电子厂标准工时基本数据库
标准工时库(例表)
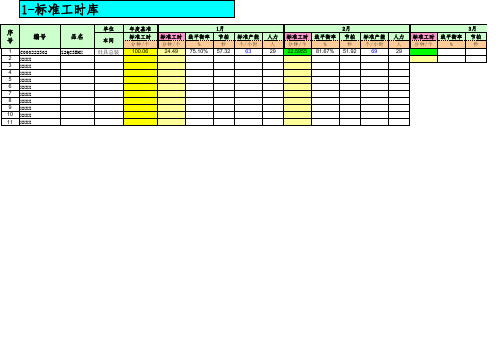
序 号
1 2 3 4 5 6 7 8 9 10 11 单位
编号
C000222302 XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXXBiblioteka 品名Z2QC3BMX
车间 灶具总装
年度基准 标准工时 分钟/个 100.06
1月 标准工时 分钟/个 24.49 线平衡率 % 75.10% 节拍 秒 57.32 标准产能 个/小时 63 人力 人 29 标准工时 分钟/个 22.5955 线平衡率 % 81.67%
2月 节拍 秒 51.92 标准产能 个/小时 69 人力 人 29 标准工时 分钟/个 线平衡率 %
3月 节拍 秒
4月 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
5月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
6月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
7月
7月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
8月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
9月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
10月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个
11月 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
12月 节拍 秒 标准产能 个/小时 人力 人
下一年基准 标准工时 分钟/个
备注
标准工时Database-20131205
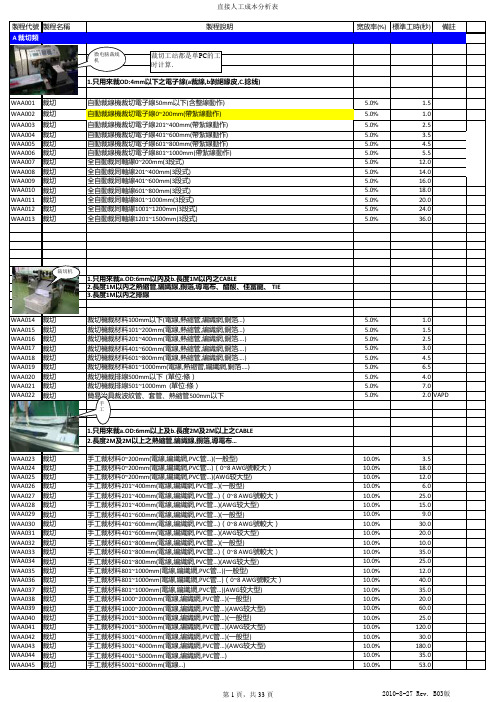
A 裁切類1.只用來裁OD:4mm 以下之電子線(a 裁線,b 剝絕緣皮,C.捻线)WAA001裁切自動裁線機裁切電子線50mm 以下(含整線動作) 5.0% 1.5WAA002裁切自動裁線機裁切電子線0~200mm(帶紮線動作) 5.0% 1.0WAA003裁切自動裁線機裁切電子線201~400mm(帶紮線動作) 5.0% 2.5WAA004裁切自動裁線機裁切電子線401~600mm(帶紮線動作) 5.0% 3.5WAA005裁切自動裁線機裁切電子線601~800mm(帶紮線動作) 5.0% 4.5WAA006裁切自動裁線機裁切電子線801~1000mm(帶紮線動作) 5.0% 5.5WAA007裁切全自動裁同軸線0~200mm(3段式) 5.0%12.0WAA008裁切全自動裁同軸線201~400mm(3段式) 5.0%14.0WAA009裁切全自動裁同軸線401~600mm(3段式) 5.0%16.0WAA010裁切全自動裁同軸線601~800mm(3段式) 5.0%18.0WAA011裁切全自動裁同軸線801~1000mm(3段式) 5.0%20.0WAA012裁切全自動裁同軸線1001~1200mm(3段式) 5.0%24.0WAA013裁切全自動裁同軸線1201~1500mm(3段式)5.0%36.01.只用來裁a.OD:6mm 以內及b.長度1M 以內之CABLE2.長度1M 以內之熱縮管,編織線,銅箔,導電布、醋酸、佳富龍、 TIE3.