制氮机单机试车原始记录
单机试车原始记录表【范本模板】
泵类设备单机试车原始记录分厂及车间: 设备供货厂家:
氧化铝三分公司浓密机单机试车原始记录分厂及车间: 设备供货厂家:
分厂及车间:设备供货厂家:
分厂及车间:设备供货厂家:
球磨机单机试车表记录分厂及车间:设备供货厂家:
分厂及车间:供货设备厂家:
分厂及车间: 设备供货厂家:
分厂及车间: 设备供货厂家:
氧化铝三分公司搅拌类设备单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司板式换热器单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司化灰机单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司起重设备单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司重型板式给料机单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司除尘器单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司旋流器组单机试车原始记录分厂及车间: 设备供货厂家:
氧化铝三分公司回转筛单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司回转筛单机试车原始记录分厂及车间: 设备供货厂家:
氧化铝三分公司煤气发生炉单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司矿石定量给料机单机试车原始记录分厂及车间: 设备供货厂家:
氧化铝三分公司石灰定量给料机单机试车原始记录分厂及车间:设备供货厂家:。
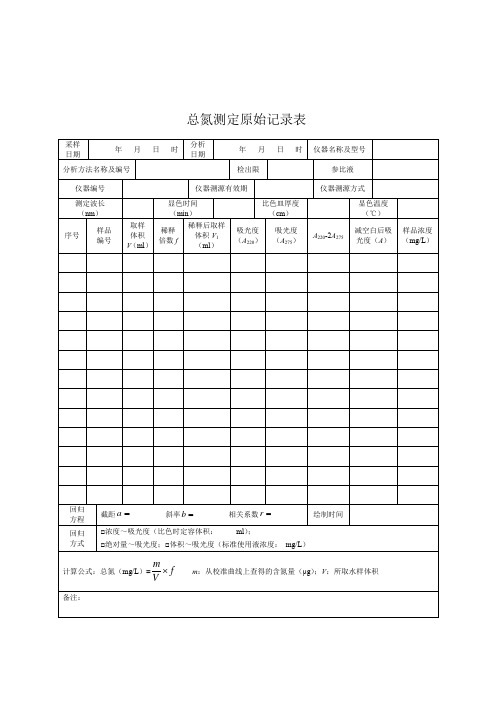
总氮测定原始记录表
样品浓度
(mg/L)
回归
方程
截距 斜率 相关系数
绘制时间
回归
方式
□浓度~吸光度(比色时定容体积:ml);
□绝对量~吸光度;□体积~吸光度(标准使用液浓度:mg/L)
计算公式:总氮(mg/L)= m:从校准曲线上查得的含氮量(μg);V:所取水样体积
备注:
总氮测定原始记录表(续)
精密度检查
总氮测定原始记录表
采样日期
年月日时
分析日期
年月日时
仪器名称及型号
分析方法名称及编号
检出限
参比液
仪器编号
仪器溯源有效期
仪器溯源方式
测定波长
(nm)
显色时间ቤተ መጻሕፍቲ ባይዱ
(min)
比色皿厚度(cm)
显色温度
(℃)
序号
样品
编号
取样体积
V(ml)
稀释倍数f
稀释后取样体积V1(ml)
吸光度
(A220)
吸光度(A275)
A220-2A275
()
回收率
(%)
是否合格
□是□否
是否合格
□是□否
分析人:复核人:审核人:
年月日年月日年月日
平行样
样品编号
平行样
样品编号
平行样
样品编号
样品浓度
()
样品浓度()
样品浓度()
均值()
均值()
均值()
相对偏差(%)
相对偏差(%)
相对偏差(%)
是否合格
□是□否
是否合格
□是□否
是否合格
□是□否
准确度检查
质控样样品编号
平盘过滤机单机试车原始记录

轴承温度
仪表
减速机密封
运行状况
真空度
调频状况
电流
状况(空
载)
空载
负荷
状况
(带料)
5ቤተ መጻሕፍቲ ባይዱ
试车综合评定
1、良好
2、一般
3、差
打J号表Z5
6
试车存在问题:
解决处理情况:
7
验收签字:
安装单位负责人:车间负责人:设备科:设备厂家负责人:
平盘过滤机单机试车原始记录
分厂及车间:设备供货厂家:
1
设备名称及编号
设备规
格型号
安装位置
安装单位
试车日期
2
