第11章 作业排序(生产时间组织)
合集下载
【运营管理】第十一章作业排序
11.2.3 n/2排序问题
• 是指n种工件在2台机器设备上进行加工的排 序问题。
• 当两台设备上流水加工工件所用的完工时间 最少时,第二台设备的闲置时间也得到最小 化。
Johnson算法
使用条件: 1、排序的目标是使全部完工时间最小 2、工件在两台设备上的加工顺序完全相同 3、所有工件同时到达第一台设备等待加工 4、每种工件在每台设备上的加工时间均已知
例题
• 假设某银行的一个储蓄所有8名储蓄工作人员,储蓄 所根据历史数据,估计每天顾客对储蓄工作人员的需 求量数据如下表。该所的所长需要为这8名储蓄工作 人员安排工作日,在不影响服务水平的前提下,使这 8名员工每周都能享受2天连续的休息日,并且尽量安 排在周末休息。另外,所长还想了解根据目前的客户 量,储蓄工作人员数是否能够满足需求,是存在人员 不足的问题,还是人员冗余的问题。
1 2 n
Mห้องสมุดไป่ตู้
a11 a21
a12 a22
a1n a2n
1 2
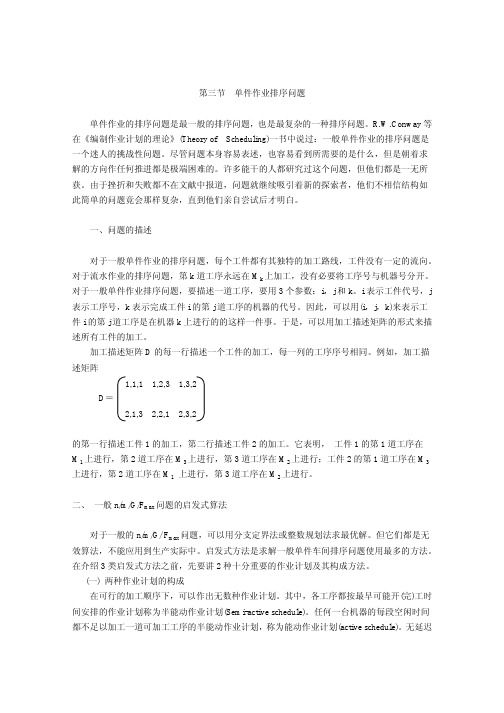
aij表示工件j(j 1,2,, n)在设备i(i 1,2)的加工时间。
假设有六个工件(ABCDEF)需要在机床X和Y上加工, 加工顺序是先X后Y,每个工件所需加工时间(单位:
小时)见表,管理者希望找到一个最优化的排序方 案,使所有工件的加工总时间最少。
顾客到达
排队规则
排队系统
服务机构
顾客离去
排队规则
• 先到先服务 • 后到先服务 • 随机服务 • 有优先权的服务
服务结构
• 是指提供服务的服务人员数或者服务台数量。
2)调整顾客到达率的措施
• 采用预约系统 • 采用预订系统 • 采用差异定价措施
11.3.2服务人员排序
生产作业排序
212 113
3 16
pi
57
4 11 4 15 5 20
7 27
6 33
p2i
5 12 5 17 5 22 8 30 5 35
7 42
p3i
113 4 21 3 25 2 32 3 38
4 46
4
华中科技大学管理学院
三、n/2/F/Fmax问题的算法
Johnson算法: • 假定:ai为工件Ji在机器M1上的加工时间,
• 一般来说,以构成无延迟作业计划的步骤为基础的启 发式算法比以构成能动作业计划的步骤为基础的启发 算法的效果要好。
8 7
3
M1
2,2,1
5 1,3,2 7 2,3,2 7
8 12
7 7
M2 M2 2,3,2
6 2,3,2 12
13
12
M2
1,3,2
华中科技大学管理学院
1,1,1 2,2,1
得到加工顺序矩阵: S= 2,3,2 1,3,2
2,1,3 1,2,3
M1 1,1,1 23
2,2,1
M2
2,3,2
7
M3 2,1,3
四、一般n/m/P/ Fmax问题的 启发式算法
1、Palmer法
m
• 计算工件斜度指标i : i [k (m 1) / 2]pik
m : 机器数
k1
pik :工件i在机器k上的加工时间。 i=1,2,,n
• 排序方法: 按i从大到小的顺序排列。 • 按排序的顺序计算Fmax
华中科技大学管理学院
的机器M*,若有多台,任选一台。 ③从{Ot}中跳出满足以下两条件的工序Oj
–需要机器M*加工; –Tj = T*
运营管理_11第11章MRP与作业计划资料

B1 400
0
500
3000
变形金刚手摇铅笔刀MPS(单位:个)
1
2
3
4
5
6
7
8
1500 1500
1500 1500 1500 1500
1500 1500
1500 1500 1500 1500
夹具MRP
提前期: 1 经济批量: 1000
