和分拣效率,为医疗工作提供了极大地便利。
2014年武汉理工大学数学建模训练题目2
2014年武汉理工大学数学建模训练题目
第2题:实验安排问题
(陈建业老师提供)
2014年某专业职业技能考试共有技能考题5道,要求每位考生必须完成其中三道,除第一题为必考项目外,余下考题四选二。
考生总人数79人,每位考生所选选项均已知,见附件1。
受考场数量限制,只能提供A、B两个技能考场,其中A考场能容纳24个人同时开考,B考场能容纳32人同时开考。
为便于管理每个技能考题只能安排在同一个考场,每个技能考题同时开考的最大数量没有限制,但是一旦确定中途就不能更改。
请分别在以下条件下合理设计考场分布和安排实验顺序,使得本次考试所用时间最短。
(1)假定技能考题1考试时间为45分钟,而其他4个技能考题考试时间为30分钟,考生不能提前离开考场。
(2)假定增加C考场能容纳20人,而3个考场不在同一个地方,3个考场之间往返的时间见附件2,请结合(1)的条件给出合理的实验安排。
(3)假定(1)的考试时间均为最长考试时间,考生做完实验可以提前离开考场,这样可以提前安排下一位考生进场,请考虑这种情况下的实验安排。
数学建模论文(精选4篇)
数学建模论文(精选4篇)数学建模论文模板篇一1数学建模竞赛培训过程中存在的问题1.1学生数学、计算机基础薄弱,参赛学生人数少以我校理学院为例,数学专业是本校开设最早的专业,面向全国28个省、市、自治区招生,包括内地较发达地区的学生、贫困地区(包括民族地区)的学生,招收的学生数学基础水平参差不齐.内地较发达地区的学生由于所处地区的经济文化条件较好,教育水平较高,高考数学成绩普遍高于民族地区的学生.民族地区由于所处地区经济文化较落后,中小学师资力量严重不足,使得少数民族学生数学基础薄弱,对数学学习普遍抱有畏难情绪,从每年理学院新生入学申请转系的同学较多可以窥见一斑.虽然学校每年都组织学生参加全国大学生数学建模竞赛,但人数都不算多.从专业来看,参赛学生主要以数学系和计算机系的学生为主,间有化学、生科、医学等理工科学生,文科学生则相对更少.理工科类的学生基本功比较扎实,他们在参赛过程中起到了重要作用.文科学生数学和计算机功底大多薄弱,更多的只是一种参与.从年级来看,参赛学生以大二的学生居多;大一的学生已学的数学和计算机课程有限,基本功还有些欠缺;大三、大四的学生忙着考研和找工作,对数学建模竞赛兴趣不大.从参赛的目的来看,有20%左右的学生是非常希望通过数学建模提高自己的综合能力,他们一般能坚持到最后;还有50%的学生抱着试试看的态度参加培训,想锻炼但又怕学不懂,觉得可以坚持就坚持,不能则中途放弃;剩下的30%的学生则抱着好奇好玩的态度,他们大多早早就出局了.学生的参赛积极性不高,是制约数学建模教学及竞赛有效开展的不利因素.1.2无专职数学建模培训教师,培训教师水平有限,培训方法落后数学建模的培训教师主要由理学院选派数学老师临时组成,没有专职从事数学建模的教师.由于学校扩招,学生人数多,教师人数少,数学教师所承担的专业课和公共课课程多,授课任务重;备课、授课、批改作业占用了教师的大部分工作时间,并且还要完成相应的科研任务.而参加数学建模教学及竞赛培训等工作需要花费很多时间和精力,很多老师都没有时间和精力去认真从事数学建模的教学工作.培训教师队伍整体素质不够强、能力欠缺,指导起学生来也不是那么得心应手,且从事数学建模教学的老师每年都在调整,不利于经验的积累.另外,学校对参与数学建模教学及竞赛培训的教师的鼓励措施还不是十分到位和吸引人,培训教师对数学建模相关的工作热情不够,缺乏奉献精神.在2011年以前,数学建模培训主要采用教师授课的方式进行,但各位老师授课的内容互不联系.比如说上概率论的老师就讲概率论的内容,上常微分方程的老师就讲常微分的内容.学生学习了这些知识,不知道有什么用,怎么用,不能将这些知识联系起来转化为数学建模的能力.这中间缺少了很重要的一个环节,就是没有进行真题实训.结果就是学生既没有运用这些知识构建数学模型的能力,也谈不上数学建模论文写作的技巧.虽然学校年年都组织学生参加全国大学生数学建模竞赛,但结果却不尽如人意,获奖等次不高,获奖数量不多.1.3学校重视程度不够,相关配套措施还有待完善任何一项工作离开了学校的支持,都是不可能开展得好的,数学建模也不例外.在前些年,数学建模并没有引起足够的重视,学校盼望出成绩但是结果并不理想,对老师和学生的信心不足.由于经费紧张,并未专门对数学建模安排实验室,图书资料很少,学生用电脑和查资料不方便,没有学习氛围.每年数学建模竞赛主要由分管教学的副院长兼任组长,没有相应专职的负责人,培训教师去参加数学建模相关交流会议和学习的机会很少.学校和二级学院对参加数学建模教学、培训的老师奖励很少,学生则几乎没有.