偏差放行申请单
供应商偏差许可申请 - 样式

XXX-XXX-XXX-XX A/00 供应商名称
申请日期
No:
零件名称
生产批号
零件号 偏差描述 (可附相关资 料) 偏差申请 期限 申请偏差许 可数量 □短期(不超过3个月)
生产数量
□长期(不超过1年)
申请偏差许可 期限
承诺整改完成期限
偏差申请信息
偏差原因:
偏差件切换日期
整改措施
申请人签字:
质量负责人:
(申请单位公章) 以下由产品使用单位填写 □同意 原因说明: 顾客确认结 (可附相关分析 和试验数据) 工程、制造评审 会签 质量工程师签字 审核 批 准
日
期
日期
日 期
偏差许可关闭确 认 关闭验证人 关闭确认人
关闭日期
偏差申请表

2
DAA316DKF
支架
3
DAA316APM3/ 支架/角 CN566977/CN 图纸要求表面喷涂 DAA283ACD/D 钢/角钢 566977/CN736 AA283ACE 902 DAA308EG 柜体 CN187263 组成件表中DAA316APM3数量是1 件
取消喷涂
此件是焊接子件,如果焊接后喷涂 DBA313CC 表面不易被破坏。 亢凯-2017-9-28 图形中数量是2件 亢凯-2017-9-28 DBA313CC DBA313CC 亢凯-2017-10/10
1
PPAP控制柜偏 DAA283ACE/D 角钢 AA283ACD
当前图纸要求或工艺 CN736902/CN 柜体底部拉铆钉孔高度方向的尺 566977 寸,是从上折弯边到孔的中心距单 独标注的,且公差都是±0.2。 CN913229 上级DAA316DKF组成列表中序号 2,件号为DAA316EDD1
DBA313CC 增加DAA129AH5护边条长度为 DBA313CC中的缺口底边是两个板 150,用于2.4mm厚的板。同 材重叠的位置,相当于两个板厚, 亢凯-2017-10/10 时KBA135AAR长度改为230. KAA135AAR1安装不上。 1.GB/T17880.1-1999 M8X16 1.GB/T17880.1-1999 M8X16 是符 DAA313DD 2.4*Φ11.2 合零件要求的拉铆母。 GB/T1788.1-1999 M8X16是螺栓 亢凯-2017-9-28 。2.Φ10.1不能放入拉铆螺母
9号件DAA316APS6支架BOM中为1 改为2件 件
13
DBA386ALE
安装板
CN735640
图纸要求701号件使用19个 1.图纸要求为折弯一体件 2.图纸上10*19.4的盖板只有一端有 。 3.上视图中2XΦ5.1孔到边的距离是 60,与DBA386ALE对应的孔到边距 离是78.8不同心。
偏差处理申请单(模板)
备注
偏差编号
偏差类别
■次要偏差□主要偏差 □严重偏差
偏差状况描述:
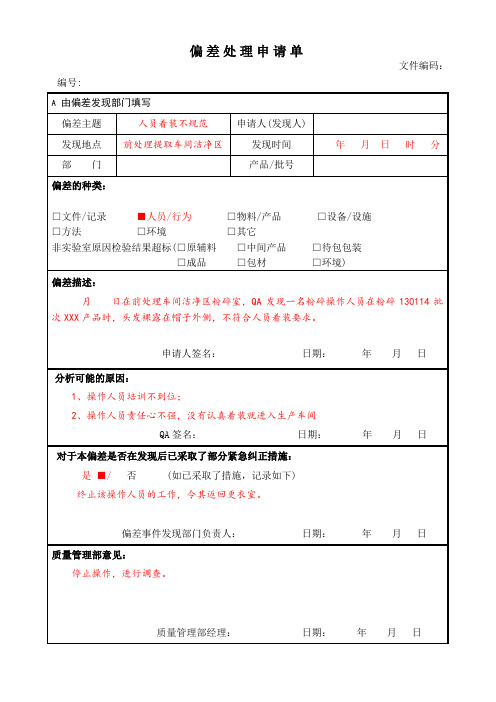
月 日在前处理车间洁净区粉碎室,QA发现一名粉碎操作人员在粉碎130114批次XXX产品时,头发裸露在帽子外侧,不符合人员着装要求。
风险评估结论:
严重性(S)
□成品 □包材 □环境)
偏差描述:
月 日在前处理车间洁净区粉碎室,QA发现一名粉碎操作人员在粉碎130114批次XXX产品时,头发裸露在帽子外侧,不符合人员着装要求。
申请人签名: 日期:年 月 日
分析可能的原因:
1、操作人员培训不到位;
2、操作人员责任心不强,没有认真着装就进入生产车间
QA签名: 日期:年 月 日
对于本偏差是否在发现后已采取了部分紧急纠正措施:
是 ■/否 (如已采取了措施,记录如下)
终止该操作人员的工作,令其返回更衣室。
偏差事件发现部门负责人: 日期: 年 月 日
质量管理部意见:
停止操作,进行调查。
质量管理部经理: 日期: 年 月 日
偏差处理调查记录
文件编码:
偏差主题
人员着装不规范
偏差编号
调查过程:
备注:
报告人/日期:批准人/日期
偏差处理申请单
文件编码:
编号:
A由偏差发现部门填写
偏差主题
人员着装不规范
申请人(发现人)
发现地点
前处理提取车间洁净区
发现时间
年 月 日 时 分
部 门
产品/批号
偏差的种类:
□文件/记录■人员/行为□物料/产品 □设备/设施
□方法 □环境 □其它
非实验室原因检验结果超标(□原辅料 □中间产品 □待包包装
尺寸偏差申请模版