低位码: 1 已分配量: 0
1
2
3
4
5
6
7
8
1500 1500
1500 1500 1500 1500
mrpmrp的处理逻辑的处理逻辑mrp运算逻辑mpsbom库存信息计划订单下达计划订单入库计划变更执行结果报告例外报告包括原因说明需求预测订单管理设计变更收发存管理mrp输入mrp处理mrp输出采购物料安排作业博士运营管理141111mrpmrp111mrp概述112mrp的处理逻辑113mrp与erp系统114作业计划与排序博士运营管理15从开环从开环mrpmrpinputsinputsprocessprocessoutputsmrpoutputsmrpipomrpipomrp到闭环到闭环mrpmrpclosedclosedloopmrploopmrpclmrpclmrp能力需求计划对变化的反馈更新周期和更新权限的设定113113mrpmrperperp可能的变化可能的变化影响后果影响后果供货商运输人力资源内部加工中心有效负荷产品质量等的变化预期到货量发生变化
有关夹具及框架组、伸缩器、夹轮的编码、提前期、安全库存、 经济订货(生产)批量、已分配量等信息如表11-3、11-4、11-5、116所示。表中同时给出了各物料的预期库存与预期到货。除注明外, 表中数据的单位均为个。
生产管理课件 11作业排序
加工周期为46
课堂作业:求Fmax.
表3顺序S下的加工时间矩阵
i P i1 P i2 P i3 P i4
1 2 3 4 56
3
3
3 6 4 10 212 113 316
25 511 415 318 725 631
510 415 520 727 532 436
111 217 323 229 335 137
2、关键工件法
(1)计算每个工件的总加工时间,找出加工时间最长 的工件C,将其作为关键工件;
(2)对于余下的工件若Pi1≤Pim,则按Pi1不减的顺序排 成一个序列Sa,若Pi1>Pim,则按Pim不增的顺序排列成 一个序列Sb。 (3)顺序( Sa,C,Sb)即为所求顺序。
关键工件法求近优解举例
参数表示法:
n /m /P / Fmax所有零件在每台机器上的 加工顺序相同。如在M1上都是第一道工 序,M2上都是第二道工序。
n /m /F / Fmax不同零件在每台机器上的 加工顺序不同。如零件1在M1上不加工, 在M2上才是第一道工序;而零件2在M1上 是第一道工序。
第二节 流水作业排序问题
Johnson法则只是一个充分条件,不是必 要条件。不符合这个法则的加工顺序, 也可能是最优顺序。如对例11-2顺序(2 ,5,6,4,1,3)不符合Johnson法则, 但它也是一个最优顺序
对于3台机器的流水车间排序问题,只有 几种特殊类型的问题找到了有效算法。
对于一般的流水车间排列排序问题,可 以用分支定界法。
③ 若所有零件都已排序,停止。否则, 转步骤①。
例题:求表11-3所示的6/2/F/Fmax问题的最优解。
表11-3加工时间矩阵
生产作业排序
bi为工件Ji在机器M2上的加工时间,每个 工件按M1—M2的路线加工。
华中科技大学管理学院
三、n/2/F/Fmax问题的算法
Johnson算法的步骤: • 从加工时间矩阵中找出最短的加工时间。 • 若最短时间出现在M1上,则对应的工件尽可能
往前排。
• 若最短时间出现在M2上,则对应的工件尽可能 往后排。
一个实例: D=
2,1,3 2,2,1 2,3,2
241
T= 345
i {Ot} Tk
T’k
T*
M*
Oj
1 1,1,1 0
2
0
M1 1,1,1
2,1,3 0
3
0
M3
2 1,2,3 2
6
2,1,3 0
3
0
M3 2,1,3
3 1,2,3
3
7
3
M3 1,2,3