试车注意问题:1、掌握操作规程、开停车程序。2、转盘电机、卸料螺旋电机、进料泵电机要调试好联锁。3、转盘变步避免电机发热。4、保证系统真空度-20KP〜-60KP。5、滤盘平面最高点与卸料螺旋保证间隙4-6mm。(油,加好润滑油。7、盘面水平误差正负Imm8、电机绝缘符合规定
页要大于15Hz,以入减速机放出防锈
3
试车标准:1、平盘、卸料螺旋减速机无泄漏。2、各减速机温度小于65C,轴承温度小于65C。3、过滤机圆盘不磨不抗。4、电流平
稳。5、设备运行平稳。6、托轮、挡轮与转盘转轨调节合理,受力均匀。7、空载试车大于8小时,负荷连续试车72小时以上。
4
试车内容
项目
减速机温度
汽轮机(燃气轮机)组单机试车记录

h
试车介质
运行时间
转速(r/min)
流量()
介 质
温度
(℃)
压力
进 出 进
机 (MPa) 出
轴承温度 前
器 (℃)
后
轴振动 双振幅
(μm)
垂直 水平 轴向
轴位移(mm)
润 滑
温度(℃)
进
出
油
压力(MPa)
控制油压力(MPa)
密封油压力(MPa)
汽(气)封压力(MPa)
自动 超速停机试验
保护 超振停机试验
(项目名称)
汽轮机(燃气轮机)组 单机试车记录
Q/SY1476--2012 SY03-B009
单项工程 单位工程 机组名称 规格型号 额定转速 燃料种类名称 起动设备名称规格型号
单项工程编号 单位工程编号
位号 能力 r/min 跳闸转速 润滑油牌号
r/min
试车类别
空负荷□负荷□ 试车日期
连续运转时间
联锁 超温停机试验
试验 超轴位移停机试验
试车后检查情况及结论:
环境温度
(℃) 停机惰走时间
h
建设单位
监理单位
总承包单位
施工单位
代表:
监理工程师:
专业工程师:
质量检查员:
年月日
年月日
年月日 技术负责人:
年月日
1
空压机单机试车原始记录
设备供货厂家:
1
设备名称及编号
设备规格安装
型号位置
安装单位
试车日期
2
试车注意问,
题:1、空试几分钟即可打开进气阀进气进行负荷试车,试车时间2-一8小时。2、提前加注好油。3、压力、温度、润滑系统,水冷系统与主电机联锁。4、开车前放一放水分离器,后冷却器存水。5、开车不能补油,补油时系统内无压力时才能打开加油盖补油。6,进气阀提前也注一定的油。7,开车前要攀车。8、开车发现转向不对应立即停车倒向。9、冷却水必须用软水。
1、良好
2、一般
3、差
打√号表示
6
试车存在问题:
解决处理情况:
7
设备科:设备厂家负责人:
10、负荷试车大于72小时。
3
试车标准:1、开车平稳,无振动。2、电流平稳。3、无异常啸声。4、油压正常。5、冷却水压力0.15一一0.5MPa间。6、排气温度
75——95C间。7、轴承温度小于75℃。
4
试车内容
项目
主机
运行状况
机身温度
排气温度
排气压力
轴承温度
油压
水温
空滤
水压
电流
状况
空载
负荷
5
试车综合评定
GBT20763检测原始记录

1.样品名称:检测编号:
测试日期:室温:℃湿度:%
2.仪器:液相质谱联用仪:KJ-E-YJ-003-17天平:□KJ-E-LH-003-17□KJ-E-LH-004-17
旋转蒸发仪:☐KJ-E-YJ-019-17KJ-E-YJ-005-18氮吹仪:□KJ-E-YJ-035-17□KJ-E-YJ-044-17
m1
m2
c1
c2
X1
X2
平均值
报出值
乙酰丙嗪
GB/T 20763-2006
0.5
□未检出
□
氯丙嗪
GB/T 20763-2006
0.5
□未检出
□
丙酰二甲氨基丙吩噻嗪
GB/T 20763-2006
0.5
□未检出
□
咔唑心安
GB/T 20763-2006
0.5
□未检出
□
甲苯噻嗪
GB/T 20763-2006
0.25
□未检出
□
阿扎哌隆
GB/T 20763-2006
0.2
□未检出
□
阿扎哌醇
GB/T 20763-2006
0.15
□未检出
□
氟哌啶醇
GB/T 20763-2006
0.1
□未检出
□
备注
空白及标曲谱图见:
检测员/日期:复核人/日期:
固相萃取装置:☐KJ-E-m(g)样品,参照标准规定方法提取、净化、浓缩。定容,上机检测。
4.计算公式: (c0为样品空白,定容体积V=mL)
项目名称
检测方法
称样量(g)
空白(ng/mL)
检出限(ug/kg)
制氮机检查试运转记录
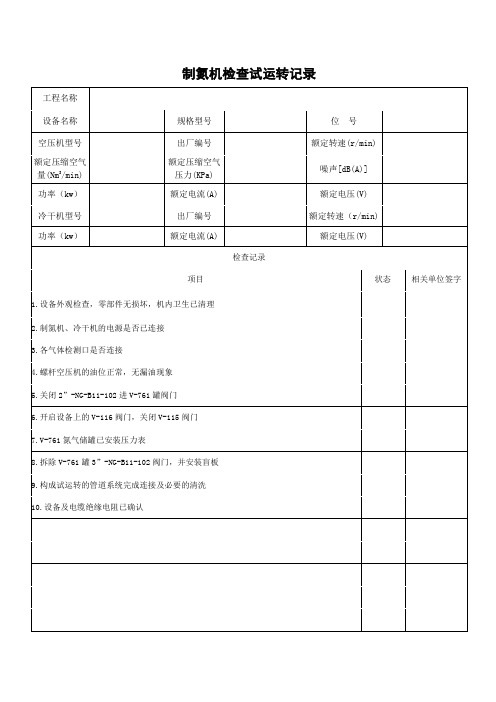
1.设备外观检查,零部件无损坏,机内卫生已清理
2.制氮机、冷干机的电源是否已连接
3.各气体检测口是否连接
4.螺杆空压机的油位正常,无漏油现象
5.关闭2”-NG-B11-102进V-761罐阀门
6.开启设备上的V-116阀门,关闭V-115阀门
7.V-761氮气储罐已安装压力表
8.拆除V-761罐3”-NG-B11-102阀门,并安装盲板
制氮机检查试运转记录
工程名称
设备名称
规格型号
位 号
空压机型号
出厂编号
额定转速(r/min)
额定压缩空气量(Nm3/min)
额定压缩空气压力(KPa)
噪声[dB(A)]
功率(kw)
额定电流(A)
额定电压(V)
冷干机型号
出厂编号
额定转速(r/min)
功率(kw)
额定电流(A)
额定电压(V)
检查记录
项目
状态
露点温度(℃)
制氮机本体
产生氮气纯度(%)
允许
氮气产气流量(Nm3/h)
允许
实测
实测
氮气露点(℃)
试运行时间
年 月 日 时 分 至 时 分
环境温度(℃)
验收意见
建设方
业主
设备供应单位
设备安装单位
监理单位
月 日 时
月 日 时
月 日 时
月 日 时
月 日 时
9.构成试运转的管道系统完成连接及必要的清洗
10.设备及电缆绝缘电阻已确认
试运转记录
空气压缩机
实测压缩空气量(Nm3/min)
实测压缩空气
压力(KPa)
转速(r/min)
空压制氮设备单机试车方案

XXXX有限公司空压制氮项目设备单机试车方案20XX年XX月目录一、概述 (1)二、编制依据 (1)三、参加人员 (1)四、主要机械设备表(见附表) (1)五、工具准备 (1)六、试车前准备 (1)单机试车方案一、概述此方案为空压制氮设备单机试运转方案,其中包括两级压缩永磁变频空压机1台,微热再生吸附式干燥机3台,过滤器3台,制氮机1台,干式无油空压机1台,微油螺杆空压机2台,储气罐3个,空气工艺罐1个,尾气回收罐1个,氮气储存罐1个,空气储气罐1个。
设备试车为验证工艺及设备的安全可靠性能。
二、编制依据1、产品说明书及随机资料。
三、参加人员试车人员为甲方相关技术人员、施工单位相关人员以及设备制造厂家相关技术人员。
四、主要机械设备表(见附表)五、工具准备1、对讲机2部。
2、红外测温仪1台、听棒1根、万用表1个、钳形电流表1个。
3、梅花扳手1套、内六角扳手1套、活扳手2把、F扳手2把。
六、试车前准备1、按要求接好循环水路和输气管路,确保管路畅通,避免开机后空气压力迅速升高造成超压。
2、检查各零部件的联接是否有松动,如有松动,必须拧紧,以免工作中有漏油、漏气或其它事故发生。
3、检查各测量仪表是否有松动或损坏。
4、按电气原理图接好电器及地线。
对控制柜内的接线进行检查,避免由于运输原因造成的接线松动引起的故障。
5、检查压缩机的润滑油是否足够,若不够时,应予加足。
6、收拾机组附近及放在机组上的一切无关物件试车方案(一)两级压缩永磁变频空压机1、试车前准备(1)确认控制变压器供给电压正确,检查电机及控制线路是否牢固连接,关闭电控箱门;(2)空压机的接地线确实架设,而且接地线不可直接在空气输送管或冷却水管上,必须拉一条接地线至地上,防止因漏电造成危险;(3)检查空压机驱动电机的转向正确;(4)观察风扇是否向机组外排风,并检查转向;(5)检查手动阀的开闭状态;(6)检查监控器设定值;(7)保持环境温度不高于42℃;(8)检查油位是否正常(运行时检查油位处于上下限之间)(9)每次开机前,务必将机组油气桶、系统储气桶的排水阀打开将冷凝水完全排除,以保障机组油品不致乳化,压缩机不致因油品劣化而卡死。