長度1M 以內之排線WAA014裁切裁切機裁材料100mm 以下(電線,熱縮管,編織網,銅箔…) 5.0% 1.0WAA015裁切裁切機裁材料101~200mm(電線,熱縮管,編織網,銅箔…) 5.0% 1.5WAA016裁切裁切機裁材料201~400mm(電線,熱縮管,編織網,銅箔….) 5.0% 2.5WAA017裁切裁切機裁材料401~600mm(電線,熱縮管,編織網,銅箔….) 5.0% 3.0WAA018裁切裁切機裁材料601~800mm(電線,熱縮管,編織網,銅箔….) 5.0% 4.5WAA019裁切裁切機裁材料801~1000mm(電線,熱縮管,編織網,銅箔….) 5.0% 6.5WAA020裁切裁切機裁排線500mm 以下 (單位:條) 5.0% 4.0WAA021裁切裁切機裁排線501~1000mm (單位:條)5.0%7.0WAA022裁切簡易治具裁波紋管、套管、熱縮管500mm 以下5.0% 2.0VAPD1.只用來裁a.OD:6mm 以上及b.長度2M 及2M 以上之CABLE2.長度2M 及2M 以上之熱縮管,編織線,銅箔,導電布…WAA023裁切手工裁材料0~200mm(電線,編織網,PVC 管…)(一般型)10.0% 3.5WAA024裁切手工裁材料0~200mm(電線,編織網,PVC 管…)(0~8 AWG 號較大)10.0%18.0WAA025裁切手工裁材料0~200mm(電線,編織網,PVC 管…)(AWG 较大型)10.0%12.0WAA026裁切手工裁材料201~400mm(電線,編織網,PVC 管…)(一般型)10.0% 6.0WAA027裁切手工裁材料201~400mm(電線,編織網,PVC 管…)(0~8 AWG 號較大)10.0%25.0WAA028裁切手工裁材料201~400mm(電線,編織網,PVC 管…)(AWG 较大型)10.0%15.0WAA029裁切手工裁材料401~600mm(電線,編織網,PVC 管…)(一般型)10.0%9.0WAA030裁切手工裁材料401~600mm(電線,編織網,PVC 管…)(0~8 AWG 號較大)10.0%30.0WAA031裁切手工裁材料401~600mm(電線,編織網,PVC 管…)(AWG 较大型)10.0%20.0WAA032裁切手工裁材料601~800mm(電線,編織網,PVC 管…)(一般型)10.0%10.0WAA033裁切手工裁材料601~800mm(電線,編織網,PVC 管…)(0~8 AWG 號較大)10.0%35.0WAA034裁切手工裁材料601~800mm(電線,編織網,PVC 管…)(AWG 较大型)10.0%25.0WAA035裁切手工裁材料801~1000mm(電線,編織網,PVC 管…)(一般型)10.0%12.0WAA036裁切手工裁材料801~1000mm(電線,編織網,PVC 管…)(0~8 AWG 號較大)10.0%40.0WAA037裁切手工裁材料801~1000mm(電線,編織網,PVC 管…)(AWG 较大型)10.0%35.0WAA038裁切手工裁材料1000~2000mm(電線,編織網,PVC 管…)(一般型)10.0%20.0WAA039裁切手工裁材料1000~2000mm(電線,編織網,PVC 管…)(AWG 较大型)10.0%60.0WAA040裁切手工裁材料2001~3000mm(電線,編織網,PVC 管…)(一般型)10.0%25.0WAA041裁切手工裁材料2001~3000mm(電線,編織網,PVC 管…)(AWG 较大型)10.0%120.0WAA042裁切手工裁材料3001~4000mm(電線,編織網,PVC 管…)(一般型)10.0%30.0WAA043裁切手工裁材料3001~4000mm(電線,編織網,PVC 管…)(AWG 较大型)10.0%180.0WAA044裁切手工裁材料4001~5000mm(電線,編織網,PVC 