19.产品团队签字 Product Team Signatures:
设计工程师 Engineer:
供应商质量工程师SQE:
(可选Optional)
工厂质量Plant SQ:
F-8024 PPSR
日期Date: 日期Date: 日期Date:
1/2
*注:任何由尺寸/规格超差引起的返修相关成本将由供应商承担。 * Note: Any rework-related cost associated with out-of-tolerance dimensions / specifications will be the responsibility of the supplier.
行动计划Action Plan
目标关闭时间Target Close Date
15. 偏差申请提出方Deviation applicant
供应商质量经理审核Supplier quality management audit
16. 零件返修是否在发运前Part Rework Required Prior to Shipment?
姓名Name: 电话号码Phone #:
职位Title: 电子邮箱E-Mail:
12. 检查的零件数量Quantity of Parts Inspected:
13. 通过的零件数量Quantity of Parts Passed:
14. *问题/差异摘要 Summary of Issues / Discrepancies: 问题/差异Issues / Discrepancies
任何由尺寸规格超差引起的返修相关成本将由供应商承担
产品发运至Product Shipped to: 发运日期Ship Date:
偏差及让步申请单

Request No.申请单编号:Position 职务:Part No. / Rev.零件号 / 版本PO./ WO.订单 / 工单Productiondate:生产日期:Lot Qty. (pcs)批数量 (件)NC rate 不良率Sub-assemblyrelated 相关分总成:Resp.负责人:Resp.负责人:Resp.负责人:Resp.负责人:product functionality 产品性能CMS production 希迈斯制造过程customer interface 客户安装接口visual 外观Date 日期C-RQ0013Rev.版本: 03Page 第/页: 1/1Dep.部门:Quality 质量Form Code 表格代码CMS-R00001,Rev 版本01CMS Precision Mechanical Manufacturing(Wujiang) Co., Ltd Deviation and Concession ApplicationForm偏差及让步申请单Doc.code 编号 : 希迈斯精密机械制造 (吴江)有限公司Cause of non-conformity 不合格原因Planned implementation date 计划完成时间Planned implementation date 计划完成时间Planned implementation date 计划完成时间Planned implementation date 计划完成时间Corrective action and improvement to be taken and planning 纠正和改善措施和实施计划Problem description 问题描述Reason for deviation or concession application 申请偏差及让步的原因Drawing requirement 图纸要求:Actual deviation 实际偏差:Process Engineer 工艺工程师Reserved to CMS review board 以下由希迈斯评审团队填写Signature 签名Remarks /备注:Final Decision 最终决定 (Reserved to CMS Quality Manager 由希迈斯质量经理填写)The non conformity will not give any negative impact on the functionality of the product, nor to CMS manufacture or customer interface 该不合格将不会给产品性能带来任何负面影响, 也不影响希迈斯制造过程及客户装配界面。
偏差处理申请单(模板)
备注:
偏差调查报告
文件编码:
偏差主题
人员着装不规范
偏差编号
偏差类别
■次要偏差□主要偏差 □严重偏差
偏差状况描述:
月 日在前处理车间洁净区粉碎室,QA发现一名粉碎操作人员在粉碎130114批次XXX产品时,头发裸露在帽子外侧,不符合人员着装要求。
风险评估结论:
严重性(S)
对于本偏差是否在发现后已采取了部分紧急纠正措施:
是 ■/否 (如已采取了措施,记录如下)
终止该操作人员的工作,令其返回更衣室。
偏差事件发现部门负责人: 日期: 年 月 日
质量管理部意见:
停止操作,进行调查。
质量管理部经理: 日期: 年 月 日
偏差处理调查记录
文件编码:
偏差主题
人员着装不规范
偏差编号
调查过程:
可能性(P)
可检测性(D)
RPN值
2
2
1
4
风险等级:■低风险(1-6)□中风险(8-9) □高风险(12-27)
可接受程度:■可接受□不可接受
发现偏差后采取的紧急纠正措施:
终止该操作人员的工作,令其返回更衣室。
偏差纠正措施:
操作人员返回更衣室,待着装整齐后返回岗位继续工作。
偏差预防措施:
操作人员的自检是减少差错的一项重要措施,特别是对一些关键岗位的人员进行GMP系统知识的培训,引导操作人员自觉进行自检,同时健全相关的制度,贯彻始终。
偏差处理申请单
文件编码:
编号:
A由偏差发现部门填写
偏差主题
人员着装不规范
申请人(发现人)
发现地点
前处理提取车间洁净区
偏差放行审批单 1.0

