DLRB-1410WP焊接机器人工作站(带变位机)(闫斌)
北京时代焊接机器人国赛设备清单
北京时代焊接机器人国赛设备清单以北京时代焊接机器人国赛设备清单为标题,我将为大家详细介绍北京时代焊接机器人国赛的设备清单。
北京时代焊接机器人国赛设备清单如下:1. 焊接机器人:焊接机器人是整个设备的核心部分,它负责完成焊接工艺。
焊接机器人具有高精度、高效率、高稳定性等特点,能够广泛应用于各种焊接工作。
2. 控制系统:控制系统是焊接机器人的大脑,负责控制焊接机器人的运动和焊接过程。
控制系统具有强大的计算和控制能力,能够实现高度精确的焊接操作。
3. 焊接电源:焊接电源是提供焊接所需电能的设备,它能够提供稳定的电流和电压,保证焊接过程的稳定性和质量。
4. 焊接夹具:焊接夹具是用于固定焊件的工具,它能够确保焊件的位置和姿态的稳定,使焊接过程更加精确和可靠。
5. 感应器:感应器是用于检测焊接过程中的各种参数和状态的设备,如温度、压力、电流等。
感应器能够及时反馈相关信息,帮助操作员进行调整和判断。
6. 气源系统:气源系统是提供焊接过程所需气体的设备,如氩气、氧气等。
气源系统能够确保焊接过程中的气体供应稳定和可靠。
7. 安全防护设备:焊接机器人是一种高风险的设备,因此需要配备相应的安全防护设备,如光幕、安全门、急停按钮等。
这些设备能够保护操作员的安全,防止意外事故的发生。
8. 辅助设备:辅助设备包括焊接工具、焊接材料、焊接辅料等。
它们能够提供支持和协助,使焊接过程更加顺利和高效。
以上就是北京时代焊接机器人国赛设备清单的详细内容。
这些设备的配备能够满足焊接机器人在国赛中的需要,保证焊接过程的质量和效率。
北京时代焊接机器人国赛设备清单综合考虑了焊接机器人的核心功能、控制系统、电源、夹具、感应器、气源系统、安全防护设备以及辅助设备等方面的需求,确保了焊接机器人在国赛中的稳定运行和优异表现。
基于双目视觉的焊接机器人系统研究及应用

第13期2023年7月无线互联科技Wireless Internet TechnologyNo.13July,2023基金项目:2022年北方民族大学研究生创新项目;项目编号:YCX22116㊂作者简介:杨翠珠(1997 ),女,甘肃天水人,硕士研究生;研究方向:机器视觉㊂基于双目视觉的焊接机器人系统研究及应用杨翠珠(北方民族大学电气信息工程学院,宁夏银川750021)摘要:自动化焊接机器人技术是焊接领域中一个重要发展方向,能够在提高焊接效率的同时保证焊接质量,在汽车㊁医疗㊁航天及交通等各大行业都实现了大规模应用㊂焊接机器人将视觉传感器与机械臂结合,实现焊缝的高质量焊接㊂目前,针对大型铸件复杂焊缝的焊接,较多工厂仍然采用传统的手工焊接方式,焊接效率低且产品质量难以得到保证,因此需要进一步加强对焊接机器人的研究,实现对大型铸件复杂焊缝的自动化焊接㊂文章基于双目视觉技术,概述焊接机器人研究现状㊁自动化焊接系统构成,以及焊接机器人在工业生产中的应用㊂关键词:焊接机器人;双目视觉,检测识别;工业应用中图分类号:TP273㊀㊀文献标志码:A 0㊀引言㊀㊀随着全球自动化及智能机器人技术的不断发展,焊接机器人代替传统的手工焊接已成为一种趋势,自动化焊接使焊接产品的质量得到提升,可靠性及稳定性不断增强,很大程度上提高了焊接效率㊂本文对自动化焊接技术进一步深入研究,设计基于双目视觉的焊接机器人,对实现对大型铸件复杂焊缝的自动化焊接,具有重要意义㊂1㊀焊接机器人研究现状及存在的问题㊀㊀国外对焊接机器人技术研究较早㊂1997年,瑞典ASEA 公司研制的LaserTrack 视觉跟踪系统,对焊缝路径不需提前进行示教,能够自主寻找焊缝初始点并进行跟踪,跟踪精度为0.4mm [1]㊂2019年,Bi D等[2]设计了一套基于双目视觉定位系统的管-管焊接机器人,实现对焊缝的实时跟踪及焊枪的精确定位㊂相比较国外,我国研究人员对焊接机器人技术研究相对较晚,但在自动化焊接领域也取得了一定的研究成果㊂2017年,范明洋等[3]提出一种基于线结构光的曲线焊缝自动化焊接技术,具有良好的检测精度㊂2021年,付瑶等[4]研究转向架生产中横梁组成的内腔焊缝自动化焊接技术,创新了口字形焊法,实现自动化焊接㊂焊接机器人技术发展迅速,但仍然存在很多问题,如对于焊接环境艰难㊁焊缝位置不易检测识别的情况,尤其是对工厂大型铸件复杂焊缝的焊接㊂由于铸件较大且焊缝不易检测识别,目前大多采用传统的人工焊接方式,效率低且焊接产品质量不稳定,因此,需要对相应的焊接机器人技术进一步深入研究㊂2㊀焊接机器人系统构成及相关原理2.1㊀焊接机器人系统㊀㊀为解决复杂焊缝的自动化焊接问题,本文设计基于双目视觉的焊接机器人系统㊂系统分为硬件部分和软件部分㊂硬件部分为双目相机㊁机械臂;软件部分利用Python㊁OpenCV㊁Matlab 