管…)10.0%35.0WAA045裁切手工裁材料5001~6000mm(電線…)10.0%53.0WAA046裁切手工裁材料6001~7000mm(電線…)10.0%56.0WAA047裁切手工裁材料7001~8000mm(電線…)10.0%60.0微电脑裁线机手工裁切机裁切工站都是单PC 的工时计算.WAA048裁切手工裁材料8001~9000mm(電線…)10.0%65.0WAA049裁切手工裁材料10000mm以上(電線…)10.0%110.0WAA050裁切手工裁材料15000mm以上(電線…)10.0%162.0WAA051裁切手工裁材料20000mm以上(電線…)10.0%204.0WAA052裁切手工裁材料25000mm以上(電線…)10.0%246.0WAA053裁切手工裁材料30000mm以上(電線…)10.0%288.0WAA054裁切手工裁材料40000mm以上(電線…)10.0%408.0WAA055裁切手工裁材料50000mm以上(電線…)10.0%520.0WAA056裁切手工裁材料60000mm以上(電線…)10.0%632.0WAA057裁切手工裁材料70000mm以上(電線…)10.0%744.0WAA058裁切手工裁材料80000mm以上(電線…)10.0%856.0WAA059裁切手工裁材料90000mm以上((電線…)10.0%968.0WAA060裁切手工裁材料2500mm以上双倍线(電線…)(含繞線,作標示)10.0%50.0WAA061裁切手工裁材料10000mm以上双倍线(電線…)(含繞線,作標示)10.0%200.0WAA062裁切手工裁材料20000mm以上双倍线(電線…)(含繞線,作標示)10.0%420.0WAA063裁切手工裁材料30000mm以上双倍线(電線…)(含繞線,作標示)10.0%550.0WAA064裁切手工裁材料40000mm以上双倍线(電線…)(含繞線,作標示)10.0%930.0WAA065裁切手工裁材料50000mm以上双倍线(電線…)(含繞線,作標示)10.0%1150.0WAA066裁切手工裁材料60000mm以上双倍线(電線…)(含繞線,作標示)10.0%1200.0WAA067裁切手工裁材料70000mm以上双倍线(電線…)(含繞線,作標示)10.0%1350.0WAA068裁切手工裁材料80000mm以上双倍线(電線…)(含繞線,作標示)10.0%1450.0WAA069裁切手工裁材料90000mm以上双倍线(電線…)(含繞線,作標示)10.0%1850.09500自動裁線機自動裁線機裁切(裁、剝、印機器一次性完成)WAA070裁切自動裁線機裁電子線0~200mm(裁、剝、印機器一次性) 5.0% 2.0林特專用WAA071裁切自動裁線機裁電子線201~400mm(裁、剝、印機器一次性成) 5.0% 3.2林特專用WAA072裁切自動裁線機裁電子線401~600mm(裁、剝、印機器一次性) 5.0% 4.0林特專用WAA073裁切自動裁線機裁電子線601~800mm(裁、剝、印機器一次性) 5.0% 4.8林特專用WAA074裁切自動裁線機裁電子線801~1000mm(裁、剝、印機器一次性成) 5.0% 5.5林特專用全自动铆1.只打長度30~800mm的電子線2.只打OD 0.55~1.0mm的電子線WAA075裁+自動鉚端全自動端子機,裁.浸.壓,線材37~300mm(带整线+外检) 5.0% 2.0WAA076裁+自動鉚端全自動端子機,裁.浸.壓,線材301~600mm(带整线+外检) 5.0% 3.0WAA077裁+自動鉚端全自動裁線機裁.浸.壓.線材尾端折弯301~700mm 5.0% 1.6LEDAWAA078裁+自動鉚端全自動裁線機裁.浸.