在课程的开设上也未引起重视,虽然理学院早在1997年就将数学实验和数学建模课列为专业必修课,但非数学专业只是近几年才开始列为公选课开设,且选修率低.2针对存在问题所采取的相应措施2.1扩大宣传,重视数学和计算机公选课开设,举办数学建模学习讨论班最近两年,学院组建了数学建模协会,负责数学建模的宣传和参赛队员的海选,通过各种方式扩大了对数学建模的宣传和影响,安排数学任课教师鼓励数学基础不错的学生参赛.同时邀请重点大学具有丰富培训经验的老师来做数学建模专题讲座,交流经验.学院重视数学专业的基础课程、核心课程的教学,选派经验丰富的老教师、青年骨干教师担任主讲,随时抽查教学质量,教学效果.严抓考风学风,对考试作弊学生绝不姑息;学生上课迟到、早退、旷课一律严肃处理.通过这些举措,学生学习态度明显好转,数学能力慢慢得到提高.学校有意识在大一新生中开设数学实验、数学建模和相关计算机公选课,让对数学有兴趣的学生能多接触这方面的知识,减少距离感.选用的教材内容浅显而有趣味,主要目的是让同学们感受到数学建模并非高不可攀,数学是有用的,增加学生学习数学的热情和参加数学建模竞赛的可能性.为了解决学生学习数学建模过程中的遇到的困难,学院组织老师、学生参加数学建模周末讨论班,老师就学生学习过程中遇到的普遍问题进行讲解,学生分小组相互讨论,尽量不让问题堆积,影响后续学习积极性.通过这些措施,参赛学生的人数比以往有了大的改观,参赛过程中退赛的学生越来越少,参赛过程中的主动性也越来越明显.2.2成立数学建模指导教师组,分批培养培训教师,改进培训方法近年来,学院开始重视对数学建模培训教师的梯队建设,成立了数学建模指导教师组.把培训教师分批送出去进修,参加交流会议,学习其它高校的经验,并安排老教师带新教师,培训教师队伍越来越稳定、壮大.从去年开始,理学院组织学生进行了为期一个月的暑期数学建模真题实训,从8月初到8月底,培训共分为7轮.学生首先进行三天封闭式真题训练———其次答辩———最后交流讨论.效果明显,学生的数学建模能力普遍得到了提高,学习积极性普遍高涨.9月份顺利参加了全国大学生数学建模竞赛.从竞赛结果来看,比以前有了比较大的进步,不管是获奖的等次还是获奖的人数上都取得了历史性突破.有了这些可喜的变化,教师和学生的积极性都得到了提高,对以后的数学建模教学和培训工作将起着极大的促进作用.除了这种集训,今后,数学建模还需要加强平时的教学和培训工作.2.3学校逐渐重视,加大了相关投入,完善了激励措施最近几年,学校加大了对数学建模教学和培训工作的相关投入和鼓励措施.安排了专门的数学建模实验室,配备了学院最先进的电脑、打印机等设备,购买了数学建模相关的书籍.划拨了数学建模教学和培训专项经费.虽然数学建模教学还没有计入教学工作量,但已经考虑计入职称评定的相关工作量中,对参加数学建模教学和培训的老师减少了基本的教学工作量,使他们有更多的时间和精力投入到数学建模的相关工作中去.对参加全国大学生数学建模竞赛获奖的老师和学生的奖励额度也比以前有了很大的提高,老师和学生的积极性得到了极大的提高.3结束语对我们这类院校而言,最重要的数学建模赛事就是一年一度的全国大学生数学建模竞赛了.竞赛结果大体可以衡量老师和学生的付出与收获,但不是绝对的,教育部组织这项赛事的初衷主要是为了促进各个院校数学建模教学的有效开展.如果过分的看重获奖等次和数量,对学校的数学建模教学和组织工作都是一种伤害.参赛的过程对学生而言,肯定是有益的,绝大多数参加过数学建模竞赛的学生都认为这个过程很重要.这个过程可能是四年的大学学习过程中体会最深的,它用枯燥的理论知识解决了活生生的现实中存在的问题,虽然这种解决还有部分的理想化.由于我校地处偏远山区,教育经费相对紧张,投入不可能跟重点院校的水平比,只能按照自身实际来.只要学校、老师、学生三方都重视并积极参与这一赛事,数学建模活动就能开展的更好.数学建模论文模板篇二培养应用型人才是我国高等教育从精英教育向大众教育发展的必然产物,也是知识经济飞速发展和市场对人才多元化需求的必然要求。
2014全国大学生数学建模论文
§2
一、问题的总分析
问题的分析
本文的重点是研究嫦娥三号软着陆的轨道设计与最优控制问题, 通过对其在 着陆准备轨道运行情况和着陆过程进行研究,基于天体运行理论和现代控制理 论,并结合 MATLAB 软件编程确定最佳着陆点,从而建立椭圆轨道瞬时速度模型、 相对运动模型、 极坐标动力学模型和耗燃最优制导模型等一系列模型,从而完成 了对各个着陆阶段的轨道设计, 并给出了最优控制策略,并对所得结果进行了误 差分析和敏感度分析。建立问题动力流程图:
1
§1 问题的重述