等技术完成焊缝的自动化焊接㊂系统软件实现流程如图1所示㊂图1㊀系统软件实现流程2.2㊀相关工作原理概述㊀㊀系统主要完成焊缝的识别与定位工作㊂进行焊缝识别时,需先利用双目相机拍摄焊缝图像㊂相机成像模型中有四大坐标系:像素坐标系㊁图像坐标系㊁相机坐标系及世界坐标系㊂通过这四大坐标系之间的转换关系,以及相机成像模型确定目标物体在空间中的三维坐标和成像平面上对应点的映射关系㊂2.2.1㊀坐标系的建立(1)像素坐标系㊂图像中的像素点即图像位置,属于二维平面坐标系,像素坐标系的原点位于图像左上角,原点为O(u, v),u㊁v轴表示像素点在像素坐标系中的行数㊁列数,单位为像素(pixel)㊂任意一点在像素坐标系中可表示为(u,v)㊂(2)图像坐标系㊂图像坐标系即物理坐标系,原点为相机中心,与成像平面的交点O(u0,v0)也称为主点,x㊁y轴方向与像素坐标系坐标轴方向相同,单位为mm,任一点可表示为(x,y)㊂(3)相机坐标系㊂以相机光心为原点建立的坐标系,属于三维坐标系,X C㊁Y C轴方向与图像坐标系方向一致,Z C轴为相机的光轴,与图像坐标系平面垂直,各个坐标轴可用右手坐标系规则确定,空间一点在相机坐标系中可表示为(X C,Y C,Z C)㊂(4)世界坐标系㊂真实物体存在的坐标系,又称大地坐标系㊂通常为了方便计算,将图像左下角设为世界坐标系原点O W,单位为mm㊂空间中任一点在世界坐标系中可表示为(X W,Y W,Z W)㊂2.2.2㊀坐标系间的转化双目视觉系统中,通过四大坐标系之间的转换,可以实现图像中任意一点的三维重建㊂假设空间中一点P,像素坐标系下的坐标为(u,v),图像坐标系下的坐标为(x,y),相机坐标系下的坐标为(X C,Y C,Z C),世界坐标系下的坐标为(X W,Y W, Z W)㊂Z Cuv1éëêêêùûúúú=c x0u00c y v0001éëêêêêùûúúúúR TO T1éëêêùûúúX WY WZ W1éëêêêêêùûúúúúú=M0M1X WY WZ W1éëêêêêêùûúúúúú(1)式(1)中,c x=fd x,c y=f dy,M0=c x0u00c y v0001éëêêêêùûúúúú,M1=R TO T1éëêêùûúú,对式(1)进行化简化可得:Z Cuv1éëêêêùûúúú=M0M1X WY WZ W1éëêêêêêùûúúúúú=M0M1X=MX(2)式(2)中,M0为相机内参矩阵,M1为相机外参数矩阵,其中,旋转矩阵R为两坐标系之间得相对位姿,T为相机基线长度㊂2.2.3㊀焊缝检测识别本系统对焊缝进行检测识别时,需要先对图像进行预处理操作,如直方图均衡化㊁灰度对数变换㊁双边滤波等㊂进行检测识别时,可采用Blob算法检测㊁LOG算子检测㊁Canny边缘检测算子等检测算法,具体根据焊缝特征选取检测算法,本文采用LOG算子检测,能较为准确地对焊缝进行检测识别㊂2.2.4㊀焊缝轨迹规划本系统实现对焊缝的检测识别后,还需对焊缝进行轨迹规划,确定焊缝在机器人基坐标系下的空间轨迹方程,实现机器人对焊缝的自动化焊接㊂焊接机器人的轨迹规划分为关节空间轨迹规划和笛卡尔空间轨迹规划,主要方法有多项式差值㊁曲线拟合等方法㊂本文采用多项式插值法,结合焊缝的描述方程及运动学相关约束条件,确定焊缝的轨迹方程㊂3 焊接机器人的发展及应用㊀㊀近年来,各个国家对科学技术越发重视,机器人的研究水平也成为各国科学技术水平重要的衡量标准㊂因此,需要对焊接机器人的发展趋势及工业应用进行研究与分析㊂3.1㊀焊接机器人的发展趋势3.1.1㊀智能化发展目前,智能化发展已经成为我国自动化焊接技术的重要发展方向,将智能控制技术融合到自动化焊接技术中,保证生产过程快速㊁稳定地进行,实现焊接过程的智能化㊂3.1.2㊀网络化发展随着计算机技术的不断发展,焊接机器人系统中融入计算机网络体系,进一步增强焊接过程的自动化管理,实现自动化焊接过程的一体化控制㊂同时,当设备出现故障无法正常运行时,计算机网络技术可以通过远程监控排查故障问题,并及时采取相应的解决措施㊂3.1.3㊀高效化发展焊接机器人对产品进行焊接时,不仅要考虑焊接速度,还要保证焊接质量,传统的手工焊接难以满足这两个要求㊂而焊接机器人不仅能实现批量化焊接,还能保证焊接产品的质量,实现焊接过程的精准控制,效率高且稳定可靠㊂3.2㊀焊接机器人的工业应用3.2.1㊀智能化焊接专机智能化焊接专机为一定形状的焊接接头,焊接特定工件的焊接机器人,主要融合视觉传感器技术和自动化焊接技术㊂智能化焊接专机通过视觉传感器实时获取焊接产品信息,并利用计算机软件技术,进行智能控制,实现自动化焊接㊂目前,由于智能化焊接专机焊接产品的质量难以得到保证,因此有待进一步提高㊂3.2.2㊀自动化焊接机器人随着焊接行业对自动化焊接技术的要求不断提高,智能化焊接专机已不能满足当代社会的焊接要求,此时焊接效率更高,焊接质量更好的焊接机器人逐渐发展起来,并在焊接领域被广泛应用㊂焊机机器人作为一种多功能㊁可重复编程的自动控制操作机,不仅提高了焊接产品的生产效率,实现稳定㊁高质量焊接,还缩短了产品的生产周期,改善了工人的劳作强度,同时减少了相应设备的投资㊂4 