灯具生产流程图
LED灯生产参考资料-文档在线预览

1.LED灯知识培训
LED封装技术介绍 1、扩晶,把排列的密密麻麻的晶片弄开一点便于固晶。 2、固晶,在支架底部点上导电/不导电的胶水(导电与否视晶片是上下型PN结还是左右型
1.LED灯知识培训
LED产品的功率计算 一、LED的正向压降:
不同产家的LED在额定的正向电流条件下,有着各自不同的正向压降值。 黄色:1.8V~2.5V 红色:2.0--2.2V 绿 色 和 蓝 色 :2.7V~4.0V 白光:一般在2.7V~3.5V之间 轻重红色灯珠静电防护等级最低。 二、LED的额定电流: LED的额定功率各不相同,普通的LED电流一般为20mA,大功率的LED电流在40mA或350mA不等。 三、LED的功率: 而LED功率的大少也各不相同,有0.07W、0.1W、1W、2W、5W等,所以必须根据所选择的LED,设 计 合理的使用电路和配置合适的灯珠数量,使其完全满足LED电源的额定值,如果设计的电路使每个LED 分 担的电压或电流过高,就会严重的缩短LED灯珠的使用寿命甚至烧毁LED灯珠,如果分担的电压或电流 过低, 测激发的LED光强不够,就不能充分发挥LED应有的效果,达不到我们期望的目的 A 恒压产品的PCB恒压串接原理
彩盒& 破壳
FQC检 验
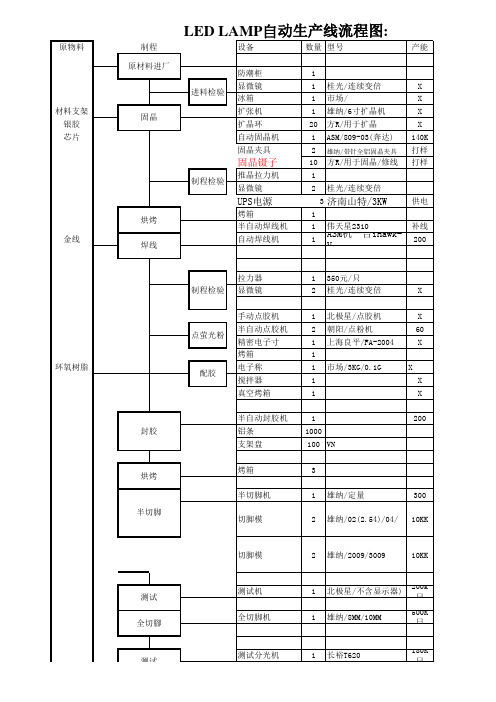
2.工艺流程图 LED灯生产工艺整体可以分解如下: a.IQC进料检验 b.PCBA制程 c.辅助制程 d.组装制程 e.包装制程 f.出货品质保证
备注:每个制程段必须制作首件,首件通常3-5PCS,SMT&DIP依照拼版计算,首件 目前通过提前制作来纠正预防批量生产不良,首件看似繁琐实则保证了批量生产的 不必要的品质损失。
LED 自动生产线流程图
环境测试仪器高低温湿热交变试验机 跌落试验奈腐蚀试验 道路模拟震动试验 快速温变试验 高低温冲击试验 高温精密烘箱
LCD,LED老化测试饱和加速寿命测试仪 高温老化测试 大型温湿度测试室 无尘室洁静门 恒温恒湿试验机
环境测试仪器;高低温湿热交变试验机; 跌落试验; 奈腐蚀试验;道路模拟震动试验; 快速温变试验; 高低温冲击试验; 高温精密烘箱; LCD,LED老化测试; 饱和加速寿命测试仪;高温老化测试;大型温湿度测试室; 无尘室洁
133********
灯具用的话加。
led自动化生产线工程方案

LED自动化生产线工程方案引言随着 LED 照明市场的不断崛起,LED 灯具生产线的自动化和智能化已成为生产厂家们的追求目标。
自动化生产线既能提高生产效率,又能降低生产成本。
借助自动化生产设备,企业可以将传统的人工生产过程转变为全自动生产流程,实现高效率、高质量、低成本和可持续生产。
确定项目范围本文将以 LED 灯具的生产线为研究对象,探究 LED 灯具制造企业建立自动化生产线的方案和流程。