2,2,1 3
7
3
M1
4 1,3,2 7 2,2,1 3
• 若最短时间有多个,则任选一个。 • 划去已排序的工件。
• 若所有工件都已排序,则停止,否则重复上述 步骤。
华中科技大学管理学院
四、一般n/m/P/ Fmax问题的 启发式算法
对于一般的n/m/P/Fmax问题,可以用分支 定界法求得最优解,但计算量很大。实际 中,可以用启发式算法求近优解。
华中科技大学管理学院
华中科技大学管理学院
五、单件车间排序问题(n/m/G/Fmax)
能动作业计划的构成步骤:
①设t=1,{St}为空,{Ot}为各工件第一道工序的集合。 ②求最小的最早完工时间 T*= min{T’k },并找到出现T*
的机器M*,若有多台,任选一台。 ③从{Ot}中跳出满足以下两条件的工序Oj
华中科技大学管理学院
三、n/2/F/Fmax问题的算法
Johnson算法的步骤: • 从加工时间矩阵中找出最短的加工时间。 • 若最短时间出现在M1上,则对应的工件尽可能
往前排。
• 若最短时间出现在M2上,则对应的工件尽可能 往后排。
一个实例: D=
2,1,3 2,2,1 2,3,2
241
T= 345
i {Ot} Tk
T’k
T*
M*
Oj
1 1,1,1 0
2
0
M1 1,1,1
2,1,3 0
3
0
M3
2 1,2,3 2
6
2,1,3 0
3
0
M3 2,1,3
3 1,2,3
3
7
3
M3 1,2,3
2,2,1 3
7
3
M1
4 1,3,2 7 2,2,1 3
• 若最短时间有多个,则任选一个。 • 划去已排序的工件。
• 若所有工件都已排序,则停止,否则重复上述 步骤。
华中科技大学管理学院
四、一般n/m/P/ Fmax问题的 启发式算法
对于一般的n/m/P/Fmax问题,可以用分支 定界法求得最优解,但计算量很大。实际 中,可以用启发式算法求近优解。
华中科技大学管理学院
华中科技大学管理学院
五、单件车间排序问题(n/m/G/Fmax)
能动作业计划的构成步骤:
①设t=1,{St}为空,{Ot}为各工件第一道工序的集合。 ②求最小的最早完工时间 T*= min{T’k },并找到出现T*
的机器M*,若有多台,任选一台。 ③从{Ot}中跳出满足以下两条件的工序Oj
生产运作管理---第十一章_流水作业的排序问题
• • • • • •
将工件2排在第1位 将工件3排在第6位 将工件5排在第2位 将工件6排在第3位 将工件4排在第5位 将工件1排在第4位
2 2 2 2 2 2
5 5 5 5
6 6 6
1
4 4
3 3 3 3 3
• 最优加工顺序为S=(2,5,6,1,4,3), Fmax =28
Johnson算法的改进
2 2 4 5
3 6 2 8
4 3 9 2
举例
i 1 Pi1 1 2 2 3 6 4 3
l=1
Pi3
Pi1+Pi2
9
5
6
8
8
2
12
l=2
Pi2+Pi3
12
9
10
11
当 l=1 时,按 Johnson 算法得到加工顺 序(1 , 2 ,3,4);当 l=2 时,得到加 工顺序(2,3,1,4)。对于顺序(2,3, 1 , 4 ),相应的 Fmax=29。所以,取 顺序(1,2,3,4)。
10
2 2 20 5 30 8 32 2
12
4 1 27 7 35 5 38 3
13
3 3 33 6 42 7 46 4
16
最长流程时间的计算
i
Pi1
举例2
2
6
1
4 4
4
5
6 9
18 24 30 3
3 12 19 32
35 4
5
8 24
16
22 34 44
30 36
48 52
Pi2
Pi3 Pi4
3
1
2 1 8
5
8 7 22
第11章制造业作业计划(2).