结语㊀㊀焊接机器人技术在各个行业广泛应用,发挥着越来越重要的作用㊂本文就焊接机器人研究现状进行分析,并针对工厂大型铸件复杂焊缝焊接困难问题,设计基于双目视觉的自动化焊接系统,概述相关原理以及焊接机器人的发展趋势及工业应用㊂研究表明高效率㊁高质量的自动化焊接机器人为大型铸件复杂焊缝的自动化焊接㊁批量化生产确定了方向㊂参考文献[1]SUGA Y,MUTO A,KUMAGAI M.Automatic Tracking of welding line by autonomous mobile robot for welding of plates:tracking of linear and angled welding lines[J].Transactions of the Japan Society of Mechanical Engineers Series C,1997(612):2918-2924. [2]BI D,WANG X,LIU Z,et al.New method for robot tool and camera pose calibration[J].Chinese Journal of Scientific Instrument,2019(1):101-108.[3]范明洋,嵇保健,洪磊.基于线结构光的曲线焊缝焊接技术[J].组合机床与自动化加工技术,2017 (9):142-145.[4]付瑶,樊亚斌,代超. 口 字形焊缝自动化焊接技术开发与应用[J].焊接技术,2021(12):118-120.(编辑㊀李春燕)Research and application of welding robot system based on binocular visionYang CuizhuCollege of Electrical Information Engineering Northern University for Nationalities Yinchuan750021 China Abstract Automated welding robot technology is an important development in the welding field which can improve welding efficiency while ensuring welding quality.It has been widely applied in various industries such as automobiles healthcare aerospace and transportation.Welding robots combine visual sensors with robotic arms to achieve high-quality welding of welds.However currently for the welding of complex welds in large castings many factories still use traditional manual welding methods which have low welding efficiency and difficult to ensure product quality. Therefore further research on welding robots is needed to achieve automatic welding of complex welds in large castings.The article is based on binocular vision technology outlining the current research status of welding robots the composition of automated welding systems and the application of welding robots in industrial production. Key words welding robot binocular vision inspection and identification industrial applications。
项目4 打磨机器人系统的装调与故障诊断
项目实施--任务4.2 工业机器人系统编程调试
4.2.4中断程序 建立一个中断程序的操作步骤如下。