LED自动化生产线工程方案LED 灯具的生产线工程主要分为三个阶段,也是 LED 自动化生产线的建设过程:1.方案设计阶段2.生产过程改造阶段3.过程调试、开发及上线阶段方案设计阶段设计阶段是 LED 自动化生产线建设的最重要的阶段。
首先要明确生产线需要自动化的工作环节和设备类型,确定哪些工序可以使用机器人等自动化设备,哪些需要手动完成。
此外,还需要考虑自动化生产线的流程、布局、工作流、设备选型等问题。
下面我们详细阐述这些问题。
自动化生产设备的确定在确定生产线需要自动化的工作环节时,要结合 LED 灯具生产的工艺流程来进行设计。
LED 灯具从设计到制造,需要经过多个工序,如:PCB 制造、LED 制造、LED 灯组装、灯罩制造、灯具组装等。
如果想要将这些工序实现全自动化,需要引入各种自动化设备,比如:印刷机、贴片机、点胶机、自动焊接设备、喷涂机、激光切割机、贴标机、封胶机等。
自动化生产线的流程设计自动化生产线的流程设计是一项关键的工作。
LED 灯具生产线流程图如下:1. PCB 制造2. 焊接连接LED3. 灯组装(电源、控制器、板卡等的组装)4. 灯罩制造5. 灯罩组装和灯具组装6. 产品检测和包装自动化生产线的布局设计流程设计完成后,需要为自动化生产线进行布局,这一部分工作是为了实现作业的连续性,减少作业空暇时间,即节约时间和提高生产率。
这一步设计考虑因素包括:设备间的间隔、物料和产品的移动方向、人员的工作流等。
铜灯生产工艺流程
铜灯生产工艺流程铜灯是一种古老而具有特色的灯具,其制作工艺繁复,需要经过多道工序才能完成。
下面将介绍铜灯的生产工艺流程。
第一步,设计。
铜灯的制作首先需要进行设计。
设计师根据客户的需求和市场的需求,设计出符合时代潮流和审美要求的铜灯样式。
设计师需要考虑到灯具的整体造型、灯罩的形状、灯座的样式等方面,以及灯具的实用性和美观性。
第二步,选材。
选材是铜灯制作的重要环节。
优质的材料是制作高品质铜灯的基础。
一般来说,铜灯的主要材料是铜和玻璃。
铜材料需要经过严格的筛选和检验,确保其质量达到标准。
而玻璃材料也需要选择高透光性和耐高温的材质。
第三步,铸造。
铸造是铜灯制作的关键环节。
首先,需要将选好的铜材料进行熔化,然后倒入灯具的模具中进行铸造。
在铸造过程中,需要控制好温度和时间,确保铜材料能够充分填充模具,同时避免产生气孔和缺陷。
第四步,打磨。
铸造完成后,需要对铜灯进行打磨。
打磨是为了去除铸造过程中产生的毛刺和瑕疵,使铜灯表面更加光滑细腻。
打磨过程需要经验丰富的工匠来进行,以确保铜灯的表面质量达到要求。
第五步,组装。
在打磨完成后,需要对铜灯的各个部件进行组装。
这包括灯罩、灯座、电路等部件的组装。
组装过程需要严格按照设计图纸和工艺要求进行,确保每个部件的安装位置和方式都正确无误。
第六步,上漆。
铜灯制作完成后,需要进行上漆工艺。
上漆不仅可以保护铜灯的表面,还可以增加其光泽和美观度。
在上漆过程中,需要控制好漆料的厚度和均匀度,以确保铜灯的表面色泽均匀一致。
第七步,质检。