一、背景知识 在中国的古老传说中, 月亮上有个叫嫦娥的姑娘和一只美丽的玉兔。 在 2013 年 12 月-14 日晚,这个传说终于变成了“现实”。嫦娥三号是中国国家航天局嫦 娥工程第二阶段的登月探测器,包括着陆器和玉兔号月球车。2013 年 12 月 2 日 1 时 30 分, 嫦娥三号”探测器由长征三号乙运载火箭从西昌卫星发射中心发射, 首次实现月球软着陆和月面巡视勘察。12 月 10 日成功降轨。12 月 15 日晚, 正 在月球上开展科学探测工作的嫦娥三号着陆器和巡视器进行互成像实验, 两器”” 顺利互拍, 嫦娥三号任务取得圆满成功。 这是中国航天器首次 “降临” 地外天体, 中国也成为世界上第三个在月球上成功实施软着陆的国家。 月球软着陆的轨道设计和制导技术,是月球探测工程中的一个关键性技术, 更是将来进行航天员登月, 建立月球基地不可缺少的一个环节。相关研究早在上 世纪五六十年代就已经开始。合成一段国内外已经有了比较成熟的研究方法。 王 明光、 罗建军等使用伪光谱方法将软着陆轨道优化问题转为一个约束参数优化问 题,然后采用乘子法处理约束条件,采用变尺度法求解处理后的参数优化问题, 此方法具有收敛速度快、对初始控制量不敏感、鲁棒性强的优点。朱建丰等将自 适应遗传算法与模拟退火算法相结合, 得到一种全局搜索能力和局部搜索能力均 较强的自适应模拟退火遗传算法,对月球软着陆轨迹进行优化后,能够搜索到比 较精确的全局最优轨迹。 二、要解决的问题 (1)根据嫦娥三号在着陆准备轨道上运行的状况,以及所给信息,确定着陆 准备轨道上近月点和远月点的位置, 以及在所求点上嫦娥三号相应速度的大小与 方向。 (2)将嫦娥三号整个的着陆过程划分为六个阶段,并确定其在每个阶段的着 陆轨道,以及最优控制策略。 (3)由于嫦娥三号着陆过程的复杂性和不确定性,必然会有误差,在此问要 求对于我们设计的着陆轨道和最优控制策略,做相应的误差分析和敏感性分析。
武汉理工大学2014优秀学士论文名单

包装工程 测控技术与仪器 测控技术与仪器 测控技术与仪器 测控技术与仪器 测控技术与仪器 工业工程 工业工程 过程装备与控制工程 过程装备与控制工程 过程装备与控制工程 机械工程 机械工程 机械工程 机械工程 机械工程 机械工程 机械工程 机械工程 机械工程 计算机科学与技术 计算机科学与技术 软件工程 软件工程 物联网工程 船舶与海洋工程 船舶与海洋工程 船舶与海洋工程 船舶与海洋工程 船舶与海洋工程 船舶与海洋工程 船舶与海洋工程 船舶与海洋工程 船舶与海洋工程 道路桥梁与渡河工程 道路桥梁与渡河工程 工程结构分析 工程结构分析 交通工程 交通运输工程 交通运输工程 电子商务 国际经济与贸易 国际经济与贸易 金融学 经济学
182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220
周石林 魏国华 蔡玉龙 胡思良 李杰 杨振涛 李庆玲 王萍 陈家超 邹志威 唐自豪 贺勇军 黄耀斌 谌礼群 姜晓帅 卢伟江 肖娜 李长坤 王喆 刘淑伟 武林林 周文艳 何鸿锦 汤胜军 郑金平 徐维铮 徐伟 张闪 熊宝权 许长江 陶鹏 王思奥 王文瑜 王琪 杨柳 张一峰 夏俞超 张小强 张克岭 杨香传 黄璨 李兴华 韩丹 陈育洁 李菁君 王春珠
李德渊 胡杰 胡健 江雪东 王丽丽 冯麒 冯赛枫 方雅丽 苏娜 潘晟 包静悄 张亚敏 李书筠 张彦虎 余慧芬 张志富 周超超 杜旭超 江蕾 李崚湾 谢溪凌 朱富贵 胡浩亮 田光伟 王乐 郝金英 周春萌 董昊 武晓雪 许志雄 陈玉江 全卫泽 彭俊杰 杨柳 芮晓丽 朱邦培 崔志燕 曾婵 刘果 鞠亮 姜晓梅 卢超 李世华 何永兴 葛济宾
2014高教社杯A题优秀论文
x x y R () R (i ) y 3 1 z z cos sin cos i sin sin i a (1 e cosE(t ))cos u (t ) sin cos cos i sin i cos a(1 e cosE(t ))sin u (t ) sin i cos i 0 0
2014 高教社杯全国大学生数学建模竞赛
承诺书
我们仔细阅读了《全国大学生数学建模竞赛章程》和《全国大学生数学建模竞赛参 赛规则》 (以下简称为 “竞赛章程和参赛规则” , 可从全国大学生数学建模竞赛网站下载) 。 我们完全明白,在竞赛开始后参赛队员不能以任何方式(包括电话、电子邮件、网 上咨询等)与队外的任何人(包括指导教师)研究、讨论与赛题有关的问题。 我们知道,抄袭别人的成果是违反竞赛章程和参赛规则的,如果引用别人的成果或 其他公开的资料(包括网上查到的资料) ,必须按照规定的参考文献的表述方式在正文 引用处和参考文献中明确列出。 我们郑重承诺,严格遵守竞赛章程和参赛规则,以保证竞赛的公正、公平性。如有 违反竞赛章程和参赛规则的行为,我们将受到严肃处理。 我们授权全国大学生数学建模竞赛组委会,可将我们的论文以任何形式进行公开展 示(包括进行网上公示,在书籍、期刊和其他媒体进行正式或非正式发表等) 。
它也可表示为 (3)
x x y R () R (i ) R ( ) y 3 1 3 z z
a(cos E (t ) e) R3 () R1 (i ) R3 ( ) a 1 e 2 sin E (t ) 0
摘要