图5-36 新建例行程序
图4-37 建立中断程序
项目实施--任务4.2 工业机器人系统编程调试
4.2.4中断程序 1. 中断连接指令与中断分离指令 中断连接CONNECT指令用于建立中断程序和中断识别号的联系,其标准格式为: CONNECT Interrupt WITH Trap routine; 其中:CONNECT为中断连接指令; Interrupt为中断识别号; Trap routine为中断程序名称。 中断连接指令必须与中断下达指令联合使用,才能保证中断程序的正确执行。
项目实施--任务4.2 工业机器人系统ห้องสมุดไป่ตู้程调试
4.2.4中断程序 4. 中断生效指令与中断失效指令
表4-2 中断生效与中断失效指令
项目实施--任务4.2 工业机器人系统编程调试
4.2.4 中断程序 5. 定时中断指令
定时中断指令ITimer能产生一个由时间触发的中断,其标准格式为: ITimer [\Single] [SingleSafe],Time,Interrupt; 其中: ITimer 为定时中断指令; Time为中断间隔时间,单位为s; Interrupt为中断识别号。
项目实施--任务4.2 工业机器人系统编程调试
4.2.2 参数设置 3.工具坐标设定 (1)创建新的工具坐标项目
图4-16 坐标选择界面
图4-17 新建工具坐标界面
图4-18 创建工具坐标界面
项目实施--任务4.2 工业机器人系统编程调试
4.2.2 参数设置 3.工具坐标设定 (2)选择定义TCP的方法
通过学习机器人工作站伺服驱动部分,我了解了
DLRB-1410WP焊接机器人工作站(带变位机)(闫斌)
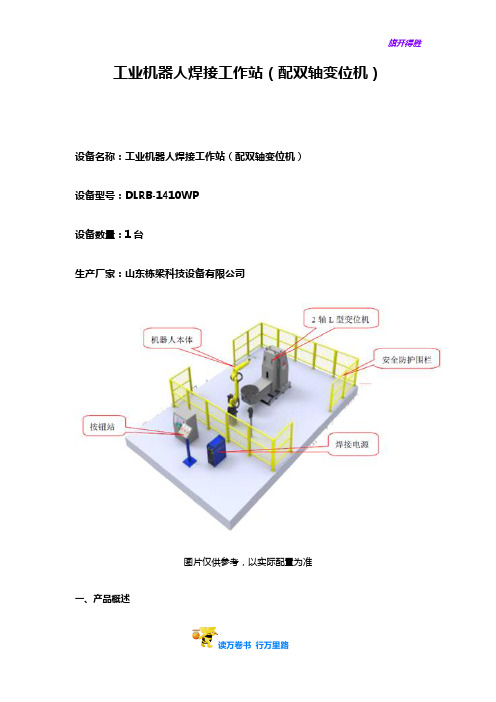
工业机器人焊接工作站(配双轴变位机)设备名称:工业机器人焊接工作站(配双轴变位机)设备型号:DLRB-1410WP设备数量:1台生产厂家:山东栋梁科技设备有限公司图片仅供参考,以实际配置为准一、产品概述1DLRB-1410WP工业机器人焊接工作站主要由:工业机器人本体、工业机器人控制器、手持示教器及控制电缆、焊接电源、送丝机、送丝机底座、送丝线盘、配套电缆、焊枪、焊枪夹持器、防碰撞传感器(选配)、控制台、机器人底座、变位机、安全围栏等组成。
二、系统组成1、机器人本体采用ABB IRB1410型工业机器人⏹IRB1410机器人采用超高速6轴运行机构,工作半径1.44m,有效载荷5kg。
本代产品优化了电机功率和运动性能,使整体性能优于同类竞争产品。
⏹机器人本体和机器人控制柜防护等级均为IP54。
具体参数如下:⏹机器人轴数:6轴可扩展至8轴⏹机器人最大负载: 5 kg;⏹机器人手臂最大工作半径: 1.44m;⏹机器人重复定位精度:0.025mm;2电气连接三相交流400V(+10%,-15%),50Hz,7.68KVA环境参数环境温度:5︒C- 45︒C相对湿度:95%噪声等级: <70dB重量:225 kg工作范围342. 机器人控制器标准型IRC5 控制柜控制硬件:多处理器系统PCI 总线奔腾CPU旗开得胜大容量闪存20s UPS 备份电源控制软件:BaseWare机器人操作系统强大的RAPID编程语言PC-DOS文本格式软件出厂预装,并存于光碟电气连接:电源: 3 相400V(+10%,-15%),50Hz额定功率:7.68KVA(变压器容量)输入输出:数字24V,DSQC1030 16进/16出模拟0-10V,DSQC1032 4AO/4AI安全性:紧急停止,自动模式停止,测试模式停止等5物理参数:尺寸:970mm×725mm×710mm重量:150kg环境参数:环境温度:5︒C -45︒C相对湿度:95%防护等级:IP54操作界面:控制面板:控制柜上编程单元:便携式示教箱,具备操纵杆和键盘彩色触摸式显示具中、英文菜单选项64、机器人安装座机器人底座采用优质矩管和优质钢板焊接而成。
DLRB-1410A工业机器人数控加工工作站招标要求(姜传利)
液压站
料架/控制台
铝合金结构,提供加工原料、加工成品和加工废料存储位
工业机器人末端夹具
气动手指,结构件材料为铝合金,阳极氧化
气源
安全防护围栏
黄色围栏,标准网格模块,1.2m*1m,可实现多块拼接适应各种场地。
工业机器人虚拟仿真系统
★1.软件要求采用3D 技术与交互式动画相结合的方式,能够 3D仿真拆卸、装配工业机器人的机械结构总成。允许学生通过点击鼠标来完成工业机器人的三维拆卸、装配等任务, 可以在线将每个轴拆卸成独立的零部件,让学生掌握工业机器人的硬件组成、机器人结构分析、机器人电机安装、RV 减速器、谐波减速器安装、机械件润滑、拆装维护、日常保养等机器人维护技巧。
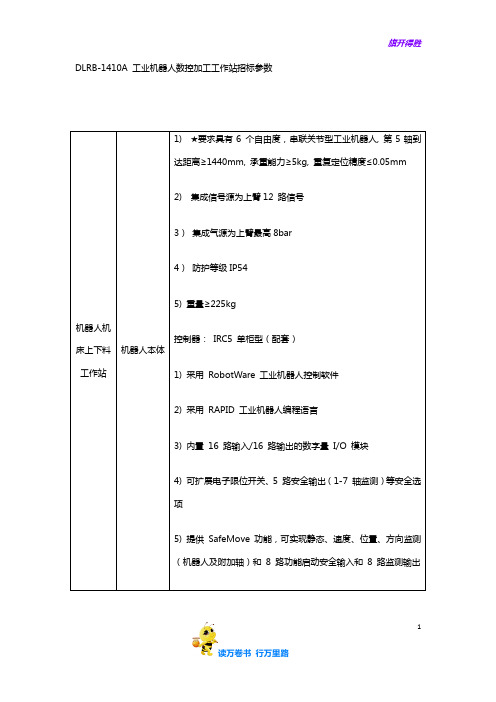