j
j 的紧后工序放入{
t },使
t=t+1。
⑤ 若还有未安排的工序,转步骤②;否则,停止。
例 11.4 有一个 2/3/G/Fmax 问题,其加工描述矩阵 D 和加工时间矩阵 T 分别为:
1,1,1 1,2,3 1,3,2 D=
2,1,3 2,2,1 2,3,2
241 T=
345
试构成一个能动作业计划。
既然优先调度法则中的一些法则对一定的目标函数的效果明显地比其它法则好,我们为 什么不能运用这些法则来影响随机抽样呢?显然,如果我们把除 RANDOM 法则以外的某个法 则对一个问题使用多次,也只能得到一种作业计划。这样做毫无意义。但是, 我们可以给不 同的工序按某一优先调度法则分配不同的挑选概率, 这样就可以得到多个作业计划供比较。 例如,在构在无延迟作业计划的第③步有 3 道工序,A、B 和 C 可挑选,这 3 道工序所需的时 间分别为 3,4 和 7。如果按 RANDOM 法则,每道工序挑选上的概率都是 1/3;如果按 SPT 法则,则只能挑选工序 A,不可能产生多个作业计划。现按目标函数的要求,选择了 SPT 法 则。按概率调度法,将这 3 道工序按加工时间从小到大排列,然后给每道工序从大到小分配一 个被挑选的概率,比如 A、B 和 C 的挑选概率分别为 6/14、5/14 和 3/14。这样,既保证 了 SPT 法则起作用,又可产生多个作业计划供挑选。
作业计划(non-delay schedule)是没有任何延迟出现的能动作业计划。所谓“延迟”,指有工件
等待加工时,序。
能动作业计划和无延迟作业计划在研究一般单件作业排序问题时有重要作用。下面先介
绍它们的生成方法。为此,先作一些符号说明。
我们称每安排一道工序称作一“步”,设
j 的紧后工序放入{
t },使
t=t+1。
⑤ 若还有未安排的工序,转步骤②;否则,停止。
例 11.4 有一个 2/3/G/Fmax 问题,其加工描述矩阵 D 和加工时间矩阵 T 分别为:
1,1,1 1,2,3 1,3,2 D=
2,1,3 2,2,1 2,3,2
241 T=
345
试构成一个能动作业计划。
既然优先调度法则中的一些法则对一定的目标函数的效果明显地比其它法则好,我们为 什么不能运用这些法则来影响随机抽样呢?显然,如果我们把除 RANDOM 法则以外的某个法 则对一个问题使用多次,也只能得到一种作业计划。这样做毫无意义。但是, 我们可以给不 同的工序按某一优先调度法则分配不同的挑选概率, 这样就可以得到多个作业计划供比较。 例如,在构在无延迟作业计划的第③步有 3 道工序,A、B 和 C 可挑选,这 3 道工序所需的时 间分别为 3,4 和 7。如果按 RANDOM 法则,每道工序挑选上的概率都是 1/3;如果按 SPT 法则,则只能挑选工序 A,不可能产生多个作业计划。现按目标函数的要求,选择了 SPT 法 则。按概率调度法,将这 3 道工序按加工时间从小到大排列,然后给每道工序从大到小分配一 个被挑选的概率,比如 A、B 和 C 的挑选概率分别为 6/14、5/14 和 3/14。这样,既保证 了 SPT 法则起作用,又可产生多个作业计划供挑选。
作业计划(non-delay schedule)是没有任何延迟出现的能动作业计划。所谓“延迟”,指有工件
等待加工时,序。
能动作业计划和无延迟作业计划在研究一般单件作业排序问题时有重要作用。下面先介
绍它们的生成方法。为此,先作一些符号说明。
我们称每安排一道工序称作一“步”,设
第十一章 作业排序
22
44
22
总数
115
118
3
36
平均数
23.0
0.6 7.2
平均在制品库存=115/44=2.61个
平均总库存=118/44=2.68个
假设:顾客不会提前取货,如果加工延迟,顾客将在加工完成后马上去走。
平均在制品库存=各工件流程时间之和/全部完工时间 平均总库存=全部在制品库存+完成品库存(等待顾客取货) 各工件的实际取货时间=等待加工时间+加工时间+等待取货时间 平均总库存=各工件实际取货时间之和/全部完工时间 排序结果比较 SPT规则排序,平均流程时间更短,在制品库存更少。 EDD规则排序,为顾客提供更好的服务,总库存水平低。
五、局部与整体优先规则及其事例
优先调度规则可以分为局部优先规则和整体优先规则两类,局 部优先规则决定工作的优先分配顺序仅以在单个工作地队列中的工 作所代表的信息为依据。例如,EDD,FCFS和SPT都是局部优先规则。 相比之下,整体优先规则决定工作地优先分配顺序不仅根据正在排 序的工作地,而且还要考虑到其他工作地的信息。SCR、MWKR、LWKR 以及MOPNR都是整体优先规则。整体优先规则可以看作是更好的选择, 但由于需要较多的信息,而信息的获取也是要付出成本的,因此在 某些情况下不一定能够提供足够的优势。
