吊耳计算工具
吊耳施工方案
吊耳施工方案1. 引言吊耳施工是在建筑施工过程中常见的一种操作方式,用于安装各种设备和构件。
本文档旨在介绍吊耳施工的基本概念、流程和注意事项,并提供一个详细的吊耳施工方案。
2. 吊耳施工的定义和流程吊耳施工是指利用起重设备将设备或构件通过吊耳吊装到指定位置的施工方法。
其基本流程如下:1.准备工作:确认施工图纸和相关资料,了解施工要求,制定施工方案。
2.准备设备:选用合适的起重设备和吊具,进行安装和调试。
3.准备场地:清理施工现场,确保吊装区域的平整和稳定。
4.安装吊耳:根据施工要求,在设备或构件上安装吊耳。
5.吊装准备:根据吊装方案选择合适的吊点,做好吊装计算和预测。
6.吊装操作:通过合理的吊装操作,将设备或构件准确吊装到指定位置。
7.检查验收:完成吊装后进行检查,确保设备或构件的安装质量和安全性。
3. 吊耳施工方案本文提供一个典型的吊耳施工方案,供参考和实施。
3.1 施工准备在进行吊耳施工前,需进行以下准备工作:•确认施工图纸和相关资料,了解设备或构件的准确尺寸和重量。
•安排合适的起重设备和吊具,确保其承载能力符合要求。
•检查吊耳和吊具的安装情况,确保其完好无损。
•清理施工现场,确保吊装区域的平整和稳定。
3.2 吊耳施工步骤1.定位吊点:根据设备或构件的尺寸和重量,确定合适的吊点位置。
使用测量工具进行准确测量,并标记出吊点位置。
2.安装吊耳:根据设备或构件的形状和特点,在其上适当位置安装吊耳。
确保吊耳与设备或构件紧密连接,并通过螺栓、焊接等方式固定牢固。
3.配置吊具:根据设备或构件的重量和吊装要求,选择适当的吊具。
将吊具连接到吊耳上,确保连接牢固可靠,并做好防护措施以防滑脱。
4.吊装准备:对吊装区域进行检查,确保场地平整和稳定,没有杂物和障碍物。
根据吊装方案确定起重设备的位置和吊装路径。
5.吊装操作:按照吊装计划进行吊装操作。
要注意以下事项:–严格按照起重设备的使用说明进行操作;–调整起重设备的姿态和位置,保持设备和吊点的垂直方向;–缓慢起吊,平稳提升,避免突然抬升或急停操作;–定期检查吊装设备和吊具的状态,避免故障和意外事故。
吊耳焊接工艺指导书
吊耳焊接工艺指导书1.引言1.1 概述吊耳焊接是一种常见的金属焊接工艺,主要用于连接金属结构中的吊耳部件。
吊耳作为一个重要的连接元件,经常出现在桥梁、建筑、机械设备等各个领域。
吊耳焊接工艺通过将吊耳与其他结构部件进行焊接,实现连接的稳固和可靠。
在吊耳焊接工艺中,首先需要对焊接边缘进行准备处理,确保焊接表面光洁并清除表面污染物。
然后,在焊接前需要根据材料种类、焊接位置和焊接性能要求选择合适的焊接材料和焊接方法。
焊接过程中,需要确保焊接电流、电压、焊接速度等参数合理控制,以保证焊缝的质量。
吊耳焊接工艺不仅具有焊缝结构简单、加工工艺相对简便的优点,而且焊接接头的强度可以满足许多工程要求。
此外,吊耳焊接工艺还可以提高连接的可靠性和耐久性,减少了结构部件间的松动和脱落的风险。
吊耳焊接工艺在工程领域中有着广泛的应用前景。
例如,在桥梁建设中,吊耳焊接工艺可以用于连接桥墩和桥梁横梁,提升桥梁整体的承重能力。
在建筑领域,吊耳焊接工艺可以用于加固和连接不同构件,增强建筑物的稳定性。
在机械设备制造中,吊耳焊接工艺可以用于连接机械零部件,提高设备的可靠性和使用寿命。
综上所述,吊耳焊接工艺作为一种重要的金属焊接方法,在各个领域都有着广泛的应用。
通过深入研究和掌握吊耳焊接工艺的基本原理和具体步骤,可以为相关领域的工程实践提供技术支持和指导。
1.2文章结构文章结构部分主要是对整篇文章的组织和安排进行说明,让读者能够清晰地了解文章的结构和内容。
本文的结构如下所示:1. 引言1.1 概述1.2 文章结构(本节)1.3 目的2. 正文2.1 吊耳焊接工艺的基本原理2.2 吊耳焊接工艺的具体步骤3. 结论3.1 吊耳焊接工艺的优点3.2 吊耳焊接工艺的应用前景在本文的结构中,首先介绍了引言部分,其中包括概述、文章结构和目的三个方面。
概述部分将简要介绍吊耳焊接工艺的背景和重要性。
接着,文章结构部分将详细说明本文的整体结构和各个章节的内容安排。
吊耳有限元分析

吊耳有限元分析作者:渠建华来源:《中国科技博览》2018年第34期中图分类号:TD557 文献标识码:A 文章编号:1009-914X(2018)34-0041-011 前言在船厂生产过程中,无论是船舶建造过程中的分段吊装、设备安装,还是船舶下水过程中的拖拉、牵引,吊耳的使用都是非常广泛的。
吊耳使用过程中,吊耳承压面上应力分布非常复杂,它直接关系到运输和起吊的安全,一旦出现问题将造成很大的损失。
对吊耳强度的校核显得尤为重要,本文采用有限元方法对吊耳的强度进行校核。
本文使用ABAQUS软件,此软件是一套功能强大的基于有限元法的工程模拟软件,其解决问题的范围从相对简单的线性分析到最富有挑战性的非线性模拟。
ABAQUS具备十分丰富的,可模拟任意实际形状的单元库,并与之对应拥有各类型的材料模型库,可以模拟大多数典型工程材料的性能。
2 吊耳有限元计算2.1 计算对象的选择及计算条件本文将用三维实体单元模拟30T的吊耳,此规格吊耳在我厂使用频率较高。
计算条件的设定:1)吊耳固定采用较常见的对接,未采用搭接形式;2)在模型中不考虑复杂的吊耳-卡环相互作用,只是在眼环的下半环作用一个分布压力对吊耳施加载荷;3)忽略眼环环向压力大小的变化,采用均匀压力;4)设定吊耳承受荷载重量为30T(约294KN),计算吊耳在1.5倍允许负荷下的状态;5)所施加的均匀压力的大小取近似180MPa[294KN/(0.064mx0.025m)=183.75MPa]。