偏差放行审批单
申请编号 D-M-080701
编号 版本号 修订日期
申请人
产品类别
□供应商物料 □密炼 □高压管 □高压管组装 □低压管 □低压管组装 □TOC □其它
申请偏差放行信息
产品号
物料号
偏差数量
客户
供应商
偏差有效期
偏差描述:
当前标准要求,当前的检查、测试、试验数据(时间/批次),申请偏差的相关试验数据。
技术经理
□需要
□需要 □需要 □需要 □需要 □需要 □需要
□不需要 □不需要 □不需要 □不需要 □不需要 □不需要 □不需要
采取措施 日期
责任人
质量经理 采购经理
日期 日期
报告分发 第一联:□质量部 第二联:□生产部 第三联:□贴在不合格品上 第四联:□技术部 第五联:□采购SQE
QA-R-028 1.0
关试验数据。 QE/08-07-26
结束时间
部 第五联:□采购SQE
偏差类别 □供应商物料不良
□过程制造不良 □过程变更
当前标准要求:
申请人/日期:SQE/PQE/08-07-26
□替代物料 □图纸错误 □客户要求
偏差放行要求:
□物料控制错误 □设计变更
偏差说明
通知供应商? 采取纠正预防措施? 客户审批? 批量标识? 标签标识? 按照客户要求识别? 其它标识?
审批签字
供应商偏差申请表

SDR编号要求:SDR+年度后两位+供应商名称缩写+序号
如广州太阳供应商2013年第一份SDR为:SDR13GZTY001。以此类推,并归档保存;
SDR编号:
日期:
供应商完成A, B & C部分
A
供应商信息
B
零件信息
名称:
图号:
联系人:
名称:
电话:
更改版本:
传真:
订单号:
邮件:
数量:
C
偏差信息
产品相关
过程相关
第一次提交
重复提交
二级供应
当前产品/过程要求:
建议偏差:
偏差理由:
偏差的影响:
将详细信息写在下面
成本
可靠性
进度
无影响
运输
性能
其它
如果无影响,请在下面提供解释
计划生效日期:
开始日期:
结束日期:
第一批生效的批号或日期:
是否有附件:
中山广都完成D & E部分
D
中山广都批准/不批准
注:由采购确定相应的批准
签名
日期
批准/拒绝
说明
采购
供应质量
技术
制造
其它:
E
签署意见
是否要求图纸更改?
是
否
如果是,图纸编号
是否要求纠正措施?
是
否
如果是,提供纠正报告
最终处置
接受
拒绝
最终处置意见/说明:
偏差申请表