第十一章 作业排序
作业排序的基本概念 制造业中的生产作业排序 服务业中的服务作业排序
第一节 作业排序的基本概念
一、作业计划与排序
排序:只是确定工件在机器上的加工顺序。 作业计划:不仅包括确定工件的加工顺序,还包括确定机器加工每个 工件的开始时间和完成时间 工件等待:一个工件的某道工序完成之后,执行它下一道工序的机器 还在加工其他工件,这时,工件要等待一段时间才能开始加工。 机器空闲:一台机器已经完成对某个工件的加工,但随后要加工的工 件还未到达。 提供服务者:指“工作地”、“机器”、“人员”等。 接受服务者:指“工作”、“工件”、“顾客”等。 排程难点:按时间来分配特定的工作,但许多工作同时为同一资源而 竞争。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第十一章 作业排序(生产过程时间组织)
生产过程时间组织的目标:减少时间损失, 缩短生产周期,提高生产效率,降低在制品占用量, 提高生产效益。
1
流水作业排序问题
流水车间(Flow shop): 工件的加工路线都一致。 相同零件、不同移动方式下加工周期 N项任务单台机器的作业排序问题 N项任务两台机器排序问题的最优算法 N项任务m台设备排序问题的启发式算法
16
1、找出最大流程时间max Fi 2、找出满足条件:dj≥max Fi 的任务,当满足条件的
任务只有一项时,该任务不调整,当满足条件的任务有 多项时,对这些任务按SPT规则调整。
去掉已调整的任务,对剩余任务反复用第二步直至所有 任务调整完
任务
加工时间 tj 交货期 dj 流程时间Fi 延期量Dj
2
13 20 30 39 44 48 51 53
21
排序前的流程时间计算
任务 Ma taj Mb tbj
j1
j2
j3
j4
j5
j6
j7
j8
8 3 6 12 7 5 3 2 8 11 17 29 36 41 44 46
9 2 5 3 4 10 7 11 17 19 24 tj 2 3 3 5 6 7 8 12
交货期 dj
23 12 37 40 9 48 19 34
流程时间Fi 2 5 8 13 19 26 34 46
延期量Dj
0 0 0 0 10 0 15 13
12
平均流程时间:
F 2 5 8 13 19 26 34 46 19.1 8
2 53
14 113
28
4、N项任务,m台设备的排序方法: 例:8项任务,须经6台设备加工,求最优加工顺序:
任务 j1 j2 j3 j4 j5 j6 j7 j8
设备
M1 t1j 5 7 5 2 5 6 4 2 M2 t2j 7 5 8 6 6 2 2 3 M3 t1j 3 6 4 4 7 6 3 2 M4 t1j 4 3 6 1 9 3 11 9 M5 t1j 8 2 9 6 1 8 3 7 M6 t1j 2 9 1 3 8 9 7 6
M4
t4 t4 t4
t t t3
12
(n-1)• t3
To
To = t1 + t2 + t3 + t4 +(n1) • t3 m
故:To =i=1 t i + (n-1)
• tL
t4
时
t工4 序时间间
tL为最长的单件
6
平行移动方式(续)
零件平行移动的加工周期 T平 为:
m
T 平 t1 t2 ntl ... tm ti (n 1)tl i1
26
J8-J2-J5-J6-J1-J3-J4-J7
任务
j8
j2
j5
j6
j1
j3
j4
j7
Ma taj 3 3 6 7 2 5 8 12 3 6 12 19 21 26 34 48
Mb tbj 2 7 5 4 11 10 9 3 5 13 18 23 34 44 53 56
Mc tcj 14 13 16 11 11 12 15 12 19 32 48 59 70 82 97 109
14
平均流程时间
F 6 9 17 19 31 34 39 46 25.13 8
最大交货延期量为零
15
3)、EDD-SPT综合规则:
按EDD规则排序所的方案的基础上,按SPT规则 对其调整。
任务
加工时间 tj 交货期 dj 流程时间Fi 延期量Dj
j3 j2 j1 j8 j4 j7 j6 j5 6 3 8 2 12 3 5 7 9 12 19 23 34 37 40 48 6 9 17 19 31 34 39 46 0 00 0 0 0 0 0
9
三种移动方式的比较
移动方式
顺序移动
平行移动
平行顺序移动
优缺点
(1)管理简单, 设备不停歇,可 充分负荷。
(1)周期最短, (2)设备有停 歇,利用率低。
(2)加工周期长。(管理3)复运杂输。频繁,