2016新编单机试车原始记录表

2016新编单机试车原始记录表氧化铝三分公司泵类设备单机试车原始记录分厂及车间: 设备供货厂家:设备名称及设备规格安装安装试车1 编号型号位置单位日期试车注意问题:1、掌握操作规程、开停车程序。
2、开车前确定好转向。
3、提前开启机封、轴承,填料冷却水。
4、油池、油杯加好2 润滑油。
5、电机绝缘符合规定试车标准: 1、调频可靠灵敏。
2、机封无泄漏。
3、轴承最高温度小于65?。
4、运行平稳无振动。
5、电流平稳。
6、皮带松3 紧合适,不失转。
7、冷却水进口温度小于25?,出口温度小于35?。
8、润滑良好。
9、打料正常。
10、空试3-5分钟,负荷试车2-8小时。
电机温调频状机械轴承运行联轴器打料冷却润滑项目电流度况密封温度状况同轴度状况状况状况 4 试车内容空载负荷状况3、差 5 试车综合评定 1、良好 2、一般打?号表示试车存在问题: 解决处理情况:6验收签字:7安装单位负责人: 车间负责人: 设备科: 设备厂家负责人:氧化铝三分公司浓密机单机试车原始记录分厂及车间: 设备供货厂家:设备名称及设备规格安装安装试车1 编号型号位置单位日期试车注意问题:1、掌握操作规程、开停车程序。
2、检查槽内是否有异物、人孔是否上好 3、减速机放出防锈油,根据要求加好润滑油。
4、提前确定好转向。
5、检查减速机透气孔。
6、减速机油压是否与电机启动联锁。
7、要进行360度正反手动盘车,灵活、无卡2 滞。
8、设备试运转通电前,应对每个电机单独通电,确定其旋向符合所标旋向箭头指向。
9、电机绝缘符合规定试车标准: 1、减速机无泄漏。
2、减速机和轴承温度小于75?。
3、设备运行平稳。
4、电流平稳。
5、立轴末端径向摆动量不超标。
〔小3 于10毫米〕6、减速机润滑油压低于0.8bar报警。
7、空试30分钟,水试大于12小时,负荷试车大于72小时。
减速机轴承油泵介质搅拌减速油路系统运行介质项目电流温度温度油压浓度转速机密封泄漏状况状况温度 4 试车内容状况(水) 空载负荷状况(料) 5 试车综合评定 1、良好 2、一般 3、差打?号表示解决处理情况:试车存在问题:6验收签字:7安装单位负责人: 车间负责人: 设备科: 设备厂家负责人:氧化铝三分公司立盘过滤机单机试车原始记录分厂及车间: 设备供货厂家:设备名称设备规格安装安装1 试车日期及编号型号位置单位试车注意问题:1、掌握操作规程、开停车程序。
单机试车原始记录表

泵类设备单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司浓密机单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司立盘过滤机单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司平盘过滤机单机试车原始记录分厂及车间:设备供货厂家:
球磨机单机试车表记录分厂及车间:设备供货厂家:
氧化铝三分公司真空泵单机试车原始记录分厂及车间:供货设备厂家:
氧化铝三分公司皮带机单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司空压机单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司搅拌类设备单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司板式换热器单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司化灰机单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司起重设备单机试车原始记录
设备供货厂家:
分厂及车间:
氧化铝三分公司重型板式给料机单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司除尘器单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司旋流器组单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司回转筛单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司回转筛单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司煤气发生炉单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司矿石定量给料机单机试车原始记录分厂及车间:设备供货厂家:
氧化铝三分公司石灰定量给料机单机试车原始记录分厂及车间:设备供货厂家:。
空压机单机试车原始记录

3
试车标准:1、开车平稳,无振动。2、电流平稳。3、无异常啸声。4、油压正常。5、冷却水压力0.15——0.5MPa间。6、排气温度75——95℃间。 7、轴承温度小于75℃。
4
试车内容
项目
主机
运行状况
机身
ቤተ መጻሕፍቲ ባይዱ温度
排气
温度
排气
压力
轴承
温度
油压
水温
空滤
水压
电流
状况
空载
负荷
5
试车综合评定
空压机单机试车原始记录
分厂及车间:设备供货厂家:
1
设备名称及编号
设备规格型号
安装位置
安装单位
试车日期
2
试车注意问题:1、空试几分钟即可打开进气阀进气进行负荷试车,试车时间2——8小时。2、提前加注好油。3、压力、温度、润滑系统,水冷系统与主电机联锁。4、开车前放一放水分离器,后冷却器存水。5、开车不能补油,补油时系统内无压力时才能打开加油盖补油。6、进气阀提前也注一定的油。7、开车前要攀车。8、开车发现转向不对应立即停车倒向。9、冷却水必须用软水。
1、良好
2、一般
3、差
打√号表示
6
试车存在问题:
解决处理情况:
7
验收签字:
安装单位负责人:车间负责人:设备科:设备厂家负责人:
3503-J306机器单机试车记录
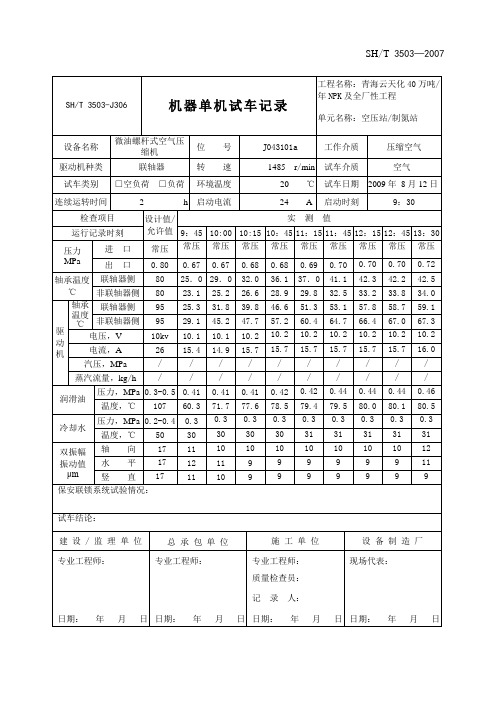
机器单机试车记录
工程名称:青海云天化40万吨/年NPK及全厂性工程
单元名称:空压站/制氮站
设备名称
微油螺杆式空气压缩机
位号
J043101a
工作介质
压缩空气
驱动机种类
联轴器
转速
1485 r/min
试车介质
空气
试车类别
□空负荷□负荷
环境温度
20℃
试车日期
2009年8月12日
连续运转时间
45.2
47.7
57.2
60.4
64.7
66.4
67.0
67.3
电压,V
10kv
10.1
10.1
10.2
10.2
10.2
10.2
10.2
10.2
10.2
电流,A
26
15.4
14.9
15.7
15.7
15.7
15.7
15.7
15.7
16.0
汽压,MPa
/
/
/
/
/
/
/
/
/
/
蒸汽流量,kg/h
/
/
/
/
/
/
/
30
30
31
31
31
31
31
双振幅
振动值
μm
轴向
17
11
10
10
10
10
10
10
10
12
水平
17
12
11
9
9
9
9
9
9
11
竖直
制氮机记录表

小时 小时
记录人:
白: 夜:
备注:
6:00
6:00
制氮机运行记录空压机运行记录进口压力kpa氮气纯度氮气压力kpa氮气流量nm左塔吸附压力kpa右塔吸附压力kpa测氮仪流量mlmin空压机运行记录设备编号
制氮机运行记录 空压机运行记录
设备编号:
项目 时间 8:00 #### #### #### #### #### #### #### 年 月 日 0:00 2:00 4:00