DLRB-1410A 工业机器人数控加工工作站招标参数
机器人机床上下料工作站
机器人本体
1) ★要求具有6 个自由度,串联关节型工业机器人, 第5轴到达距离≥1440mm, 承重能力≥5kg, 重复定位精度≤0.05mm
2) 集成信号源为上臂12 路信号
3) 集成气源为上臂最高8bar
4) 防护等级IP54
6) 配套 PROFINET 工业以太网通讯组件
7) 电源电压三相 200V-600V,频率 50Hz-60Hz
8) 防护等级 IP54
9) 重量 150kg
示教器:
1) 图形化彩色触摸屏
2) 操纵杆
3) 热插拔,运行时可插拔
4) 12 键薄膜键盘
5) 支持 USB 存储器
6) 防护等级 IP54
7) 紧急停机
2. 界面要求生动美观、易学易用,设置拆装助手和零件视窗功能,只需通过简单的点击操作便可以实现分步式拆装、自动拆装、规定步序拆装等操作,以便教师示教与学生自学。同时,在鼠标移动到零件上的时候,零件以高亮标识显示该零件名称、轮廓,方便学生识别。
工业机器人设备清单

空气动力机械智能制造公共实训基地设备预算清单模块一工业机器人基础工作室一、工业机器人基本技能工作室总体概述工业机器人基本技能实训方案以6轴机器人工作站为核心,配套装配了操作对象承载平台、工具墙、零件箱、学习讨论区、资讯区、机器人安全工作围栏等设施设备及基础教材、仿真软件、工学结合工作页等教学配套。
为工业机器人基本技能实训提供了综合的、完整的、工学结合的解决方案。
针对工业机器人应用维护专业基础技能训练与实习,该阶属于机电工学结合类技能向工业机器人过渡的关键环节,通过简单易操作的机器人本体操作的学习,加强安全意识与规范意识的培养,让学生掌握如何与工业机器人“打交道”。
工业机器人基本技能工作室案例照片(仅供参考)(图片仅供参考、以实际二、工业机器人基本技能工作室配置清单个;高强度铝合金手电筒(3节7号电池)6LED 1个;专业级手动黄油枪400cc 1个;手用黄油枪尖嘴头 1个;手用黄油枪软管12" 1个;德式轴用直口卡簧钳7" 1把;活动扳手10" 1把;木柄安装锤45MM 1把;T 系列双头螺丝批#1&5MM×150MM 1个;2.5MM系列钢柄快脱棘轮扳手 1把;预置式扭力扳手3件套;9件套公制长球头内六角扳手 1套;塑料工具箱19" 1把;吊带1条;卸扣 2个;工业听诊器 1把10、护栏①范围:2980mm×2980mm×920mm②材质:铝型材★含工业机器人拆装与调试课程资源包1、《工业机器人拆装与调试》教材配套教学ppt一套,试题3套、课程标准1套(现场演示)2、★《工业机器人拆装与调试》跨终端网络课程1门:★基于html5开发,课程栏目满足自适应,功能栏目为首页、课程简介、课程学习、★模拟考试(可进行在线考试)、拓展资源;(现场演示)3、《工业机器人拆装与调试》网络课程符合scorm封装标准4、★7个机器人拆装重难点微课;(现场演示)5、批量六关节机器人拆装素材库、视频素材库、教材配套素材库6、提供资源能学辅教,设备与网络课程及资源库能够完整对应。
ABB 常用机器人技术参数

便于集成 安装方式灵活多样:支架式、壁挂式、倾斜式或倒置式。选择 行程为1.2 m的短臂紧凑版本,甚至可以将IRB 1600 内置于机器 中,同时确保最高总负载达36 kg。
可持续性与健康 齿轮摩擦小,QuickMoveTM和TrueMoveTM可避免不必要的运动, 使最高速度时的功耗降低至0.58 kW,速度较低时功耗更小。噪 声水平低于70 dB(A),保证一个良好的低噪音环境。
扩In大cr工ea作se范d 围accessability 机In器te人gra背te负d 线dre缆ss采ing用m集a成kes式th设e计ro,bo使t’s机ou器te人r d占im据en的sio外n部s 空 间s尺ma寸lle相r. 对Th变is e小xt,en当ds机th器e 人rob工ot作sy的st焊em接’s夹re具al 形wo状rk结ing构ra较ng复e,
6
Inte机gr器ate人d 本sig体nal supply6 12 signals on upper arm
Inte外gr部ate设d 备air supply 6 Max. 8 bar on upper arm
集Pe成rfo信rm号an源ce
工业机器人工作站的集成设计--工作站集成方案的设计--毕业论文

编号XXXXXXX毕业论文题目学生姓名XXX学号XXXXX系部XXXXXXXXXX 专业XXXX班级XXX指导教师XXXX顾问教师XXX摘要摘要工业机器人技术在国内应用越来越广泛,而单一的工业机器人本体不能充分发挥其协同作业的功用,为了解决这一问题,将ABB工业机器人本体与搬运单元、码垛单元、打磨抛光单元、绘画单元以及安全单元等外围设备进行集成,实现了工业机器人与周围环境的信息交互。