两者结合, 扬长避短 组织管理复杂
选择策略
小而轻;单件小 大且重;大量大 小而轻;大量大批;
批;加工时间短, 批;加工时间长,加工时间长,调整
按约-贝规则对上例进行排序,得到排序
结果如下:
20
J8-J7-J6-J1-J3-J5-J4-J2
用哈姆表算法,求得各任务在各设备上的完工时间 如下表:
任务 j8
j7
j6
j1
j3
j5
j4
j2
Ma taj 2
3
5
8
6
7
12 3
2
5 10 18 24 31 43 46
Mb tbj 11 7
10 9
5
4
3
min ta, j max tb, j min tc, j max tb, j
求解步骤: 1、把三台设备转换为两台假象设备,假想设备
加工时间按如下公式转换:
tg, j ta, j tb, j th, j tc, j tb, j
24
上例中,满足条件
min tc, j max tb, j
求上例加工顺序:
30
关键零件:Jc=J5
满足t1,j < tm,j的零件有:J2 、 J4 、 J6 、
J7 、J8, 按t1j大小从小到大排在:J5 之前:
J8 - J4 - J7 - J6 - J2- J5-
满足t1,j>tm,j的零件有: J1、 J3,按 tm,j从大
到小排在J5之后。
2、N项任务、三台设备的排序 例:三台设备、8项任务,各任务的工艺
顺序相同,资料如下:
任务
Ma taj Mb tbj Mc tcj
j1 j2 j3 j4 j5 j6 j7 j8
2 3 5 8 6 7 12 3 11 7 10 9 5 4 3 2 11 13 12 15 16 11 12 14
23
求最优解条件,满足如下条件之一:
合 计 29 32 33 22 36 35 30 29
29
1)、关键任务法: 求出各项任务的总加工时间;
以总加工时间最大者为关键任务JC; 找出: t1,j < tm,j 的任务,按t1,j 从小到大
排在JC 前面; 找出: t1,j > tm,j的任务,按tm,j 从大到小
排在JC 后面; t1,j = tm,j的任务,排在JC 紧前或紧后。
j1 j2 j3 836 19 12 9
j4 j5 j6 j7 j8 12 7 5 3 2 33 48 40 37 23
11
1)、最小加工时间规则(SPT)
按各任务加工时间的大小,从小大到排序。 本规则可得到最小平均流程时间,最小平均在制品占用 量。但可能出现延期交货。
任务
j8 j2 j7 j6 j3 j5 j1
J8-J2-J5-J6-J1-J3-J7-J4;
任务
j8
j2
j5
j6
j1
j3
j7
j4
Ma taj 3 3 6 7 2 5 12 8 3 6 12 19 21 26 38 46
Mb tbj 2 7 5 4 11 10 3 9 5 13 18 23 34 44 47 56
Mc tcj 14 13 16 11 11 12 12 15 19 32 48 59 70 82 94 109
27
按自然顺序加工的流程时间计算
任务
j1
j2
j3
j4
j5
j6
j7
j8
Ma taj Mb tbj Mc tcj
2 2
11 13
11 24
3 5
7 20
13 33
5 10
10 30
12 45
8 18
9 39
15 60
6 24
5 44
16 76
7 31
4 48
11 87
12 43
3 51
12 99
3 46
调整时间长;工 调整时间短;对 时间短;对象专业
艺专业化。
象专业化。
化。
10
第二节 生产过程任务排序
一、流水型排序问题 n项任务,等待多台串联设备组成的生产线加工,各
项任务的工艺顺序相同。 1、n项任务,单台设备(一个单位)的排序。例:8项 任务、单台设备,资料如下:
任务 加工时间 tj 交货期 dj
Work Center #1
Work Center #2
Output
2
相同零件不同移动方式下加工周期 的计算
当n个零件相同,则无排序问题。但不同移 动方式下的加工周期不同
三种典型的移动方式
顺序移动方式: 平行移动方式: 平行顺序移动方式
3
(一)顺序移动方式
一批零件在上道工序全部加工完毕后才整批地转移到下道 工序继续加工。即零件在工序间是整批地移动。
(2)当ti ti+1 时,以i工序最后一个零件的完工
时间为基准,往前推移(n-1)• ti+1 作为零件在(i+1)工
序的开始加工时间。
8
平行顺序移动方式
- m
m-1
Top = n• t i (n-1) • min( tj, tj+1 )
i=1
j=1
M1
M2
M3
M4
T平顺
0
20
40
60
80
100 120 140 160
t为i (分钟/件),i=1.2…n.