最后,需要对制作完成的铜灯进行质量检验。
质检人员需要对铜灯的外观质量、电路连接、灯光亮度等方面进行检查,确保每一盏铜灯都符合国家标准和客户要求。
以上就是铜灯的生产工艺流程。
铜灯的制作需要经过多道工序,每一个环节都需要精益求精,以确保最终制作出的铜灯质量优良、美观大方。
线条灯与洗墙灯灯具制造流程图
端面出线孔打密封胶 灌胶
打玻璃胶、封玻璃 固定端盖至型材
清洁整灯 老化测试 防水测试 安装支架 成品测试
贴标签
半成品测试
包装入库
2
1
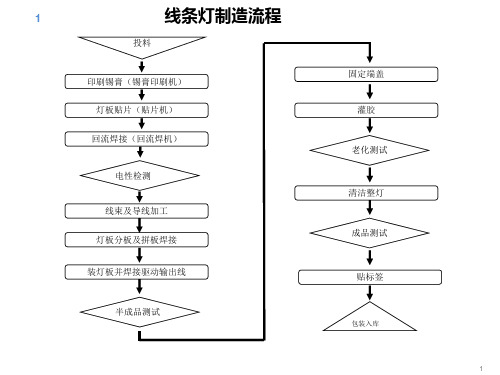
线条灯制造流程
投料
印刷锡膏(锡膏印刷机) 灯板贴片(贴片机) 回流焊接(回流焊机) 电性检测 线束及导线加工 灯板分板及拼板焊接
装灯板并焊接驱动输出线
半成品测试
固定端盖 灌胶
老化测试 清洁整灯 成品测试
贴标签
包装入库
1
2
洗墙灯制造流程
投料
印刷锡膏(锡膏印刷机) 灯板贴片(贴片机) 回流焊接(回流焊机) 电性检测 线束及导线加工 灯板分板及拼板焊接 刷导热硅脂、固定灯板
SMT生产流程介绍

AOI
五. 灯具组装生产流程介绍
物料准备
流程图
图示
作业内容
作业重点及目的
1.Accuracy:CPK≧1.33 2.设备依据制定参数,保证零件引脚焊接OK
1.确认焊接是否有空、虚焊、短路现象, 2.PCBA外观无发黄、助焊剂残留污染等
1.检查DIP零件不可有锡不足、空焊、短路、反向、浮高等不良﹐板面零件不可有损件﹑撞件等不良; 2.Pin径≥0.8mm的变压器/预加工电容均应加锡
1.产品不可以有偏移,浮高,短路,空/冷焊等焊接不良现象; 2.Reflow后,产品不可以翘起;需平贴在载具上;
1.确认是否有零件偏移、侧立、翻身、溢胶、缺件等不良 2.不要手动取放P板,以防止触碰零件
1.作业人员必须熟练掌握质量判断标准 2.若有异常必须第一时间通知领班、品管和生技确认 3.不良修补OK后需再次经过炉前AOI确认
置放零件
回焊作业
五. 灯具组装生产流程介绍
AOI
反向
偏移
流程图
图示
作业内容
作业重点及目的
1.检验SMT 置件零件,是否有短路,偏移,空焊等不良现象
1.注意不可将不良品流入下个站位
1.Accuracy:CPK≧1.33 2.设备依据制定的坐标,将零件吸取后放置在对应PTH并做引脚的整形固定;
1.Accuracy:Cpk≧1.33 2.锡膏需回温4H,充分搅拌后方可使用 3.将锡膏透过钢板以及相关参数印刷到PCB上;
1.锡膏厚度需要在规格内; 2.印刷后不能有偏移和短路以及少锡现象;
锡膏印刷
3-2. SMT生产流程详细介绍---Drive Board
零件加工
五. 灯具组装生产流程介绍
LED灯具生产QC工程图

1
工程名称 执行人
物料采购
采购员
LED灯具QC工程图
控制内容
缺料.错料
设备工具
/
检验 方法
执行人 检查
检查频率
班组长
品质部 IPQC
/
/
/
/
不良处理
/
文件编号 生效日期 版本 页次