本论文设计内容共六章,主要论述了工业机器人技术现状和发展趋势、工业机器人的技术基础、工业机器人工作站集成方案、工业机器人工作站集成安装与维护以及工业机器人工作站的调试过程。
实践表明:工业机器人工作站性能稳定,工作良好。
关键词:ABB工业机器人;集成;工作站;安装与维护;AbstractAbstractIndustrial robot technology in domestic are getting more and more, and not a single body of industrial robots and give full play to the coordination function, in order to solve this problem, ABB industrial robot and handling unit, palletizing unit, polishing unit, painting unit and peripheral equipment such as integrated security unit, to achieve the information exchange industry the robot and the environment. This thesis includes six chapters, mainly discusses the current situation and development trend of industrial robot technology, robot technology, industrial robot workstation based integration scheme, integrated industrial robot workstation installation and maintenance and debugging process of industrial robot workstation. The practice shows that the industrial robot workstation is stable and works well.Keyword:ABB; Integrate; Workstation;Installation and maintenance目录目录摘要 (I)ABSTRACT .................................................................................................................. I I 第一章概述. (1)1.1课题研究背景 (1)1.2课题研究趋势 (2)1.3课题设计目的和意义 (3)1.4工业机器人的行业应用 (4)第二章工业机器人的技术基础 (9)2.1工业机器人的结构 (9)2.2工业机器人的控制器及控制系统 (11)2.3工业机器人的示教器 (11)2.4工业机器人的技术参数 (12)2.4.1自由度 (12)2.4.2分辨率 (13)2.4.3分辨率 (13)2.4.4作业范围 (13)2.4.5运动速度 (13)2.4.6承载能力 (14)2.5工业机器人的类型 (14)2.5.1直角坐标机器人 (14)2.5.2柱面坐标机器人 (16)2.5.3极坐标机器人 (16)2.5.4多关节型机器人 (17)2.6工业机器人的控制方式 (19)2.7工业机器人的驱动方式 (19)第三章工业机器人工作站集成方案设计 (21)3.1工业机器人工作站总体方案 (21)3.1.1 工业机器人工作站 (21)3.1.2 工业机器人工作站的技术参数 (21)3.1.3 工业机器人工作站集成材料 (22)3.2工业机器人的本体 (23)3.3工业机器人的控制柜 (24)3.4工业机器人的示教器 (24)3.5工业机器人的手爪 (25)3.6工业机器人的作业机构 (27)3.7工业机器人的安全单元 (29)3.8工业机器人的电气系统 (30)3.9工业机器人的气动系统 (30)3.10工业机器人的工作台 (30)目录第四章工业机器人工作站集成安装与维护 (31)4.1工业机器人的搬运 (31)4.2工业机器人的安装 (32)4.3工业机器人工作站电气系统安装 (33)4.4工业机器人的工作站维保 (36)第五章工业机器人工作站的调试 (39)5.1工业机器人调试说明 (39)5.1.1工作站开机说明 (39)5.1.2工作站自动操作 (39)5.2工业机器人调试说明 (39)第六章总结与展望 (44)6.1系统的先进性 (44)6.2系统的社会效益 (44)6.3本人收益 (45)致谢 (47)参考文献 (48)第一章概述第一章概述1.1 课题研究背景其实在很早很早以前,就有类似机器人的机器出现,只不过不是以人的模样出现,所以就没有所谓的机器人。