本文分别针对远、 近月点位置和六个阶段着陆轨道最优控制策略和误差分析敏感性 分析问题进行建模和求解算法设计。首先对于远、近月点位置问题,建立天球坐标系, 应用二体问题模型求出近月点、远月点的位置及相应速度和方向;然后对于着陆轨道的 最优化问题,分别建立灰度直方图分析模型、SVM(Support Vector Machine)聚类模型, 求解各阶段的最优着陆轨道、确定最优控制策略;最后通过着陆点位误差椭圆分析对问 题二中的着陆轨道进行了合理的误差与敏感性分析。 针对问题一:首先建立月心坐标框架来研究卫星的无摄运动,根据着陆器与月球的 位置关系,把求解近月点和远月点位置的问题归结为二体问题。在此框架下建立卫星轨 道根数与三维坐标之间的函数模型,基于求导的思想对模型进行求解,最终得到近月点 与远月点的三维坐标与其速度大小与方向。利用 MATLAB 编程求得着陆准备轨道近月点 和远月点的坐标分别为(594.63,-102.23,1742.01) 、 (637.07,-109.52,1837.01) , 相应速度和方向分别为 1700 米每秒, 方向为沿西经 19.51 度经线圈切线与 Z 轴成 44 度 方向;1691.4 米每秒,方向为沿西经 19.51 度经线圈切线与 Z 轴成 224 度方向。 针对问题二:将六个阶段按照求解模型的不同划分为四个过程。首先针对 15000-2400 米这一过程建立基于燃料与卫星位置坐标的优化模型, 通过迭代的过程搜索 模型最优解,同时将迭代过程中搜索到的 12 个离散点建立四次样条函数模型来模拟该 阶段的轨道,对该轨道上卫星进行受力分析最终得出最优的控制策略。针对 2400-100 米的粗避障段,我们首先对影像数据进行分割处理,然后利用直方图分析法对分割影像 进行直方图统计分析寻求直方图最为陡峭的图像方向作为粗避障方向,综合考虑燃料与 控制策略问题,最终确定与像平面成 60 度夹角的直线作为此过程的轨道模型。针对 100-30 米的精避障段, 为达到避开地形起伏较大的目的提出了基于 SVM 的聚类模型, 通 过选择 ROI(Region of Interest)作为网络训练样本对数字高程图进行了监督分类,分 类图上的颜色区域可以直观的对卫星安全着陆位置给予指导, 综合考虑燃料因素给出与 像平面成 70.38 度的直线轨道作为此阶段的最优轨道。针对 30-0 米的缓速下降阶段, 由于此时卫星的水平方向速度为 0, 我们主要对卫星进行受力分析来得出最优控制策略。 针对问题三:为了对轨道模型进行误差分析与敏感性分析,首先建立天球坐标系与 各个像方坐标系之间的旋转、平移变换关系,对所研究的轨道模型进行仿真,最终求解 着陆点在天球坐标系中的坐标, 然后通过天球坐标与月心坐标之间的逆变换关系反推着 陆点的月心坐标,通过建立点位误差椭圆模型,分析得出影响着陆点误差与敏感性的主 要因素在于卫星飞行过程中的姿态角误差和速度大小误差。
2014年全国数学建模联赛论文设计B题参考问题详解

高教社杯全国大学生数学建模竞赛承诺书我们仔细阅读了中国大学生数学建模竞赛的竞赛规则.我们完全明白,在竞赛开始后参赛队员不能以任何方式(包括、电子、网上咨询等)与队外的任何人(包括指导教师)研究、讨论与赛题有关的问题。
我们知道,抄袭别人的成果是违反竞赛规则的, 如果引用别人的成果或其他公开的资料(包括网上查到的资料),必须按照规定的参考文献的表述方式在正文引用处和参考文献中明确列出。
我们重承诺,严格遵守竞赛规则,以保证竞赛的公正、公平性。
如有违反竞赛规则的行为,我们将受到严肃处理。
我们授权全国大学生数学建模竞赛组委会,可将我们的论文以任何形式进行公开展示(包括进行网上公示,在书籍、期刊和其他媒体进行正式或非正式发表等)。
我们参赛选择的题号是(从A/B/C/D中选择一项填写): B我们的参赛报名号为(如果赛区设置报名号的话):所属学校(请填写完整的全名):农业大学参赛队员(打印并签名) :1. 富顺2. 安明梅3. 熊万丹指导教师或指导教师组负责人(打印并签名):指导组日期: 2014年 9 月 10 日赛区评阅编号(由赛区组委会评阅前进行编号):2014高教社杯全国大学生数学建模竞赛编号专用页赛区评阅编号(由赛区组委会评阅前进行编号):全国统一编号(由赛区组委会送交全国前编号):全国评阅编号(由全国组委会评阅前进行编号):太阳能小屋的设计摘要太阳能利用的重点是建筑,其应用方式包括利用太阳能为建筑物供热和供电,因此在设计电池时考虑太阳辐射强度、光线入射角、环境、建筑物所处的地理纬度、地区的气候与气象条件、安装部位及方式(贴附或架空)等对电池产电量的影响非常重要。
问题一,从题目给出的数据和收集到的资料出发,我们对所有数据进行处理,分析得到小屋每个面的总辐射强度,然后对其排序得到各个面的辐射强度的比例,利用模糊综合评判以及matlab模拟仿真得出问题的顶面最优值,小屋在35年的寿命期的发电量为343139.88KW,经济效益32万元,投资的回收年限14.33年。
2014全国大学生数学建模竞赛A题论文解析