执行依据
计划单、合同
2
来料检验
品质部IQC
检验原材料是否符合要求
积分球/万用表等 目视/设
检验设备
备测试
/
灯珠除湿
烤箱
核查除 确认除 湿时间 湿时间
/
/
《SMD光源存储及除湿规范》
使用前设备点检
《锡膏管控及使用规范》
7
印刷
SMT工程师
印刷操作
印刷机
目视 全检
/
调整设备/返工
《锡膏印刷检验规范》
印刷后检验
设备维护保养及操作规程
8
贴片
SMT工程师
使用前设备点检 编程
贴片后检查
贴片机
目视 全检
/
调整设备/手工修
修工序进行维修
和灯具作业指导书
硅脂涂刷
13
(一些小功率灯 生产人员
硅脂涂刷质量
硅脂刷
目视 全检
抽检
具无需涂刷)
《灯具生产通用作业指导书》 和灯具作业指导书
品质部IPQC 对生产全过
14
15
16
17
18
依 19 据
作 业 20 指 导 21 书 , 没 22 有 的 工 23 序 则 跳 24 过
25
BOM单
正
LED灯具生产工艺流程图

生产的所有工艺节点因不同种类led灯具产品工艺的复杂程度不同实际生产中根据产品实际情况删减某个或某些工艺节点
LED灯 具 生 产 工 艺 流 程 图
LED 灯具生产工艺流程图 、来自ED 光源模块组生产工艺流程图
、LED 灯具组装工艺流程图
说明:以上为我公司生产 LED 灯具的通用工艺流程图,包含了 LED 灯具 M < PC n 號防水阍、防水接头、机糊丝、 Driver bmrd E 耐压测试仪亠 髙压割试? V > 接地测试, L 摟地电随测欢 烧机阈试 轨道式烧机£番 照度测试」 懸度计“ \ 刷镯膏 H/S ? 2 LB 投A 细匱 Botuun cowr* 点 亮卩 型品包製 生产的所有工艺节点,因不同种类LED 灯具产品工艺的复杂程度不同,实际生产中根据产品实际情况删减某个或某些工艺节点。
汽车灯具生产工艺流程

汽车灯具生产工艺流程汽车灯具的生产工艺流程一般包括设计、模具制造、模具试模、注塑、表面处理、组装和成品检测等环节。
下面将详细介绍每个环节的具体工艺流程。
首先是设计环节。
汽车灯具的设计要满足车辆的照明需求、外观设计、安全性等要求。
设计环节包括灯具的整体结构设计、光学设计和电子电路设计等,需要根据市场需求和客户要求进行设计。
接下来是模具制造环节。
根据设计图纸,制造模具是汽车灯具生产中的关键步骤。
模具制造过程包括模具设备采购、数控加工、线切割、热处理等,以及模具组装和调试。
模具制造的好坏直接决定了灯具成型的质量。
第三步是模具试模。
试模是模具制造完成后的重要环节,其目的是测试模具的成型效果和灯具的质量,以便于后续进行改进和优化。
第四步是注塑环节。
注塑是灯具生产中最关键的步骤之一。
在注塑过程中,将熔化的塑料通过注塑机注入到模具的腔中,在冷却固化后得到灯具的外壳。
第五步是表面处理。
表面处理包括喷涂、电镀、烤漆等。
喷涂是将颜料喷涂在灯具表面,形成柔和的色彩和光泽。
电镀是将金属层镀在灯具表面,以增加亮度和耐腐蚀性。