2.2 建立模型1)创建部件:在Module/Part项中按照尺寸绘制轮廓图,完成轮廓拉伸,生成模型。
2)定义材料和截面属性。
在Module/Property项中,给出单个线弹性材料属性,其弹性模量E=200GPa,泊松比ν=0.3。
分别在Section/Create中定义截面为实体、均匀截面。
并在Module/Assembly项中将装配件定义为实体。
3)定义分析步及指定输出结果。
基于AnsysWorkbench筒体吊装工具有限元分析
基于AnsysWorkbench筒体吊装工具有限元分析摘要:采用AnsysWorkbench软件对筒体吊装工具进行有限元分析,通过建模仿真的方式了解筒体吊装工具的强度及变形情况,依托计算结果提出筒体吊装工具优化设计的方案。
关键词:筒体吊装工具;AnsysWorkbench;有限元分析随着现代科技的不断发展,工业制造和建筑施工等领域对于设备和材料的提出了更高的要求。
在筒体、压力容器等重型设备的制造和运输过程中,吊装工具是一种必不可少的装备。
利用吊装工具可以将筒体等重量物品从一个位置转移到另一个位置,并保证吊装过程的安全和稳定。
因此,对于吊装工具的设计和分析是非常重要的。
AnsysWorkbench作为一款常见的有限元分析软件,在应用于筒体吊装工具的分析中有着广泛的应用价值。
本研究对基于Ansys Workbench筒体吊装工具有限元分析的相关问题进行深入研究,为方案设计及失效分析提供理论支持。
1AnsysWorkbench的主要功能及应用流程1.1 AnsysWorkbench的主要功能Ansys Workbench是一款广泛应用于工业制造、建筑施工、航空航天等领域的有限元分析软件,其主要功能包括:(1)CAD建模。
Ansys Workbench具有强大的CAD建模功能,可以创建2D和3D的几何对象和组件,并快速导入各种文件格式的CAD数据文件。
(2)丰富的材料库。
针对各种不同的实际应用场合,AnsysWorkbench内置了广泛的材料数据库,包括金属、塑料、陶瓷、涂层、复合材料等多种材料,用户还可以在其基础上拓展和编辑自己的材料数据。
(3)划分单元.通过AnsysWorkbench中的划分单元工具可以给几何模型划分单元,包括四面体、六面体、棱柱体等单元类型,满足复杂结构的有限元分析需求。
(4)自由设定边界条件。
使用者可以在AnsysWorkbench中设定各种边界条件(BC),如固定、载荷或约束边界等,从而得到完整的有限元边界值问题。
钢结构吊耳计算小工具.xls可修改原格式下载
钢结构吊耳计算小工具.xls可修改原格式文档一:钢结构吊耳计算小工具.xls使用说明一、概述本文档是针对钢结构吊耳计算小工具.xls的使用说明。
该小工具是用于计算钢结构吊耳的承载能力和安全系数的工具,方便工程师进行设计计算。
二、功能介绍1. 输入参数:需要输入吊耳的几何参数、材料参数和荷载参数;2. 计算结果:工具根据输入的参数,自动计算出吊耳的承载能力和安全系数;3. 结果分析:工具会根据计算结果给出评估,包括合格、不合格或需加固等;4. 图形展示:工具会吊耳的荷载图和受力图,便于工程师直观了解吊耳的受力情况。
三、使用步骤1. 打开工具:双击钢结构吊耳计算小工具.xls文件,工具会自动加载;2. 输入参数:根据应用需要,填写吊耳的几何参数、材料参数和荷载参数;3. 进行计算:计算按钮,工具会自动进行计算;4. 结果查看:工具会显示吊耳的承载能力、安全系数以及评估结果;5. 结果分析:根据评估结果,可以查看工具的荷载图和受力图,进一步分析吊耳的受力情况;6. 结果导出:根据需要,可以将计算结果导出为Excel或PDF文件。
四、注意事项1. 输入参数要准确无误,不得超出范围;2. 如需修改参数,应先清空原有参数,再输入新的参数进行计算;3. 如遇到计算错误或异常情况,请连系开发人员进行排查和修复。
附件:钢结构吊耳计算小工具.xls法律名词及注释:1. 承载能力:指所能承受的最大负荷或力矩;2. 安全系数:承载能力与荷载的比值,用于评估结构的安全性。
-----------------------------------------------------------------------------------------------------文档二:钢结构吊耳计算小工具.xls技术规格说明一、规格说明本文档是针对钢结构吊耳计算小工具.xls的技术规格说明。
该小工具是基于钢结构吊耳计算的需求开发的,具备计算吊耳承载能力和安全系数的功能。
钢丝绳是分类

第一节钢丝绳是分类、规格、与特性钢丝绳是起重工最常用的工具。
本节对钢丝绳的分类结构、性能、使用注意事项及报废标准等问题简略介绍。
一.钢丝绳的分类钢丝绳一般是由绳芯和钢丝经过捻制而成。
但由于钢丝的表面处理和其韧性以及捻向不同,分类又不同。
1.按钢丝表面的情况分类为(1)光面钢丝绳(2)度锌钢丝绳(用于腐蚀条件)2.按绳股捻制的方法分为(1)向右捻(2)向左捻(3)交互捻(4)同向捻(5)混合捻二.钢丝绳的结构及使用特性1.钢丝绳绳芯(1)纤维芯是麻绳、棉纱等纤维制成,并用防腐、防锈润滑油寖透。
这种绳芯的钢丝绳有较好的韧性和弹性,但不宜承受横向压力和高温辐射。
(2)钢丝芯是用软钢丝制成,这种钢丝的强度大,可在有横向压力和高温条件下工作,但韧性较差。
(3)石棉芯是石棉纤维制成,并用防腐、防锈润滑油寖透。
这种绳芯的钢丝绳与纤维芯的钢丝绳使用特性差不多,但它可以高温条件下工作。
我厂常用的钢丝绳绳芯一般为纤维芯。
二.钢丝绳的标准标注及识别按国家标准规定钢丝绳的标注方法如下:钢丝绳6股×每股丝数—钢丝绳直径-公称抗拉强度-钢丝绳的外形及捻向我厂通常使用的钢丝绳为6×37纤维芯。