承诺书我们仔细阅读了中国大学生数学建模竞赛的竞赛规则.我们完全明白,在竞赛开始后参赛队员不能以任何方式(包括电话、电子邮件、网上咨询等)与队外的任何人(包括指导教师)研究、讨论与赛题有关的问题.我们知道,抄袭别人的成果是违反竞赛规则的, 如果引用别人的成果或其他公开的资料(包括网上查到的资料),必须按照规定的参考文献的表述方式在正文引用处和参考文献中明确列出.我们郑重承诺,严格遵守竞赛规则,以保证竞赛的公正、公平性.如有违反竞赛规则的行为,将受到严肃处理.我们参赛选择的题号是(从A/B/C/D中选择一项填写)赛区评阅编号(由赛区组委会评阅前进行编号):编号专用页赛区评阅编号(由赛区组委会评阅前进行编号):赛区评阅记录(可供赛区评阅时使用):评阅人评分备注全国统一编号(由赛区组委会送交全国前编号):全国评阅编号(由全国组委会评阅前进行编号):嫦娥三号软着陆轨道设计与控制策略摘要本文针对嫦娥三号软着陆轨道设计与控制策略的实际问题,以理论力学(万有引力、开普勒定律、万能守恒定律等)和卫星力学知识为理论基础,结合微分方程和微元法,借助MATLAB软件解决了题目所要求解的问题。
针对问题(1),在合理的假设基础上,利用物理理论知识、解析几何知识和微元法,分析并求解出近月点和远月点的位置,即139.1097 。
再运用能量守恒定律和相关数据,计算出速度v(近月点的速度)1=1750.78/v(远月点的速度)=1669.77/m s,,最后利用曲线的切线m s,2方程,代入点(近月点与远月点)的坐标求值,计算出方向余弦即为相应的速度方向。
针对问题(2)关键词:模糊评判,聚类分析,流体交通量,排队论,多元非线性回归一、问题重述嫦娥三号于2013年12月2日1时30分成功发射,12月6日抵达月球轨道。
嫦娥三号在着陆准备轨道上的运行质量为2.4t,其安装在下部的主减速发动机能够产生1500N到7500N的可调节推力,其比冲(即单位质量的推进剂产生的推力)为2940m/s,可以满足调整速度的控制要求。
2014高教社杯全国大学生数学建模竞赛D题获奖论文设计

承诺书我们仔细阅读了《全国大学生数学建模竞赛章程》和《全国大学生数学建模竞赛参赛规则》(以下简称为“竞赛章程和参赛规则”,可从全国大学生数学建模竞赛下载)。
我们完全明白,在竞赛开始后参赛队员不能以任何方式(包括、电子、网上咨询等)与队外的任何人(包括指导教师)研究、讨论与赛题有关的问题。
我们知道,抄袭别人的成果是违反竞赛章程和参赛规则的,如果引用别人的成果或其他公开的资料(包括网上查到的资料),必须按照规定的参考文献的表述方式在正文引用处和参考文献中明确列出。
我们重承诺,严格遵守竞赛章程和参赛规则,以保证竞赛的公正、公平性。
如有违反竞赛章程和参赛规则的行为,我们将受到严肃处理。
我们授权全国大学生数学建模竞赛组委会,可将我们的论文以任何形式进行公开展示(包括进行网上公示,在书籍、期刊和其他媒体进行正式或非正式发表等)。
我们参赛选择的题号是(从A/B/C/D中选择一项填写): D 我们的报名参赛队号为(8位数字组成的编号):所属学校(请填写完整的全名):参赛队员 (打印并签名) :1. (隐去论文作者相关信息等)2.3.指导教师或指导教师组负责人 (打印并签名):(论文纸质版与电子版中的以上信息必须一致,只是电子版中无需签名。
以上容请仔细核对,提交后将不再允许做任何修改。
如填写错误,论文可能被取消评奖资格。
)日期: 2014年月日赛区评阅编号(由赛区组委会评阅前进行编号):编号专用页赛区评阅编号(由赛区组委会评阅前进行编号):全国统一编号(由赛区组委会送交全国前编号):全国评阅编号(由全国组委会评阅前进行编号):储药柜的设计摘要面向消费者的药品零售药房,日常运行中需要执行大量的药品存储和分拣工作,目前自动化药房的研发及逐渐应用提高了药品存储和分拣效率,为医疗工作提供了极便利。
储药通道即为自动化药房的重要部分,合理的储药槽设计可以减少储药槽的设计成本、合理的利用储存处空间、提高药品的存储率和分拣效率。
2014全国数学建模A题一等奖论文
v2 = 526.94m / s 。即远月点的速度为 526.94 m / s .方向为水平方向。
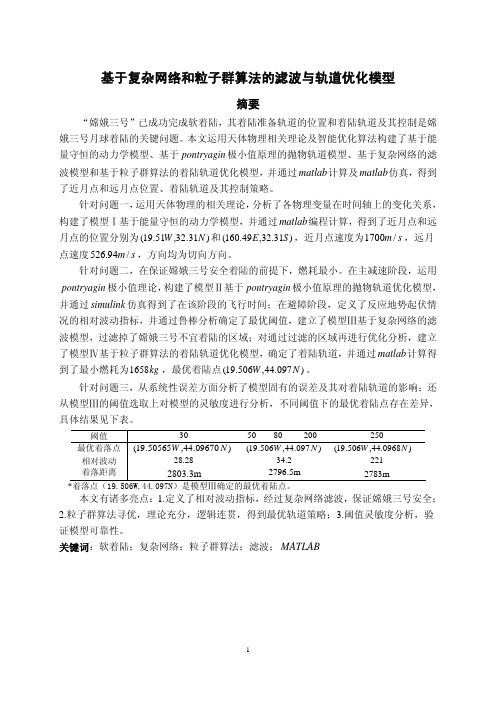
图 3 着陆准备轨道环绕模拟
由于近月点和远月点分别是椭圆轨道的长半轴的两个端点, 且两点的连线经过月心 (图 3),因此由对称性可知远月点的位置为(19.51E,32.31S),高度为 100000 米。
360 = 30.301千米 / 度 2πR P 为纬度改变 1o 水平距离的改变量。 p=
根据能量守恒定律可知:
1 2 1 2 mv1 + mg ′h近 = mv 2 + mg ′h远 2 2 其中: v1 为近月点的速度; v2 为远月点的速度。