烤漆是将彩色涂料喷涂在灯具表面,并通过烘烤使其固化。
第六步是组装环节。
组装是将注塑好的外壳和其他组件组装在一起,形成完整的灯具。
组装包括电路连接、光源装配、灯具调试等过程。
最后是成品检测。
成品检测是确保灯具质量和符合标准的重要步骤。
通过检测各项指标,如亮度、色温、光束、电气性能等,保证灯具的质量和性能达到要求。
检测可以采用自动化设备进行,也可以通过人工检验。
总的来说,汽车灯具的生产工艺流程包括设计、模具制造、模具试模、注塑、表面处理、组装和成品检测等环节。
每个环节都需要严格控制,确保灯具的质量和性能符合要求。
灯具工艺流程

灯具工艺流程
《灯具工艺流程》
灯具工艺是一门独特的艺术,它不仅能为人们提供照明,还能为空间增添美感。
在灯具制作过程中,需要经历一系列复杂的工艺流程。
首先,设计师需要根据灯具的用途和风格确定设计方案。
他们会综合考虑材质、形状、光线效果等因素,进行初步的草图设计。
接下来,制作团队会根据设计图纸选择合适的材料,如玻璃、金属、水晶等。
然后,他们会通过切割、打磨、焊接等工艺加工,将这些材料打造成灯体的各个部件。
在灯具工艺的流程中,最重要的环节是灯饰的照明效果。
制作团队会根据设计要求选择合适的灯泡和灯光配件,以确保灯具能够达到理想的照明效果。
最后,经过组装、调试和质量检验,一盏完美的灯具就诞生了。
然后,它将可能被涂上颜色并进行表面处理,以增加外观的艺术感。
整个灯具工艺流程需要设计师、工匠、技术人员等多个角色的协同合作,每一个环节都需要精益求精。
只有经过精心设计和精湛工艺加工,才能制造出让人们心动的灯具作品。
LE灯生产工艺
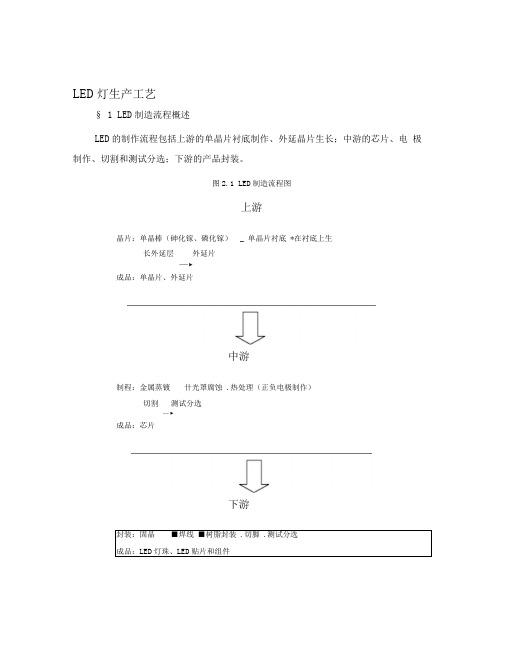
LED灯生产工艺§ 1 LED制造流程概述LED的制作流程包括上游的单晶片衬底制作、外延晶片生长;中游的芯片、电极制作、切割和测试分选;下游的产品封装。
图2.1 LED制造流程图上游晶片:单晶棒(砷化镓、磷化镓)_ 单晶片衬底 *在衬底上生长外延层外延片—►成品:单晶片、外延片中游制程:金属蒸镀卄光罩腐蚀 .热处理(正负电极制作)切割测试分选―►成品:芯片下游§ 2 LED 芯片生产工艺LED 照明能够应用到高亮度领域归功于 LED 芯片生产技术的不断提高,包括单 颗晶片的功率和亮度的提高。
LED 上游生产技术是LED 行业的核心技术,目前在该 技术领先的国家主要日本、美国、韩国,还有我国台湾,而我国大陆在 LED 上游生产技术的发展比较靠后。
下图为上游外延片的微结构示意图。
生产出高亮度LED 芯片,一直是世界各国全力投入研制的目标,也是 LED 发的方向。
目前,利用大功率芯片生产出来的白光 1WLED 流明值已经达能到1501m 之高。
LED 上游技术的发展将使LED 灯具的生产成本越来越低,更显 LED 照明的优势。
以 下以蓝光LED 为例介绍其外延片生产工艺如下:首先在衬低上制作氮化鎵(GaN )基的 外延片,这个过程主要是在金属有机化学气相沉积外延片炉 (MOCVD 中完成的。