生产过程时间组织的目标:减少时间损失, 缩短生产周期,提高生产效率,降低在制品占用量, 提高生产效益。
1
流水作业排序问题
流水车间(Flow shop): 工件的加工路线都一致。 相同零件、不同移动方式下加工周期 N项任务单台机器的作业排序问题 N项任务两台机器排序问题的最优算法 N项任务m台设备排序问题的启发式算法
16
1、找出最大流程时间max Fi 2、找出满足条件:dj≥max Fi 的任务,当满足条件的
任务只有一项时,该任务不调整,当满足条件的任务有 多项时,对这些任务按SPT规则调整。
去掉已调整的任务,对剩余任务反复用第二步直至所有 任务调整完
任务
加工时间 tj 交货期 dj 流程时间Fi 延期量Dj
2
13 20 30 39 44 48 51 53
21
排序前的流程时间计算
任务 Ma taj Mb tbj
j1
j2
j3
j4
j5
j6
j7
j8
8 3 6 12 7 5 3 2 8 11 17 29 36 41 44 46
9 2 5 3 4 10 7 11 17 19 24 tj 2 3 3 5 6 7 8 12
交货期 dj
23 12 37 40 9 48 19 34
流程时间Fi 2 5 8 13 19 26 34 46
延期量Dj
0 0 0 0 10 0 15 13
12
平均流程时间:
F 2 5 8 13 19 26 34 46 19.1 8
2 53
14 113
28
4、N项任务,m台设备的排序方法: 例:8项任务,须经6台设备加工,求最优加工顺序:
任务 j1 j2 j3 j4 j5 j6 j7 j8
设备
M1 t1j 5 7 5 2 5 6 4 2 M2 t2j 7 5 8 6 6 2 2 3 M3 t1j 3 6 4 4 7 6 3 2 M4 t1j 4 3 6 1 9 3 11 9 M5 t1j 8 2 9 6 1 8 3 7 M6 t1j 2 9 1 3 8 9 7 6
M4
t4 t4 t4
t t t3
12
(n-1)• t3
To
To = t1 + t2 + t3 + t4 +(n1) • t3 m
故:To =i=1 t i + (n-1)
• tL
t4
时
t工4 序时间间
tL为最长的单件
6
平行移动方式(续)
零件平行移动的加工周期 T平 为:
m
T 平 t1 t2 ntl ... tm ti (n 1)tl i1
26
J8-J2-J5-J6-J1-J3-J4-J7
任务
j8
j2
j5
j6
j1
j3
j4
j7
Ma taj 3 3 6 7 2 5 8 12 3 6 12 19 21 26 34 48
Mb tbj 2 7 5 4 11 10 9 3 5 13 18 23 34 44 53 56
Mc tcj 14 13 16 11 11 12 15 12 19 32 48 59 70 82 97 109
14
平均流程时间
F 6 9 17 19 31 34 39 46 25.13 8
最大交货延期量为零
15
3)、EDD-SPT综合规则:
按EDD规则排序所的方案的基础上,按SPT规则 对其调整。
任务
加工时间 tj 交货期 dj 流程时间Fi 延期量Dj
j3 j2 j1 j8 j4 j7 j6 j5 6 3 8 2 12 3 5 7 9 12 19 23 34 37 40 48 6 9 17 19 31 34 39 46 0 00 0 0 0 0 0
9
三种移动方式的比较
移动方式
顺序移动
平行移动
平行顺序移动
优缺点
(1)管理简单, 设备不停歇,可 充分负荷。
(1)周期最短, (2)设备有停 歇,利用率低。
(2)加工周期长。(管理3)复运杂输。频繁,
两者结合, 扬长避短 组织管理复杂
选择策略
小而轻;单件小 大且重;大量大 小而轻;大量大批;
批;加工时间短, 批;加工时间长,加工时间长,调整
按约-贝规则对上例进行排序,得到排序
结果如下:
20
J8-J7-J6-J1-J3-J5-J4-J2
用哈姆表算法,求得各任务在各设备上的完工时间 如下表:
任务 j8
j7
j6
j1
j3
j5
j4
j2
Ma taj 2
3
5
8
6
7
12 3
2