第二节钢丝绳的强度(破断力)及安全系数1.钢丝绳的破断力通常是指钢丝绳的最大载荷也是钢丝绳中每根钢丝的破断力的总和,随这钢丝绳的强度不同而不同。
有的甚至相差很大。
在实际使用中,钢丝绳还要根据吊装工件的重要程度,工作环境的不同,选择不同的安全系数。
一般钢丝绳的强度在实际使用中取低不取高,所以钢丝绳的破断力可以进行估算为:(1)钢丝绳直径的平方×0.5=最大破断力(KN)9.8N=1KG如:21.5×21.5×0.5=231KN=23T(2)钢丝绳直径×50=最大破断力KG1000KG=1T如:21.5×21.5×50=23112KG=23T2.钢丝绳在使用过程中的受力情况很复杂,除承受外,还要承受弯曲、扭转、挤压等应力状态,而且在使用时会时常会发生冲击和惯性力的作用。
钢结构吊耳计算小工具
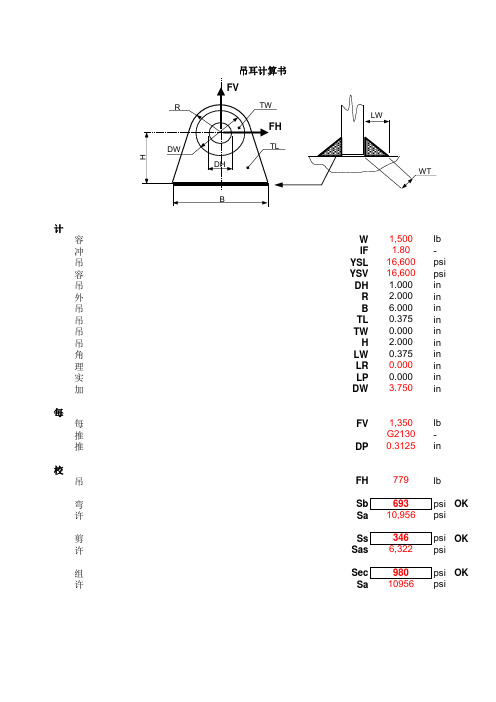
计算容器重量W lb 冲击系数IF -吊耳材料屈服强度YSL psi 容器材料屈服强度YSV psi 吊耳孔径DH in 外圆半径R in 吊耳宽度B in 吊耳板厚TL in 吊耳加强圈厚TW in 吊孔高度H in 角焊缝尺寸——吊耳与筒体LW in 理论角焊缝尺寸——加强圈与吊耳LR in 实际角焊缝尺寸——加强圈与吊耳LP in 加强圈外径= 2 x (R - LP - 0.125)DW in每个吊耳上所受的垂直负载每个吊耳的设计负载 (FV1或FV2中的较大值)FV lb 推荐的吊钩型式 - Crosby type -推荐的吊钩轴直径DP in校核吊耳横向受力FH lb 弯曲应力 = FH x H / (TL x B 2 / 6)OK 许用弯曲应力= 0.66 x SYL 剪应力= FH / (TL x B)OK 许用剪应力 = 0.577 x Sa 组合应力 = (Sb 2+ 4 x Ss 2)0.5OK 许用组合应力 = 0.66 x SYL0.0003.750吊耳计算书1,50016,6001.807791,350G21300.31250.0006.0002.0000.3752.0000.0000.37516,6001.000吊耳校核计算理论最小吊耳半径 = 1.5 x DH Rminin 实际吊耳半径R in OKH1 = R - DH / 2H1in H2 = (DW - DH) / 2H2in 实际吊耳截面积 = H1 x TLA1in 2实际加强圈截面积 = 2 x H2 x TW A2in 2总截面积 = A1 + A2A in 2至中心轴的半径Term 1 = (2 x TW + TL) x ln[(H2 + DH/2) / (DH/2)]tr1in Term 2 = TL x ln[(H1 + DH/2) / (H2 + DH/2)]tr2in 半径 = A / ( tr1 + tr2)NR in 偏心距 = [A1x(H1+DH) + A2x(H2+DH)] / (2xA) - NR e in 弯矩 = FV x NR / 2MB in-lb 单位负载 = FV + MB x (R - NR) / (R x e)UL lb 所需的最小截面积 = UL / (0.66 x YSL)ALmin in 2所需的最小加强圈截面积 = Almin - A1AWmin in 2理论加强圈最小板厚 = Awmin / (2 x H2)实际加强圈板厚OK 实际应力 = UL / (TL x H1 + 2 x TW x H2)OK 许用应力 = 0.66 x YSL撕裂应力 = 0.5 x FV / [H2 x (TL + 2 x TW)]OK 许用应力 = 0.577 x Sa支承应力 = FV / [DP x (TL + 2 x TW)]OK 许用支承应力 = 0.85 x YSL7300.560.500.021.080.1733460.310.000.560.001.502.001.501.38加强圈角焊缝校核作用在加强圈处的负载 = FV x TW / (TL + 2 x TW)FW lb 剪应力 = FW / (p x DW x LP)OK容许剪应力 = 0.577 x Sa Sasw吊耳与容器壳体间焊缝校核焊缝高度 = 0.7071 x LW WTin 焊缝面积 = 2 x WT x B AW in 2焊缝阻力模数SWin 3吊耳与容器壳体间的剪应力校核剪应力 = FH / AWSsw OK 容许剪应力 = 0.577 x Sa Sasw吊耳与容器壳体间的弯曲应力校核最大弯曲应力 = FH x H / AW OK 容许剪应力 = 0.66 x SYL Sasw 吊耳与容器壳体间的组合应力校核组合应力 = (Sbw 2 + 4 x Ssw 2)0.5OK 容许组合应力 = 0.66 x SYL0.00焊接校核3.182.2500.27吊耳弯曲应力吊耳剪应力吊耳当量应力吊耳/壳体焊缝弯曲应力吊耳/壳体焊缝剪应力吊耳/壳体焊缝当量应力吊耳曲面所受的应力吊耳撕裂应力吊耳支承应力加强圈焊缝剪应力设计:_____________________校核:_____________________审定:_____________________版本:_____________________日期:_____________________描述计算值容许值6321.612141106321.6126321.61210,95610,9566,32210,956109560.001152084959481309应力计算值 (psi)693位置10,956245346693980。
PVelite压力容器分析软件介绍最新