准备 好制作GaN 基外延片所需的材料源和各种高纯的气体之后,按照工艺的要求就可以 逐步把外延片做好。
常用的衬底主要有蓝宝石、碳化硅和硅衬底,以及GaAs AIN 、ZnO 等材料。
P 型 GaN / 负极P 型 AlGaNInGaN 量子阱(well )N 型 InGaNN 型 AlGaNN 型 GaN1P 型 GaNGaN 缓冲层(buffer )蓝宝石衬底(subatrate )图2.2蓝光外延片微结构 图正极MOCV是利用气相反应物(前驱物)及川族的有机金属和V族的NH3在衬底表面进行反应,将所需的产物沉积在衬底表面。
广大灯饰制造公司-灯具生产作业指导书
中山市广大灯饰制造有限公司作业文件编制:编号:QW-04001 审核:版本:A0灯具生产流程图批准:生效日期:2008.3.10组装作业指导书作业名称灯具组装文件编号QW-04002 制定组装机种吊灯版本A0 审核项目作业说明料号数量使用工具图解说明1 将内部线与灯座用螺丝锁好(注意极性)灯座/电线/气动批十字批尖咀钳一字批耐压测试仪试电工装封箱机此作业方法覆盖范围公司所有规格的吊灯产品2 ■把已接线的灯座穿过弯管(注意弯管两头均要加装塑料扣弯管/3 把弯管用螺帽固定在灯圈上灯圈 14 用闭路端子按极性将各个弯管的内部电线夹紧,并连接好外部电源线电源线/闭路端子/5 接好光源光源/ 6■耐压测试耐压机/ 7■亮灯测试试电/8 接地电阻测试接地电阻仪/9 帖名牌、标志、打包装名牌、标志、打包装/注意事项1、每一项操作都必须做好自检与互检。
2、认证范围内的型号必须加上3C标志;3、标有■符号的为重要工序。
组装作业指导书作业名称灯具组装文件编号QW-04003 制定组装机种壁灯版本A0 审核项目作业说明料号数量使用工具图解说明1 将内部线与灯座用螺丝锁好(注意极性)灯座/电线/气动批十字批尖咀钳一字批耐压测试仪试电工装封箱机此作业方法覆盖范围公司所有规格的壁灯产品2 ■把已接线的灯座穿过弯管(注意弯管两头均要加装塑料扣弯管/3 把弯管用螺帽固定在灯圈上灯圈 14 用闭路端子按极性将各个弯管的内部电线夹紧,并连接好外部电源线电源线/闭路端子/5 接好光源光源/ 6■耐压测试耐压机/ 7■亮灯测试试电/8 接地电阻测试接地电阻仪/9 帖名牌、标志、打包装名牌、标志、打包装/注意事项1、每一项操作都必须做好自检与互检。
2、认证范围内的型号必须加上3C标志;3、标有■符号的为重要工序。
组装作业指导书作业名称灯具组装文件编号QW-04004 制定组装机种落地灯/台灯版本A0 审核项目作业说明料号数量使用工具图解说明1 将内部线与灯座用螺丝锁好(注意极性)灯座/电线/气动批十字批尖咀钳一字批耐压测试仪试电工装封箱机此作业方法覆盖范围公司所有规格的落地灯/台灯产品2 ■把已接线的灯座穿过弯管(注意弯管两头均要加装塑料扣弯管/3 把弯管用螺帽固定在灯圈上灯圈 14 用闭路端子按极性将各个弯管的内部电线夹紧,并连接好外部电源线电源线/闭路端子/5 接好光源光源/6 耐压测试耐压机/■7亮灯测试试电/ ■8 接地电阻测试接地电阻仪/9 帖名牌、标志、打包装名牌、标志、打包装/注意事项1、每一项操作都必须做好自检与互检。