5 10 18 24 31 43 46
Mb tbj 11 7
10 9
5
4
3
min ta, j max tb, j min tc, j max tb, j
求解步骤: 1、把三台设备转换为两台假象设备,假想设备
加工时间按如下公式转换:
tg, j ta, j tb, j th, j tc, j tb, j
24
上例中,满足条件
min tc, j max tb, j
求上例加工顺序:
30
关键零件:Jc=J5
满足t1,j < tm,j的零件有:J2 、 J4 、 J6 、
J7 、J8, 按t1j大小从小到大排在:J5 之前:
J8 - J4 - J7 - J6 - J2- J5-
满足t1,j>tm,j的零件有: J1、 J3,按 tm,j从大
到小排在J5之后。
2、N项任务、三台设备的排序 例:三台设备、8项任务,各任务的工艺
顺序相同,资料如下:
任务
Ma taj Mb tbj Mc tcj
j1 j2 j3 j4 j5 j6 j7 j8
2 3 5 8 6 7 12 3 11 7 10 9 5 4 3 2 11 13 12 15 16 11 12 14
23
求最优解条件,满足如下条件之一:
合 计 29 32 33 22 36 35 30 29
29
1)、关键任务法: 求出各项任务的总加工时间;
以总加工时间最大者为关键任务JC; 找出: t1,j < tm,j 的任务,按t1,j 从小到大
排在JC 前面; 找出: t1,j > tm,j的任务,按tm,j 从大到小
排在JC 后面; t1,j = tm,j的任务,排在JC 紧前或紧后。
j1 j2 j3 836 19 12 9
j4 j5 j6 j7 j8 12 7 5 3 2 33 48 40 37 23
11
1)、最小加工时间规则(SPT)
按各任务加工时间的大小,从小大到排序。 本规则可得到最小平均流程时间,最小平均在制品占用 量。但可能出现延期交货。
任务
j8 j2 j7 j6 j3 j5 j1
J8-J2-J5-J6-J1-J3-J7-J4;
任务
j8
j2
j5
j6
j1
j3
j7
j4
Ma taj 3 3 6 7 2 5 12 8 3 6 12 19 21 26 38 46
Mb tbj 2 7 5 4 11 10 3 9 5 13 18 23 34 44 47 56
Mc tcj 14 13 16 11 11 12 12 15 19 32 48 59 70 82 94 109
27
按自然顺序加工的流程时间计算
任务
j1
j2
j3
j4
j5
j6
j7
j8
Ma taj Mb tbj Mc tcj
2 2
11 13
11 24
3 5
7 20
13 33
5 10
10 30
12 45
8 18
9 39
15 60
6 24
5 44
16 76
7 31
4 48
11 87
12 43
3 51
12 99
3 46
调整时间长;工 调整时间短;对 时间短;对象专业
艺专业化。
象专业化。
化。
10
第二节 生产过程任务排序
一、流水型排序问题 n项任务,等待多台串联设备组成的生产线加工,各
项任务的工艺顺序相同。 1、n项任务,单台设备(一个单位)的排序。例:8项 任务、单台设备,资料如下:
任务 加工时间 tj 交货期 dj
Work Center #1
Work Center #2
Output
2
相同零件不同移动方式下加工周期 的计算
当n个零件相同,则无排序问题。但不同移 动方式下的加工周期不同
三种典型的移动方式
顺序移动方式: 平行移动方式: 平行顺序移动方式
3
(一)顺序移动方式
一批零件在上道工序全部加工完毕后才整批地转移到下道 工序继续加工。即零件在工序间是整批地移动。
(2)当ti ti+1 时,以i工序最后一个零件的完工
时间为基准,往前推移(n-1)• ti+1 作为零件在(i+1)工
序的开始加工时间。
8
平行顺序移动方式
- m
m-1
Top = n• t i (n-1) • min( tj, tj+1 )
i=1
j=1
M1
M2
M3
M4
T平顺
0
20
40
60
80
100 120 140 160
t为i (分钟/件),i=1.2…n.