PV Elite 压力容器整体设计软件Intergraph PV Elite 为用户提供了一整套压力容器分析设计解决方案。
软件执行ASME VIII-1、VIII-2(常规设计部分)、PD5500、EN13445设计规范,能够对整体设备进行诸如壁厚计算、应力校核、工况组合等通用规范计算,也可以对在役设备进行缺陷评定和寿命评估,还能够对单独设备元件进行分析选型。
PV Elite了解世界各地工程师、设计人员、采购人员、产品制造人员、检验人员的需求,能够对一个设备进行快速、精确、直观的分析。
无论是对于长期从事压力容器设计制造的技术人员,还是偶尔进行现场调试计算的项目业主,PV Elite都是一个易学易用的软件。
PV Elite 的软件特点:完备性PV Elite为全球最广泛的压力容器应用领域提供最全面的设计方法。
能够模拟分析卧式容器、立式容器、塔器、换热器等常见设备。
易用性在PV Elite中创建模型将会非常的简单,建模过程中可随时调用软件内置的在线帮助文档,帮助用户准确了解各项参数的具体定义及设置方法。
模块化功能菜单使得设计人员能够快速掌握软件的使用,提高工作效率。
准确性PV Elite的三维图形显示功能确保了模型的准确性。
实时交互的分析计算功能指引您进一步找到最终结果。
全球性作为一款全球畅销的软件,PV Elite能够支持ASMEVIII-1、VIII-2(常规设计部分)、PD5500、EN13445等主流压力容器设计规范。
可靠性PV Elite经过全球众多用户多年的使用及定期的更新和升级,已经证明了软件的可靠性。
此外,PV Elite还通过了ASME质量认证(QA)考题测试,计算结果与标准答案相差无几。
周期性PV Elite每年都会按照压力容器设计规范和标准的最新规则进行更新,并提供成熟的设计分析技术。
使用PV Elite能够让您始终站在世界压力容器设计制造技术的最前沿。
软件功能PVelite基于人们熟悉的Windows界面,设计了各种便捷的工具栏和对话框,另外,PVelite的用户自定义功能还允许用户按照自己的工作习惯对功能键进行布局。
起重吊索具、起重工具及吊耳安全检查规定
1目的对起重吊索具、起重工具及吊耳定期检查,保证吊运安全。
2适用范围适用于各生产部门、车间对起重吊索具(包括吊钩、吊卡、卡环、吊杠、钢丝绳、尼龙吊带、链条等)和起重工具(包括手拉葫芦、千斤顶、卷扬机等)及吊耳(主要指各种工具箱、电焊机箱、砂罐、砂箱等设备设施的吊耳)定期检查。
3职责3.1各部门、车间设备员、材料员、安全员负责抽查起重吊索具、起重工具及吊耳检验情况;3.2各部门、车间负责人负责督促、检查本部门、车间人员严格按照此规定执行;3.3安全监督部对未按照此规定的责任部门、车间按照有关规定进行处罚。
4管理规定4.1起重吊索具在使用前、使用过程中的检查执行《起重吊索具安全使用规定》中相应条款。
起重工具在使用前、使用中的检查执行《起重工具安全使用规定》中相应条款。
4.2起重吊索具、起重工具及吊耳每月定期进行检验,检验从每月的25日开始到下月5日结束。
4.3各种起重吊索具、起重工具及吊耳检验后,要做好检查记录,记录要明确检查日期、起重吊索具(起重工具、吊耳)名称、起重吊索具(起重工具、吊耳)编号、责任人、检查人。
4.4起重吊索具、起重工具及吊耳经检验合格后,由检验人涂上相应的检验标识,检验标识规定如下:1月、4月、7月、10月颜色标识:红色2月、5月、8月、11月颜色标识:黄色3月、6月、9月、12月颜色标识:绿色4.5月安全标色标牌的要求4.5.1车间大门颜色统一为海蓝色,在大门上固定月安全标色牌。
4.5.2月安全标色牌:80cm100cm标牌底色为白色,“1、4、7、10”和“红色”字用红颜色,“2、5、8、11”和“黄色”字用黄颜色,“3、6、9、12”和“绿色”字用绿颜色,“本月标色”字用黑颜色,方格内用于插入颜色牌。
4.6起重吊索具、起重工具及吊耳未经检验或检验不合格严禁做标识。
4.7起重吊索具、起重工具及吊耳检验后,各部门、车间设备员、材料员、安全员要进行抽查,对抽查中不按规定执行的责任人进行严厉处罚,并要求责任单位对同类吊索具、起重工具、吊耳重新进行检验。
烟囱吊装施工方案

除尘器烟囱安全吊装施工方案编制:点检审核:设备审核:安全审核:分管领导:批准:日期:年月日一、编制依据2.1《工业管道施工及验收规范》(GB50235-97)2.2《现场设备工业管道焊接工程施工及验收规范》(GB50236-98)2.3《钢结构工程施工及验收规范》(GB50205-2001)2.4 《建筑施工高处作业安全技术规范》(JGJ80-91)2.5 《建筑施工安全检查标准》(JGJ59-99)2.6 《冶金设备焊接吊耳》(GB/T35981-2018)二、工程概况:除尘器是锻坯修磨机除尘系统的配套项目之一,由底座支腿、灰斗、上箱体、螺旋输送机、卸灰阀、楼梯平台与栏杆等各部份组成,除尘器,处理风量50000m3/h。
除尘器安装可分成两部分。
第一部分为下锥体灰斗、支腿、检修平台、螺旋输送机、卸灰电机,重量约10t;第二部分为上箱体、布袋龙骨,重量为10t。
烟囱也是锻坯修磨机除尘系统的配套项目之一,该烟囱总重10t,高度25m,其中烟囱的吊装安装是项目实施的难点和关键点。
烟囱由下筒体、消音器、上筒体、监测平台、烟囱帽组成的。
烟囱所有各部件均在地面组装完毕后采用一次吊装。
三、施工安全管理体网络图:四、施工准备工作:1)施工前做好安全交底,明确危险源,做好两穿两戴,开具两单一书后方可施工。
2)施工人员不得出入非检修现场。