供应商纠正 措施
偏差接收发 运条件
□特殊标签标示包装 □特殊颜色标示偏差零件 □以上两项都不需求 □临时书面通知客户
申请信息 (提出部 门)
申请信息:_______________________________
签字:
时间:
评审信息 □同意□不同意,理由:___________________ (设计部)
签字:
时间:
批准信息 □同意□不同意,理由:___________________ (质管部)
签字:
时间:ቤተ መጻሕፍቲ ባይዱ
抄送部门 □销售部 □工程部 □合同执行部 □物料采购部 □生产部 □物流部
更多搜索 AIEIN质量 了解
提出部门
项目名称
提出部门信 息
数量
物料号
故障信息
物料偏差申请表
□供应商 □其他________ 零部件名称 型号 图纸号
不合格信息 原因分析
偏差详细记录
偏差等级及 数量
□特性C-安全或合规 □特性T-关重配合或功能□ 特性□M-轻微配合或功能 □其他-非重要特性
以上提到的零件授权生产,在以下条件下: 接收数量不超过__________件; 临时接收批次到___________(批次号),允许特采,偏差值___________
产品让步放行申请单

质量保证部:日期:部门/姓名:签名:
采购部:日期:部门/姓名:签名:
备注:客户同意,供应商也不能免除自己的质量责任。
问题描述:规定范围:(当前执行)实际值:
交付数量:影响数量:
偏差/离批准(更改后将来产品/技术要求,如果更改的产品正在使用,需提供特别放行证明)
□版本□生产过程/工艺□制造现场(生产转移)□工装
偏差/离描述(原因、影响因素和程度、采取的纠正和预防措施)
特别放行(特别放行的请求,如果产品或技术要求将来需要更改,需要提供偏差/离申请)
偏差/离的描述或申请理由(包括原因和纠正和预防措施)
授权代表签名
日期:部门/姓名:签名:电话:
以下由客户填写
批准流程:过程编号:
是否需要得到最终客户同意?□是□否如果是,是否同意?□是□否
同意放行?□是(有限制,没限制)□是,有条件(有限制,没限制)□不,需理由
同意的条件或理由:
限制条件:时间期限:数量:
有限公司
产品让步放行申请单
客户名称
订单号
产品名称/规格
交货日期
合同重量
生产批号
不合格描述及申请原因
申请人;日期:
评审部门
签名日期
客户意见:
审核批准:
备注:
产品放行申请单
□偏差/离批准□特别放行
供应商名称:
供应商编号:
申请日期:
申请人:
客户名称:
客户图纸编号及索引:产品交付指南及索引:
产品名称:批号#:申请接收日期:
偏离申请书

您好!在此,我怀着十分诚恳的心情,向您提交我的偏离申请书。
自从加入贵单位以来,我一直秉承着敬业、负责的工作态度,努力完成各项工作任务。
然而,在经过深思熟虑后,我认为自己目前的工作方向与个人职业发展规划存在一定偏差,特向领导提出以下申请:一、偏离原因1. 个人兴趣与职业发展不符。
在我加入贵单位之初,我对目前从事的行业充满热情,但随着时间的推移,我逐渐发现自己对现有工作的兴趣逐渐减弱,而更倾向于从事与我所学专业相关的工作。
2. 职业规划与岗位要求存在差异。
在入职前,我对自己的职业规划进行了详细规划,但实际工作中,岗位要求与我的职业规划存在一定差异,导致我在工作中难以发挥自己的优势。
3. 工作环境与个人期望不符。
在工作中,我发现部分同事的工作态度、工作方式与我存在较大差异,这使得我在工作中感到不适,影响了我的工作积极性。
二、偏离内容1. 调整工作方向。
我希望在现有工作基础上,逐步调整工作方向,逐步转向我所学专业相关的工作领域。
2. 优化工作方法。
针对目前工作中存在的问题,我将努力优化工作方法,提高工作效率,确保工作质量。
3. 加强沟通与合作。
为了更好地融入团队,我将主动与同事沟通交流,共同解决工作中遇到的问题。
三、应对措施1. 提高自身能力。
为了适应新的工作方向,我将积极参加各类培训,提高自己的专业素养,为顺利转型做好准备。
2. 调整心态。
在面临工作偏离时,我会保持积极的心态,勇于面对挑战,努力克服困难。
3. 寻求支持。
在转型过程中,我会主动向领导汇报工作进展,寻求领导的指导与支持。
总之,我深知此次偏离申请可能会对单位造成一定影响,但我相信,在领导的关心与指导下,我一定能够克服困难,顺利完成工作转型。
在此,我恳请领导予以批准我的偏离申请,并给予我相应的支持和帮助。
感谢领导在百忙之中阅读我的偏离申请书,期待您的回复。
此致敬礼!申请人:(姓名)申请日期:(年月日)。