壓---線材尾端打彎鉤501~800mm 5.0% 1.7LEDAWAA079裁+自動鉚端全自動裁線機裁.浸.壓---線材尾端打彎鉤(或剝芯線)100mm以下 5.0% 1.4LEDAWAA080裁+自動鉚端全自動裁線機#26~14#,50~60mm. 5.0%40.0VAPDWAA081裁+自動鉚端全自動裁線機,裁.穿Bush Rubber.壓.剝50~600mm 5.0% 3.0VAPDWAA082裁+自動鉚端全自動裁線機,裁.穿Bush Rubber.壓.剝601~1000mm 5.0% 4.5VAPDWAA083裁切手工裁材料(OD 9~12.5)5000~15000mm(電線..)10.0%480不含前置準備及剩下尾WAA084裁切手工裁材料(OD 9~12.5)16000~25000mm(電線..)10.0%720不含前置準備及剩下尾WAA085裁切手工裁材料(OD 9~12.5)26000~35000mm(電線..)10.0%1080不含前置準備及剩下尾WAA086裁切手工裁材料(OD 15~26)5000~15000mm(電線..)10.0%780不含前置準備及剩下尾WAA087裁切手工裁材料(OD 15-26)16000~26000mm(電線..)10.0%1260不含前置準備及剩下尾WAA088裁切手工裁材料(OD 15-26)26000~35000mm(電線..)10.0%1680不含前置準備及剩下尾WAA089裁+自動鉚端全自动铆端两头端子100mm以下 5.0% 1.5LEDAWAA090裁+自動鉚端全自动铆端两头端子101~500mm 5.0% 1.64LEDAWAA091裁+自動鉚端全自动铆端两头端子501~1000mm 5.0% 1.8LEDAWAA092裁+自動鉚端全自动铆端两头端子1001~1500mm 5.0% 1.9LEDAWAA093裁+自動鉚端全自动铆端两头端子1501~2100mm 5.0%2LEDAWAA094裁+自動鉚端全自動裁線機裁.浸.壓---線材尾端打彎鉤(或剝芯線)101~300mm 5.0% 1.5LEDAWAA095裁+自動鉚端全自動裁線機裁.浸.壓---線材尾端打彎鉤(或剝芯線)301~500mm 5.0% 1.6LEDAWAA096裁切裁尼龙编织网及两端烫编织(1~300mm)适用于Q5~12mm编织10.0%15.0WAA097裁切裁尼龙编织网及两端烫编织(301~600mm)适用于Q5~12mm编织10.0%25.0WAA098裁切裁尼龙编织网及两端烫编织(800~1000mm)适用于Q5~12mm编织10.0%30.0WAA099裁切裁尼龙编织网及两端烫编织(1001~2000mm)适用于Q5~12mm编织10.0%38.0WAA100裁切裁尼龙编织网及两端烫编织(1~300mm)适用于Q13~25mm编织10.0%20.020WAA161裁切手工裁材料9001~10000mm(電線,編織網,PVC管…)(AWG较大型) 5.0%76095平方线WAA162裁切手工裁材料10001~11000mm(電線,編織網,PVC管…)(AWG较大型) 5.0%86095平方线气动剥皮机適用於各線徑的CABLEWAB001剝外被氣動剝皮機剝外被30mm以内單位:頭 5.0% 4.0WAB002剝外被氣動剝皮機剝外被31~80mm單位:頭 5.0% 6.0WAB003剝外被氣動剝皮機剝除外被80mm以下(困難型:外被材質過硬等)單位:頭 5.0%12.0WAB004剝外被氣動剝皮機剝除外被80mm以下(电子线或OD较小的CABLE线)單位:頭 5.0% 3.0WAB005剝外被手工刀片或剥线钳剥外被80mm以內(电子线) 5.0%12.0WAB006剝外被手工刀片剥外被80mm以內(CABLE线) 5.0%24.0WAB007剝外被氣動剝皮機剝除外被80~200mm以上分兩次剝單位:頭 