副车架总成机器人焊接工作站的设计及应用
副车架总成机器人焊接工作站的设计及应用基于副车架ABB工业机器人弧焊工作站的设计,采用单台ABB IRB1410工业机器人为核心来构建包含焊接设备、清枪剪丝器在内的一套单机器人双工位的经济实用系统。
工作站采用ABB标准I/O接口板作为机器人控制柜IRC5与电焊机等外设的接口器件,并进行相应的硬件线路设计及设置,利用程序编程实现机器人自动弧焊功能。
标签:汽车副车架;弧焊;纵梁;PLC;ABBAbstract:Design of arc welding workstation for industrial robot based on subframe ABB. The single ABB IRB1410 industrial robot is used as the core to construct a set of economic and practical system which includes welding equipment,gun cleaning and shearing device. The workstation adopts the ABB standard I/O interface board as the interface device of the robot control cabinet IRC5 and welding machine,and carries on the corresponding hardware circuit design and the setup. The automatic arc welding function of robot is realized by programming.Keywords:car subframe;arc welding;longitudinal beam;PLC;ABB 引言近些年來,随着我国汽车产业的高速发展,汽车年产量也再创新高,柳州是广西的工业重镇,近年的微型车产量也再创新高,某款车型已经居于世界前几名,随着技术投入及创新技术的逐渐完善,对于汽车质量的监控也非常的重视,质量就是企业的生命线。
DLRB-1410B工业机器人去毛刺生产系统
DLRB-1410B工业机器人去毛刺生产系统型号:DLRB-1410B数量:1台图片仅供参考,以实际配置为准一、设备概述:该系统依据国家相关职业工种培养及鉴定标准,结合中国当前制造业的岗位需求设计研发而成。
该系统涵盖了机、电、光、气一体化专业中所涉及的多学科、多专业综合知1识,可最大程度缩短培训过程与实际生产过程的差距,涉及的技术包括:PLC控制技术、传感器检测技术、气动技术、电机驱动技术、计算机组态监控机械结构与系统安装调试、故障检测技术技能、运动控制、计算机技术及系统工程等。
二、设备特点:1、系统采用计算机仿真现代化信息技术手段,通过操作、模拟、仿真三个培训层面,解决专业培训理论、实验、实习和实际应用脱节的问题。
2、系统操作安全(多重人身、设备安全保护)、规范,使用灵活,富有现代感。
3、开放式设计:可根据实训内容选择机器人夹具及载体模型;客户也可根据自己的需求开发新模型及夹具。
三、技术参数1、三相四线380V±10% 50HZ2、工作环境:温度-10℃-+40℃,相对湿度<85%(25℃),无水珠凝结海拔<4000m3、电源控制:自动空气开关通断电源,有过压保护、欠压保护、过流保护、漏电保护系统。
4、输出电源:(1)三相四线380V±10% 50HZ;由启动开关控制输出,并设有保险丝保2护。
(2)直流稳压电源:24V/1A,6、去毛刺组件7、机器人:ABB IRB1410四、各模块简介1、实训台实训台体采用优质钢板(板厚1.2mm)制作,表面喷涂处理;实训台面采用型材结构搭建,可任意安装机器人或其它执行机构;并有不锈钢网孔电气安装板(板厚1.5mm),用于安装控制器件与电源电路;实训台上配有相应的操作面板,采用内嵌按钮和指示灯,分别为“启动”、“停止”、“复位”、“上电”,并且具备急停功能;可编程逻辑控制器安装于电气网孔板上,实现机器人与各任务模块的组合;实训台底脚上安装有脚轮,能够方便移动与定位。
项目二 工业机器人操作基础 2.4工业机器人转数计数器更新

工业机器人转数计数器更新 工业机器人转数计数器更新方法:
⑤勾选✔当前的机械单元“ROB_1”
⑥更新的顺序一般为4、5、6、1、2、3
工业机器人转数计数器更新 工业机器人转数计数器更新方法:
⑦选中需要更新的轴后点击更新即可
⑧更新完成后系统将会弹出更新完 成的界面
感谢您的观看!