⑵模型的求解 在本题中由于我们无法确定任意时刻减速动力以及速度的大小及方向, 因此我们通 过假设简化模型,从而对问题进行求解。由于发动机推力主要是用于减少飞行器的横向 速度,同时克服由月球引力引起的径向速度,我们假设了嫦娥三号可以通过自身调节机 制使得自己在运动过程中竖直方向受恒力作用,方向向下,水平方向也受恒力作用,方 向与水平速度方向相反,初速度为 1700m/s。 因此我们可以将抛物线下降的过程分解成竖直方向匀加速,水平方向匀减速的运 动。(如图 1)由附件 2 可知,嫦娥三号在 3000m 时已经基本位于目标上方,所以我们 认为在 3000 米处水平速度近似为 0,57 m / s 为其竖直方向速度。
§3 模型的假设
1.由给出的附件月球的形状扁率为1/963.7256,数量级较小,假设月球为一个球体。 2.由于从近月点100km左右的高度降落到地球表面的时间比较对短,假设嫦娥三号不受 非球项、日月引力摄动等影响因素的影响。 3.假设月球引力场为平行定常引力场,嫦娥三号着陆轨道不受月球自转的影响。 4.假设月球表面海拔为零的球面势能为0。 5.假设嫦娥三号水平移动的距离近似为着陆划过月球表面弧度长度。 6.假设月球的重力加速度恒定,为 1 / 6 g 。
2014研究生数学建模竞赛优秀论文B

一、问题的重述考虑航天器在仅受到地球万有引力、航天器自身发动机作用力的作用下作平面运动,将地球和航天器视为质点,建立航天器运动的数学模型。
显然这样的数学模型在精度上是远远不能满足实际需要的,在其他要求精确制导等有关高科技的实际问题中,我们都面临着类似的问题:我们必须建立高精度的数学模型,必须高精度地估计模型中的大批参数,因为只有这样的数学模型才能解决实际问题,而不会出现差之毫厘,结果却失之千里的情况。
由于航天器的问题太复杂,本题仅考虑较简单的确定高精度参数问题。
假设有一个生态系统,其中含有两种生物,即: A 生物和B 生物,其中A 生物是捕食者,B 生物是被捕食者。
假设t 时刻捕食者A 的数目为()x t ,被捕食者B 数目为()y t ,它们之间满足以下变化规律:()()()()()()1234x t x t y t y t y t x t αααα⎧'=+⎡⎤⎪⎣⎦⎨'=+⎡⎤⎪⎣⎦⎩ 初始条件为:()()0506x t y t αα=⎧⎪⎨=⎪⎩其中()16k k α≤≤为模型的待定参数。
通过对此生态系统的观测,可以得到相关的观测数据。
要利用有关数据,解决以下问题:1) 在观测数据无误差的情况下,若已知2α,求其它5个参数()1,3,4,5,6k k α=? 2)若2α也未知,至少需要多少组观测数据,才能确定参数()16k k α≤≤? 3) 在观测资料有误差(时间变量不含有误差)的情况下,确定参数()16k k α≤≤ 在某种意义下的最优解,并与仿真结果比较,进而改进数学模型。
4) 假设连观测资料的时间变量也含有误差,确定参数k α在某种意义下的最优解。
二、航天器运动模型的建立考虑航天器在仅受到地球万有引力、航天器自身发动机作用力的作用下作平面运动,将地球和航天器视为质点,由理论力学可知,一个刚体在空间的运动可以看作质心的移动,因此可以应用质心运动定理来研究刚体质心的移动规律。
数学建模论文六篇
数学建模论文六篇数学建模论文范文1那么当前我国高中同学的数学建模意识和建模力量如何呢?下面是节自有关人士对某次竞赛中的一道建模题目同学的作答状况所作的抽样调查。
题目内容如下:某市教育局组织了一项竞赛,聘请了来自不同学校的数名老师做评委组成评判组。
本次竞赛制定四条评分规章,内容如下:(1)评委对本校选手不打分。
(2)每位评委对每位参赛选手(除本校选手外)都必需打分,且所打分数不相同。
(3)评委打分方法为:倒数第一名记1分,倒数其次名记2分,依次类推。
(4)竞赛结束后,求出各选手的平均分,按平均分从高到低排序,依此确定本次竞赛的名次,以平均分最高者为第一名,依次类推。
本次竞赛中,选手甲所在学校有一名评委,这位评委将不参与对选手甲的评分,其他选手所在学校无人担当评委。
(Ⅰ)公布评分规章后,其他选手觉得这种评分规章对甲更有利,请问这种看法是否有道理?(请说明理由)(Ⅱ)能否给这次竞赛制定更公正的评分规章?若能,请你给出一个更公正的评分规章,并说明理由。
本题是一道开放性很强的好题,给同学留有很大的发挥空间,不少同学都有精彩的表现,例如关于评分规章的修正,就有下列几种方案:方案1:将选手甲所在学校评委的评分方法改为倒数第一名记1+分,倒数其次名记2+,…依次类推;(评分标准)方案2:将选手甲所在学校评委的评分方法改为在原来的基础上乘以;方案3:对甲评分时,用其他评委的平均分计做甲所在学校评委的打分;然而也有不少同学为空白,究其缘由可能除了时间因素,同学对于较长的文字表述产生畏惧心理、不能正确阅读是重要因素。
同时,一些同学由于不能正确理解规章(3),得出选手甲的平均得分为,其他选手的平均得分为,从而得出错误结论.不少同学消失“甲所在学校的评委会有意压低其他选手的分数,因而对甲有利”的解释,而没有意识到作出必要的假设是数学建模方法中的重要且必要的一环。