3)现场吊装人员必须持有相应的资格证;4)现场制作临时吊具固定牢固;5)施工用电按新冶钢用电安全管理制度执行;在甲方指定区域接电,施工现场配备配电箱并配有漏电保护装置,进出线路无裸露,施工用电做到“一机一闸”。
6)做好日清日洁工作。
7)现场电源、水源不能乱接、乱动,必须请示业主单位安排使用。
8)特种作业人员必须持证上岗。
五、施工工序除尘器施工:⒈基础验收:检查除尘器各立柱处预埋板位置尺寸,并对其标高和中心线等进行复测,确认无误后方可安装。
2.安装工艺:除尘器安装分为两部分,采用35t吊车吊装,第一部分为除尘器灰斗和门架及其附属件,此部分重量为10t;安装前,在地面上将灰斗和门架及其附属件(爬梯、检修平台、栏杆、螺旋输送机、卸灰电机等)全部组装焊接完毕,用吊车吊起,将支腿立柱放置在预埋板上,用水平仪找平和找正,然后随即将支腿与预埋板焊接在一起。
吊耳制作方法
吊耳制作方法引言:吊耳是一种常见的装饰品,可以用来制作耳环、项链等饰品。
本文将介绍吊耳的制作方法,以供爱好手工制作的人参考。
一、准备材料制作吊耳所需的材料有:吊耳胚、珠子、耳针、耳针胚、耳夹、金属圈等。
吊耳胚可以根据个人喜好选择,常见的有金属吊耳胚和塑料吊耳胚。
二、制作步骤1. 准备吊耳胚:根据自己的喜好选择合适的吊耳胚,可以是圆形、方形、心形等。
确保吊耳胚的表面光滑,没有明显的瑕疵。
2. 选择珠子:根据吊耳胚的颜色和形状,选择适合的珠子作为装饰。
常见的珠子有水晶珠、玛瑙珠、珍珠等。
注意珠子的颜色和大小要与吊耳胚相协调。
3. 安装耳针:将耳针插入吊耳胚的孔中,确保耳针牢固固定在吊耳胚上。
如果使用耳夹,可以将耳夹固定在吊耳胚上。
4. 连接珠子和吊耳胚:使用金属圈将珠子串起来,然后将金属圈连接到吊耳胚上。
确保金属圈的连接牢固,不易松动。
5. 修剪和整理:根据需要,修剪吊耳胚和耳针的长度,使其符合个人的需求。
然后整理一下吊耳,确保吊耳的外观整洁。
三、注意事项1. 安全使用工具:在制作吊耳的过程中,使用一些小工具如耳针、耳夹等,要注意安全使用,避免刺伤手指。
2. 考虑耳针的舒适度:如果是制作耳针,要注意选择合适的耳针胚,确保佩戴时的舒适度。
3. 配色协调:在选择珠子和吊耳胚时,要考虑它们的颜色是否相协调,以避免视觉上的不搭配。
4. 确保连接牢固:在连接珠子和吊耳胚时,要确保金属圈的连接牢固,不易松动,以免珠子掉落。
结语:通过本文的介绍,相信大家已经了解了吊耳的制作方法。
制作吊耳可以发挥个人的创意和想象力,制作出独一无二的饰品。
希望本文能对爱好手工制作的人提供一些帮助,让大家能够制作出漂亮的吊耳。
如果有任何问题,欢迎随时向我提问。
祝大家制作愉快!。
五大常用井口工具

五大常用井口工具井口工具是钻台上用于井口操作的工具,主要包括:吊环、吊卡、卡瓦和安全卡瓦、手动大钳、滚子方补芯等。
对井口工具的熟练掌握和操作是非常重要的,在钻修井作业当中,石油工人每天都必须与他们打交道。
1吊环结构和原理吊环是钻井和修井作业时起下管柱悬挂吊卡的专用井口工具,要求承载能力强,耐冲击,重量轻,安全可靠。
吊环上耳挂在大钩的两侧副钩上,下部挂在吊卡的吊耳上。
吊环与吊卡及大钩的连接部分符合SY5288=2000规定。
吊环分单臂和双臂两种类型:双臂吊环常用于浅井,承载能力不大于1350kN。
钻采装备常用的是DH1350和SH1350的两种吊环。
单臂吊环经整体锻造而成,材料采用超高强度钢,双臂吊环经优质合金钢锻造和焊接而成。
两种吊环都经精心热处理和表面处理,强韧性水平较高。
2吊卡吊卡是钻修作业时,用来直接悬挂管柱的井口工具,上连吊环,不同的孔径悬持不同的管柱。
•按悬挂的管柱不同分为:钻杆吊卡,套管吊卡和油管吊卡;•按吊卡的结构分有侧开双保险式式,对开双保险式和闭锁环式,闭锁环式用的较少。
我国钻井现场普遍使用CSD群革式吊卡。
主要由主体、活页、开口销、锁销手柄、平衡紧固螺钉、上下锁销等组成,其承载台阶有平台阶和18度锥形台阶。
1、侧开式吊卡lCD型侧开式吊卡由主体和活门等零件组成。
活门通过销轴与主体连接,起开启和关闭吊卡孔径的作用,活门关闭时,靠上、下锁销与主体自动锁牢。
打开时,按下锁销手柄,并稍用力向外拉。
主体上端面有双保险限位块,当上端面承载时,管柱压住限位块,活门无法打开或关闭,只有主体的承压面上无载荷,限位块可以上、下移动时,活门才能开关自如,限位块起到安全保护作用。
每套吊卡附有安全销一付,吊环套入主体两侧的耳孔后,插入安全销,可防止吊环脱出,保证起下管柱作业时的安全。
2、对开式吊卡与侧开式吊卡比较,对开式吊卡操作较方便。
主要由主体左页、主体右页、锁销、保险手把、活门销、弹簧等组成。
主体左、右页外侧矩形臂可挂吊环,锁销将主体左、右页扣合成一体,通过保险手把,确保锁销在起下钻过程中不会打开。
锅炉受热面安装自制吊耳的设计与制作要点

锅炉受热面安装自制吊耳的设计与制作要点发布时间:2023-02-01T08:47:08.019Z 来源:《工程管理前沿》2022年第18期作者:王健[导读] 吊耳是受热面吊装的重要辅助工具,是锅炉受热面吊装作业中自制的受力构件。
王健山东电力建设第三工程有限公司山东青岛 266000 摘要:吊耳是受热面吊装的重要辅助工具,是锅炉受热面吊装作业中自制的受力构件。
在使用中,必须确保自制吊耳具有足够的强度和合理的布局,以防止因吊耳断裂而造成安全事故。
关键词:受热面;耳板;吊装;自制本文主要介绍受热面自制吊耳的设计与制作要点,希望能为今后同类型锅炉安装提供一定的参考价值。
1工程概况某电厂二期工程2×660MW超超临界燃煤发电机组锅炉(型号:DG2103/29.3-Ⅱ)是东方锅炉股份有限公司开发的660MW高效超超临界锅炉,是一种超超临界参数、变压直流锅炉、单炉、一次再热、平衡通风、固体排渣、全钢架、,全悬挂结构,紧密封闭,π型布局,采用前后壁对置分级燃烧技术,单层微油点火。