LED灯具生产工艺流程图

控
制程巡检
点
作业规范 √
录 首件记录表 制程巡检规范
√
质 控
工艺文件 制程巡检
检制验程(测巡试检)规日范报
√
表
点
作业规范 √
√
2/4
检验 NG 品处理
返修 返修 返修
返修 返修 返修 返修
返修 返修 返修
返修 矫正 返修
返修 返修 返修 返修 返修 返修 返修
返修 返修 返修
xxxxxxx照明电器有限公司
自检 1.2.3.4.5.6.7
目测 线检 1.2.3.4.5.6.7
目测
目测
目测 测试
目测 测量
目测 测量
目视 专用治
具
首检 巡检 自检 线检 首检 巡检 自检 线检 首检 巡检 自检 线检 首检 巡检 自检 线检 首检 巡检 自检 线检 首检 巡检 自检 线检
1.3件/次 1:20件/次/2小时,2:1次/4小时 1 1
√ 检制验程(测巡试检)规日范报
√
表
点 尺寸全检 作业规范 √
3.外观全
√
波峰焊制程巡检
检
表
抽检: 1. 依<<设计 工艺文件
工艺文件 制程巡检 作业规范
√
√
>>特殊要
√
求
制程巡检规范
ห้องสมุดไป่ตู้
巡检: 依 <<制程巡 检规范>>
工艺文件 制程巡检 作业规范
√
√
每2小时一
√
烙铁温度测试记
次制程抽
√
质
检
工艺文件
√
矫正 矫正 矫正
返修 返修 返修
灯具工艺流程
灯具工艺流程灯具是家居装饰中不可或缺的一部分,它不仅能够提供照明功能,还可以作为装饰品点缀家居环境。
而灯具的制作过程也是一个精细而复杂的工艺流程,需要经过多道工序和精湛的技艺。
下面就让我们一起来了解一下灯具的工艺流程。
首先,灯具的制作从设计稿开始。
设计师根据市场需求和潮流趋势,进行灯具的外形设计和功能布局。
设计稿需要考虑到灯具的实用性和美观性,同时要符合工艺制作的可行性。
设计稿完成后,需要进行评审和修改,直至确定最终的设计方案。
接下来是原材料的准备。
灯具的制作需要用到各种金属、玻璃、水晶、塑料等材料,这些材料需要经过采购和加工,确保质量和规格的符合要求。
不同的灯具需要不同的原材料,所以在准备阶段需要根据设计方案进行材料的选择和加工。
然后是制作灯具的骨架。
骨架是灯具的支撑结构,它需要根据设计图纸进行精确的加工和焊接。
骨架的制作需要保证结构的稳固和外形的美观,同时还要考虑到灯具的安装和使用便捷性。
紧接着是灯具的装配。
在这一阶段,各个部件需要进行组装和连接,包括灯泡、灯罩、电路等。
装配需要严格按照设计图纸进行,确保每个部件的位置和功能都正确无误。
接下来是灯具的表面处理。
表面处理是为了提升灯具的外观质感,包括喷涂、电镀、抛光等工艺。
不同的材料和设计需要采用不同的表面处理方法,以达到最佳的效果。
最后是灯具的质量检验和包装。