有些同学在正确理解题意的基础上,提出了“规章对甲有利”的理由,例如:排名在甲前的同学少得了1分;甲所在学校的评委不给其他选手最高分(n分),所以甲得最高分的概率比其他选手高;相当于甲所在学校的评委把最高分给了甲;甲少拿一个分数,若少拿最低分,则有利;若少拿最高分,则不利;等等。
武汉理工大学2014年数学建模课程论文

武汉理工大学2014年数学建模课程论文题目:金属板切割问题姓名:学院:专业:学号:选课老师:黄小为2014年6月23日金属板切割问题:在一个金属板加工车间内将要从尺寸为48分米×96分米的大块矩形金属板上切割下小块的金属板。
此车间接到订单要求为:生产8块大小为36分米×50分米的矩形金属板,13块大小为24分米×36分米的矩形金属板,以及15块大小为18分米×30分米的矩形金属板。
这些金属板都需要从现有的大块金属板上切割下。
为生产出满足订单要求的金属板,最少可以使用多少块大块金属板?摘要本文介绍了金属板切割问题的数学模型的建立方法。
要求对车间生产切割金属板的方式进行数学规划,以达到经济效益最大化。
可以采用穷举法和实际意义相结合的方法,找出题目的隐含条件,通过各种搭配找到合理的切割金属板的模式。
在找到各种模式后,通过建立非线性规划的数学模型,以模式为基点,将本题中的订单转化为切割金属板的各种约束条件。
最后通过LINGO软件中的数学规划模型求解功能求解出目标函数值,并且通过验证证明,该模型求解出的最少原料使用量与具体切割方式是完全满足题目要求的。
关键词:切割方式;非线性规划;LINGO1.问题要求本题主要是讨论金属板的最优切割方式,并拟定最合理的方案使工厂经济效益实现最大化。
由已知条件知道工厂需要将一块完整的大矩形金属板切割成多块不同的小矩形金属板,并且已经给出了所需产品的尺寸和数量。
从经济方面来看,金属板材料是最大的成本因素,因此,建立出的模型必须要遵循着节约材料的原则,然后结合实际情况,制定最合理的切割计划。
2.模型假设(1)假设车间是以减少原料投入为主要节省方式。
实际上,金属加工生产中的余废料价值远远小于完整的原料价值,因此这样假设确立了模型是以最小原料使用量为目标。
(2)金属切割时不发生原料总面积减少。
在生产实践当中,由于切割工艺问题, 在切割板材是会使切割线位置出现原料耗损(如融化,形变等)。
2014年数学建模优秀论文

对黑匣子落水点的分析和预测摘要本文通过对飞机以及黑匣子受力情况进行分析,构建正交分解模型,得出飞机的坠落轨迹和黑匣子的落水点,及黑匣子在水中的移动情况。
问题一要求在考虑空气气流影响的前提下,建立数学模型,描述飞机坠落轨迹并推测黑匣子的落水点。
本文对飞机失去动力后的全过程建立动力学方程:22d r m mg f dt=-+ 然后对动力学方程进行正交分解,在水平和竖直方向上分别进行分析,根据伯努利方程求得升力的计算公式,得出飞机在刚刚失去动力时,升力大于重力,所以飞机会先上升一段距离,随着水平速度的减小,升力也逐渐减小,然后飞机再下降,通过模拟计算可以得出当飞机坠落至失事点下10000m 时,飞机坠入海面,其飞行速度为515.994m s ,飞机向东北方向飞行了28697m 。
问题二要求建立数学模型,描述黑匣子在水中沉降过程轨迹,并指出它沉在海底的位置所在的区域范围。
由于不用考虑洋流,黑匣子所受到的力中仅有水的阻力是变化的,其重力和浮力始终保持恒定,根据黑匣子的移动速度,得出相应的阻力和加速度。
在不同的速度范围内,使用不同的阻力公式,计算出相应的移动距离并作出轨迹图。
发现在水平方向仅漂出161.095m ,速度几乎为零,因此黑匣子在I 区域内。
关键词 正交分解模拟计算 微分方程伯努利方程一、问题背景和重述1.1问题背景黑匣子是飞机专用的电子记录设备之一,里面装有飞行数据记录器和舱声录音器,它能记录各种飞行参数,供事故分析和飞机维修参考使用。
黑匣子记录的参数包括:飞机停止工作或失事坠毁前半小时的语音对话和两小时的飞行高度、速度、航向、爬升率、下降率、加速情况、耗油量、起落架放收、格林尼治时间、飞机系统工作状况和发动机工作参数等[1]作为飞机数据客观、真实、全面的记录者,它能把飞机停止工作或失事坠毁前半小时的有关技术参数和驾驶舱内的声音记录下来,它是飞机失事后查明事故原因的最可靠、最科学、最有效的手段。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
武汉理工大学2014年数学建模课程论文
题目:金属板切割问题
姓名:
学院:
专业:
学号:
选课老师:黄小为
2014年6月23日
金属板切割问题:
在一个金属板加工车间内将要从尺寸为48分米×96分米的大块矩形金属板上切割下小块的金属板。
此车间接到订单要求为:生产8块大小为36分米×50分米的矩形金属板,13块大小为24分米×36分米的矩形金属板,以及15块大小为18分米×30分米的矩形金属板。
这些金属板都需要从现有的大块金属板上切割下。
为生产出满足订单要求的金属板,最少可以使用多少块大块金属板?