受热面吊装主要包括炉膛水冷壁、过热器、再热器管束的吊装。
吊耳是受热面吊装作业中的重要辅助工具,是锅炉受热面吊装过程中自制的受力构件。
合理使用关系到受热面吊装作业效率和吊装设备的安全。
因此,本文重点介绍了锅炉受热面吊耳的结构特点、设计和制造要点。
2锅炉吊耳的结构特点在受热面吊装的过程中首先使用吊耳的是垂直段水冷壁吊装,然后是螺旋段水冷壁吊装。
2.1螺旋段水冷壁吊装螺旋段水冷壁吊装自制吊耳主要由一块垫板和耳板(依据现场鳍片宽度选择厚度)组成,垫板一侧焊接一个耳板用于吊装时与卡环连接,此侧耳板选择厚度相对较大的板,用于吊装耳板,另一侧焊接耳板(数量根据耳板受力计算),在使用过程中将其插入开好孔的水冷壁鳍片缝内,插入销子进行固定。
吊耳在加工过程中耳板应平直,垫板与工件间紧密贴合且切割表面无裂纹及毛刺等缺陷,在焊接时采用可焊性较好的钢材,焊接时应采用碱性焊条,焊脚尺寸符合要求。
化 工设备吊耳及工程技术要求

化工设备吊耳及工程技术要求化工设备吊耳及工程技术要求化工设备的吊装和运输是化工工程的重要工作之一。
吊装设备的安全与否直接关系到作业人员的人身安全和设备的完整性。
化工设备的吊耳在工程中起到了很大的作用。
下面我将从吊耳的设计、生产、安装和使用四个方面详细介绍化工设备吊耳及工程技术要求。
一、吊耳的设计1.吊耳应能满足设备的吊装安全需求。
2.吊耳设计应满足受力方向及大小需求。
3.吊耳制作应符合国家规定,材料应质量合格,直径应符合要求。
4.吊耳在使用中能满足安全要求,吊耳的质量应符合要求。
二、吊耳的生产1.吊耳的制造和加工应按照设计要求进行,符合国家标准。
2.吊耳的制造材料应有检验报告,并符合有关安全性能要求。
3.吊耳的制造测量应用专业工具进行,尺寸符合设计要求。
4.制作好的吊耳要记录板号、粗细、制作日期等重要信息,并留存备案。
三、吊耳的安装1.吊耳的规格、型号、数量和布置应符合设计要求。
2.吊装前,应进行检查和试车,检查吊装设备是否正常。
3.安装前应经过专业的检测、调试和试车,并进行必要的加固。
4.在吊装时必须注意安装的平稳和方向的准确,以避免发生质量事故。
四、吊耳的使用1.使用时必须按照规定启用和操作。
2.使用过程中应及时进行检查、保养和维修。
3.若出现故障或生产停机,应及时检查并进行整修。
4.日常使用中,也要注意吊耳的磨损和损坏情况,及时更换。
综上所述,化工设备吊耳及工程技术要求涉及到了吊耳的设计、生产、安装和使用等多个方面。
对于吊装化工设备的安全性和整体性有着非常重要的作用。
在工程实践中,只有严格按照相应的规定进行,在操作上才能够避免各种安全事故的产生。
浅析吊耳的设计

当吊耳受力方向与耳板不垂直时还会产生弯矩,吊耳作为悬臂梁计算,根部受承受的弯矩最大。
此时的弯曲应力为:(5)
此时的弯曲应力为:(6)
⑥焊缝强度
吊耳焊缝受到多种形式的应力组合,强度要求高,吊耳焊缝应为连续焊,不得有气孔、夹渣、裂纹、未焊透等焊接缺陷,要经过专业探伤设备的检验。
1、当吊耳采用双面角焊时,焊缝承受的正应力:
四、吊耳的布局对整个吊具的受力影响
合理的布局吊耳的位置和方向,可以使组合应力得到明显改善,如下图所示:
当吊耳向外侧移动时,使水平分量增大,压应力随之增大,也使得上吊系载荷增大,但系统弯矩减小,反之亦然,通过调整,使各部分强度得到充分利用,而不影响系统安全性,从而节约成本,提高使用率。
五、实例
以某生产车间轨道安装的吊梁为例,轨道自重10T,通过如图所示吊具进行吊装:
五、综述
吊耳在我们的日常生产与维修中普遍存在,其重要性与安全性不言而喻,吊耳使用的标准化、规范化需要我们不断的总结与研究分析,九九归一,最终科学化、数据化,达到正确指导我们的安全生产行为,实现巩固基础、屏蔽风险的目的。
加强板板厚为δ1,此时公式中的δ改为2δ1+δ0,R改为加强板半径R0,拉曼公式计算简单,但局限于吊耳内径与销轴的尺寸配合要求,只有当{d-d1(销轴直径)}≤0.02d时适用,随着使用过程中的磨损,配合精度已不能看成弧面接触,公式不再适用,那就要根据常用的应力公式进行计算。
三、常用的强度校核方法
吊耳受力形式如上图所示,
动载荷系数一般取1113由1式可见当销轴或卡环已定时越小吊耳所承受的应力越小通常取r34r可以在耳板两侧加焊加强板如下图所加强板板厚为1此时公式中的改为2改为加强板半径r0拉曼公式计算简单但局限于吊耳内径与销轴的尺寸配合要求只有当dd1销轴直径002d时适用随着使用过程中的磨损配合精度已不能看成弧面接触公式不再适用那就要根据常用的应力公式进行计算
石油专业术语(工程)

石油专业术语1。
accumulator储能器2.active tank循环池3。
adjusting bolt(刹把)调节螺栓4。
admission pipe进气管5.agitator搅拌器6。
air chamber空气包7。
air line气管线8。
air—operated hoist气动绞车9.alternating current drive交流电驱动10。
annular BOP环形BOP11.ato-muffler消音器12.ball valve球阀13.bell nipple老虎钳14.bench vise钻头15。
bit钻头16。
Bit gauge钻头装卸器17。
bit gauge钻头规18. blind ram preventer盲板防喷器19。
blind shear ram preventer剪切闸板防喷器20.blow-out preventer(BOP)防喷器21.bolt螺栓22.BOP control panel防喷器控制盘23。