在制作完成后,需要对灯具进行严格的质量检验,确保没有任何质量问题。
通过检验合格后,灯具需要进行包装,包括外包装和内包装,以保护灯具在运输和使用过程中不受损坏。
总的来说,灯具的制作工艺流程是一个复杂而精细的过程,需要设计师、工匠和技术人员共同努力,才能制作出高质量的灯具产品。
希望通过本文的介绍,能让大家对灯具制作工艺有更深入的了解,也希望能够为灯具制作工艺的发展和创新贡献一份力量。
认识车灯及其生产流程图
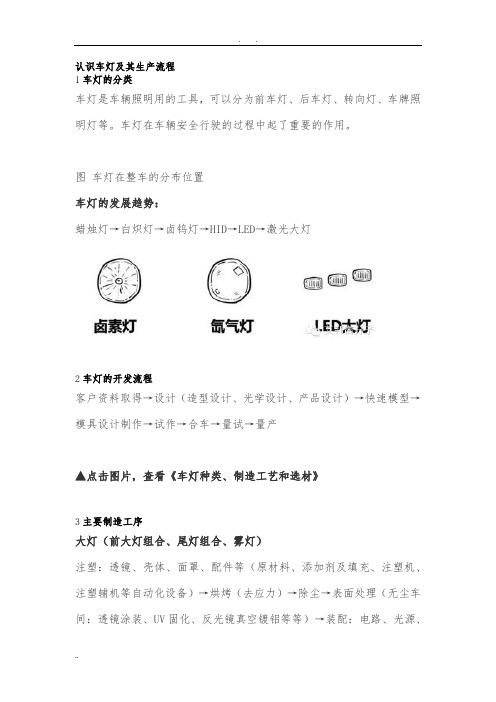
认识车灯及其生产流程1车灯的分类车灯是车辆照明用的工具,可以分为前车灯、后车灯、转向灯、车牌照明灯等。
车灯在车辆安全行驶的过程中起了重要的作用。
图车灯在整车的分布位置车灯的发展趋势:蜡烛灯→白炽灯→卤钨灯→HID→LED→激光大灯2车灯的开发流程客户资料取得→设计(造型设计、光学设计、产品设计)→快速模型→模具设计制作→试作→合车→量试→量产▲点击图片,查看《车灯种类、制造工艺和选材》3主要制造工序大灯(前大灯组合、尾灯组合、雾灯)注塑:透镜、壳体、面罩、配件等(原材料、添加剂及填充、注塑机、注塑辅机等自动化设备)→烘烤(去应力)→除尘→表面处理(无尘车间:透镜涂装、UV固化、反光镜真空镀铝等等)→装配:电路、光源、配件安装、灯体热熔接、气密检查、烘烤、照度测试、电性能测试(点胶、热熔设备、烘烤设备)→包装小灯(前顶灯、阅读灯、牌照灯、高位刹车灯、侧转弯灯、迎宾灯、多功能灯)注塑:透镜、壳体、面罩、配件等(原材料、添加剂及填充、注塑机、注塑辅机等自动化设备)→装配:电路、光源、开关按钮安装、部件冷/热铆、焊接(点胶、热熔设备、烘烤设备)→电性能测试、包装4车灯材料 前大灯前照灯常用材料配光镜PC壳体 PP-T20、PP-T30、PP-T40饰圈 PC 、PC-HT 、PBT 、PBT/PET-M20、PA66反光镜PPS 、PES 、PEI 、BMC(热固性)调光机构POM 、PA66-GF30、PBT-GF30PP-GF40 防尘盖EPDM 、PP-T20、PP-GF30PBT-GF30 尾灯后尾灯常用材料配光镜PMMA壳体 PC+ABS 、ABS 、ASA饰圈 PC 、PC+ABS反PC+ABS射镜▲点击图片,查看《车灯为何首选这些材料?》配光镜名称材料配光镜(lens)耐刮擦PC、PMMA壳体耐高温PC、PEI、PBT/ASA、LCP、PC/ABS 反射镜PC、耐高温PC、PEI 后盖EPDM灯壳灯壳材料前照灯PP-T20、PP-T30、PP-T40尾灯ABS、ASA、PC+ABS前雾灯PBT-GF30侧转向灯ABS、PC+ABS牌照灯PA6-M30、PC+ABS、PC顶灯PC+ABS、PC+ASA高位灯PP-T20、ABS、PC+ABS▲点击图片,查看《车灯塑料那些事儿——性能、应用大解析》二、产业链及供应商为了方便理解,以下供应商主要按照整车、车灯、光源、材料、模具、设备、检测机构及研发机构这几个类别来分类。