什么是工业机器人转数计数器?
由于ABB机器人电机采用单圈绝对值编码器, 即电机转一圈,编码器能输出电机在该圈下的绝 对位置。但是由于减速比的缘故,实际机器人转 一定度数时,电机可能需要转几十圈到几百圈不 等,这取决于电机和减速器之间的减速比。
当机器人的电机旋转超过一圈时,此时旋转 的圈数就通过机器人来计数(SMB板)。
机器人实际显示的位置就是由圈数(SMB) +单圈偏移(编码器)再乘以减速比得到。
工业机器人转数计数器更新
工业机器人各关节的零位是怎么来的?
机器人在制造完成后会通过专用仪器来对 机器人进行测试,获取机器人的标准零位。
机器人在零位时,机器人各轴将会停留在 在零位刻度线附近。
机器人的零位位置是通过专用仪器测定的, 这个时候我们会人为将电机转数清零,机器人 本体上的银色标签数值就是机器人在零位位置 时各轴单圈编码器的反馈值,单位为弧度。
机器人的转数计数器没电了,或者在断电情 况下机器人手臂位置移动了,这时候需要对 计数器进行更新。
工业机器人转数计数器更新 工业机器人转数计数器更新方法:
①点击“ABB菜单” ②选择“校准”功能
工业机器人转数计数器更新 工业机器人转数计数器更新方法:
③选择当前的机械单元“ROB_1”
④选择转数计数器功能下候需要更新转数计数器?
ABB IRB 1410 型号机器人的校准范围位置
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工业机器人焊接工作站(配双轴变位机)
设备名称:工业机器人焊接工作站(配双轴变位机)
设备型号:DLRB-1410WP
设备数量:1台
生产厂家:山东栋梁科技设备有限公司
图片仅供参考,以实际配置为准
一、产品概述
DLRB-1410WP工业机器人焊接工作站主要由:工业机器人本体、工业机器人控制器、手持示教器及控制电缆、焊接电源、送丝机、送丝机底座、送丝线盘、配套电缆、焊枪、焊枪夹持器、防碰撞传感器(选配)、控制台、机器人底座、变位机、安全围栏等组成。
1
二、系统组成
1、机器人本体
采用ABB IRB1410型工业机器人
⏹IRB1410机器人采用超高速6轴运行机构,工作半径1.44m,有效载荷5kg。
本代产品优化了电机功率和运动性能,使整体性能优于同类竞争产品。
⏹机器人本体和机器人控制柜防护等级均为IP54。
具体参数如下:
⏹机器人轴数:6轴
可扩展至8轴
⏹机器人最大负载: 5 kg;
⏹机器人手臂最大工作半径: 1.44m;
⏹机器人重复定位精度:0.025mm;
电气连接
三相交流400V(+10%,-15%),50Hz,7.68KVA
环境参数
环境温度:5︒C- 45︒C
相对湿度:95%
噪声等级: <70dB
重量:
225 kg
2
工作范围
2. 机器人控制器
标准型IRC5 控制柜
控制硬件:
多处理器系统
PCI 总线
奔腾CPU
大容量闪存
20s UPS 备份电源
3
控制软件:
BaseWare机器人操作系统
强大的RAPID编程语言
PC-DOS文本格式
软件出厂预装,并存于光碟
电气连接:
电源: 3 相400V(+10%,-15%),50Hz
额定功率:7.68KVA(变压器容量)
输入输出:数字24V,DSQC1030 16进/16出
模拟0-10V,DSQC1032 4AO/4AI
安全性:紧急停止,自动模式停止,测试模式停止等
物理参数:
尺寸:970mm×725mm×710mm
重量:150kg
环境参数:
环境温度:5︒C -45︒C
相对湿度:95%
防护等级:IP54
操作界面:
4
控制面板:控制柜上
编程单元:便携式示教箱,具备操纵杆和键盘
彩色触摸式显示
具中、英文菜单选项
4、机器人安装座
机器人底座采用优质矩管和优质钢板焊接而成。
5、防碰撞传感器(选配)
焊枪依靠防碰撞预载弹簧实现准确定位,并带有弹簧缓冲装置及喷嘴电流检测装置,在碰撞发生时机器人立即停止运行
5。