BOP deck防喷器平台24。
bottom plug底塞25。
box母扣26。
brake level(brake handle)刹把27.brake line(brake staple)刹带28.bridge plug桥塞29.buttress梯形扣30。
butterfly valve蝶阀31。
by-pass旁通32。
by-pass plug旁通塞33.callipers卡钳34。
casing bowl套管打捞筒35.casing coupling套管接箍36.casing cutter套管割刀37.casing elevator套管吊卡38。
casing hanger套管悬挂器39。
casing head套管头40。
casing monkey board套管平台41..casing scraper刮管器42.casing shoe套管鞋43.casing slip套管卡瓦44.casing spear套管打捞矛45。
一种轧辊吊运工具[实用新型专利]
![一种轧辊吊运工具[实用新型专利]](https://img.taocdn.com/s3/m/9a77d57c6bec0975f565e21a.png)
专利名称:一种轧辊吊运工具
专利类型:实用新型专利
发明人:阎东宇,徐世帅,谷春阳,刘威,于海滨,李庆贤,王健申请号:CN200920014775.9
申请日:20090624
公开号:CN201442791U
公开日:
20100428
专利内容由知识产权出版社提供
摘要:本实用新型涉及一种轧辊吊运工具,是由吊耳、吊装段和插入段组成;在周边带有凹槽的扁圆柱形吊装段的上表面设有吊耳,下表面与圆柱体的插入段连接,插入段的直径和长度根据轧辊轴承吊装孔的直径和深度配合确定。
轧辊吊运时,只要将插入段插入到轧辊轴承的吊装孔内,将吊车钢绳缠绕到吊装段凹槽内,即可进行轧辊吊运作业。
操作简单快捷,吊运安全可靠。
与电动轧辊夹钳相比,结构简洁轻便,制作成本低,便于维护和维修,可降低备品备件费用及维护成本。
申请人:鞍钢股份有限公司
地址:114021 辽宁省鞍山市铁西区环钢路鞍钢厂区内
国籍:CN
代理机构:鞍山华惠专利事务所
代理人:赵长芳
更多信息请下载全文后查看。
吊耳加工操作规程
吊耳加工操作规程吊耳加工是一种常见的加工方法,用于在物体表面加工成可用于吊挂或连接的耳环形状的部件。
下面是一份吊耳加工操作规程,旨在指导操作人员正确进行吊耳加工。
一、安全操作1. 操作人员应经过相关培训并持有特定的操作证书,了解吊耳加工的工艺流程和操作要求。
2. 操作人员应穿着适当的工作服和防护用具,如手套、护目镜、耳塞等。
3. 在进行吊耳加工之前,需对加工机床进行检查,确保设备处于正常工作状态。
4. 在加工过程中,操作人员应保持警惕,及时发现并处理机床故障或异常。
二、加工准备1. 根据产品的要求,选择适当的材料进行加工。
2. 准备所需的工具和设备,如切割机、冲床、铣床、钻孔机等。
3. 准备好所需的零部件和材料,将其放置在加工区域内,方便操作。
4. 检查加工工具和设备的运行状态,确保其正常工作。
三、加工操作1. 根据产品的要求,设计和绘制加工图纸,确定吊耳的形状和尺寸。
2. 将材料放置在加工机床上,并将其固定好,以确保安全和稳定。
3. 运行加工机床,根据加工图纸的要求,进行切割、冲床、铣削、钻孔等加工操作。
4. 在加工过程中,操作人员应注意加工速度和力度的控制,避免因过度加工而导致材料变形或损坏。
5. 加工完成后,进行产品的质量检查,确保吊耳的形状、尺寸和表面光洁度符合要求。
四、清洁和维护1. 加工结束后,及时清理工作区域,保持环境整洁。
2. 对加工机床进行定期的清洁和维护,保持其正常工作状态。
3. 定期检查加工工具的磨损和损坏情况,及时更换或修理。
4. 对加工后的产品进行分类和储存,避免受潮或变形。
五、事故处理1. 在操作过程中,如发现异常情况或机床故障,应立即停止操作,并及时报告相关负责人。
2. 在发生事故时,应先确保人员安全,然后进行紧急救援和事故处理。
3. 对事故进行调查和分析,找出原因,采取相应的措施,避免类似事故的再次发生。
以上是吊耳加工操作规程的一份简单示例。
具体的操作规程应根据实际情况进行调整和补充,并结合相关的安全标准和操作要求进行操作。
吊环检查标准
吊环检查标准一、引言吊环是一种常见的起重工具,用于吊装和悬挂重物。
为了确保吊环的安全和可靠性,需要制定一套标准的吊环检查程序和要求。
本文将详细介绍吊环检查的标准格式,包括吊环的外观检查、尺寸测量、材料检验、焊接质量检查等内容。
二、吊环外观检查1. 吊环应无明显的裂纹、变形、磨损等缺陷。
2. 表面应光滑,无明显的锈蚀和腐蚀。
3. 吊环的吊耳和螺纹孔应无明显的变形和磨损。
三、吊环尺寸测量1. 吊环的内径和外径应符合设计要求。
2. 吊环的吊耳和螺纹孔的尺寸应符合设计要求。
3. 吊环的吊耳和螺纹孔的距离应符合设计要求。
四、吊环材料检验1. 吊环的材料应符合相关的国家标准或行业标准。
2. 吊环的材料应具有足够的强度和韧性,以承受预定的工作负荷。
3. 可通过化学成分分析、拉伸试验等方法对吊环材料进行检验。
五、吊环焊接质量检查1. 吊环的焊缝应均匀、光滑,无明显的气孔、夹渣等缺陷。
2. 焊接应符合相关的国家标准或行业标准。
3. 可通过目测、渗透检测等方法对吊环焊接质量进行检查。
六、吊环负荷能力检验1. 吊环的负荷能力应符合设计要求。
2. 可通过静载试验、动载试验等方法对吊环的负荷能力进行检验。