5.0%9.0WAB008剝外被氣動剝皮機剝除外被80mm~150mm分三次剝(材質過硬等)單位:頭 5.0%30.0WAB009剝外被氣動剝皮機剝電子線外被80mm以内(材質過硬等)單位:头 5.0% 4.5WAB010剝外被手工使用中剝器剝除外被20mm以下單位:頭 5.0%15.0WAB011剝外被手工使用中剝器剝除外被21~80mm 單位:頭 5.0%24.0WAB012剝外被手工使用中剝器剝除外被81~500mm 單位:頭 5.0%30.0WAB013剝外被手工使用中剝器剝除外被501~1000mm 單位:頭 5.0%40.0WAB014剝外被手工剝電子線或CABLE線材外被100mm以下單位:頭 5.0%15.0WAB015剝外被手工剝電子線或CABLE線材外被300mm以下單位:頭 5.0%30.0WAB016剝外被手工剝電子線或CABLE線材外被500mm以下單位:頭 5.0%50.0WAB017剝外被手工剝電子線或CABLE線材外被501~1000mm 單位:頭 5.0%100.0WAB018剝外被手工剝電子線或CABLE線材外被1001~1500mm 單位:頭 5.0%150.0WAB019剝外被手工剝電子線或CABLE線材外被1501~3000mm 單位:頭 5.0%500.0WAB020剝外被使用半自動機台剝同軸線外被20mm以下單位:頭 5.0%18.0WAB021剝外被電動剝皮機剝電子線外被1.5~10mm(含半剝或全剝) 單位:頭 5.0% 3.0VAPD WAB022剝外被气动剥皮机剝RGB外被30mm以内(3芯以上).單位:根 5.0%11.0WAB023剝外被气动剥皮机剝RGB外被30mm以内(3芯以内).單位:根 5.0%8.0WAB024剝外被手工使用治具剝除線材(OD9~12.5)80mm以下10.0%300.0WAB025剝外被手工使用治具剝除線材(OD9~12.5)80~180mm10.0%390.0WAB026剝外被手工使用治具治具剝除線材(OD15~26)80mm以下10.0%480.0WAB027剝外被手工使用治具治具剝除線材(OD15~26)80~180mm10.0%600.0WAB028剝外被卷线剥外被30mm以内。
标准工时统计表-新

T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
产品各工序、班组、工种标准工时汇总表

(产品)各工序作业时间、标准工时汇总表(分钟/台、列)
序号
工序名称
班组
正常作业时间
标准工时
备注
1
车间、单位工序汇组作业时间、标准工时汇总表(分钟/台、列)
序号
车间
班组
正常作业时间
标准工时
备注
1
车间
班
车间、单位班组汇总(分钟)
车间、单位班组汇总(小时)
各工种作业时间、标准工时汇总表(分钟/台、列)
序号
车间
工种
正常作业时间
标准工时
备注
1
车间、单位
电焊工
车间、单位工种汇总(分钟)
车间、单位工种汇总(小时)
IE工时数据库

火牛类
LED显示 屏类 铁片类
双字板 四字板 LED组合板 一般铁片 装管座的铁片
3.2 3.4 4 5 5 4 5 3.5 4 5 3 3 3.5 5 3 3.2 3.4 3.4 2.8 3
3/7 目检 炉前压件 浸锡
装板于夹具
检查PCB上元件有无错插,漏插,插反,不贴板 将PCB板上元件压贴于板面 手动 自动 取PCB板浸锡,放板于物料盒 锡炉自动浸锡时间(PCB从传送带一端到另一端)
贴焊SMD元 件类
取锡线加锡至一焊盘 取镊子夹SMD焊一端于PCB,放回镊子到台面 加锡至另一焊盘,放回烙铁到烙铁座 放PCB板于拉带(台面) 从拉带(台面)取PCB放于夹具上 从物料盒取出元件插于PCB
插焊元件 类