摘要
本文介绍了金属板切割问题的数学模型的建立方法。
要求对车间生产切割金属板的方式进行数学规划,以达到经济效益最大化。
可以采用穷举法和实际意义相结合的方法,找出题目的隐含条件,通过各种搭配找到合理的切割金属板的模式。
在找到各种模式后,通过建立非线性规划的数学模型,以模式为基点,将本题中的订单转化为切割金属板的各种约束条件。
最后通过LINGO软件中的数学规划模型求解功能求解出目标函数值,并且通过验证证明,该模型求解出的最少原料使用量与具体切割方式是完全满足题目要求的。
关键词:切割方式;非线性规划;LINGO
1.问题要求
本题主要是讨论金属板的最优切割方式,并拟定最合理的方案使工厂经济效益实现最大化。
由已知条件知道工厂需要将一块完整的大矩形金属板切割成多块不同的小矩形金属板,并且已经给出了所需产品的尺寸和数量。
从经济方面来看,金属板材料是最大的成本因素,因此,建立出的模型必须要遵循着节约材料的原则,然后结合实际情况,制定最合理的切割计划。
2.模型假设
(1)假设车间是以减少原料投入为主要节省方式。
实际上,金属加工生产中的余废料价值远远小于完整的原料价值,因此这样假设确立了模型是以最小原料使用量为目标。
(2)金属切割时不发生原料总面积减少。
在生产实践当中,由于切割工艺问题, 在切割板材是会使切割线位置出现原料耗损(如融化,形变等)。
在模型中假设这种耗损不存在。
(3)不考虑切割方式增加所带来的成本成本增加。
作为简单的直线切割问题,生产模式的增加对设备要求、人力要求很少,因此对成本的增加微乎其微可以忽略,即不限制切割模式的数量。
(4)假设所有原材料的大小规格完全一致,这样假设避免一些不确定因素对模型求解时的不利影响,简化模型。
【1】
3.模型建立
符号说明
z 原料使用量
i x (i =1,2,3,4,5,6) 第i 种方案所用的原料数
A )(5036dm ⨯产品
B )(3624dm ⨯产品
C )(dm 3018⨯产品
问题分析
根据题目可知,即将原料)(dm 9648⨯的金属板材切割成A 、B 、C 三种样式
的产品。
由于题中所涉及数据量较少,因此只需建立一个简单的非线性规划模型,求解目标函数Z 的最优解即可。
在求解Z 最优值的时候,根据订单所需的各项指标,采用原料使用量最少原则,以达到工厂经济效益的最大化。
模型建立
此题总体思路为建立一个非线性规划模型,通过题目要求条件对目标函数的控制,实现目标函数的最优解。
(1)穷举法:
利用穷举法,根据板材切割后余料不可能再生产产品的原则,穷举9种模式的合理的生产模式。
如下表所示
表1切割模式
产品 模式
1
2
3
4
5
6
A 1 1 1 0 0 0
B 2 1 0 5 4 0 C
1
3
1
8
(2)非线性规划 首先确立目标函数
654321x x x x x x z +++++=
由于采用原料使用量最少原则,因此只需将各种模式下使用原材料的数量加
和得到目标函数Z ,并求解其最小值。
再确立目标函数的各项约束条件:
8321≥++x x x
图表中所给模式当中,有模式1、2、3能切割A 型产品,并且A 型产品数量不能小于订单需求。
135421≥+++x x x x
图表中所给模式当中,有模式1、2、4、5能切割B 型产品,并且B 型产品数量不能小于订单需求。
156532≥+++x x x x
图表中所给模式当中,有模式2、3、5、6能切割C 型产品,并且C 型产品数量不能订单需求。
4.模型求解
编写LINGO 软件程序,利用其中的数学规划功能求解该问题。
(1)确立目标函数 (2)编写约束条件 控制求解中的整数问题【2】
min =x1+x2+x3+x4+x5+x6; x1+x2+x3>=8; x1+x2+x4+x5>=13; x2+x3+x5+x6>=15;
@gin (x1);@gin (x2);@gin (x3); @gin (x4);@gin (x5);@gin (x6);
求解结果
Global optimal solution found.
Objective value: 15.00000 Extended solver steps: 0 Total solver iterations: 4
Variable Value Reduced Cost X1 0.000000 1.000000 X2 15.00000 1.000000
X3 0.000000 1.000000
X4 0.000000 1.000000
X5 0.000000 1.000000
X6 0.000000 1.000000
Row Slack or Surplus Dual Price
1 15.00000 -1.000000
2 7.000000 0.000000
3 2.000000 0.000000
4 0.000000 0.000000
由计算结果知,最少使用15块大金属板,生产模式为:15块大金属板均采用模式2。
6.实验结果分析与检验
由运算结果可知,将15块金属板材用模式2进行切割,最终可得:15块A 型板,15块B型板,15块C型板,虽然部分产品型号超过了订单需求,而使超过需求的部分成为废料,但如此规划切割模式,仍然能使所用大金属板的数量达到最小。
在实际生产当中,成型的板材废料比切割过程中出现的边角废料的可利用率更高。
因此,该模型求解结果依然具有较强的现实意义。
7.模型的优缺点
模型的优点即,在建立过程中,充分考虑了在解决此问题当中的实际意义,确立了以所用原料最少的目标函数,使模型的大体方向正确,利于解决实际问题。
模型的缺点为,对于一个二维的非线性规划问题,如果一点涉及的规划条件复杂化,很难采用穷举法将所有可能的情况全部举例说明,而且可能遗漏部分需要讨论的情况。
因此,对待更加复杂的非线性规划问题,应该采用模型约束条件来限制目标函数。
8.参考文献
【1】百度文库板材切割LINGO求解
/link?url=7-ozqimXAPux2ORcBgKmpXhT3RglvBBF42Y 4BwNOhBqqkS154BtK-agYNfM3HS13_IQRN7TTRjcut6CpFreaAn_XkglmTMe-N qdnuy7qJri
【2】三分钟速成LINGO
8.附录
源程序如下:
min=x1+x2+x3+x4+x5+x6;
x1+x2+x3>=8;
x1+x2+x4+x5>=13;
x2+x3+x5+x6>=15;
@gin(x1);@gin(x2);@gin(x3);
@gin(x4);@gin(x5);@gin(x6);。