七、吊环使用注意事项1. 吊环在使用前应进行全面的检查,确保吊环无缺陷。
2. 吊环在使用过程中要避免超负荷使用,以免造成事故。
3. 吊环在使用过程中要注意避免剧烈碰撞和摩擦,以免影响吊环的使用寿命。
八、吊环维护保养1. 吊环在使用后应进行清洁,并进行必要的防锈处理。
2. 吊环在长时间不使用时,应妥善存放,避免受到外界环境的影响。
3. 吊环在使用一段时间后,应定期进行检查和维护,确保吊环的安全和可靠性。
九、结论吊环检查标准是确保吊环安全和可靠性的重要手段。
通过对吊环的外观检查、尺寸测量、材料检验、焊接质量检查等方面的细致检查,可以及时发现吊环的缺陷和问题,采取相应的措施进行修复或更换,以确保吊环的正常使用和工作安全。
在使用吊环时,还需要注意使用注意事项和进行维护保养,以延长吊环的使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计算
容器重量W lb 冲击系数
IF -吊耳材料屈服强度YSL psi 容器材料屈服强度YSV psi 吊耳孔径DH in 外圆半径R in 吊耳宽度B in 吊耳板厚
TL in 吊耳加强圈厚TW in 吊孔高度
H in 角焊缝尺寸——吊耳与筒体
LW in 理论角焊缝尺寸——加强圈与吊耳LR in 实际角焊缝尺寸——加强圈与吊耳LP in 加强圈外径= 2 x (R - LP - 0.125)
DW
in
每个吊耳上所受的垂直负载
每个吊耳的设计负载 (FV1或FV2中的较大值)FV lb 推荐的吊钩型式 - Crosby type -推荐的吊钩轴直径DP in
校核
吊耳横向受力
FH lb 弯曲应力 = FH x H / (TL x B 2 / 6)
OK 许用弯曲应力
= 0.66 x SYL 剪应力 = FH / (TL x B)OK 许用剪应力 = 0.577 x Sa 组合应力 = (Sb 2 + 4 x Ss 2)0.5OK 许用组合应力 = 0.66 x SYL
0.0003.750
吊耳计算书1,50016,6001.807791,350G21300.31250.0006.0002.0000.3752.0000.0000.37516,600
1.000
吊耳校核计算
理论最小吊耳半径 = 1.5 x DH Rmin
in 实际吊耳半径R in OK
H1 = R - DH / 2H1in H2 = (DW - DH) / 2
H2in 实际吊耳截面积 = H1 x TL
A1in 2实际加强圈截面积 = 2 x H2 x TW A2in 2总截面积 = A1 + A2A in 2至中心轴的半径
Term 1 = (2 x TW + TL) x ln[(H2 + DH/2) / (DH/2)]tr1in Term 2 = TL x ln[(H1 + DH/2) / (H2 + DH/2)]tr2in 半径 = A / ( tr1 + tr2)
NR in 偏心距 = [A1x(H1+DH) + A2x(H2+DH)] / (2xA) - NR e in 弯矩 = FV x NR / 2
MB in-lb 单位负载 = FV + MB x (R - NR) / (R x e)UL lb 所需的最小截面积 = UL / (0.66 x YSL)ALmin in 2所需的最小加强圈截面积 = Almin - A1AWmin in 2理论加强圈最小板厚 = Awmin / (2 x H2)
实际加强圈板厚
OK 实际应力
= UL / (TL x H1 + 2 x TW x H2)OK 许用应力 = 0.66 x YSL
撕裂应力 = 0.5 x FV / [H2 x (TL + 2 x TW)]OK 许用应力 = 0.577 x Sa
支承应力 = FV / [DP x (TL + 2 x TW)]OK 许用支承应力 = 0.85 x YSL
7300.560.500.021.080.1733460.310.000.560.001.502.001.50
1.38
加强圈角焊缝校核
作用在加强圈处的负载 = FV x TW / (TL + 2 x TW)
FW lb 剪应力 = FW / (p x DW x LP)
OK 容许剪应力
= 0.577 x Sa
吊耳与容器壳体间焊缝校核
焊缝高度 = 0.7071 x LW WT in 焊缝面积 = 2 x WT x B AW in 2焊缝阻力模数SW in 3吊耳与容器壳体间的剪应力校核
剪应力 = FH / AW
OK 容许剪应力 = 0.577 x Sa 吊耳与容器壳体间的弯曲应力校核
最大弯曲应力 = FH x H / AW OK 容许剪应力 = 0.66 x SYL 吊耳与容器壳体间的组合应力校核
组合应力 = (Sbw 2 + 4 x Ssw 2)0.5OK 容许组合应力 = 0.66 x SYL
0.00焊接校核
3.182.250
0.27
吊耳弯曲应力吊耳剪应力吊耳
当量应力吊耳/壳体焊缝弯曲应力吊耳/壳体焊缝剪应力吊耳/壳体焊缝当量应力吊耳曲面所受的应力吊耳撕裂应力吊耳支承应力加强圈焊缝
剪应力
设计:_____________________校核:_____________________审定:_____________________版本:_____________________日期:_____________________
描述
计算值
容许值
6321.612141106321.612
6321.61210,95610,9566,32210,956109560.00
1152084959481309应力计算值 (psi)
693位置
10,956245346693980。