扣压夹具,转至锡点面 取锡线,烙铁至焊点 焊接(点焊) 焊接(拖焊) 放回烙铁到烙铁座 打开夹具,取板放于拉带(台面)
剪 脚 类 手 洗 PCB 板 类
从拉带(台面)取PCB 从台面取剪钳 剪过长的元件脚 放剪钳到台面 从拉带(台面)取PCB 取静电刷沾取洗板水置于PCB清洗处 刷洗PCB(需刷洗面积小于12c㎡),放回静电刷 刷洗PCB(需刷洗面积12-25c㎡),放回静电刷 刷洗PCB(需刷洗面积25-50c㎡),放回静电刷 取风枪吹机板,放回风枪 放PCB板到拉带(台面)
2.4 1.6
取机放入夹具对位好 从物料盒取一粒螺丝放到电批嘴上 打螺丝,松开电批(L=4~8mm) 打螺丝,松开电批(L=9~19mm) 打螺丝,松开电批(L=20~30mm) 放机板于拉带(台面) 从拉带取胶件放到底模对位好 从台面取保护膜盖在胶件上 按按钮,熔接(时间约3秒) 取出保护膜盖放于台面 取出胶件放于拉带(物料盒)
电子厂标准工时基本数据库

8.32
148 19.24
148
(搬12公斤重物+步行3步)*5米+放置 手腕移动+手指触及+手腕返回
(L1*3+3W5)*5
P0
M2G0M2
4
手腕移动+手指抓取+手腕返回
M2G1M2
5
手腕移动+复杂抓取+手腕返回
M2G3M2
7
小臂移动+手指触及+小臂返回
M3G0M3
6
小臂移动+手指抓取+小臂返回
粘贴双面胶带 (粘贴、切断) 揭扔双面胶保护膜
不干胶标签 双面胶 纸标签 位置不用太准确 位置要准确或不用太准确但 周围有障碍物
51mm~70mm
盖章
写号 11 、卡
章
盖章2
汽枪吹物件
皮囊吹物件 磁环
取放气枪
汽枪吹物件
取放皮囊 气囊吹物件 套磁环
其它 长螺钉穿套2个平垫圈
整理线 电源线磁环点胶按压冷却 对准万用表两测试点 12
物件转方向 打印机地线穿螺钉
按压 对准按压
直接转方向 判断后转方向
打印机地线固定螺钉
安装色带 套马达橡胶轮 税控器上下壳扣合
插芯片
插线(易插接的)
插连接线(有卡爪) 5 插装
插FLASH小板
插串口线
拔线 检查芯片插装情况 目测某处安装情况 确认按键弹性
检查
核对序列号 核对数量
6 检查 核对数量
核对一位数 检查时彩笔画标志 观察一位数 检查机器出厂信息及屏保
放工装板 放卡及笔 电动上螺钉
手腕动作(动作距离5cm)
小臂动作(工作台上的物 件)(动作距离15cm)
改机重工标准工时库

测试
核对流程卡信息及烧录固件,测试 指纹及触摸电流
25.00
25.00
25.00
25.00
25.00
成品检验及清洁 酒精,棉签,无尘布清洁
18.00 18.00 18.00 18.00 18.00
平均时 间 (S)
宽放率 (%)
C.T (S)
9.30
5.00%
9.77
UPPH (S)
369
25.00 5.00% 26.25
站点
挑外观
制程要求 T1
挑选LGA、铁壳划伤不良,脏污进 行清洁
8.56
测量时间
T2
T3
T4
T5
9.42 8.64 9.34 10.56
功能测试 测试指纹及触摸电流
25.00 25.00 25.00 25.00 25.00
清理硅胶 元器件更换
产线全检
清除U6、C21器件周围5mm以内 硅胶
300.00
137
300.00 10.00% 330.00
11
150.00 20.00% 180.00
20
8.00
5.00%
8.40
429
7.50
5.00%
7.88
ห้องสมุดไป่ตู้
457
15.00 10.00% 16.50
218
15.50 5.00% 16.28
221
25.00 10.00% 27.50
131
18.00 10.00% 19.80
300.00 150.00
8.00
补三防漆 触摸板元器件补刷三防漆
7.50 7.50 7.50 7.50 7.50