进口压力(KPa) 氮气纯度(%) 氮气压力(KPa) 氮气流量(Nm3/h) 左塔吸附压力(KPa) 右塔吸附压力(KPa) 测氮仪流量(ml/min) 本班运行时间 累计运行时间
小时 小时
记录人:
白: 夜:
备注:
制氮机运行记录 空压机ຫໍສະໝຸດ 行记录设备编号:项目 时间 8:00 #### #### #### #### #### #### #### 进口压力(KPa) 氮气纯度(%) 氮气压力(KPa) 氮气流量(Nm3/h) 左塔吸附压力(KPa) 右塔吸附压力(KPa) 测氮仪流量(ml/min) 本班运行时间 累计运行时间 年 月 日 0:00 2:00 4:00
板式换热器单机试车原始记录

分厂及车间:设备供货厂家:
1
设备名称及编号
设备规格型号
安装位置
安装单位
试车日期
运行时间
2
试车注意问题:首先开启冷侧流体,然后开启并逐步增加热侧流体,最大温升不超过50℃/小时。每次换热器开启前应将换热器流道清理干净后再通介质。
3
试车标准:1、开车平稳,无异常振动,无晃动和异常噪音。2、启动前进行换热器的外观检测。保证夹紧螺栓和盲板上的螺栓没有松动3、换热器芯体与压板之间配合紧密。
4
试车内容
项目
整机
运行状况
介质
外则检测情况
进口温
进口压力
出口压力
流量
状况(48小时)
状况(72小时)
5
试车综合评定
1、良好
2、一般
3、差
打√号表示
6
试车存在问题:
解决处理情况:
7
验收签字:
安装单位负责人:车间负责人:设备科:设备厂家负责人:
设备单体试车记录

运转后结果检查:
本设备根据技术指标规定进行试车,运转良好,符合要求。
建设单位
施工单位
监理单位
专业工程师:
年月日
技术负责人:
质量检查员:
班(组)长:
年月日
监理工程师:
年月日
设备单体试车记录
工程名称
1000t/a精OP生产装置
试车日期
设备名称
MOE泵
设备位号
设备型号
生产能力
m³/h
转速
试轼方法:1、开启冷却水进、回水阀门进行冷却;2、“点动”泵控制开关;3、观看泵联轴器转动方向是否正确;4、听泵运转是否有杂音。
运转中各部检查结果:
运转后结果检查:
本设备根据技术指标规定进行试车,运转好/良好/异常,符合/不符合要求。
建设单位
施工单位
监理单位
专业工程师:
年月日
技术负责人:
质量检查员:
运转中各部检查结果:
运转后结果检查:
本设备根据技术指标规定进行试车,运转好/良好/异常,符合/不符合要求。
建设单位
施工单位
监理单位
专业工程师:
年月日
技术负责人:
质量检查员:
班(组)长:
年月日
监理工程师:
年月日
设备单体试车记录
工程名称
1000t/a精OP生产装置
试车日期
设备名称
往复真空泵
设备位号
P502
运转中各部检查结果:
运转后结果检查:
本设备根据技术指标规定进行试车,运转好/良好/异常,符合/不符合要求。
班(组)长:
年月日
监理工程师:
年月日
设备单体试车记录
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制氮机单机调试记录车间:
1 设备名称设备规格
型号
调试
单位
安装
单位
试车
日期
2 调试车注意问题:1、确认机组附近无易燃易爆物品。
2、气动阀门灵敏,稳定可靠。
3、确认各部压力、流量、含氧量等运行参数符合规定。
4、确认各处连接法兰、截止阀应密封严密。
5、
3 调试标准:1、开车平稳,无振动。
2、电流平稳。
3、无异常啸声。
4、排气压力≥0.70Mpa。
5输出压力0.05——0.5MPa间。
6、卸载压力:0.6Mpa,负载压力:0.82Mpa
4 调试内容项目
主机
运行状况
机身
温度
排气
温度
排气
压力
氮气纯度产氮量吸附罐电流
状况
空载负荷
5 调试综合评定1、良好2、一般3、差打√号表示6
调试存在问题:解决处理情况:
7
验收签字:
安装单位: 调试单位:生产部:工程技术部:安环部:。