铝合金热处理状态定义
铝合金热处理状态定义
铝合金T状态含义如下:T1-----铝材从高温热加工冷却下来,经自然时效所处的充分稳定的状态。
适用于热挤压的不进行冷加工的材料,或矫直等冷加工对其标定力学性能无影响的产品。
T2-----铝材从高温热加工冷却后冷加工,然后再进行自然时效的状态。
如为了提高强度,对热挤压产品进行冷加工,在通过自然时效可达到充分稳定的状态,也适用于矫直加工会影响其标定力学性能的产品。
T3-----固溶处理后进行冷加工,然后通过自然时效所达到的一种状态。
适用于固溶处理后通过冷加工能提高其自然时效状态的强度性能的产品,或矫直能影响其标定力学性能的产品;T31-----固溶热处理,冷加工月1%变形量,然后自然时效;T351-----固溶热处理,通过可控的拉伸量消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材的冷精轧量即冷精整变形量1%~3%,手锻件或环锻件及轧制环的永久变形量1%~5%),然后自然时效。
拉伸后不再进行矫直;T3510-----固溶热处理,通过可控的拉伸量对挤压材消除应力(挤压管、棒、型材的永久变形量1%~3%T352-----T36-----T37-----T39-----进行。
T4-----T41-----T42-----T451-----~3%,棒材形量T452-----T5-----T51-----T56-----T6-----固溶热处理,然后人工时效。
T61-----固溶热处理,然后欠人工时效,以提高成形性能;T6151-----固溶热处理,一定量的拉伸以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%),然后欠人工时效,以提高成形性能,拉伸后不得作进一步的矫直;T62-----固溶热处理与人工时效,适宜于自退火状态或F状态固溶处理的实验材料,或用户将任何状态的材料进行热处理;T64-----固溶热处理,然后欠人工时效,以改善成形性能。
这种状态材料的性能介于T6状态与T61状态材料的性能之间;T651----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后人工时效,拉伸后不再对材料拉拔管的永久变形量0.5%~3%),然后人工时效,拉伸后不再对材料作进一步的矫直;T6511-----同T6510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;T652-----固溶热处理,通过施压产生1%~5%永久变形以消除应力,然后人工时效;T654-----固溶热处理,在精整模内冷整形以消除应力,然后人工时效,适用于模锻件;T66-----固溶热处理,然后人工时效,通过对工艺过程进行特殊控制以使此状态材料的力学性能比T6状态的高一些(适用于6xxx系合金),其量由供需双方商定。
铝合金退火状态(O态)细分解释

1、高温退火慢速冷却状态—O1
该状态适用于为强化超声反应或获得稳定尺寸,在近似固溶热处理要求的时间和温度下进行热处理后,缓慢冷却至室温。
也适用于用户在固溶热处理前对产品进行机加工。
无力学性能规定。
2、热机械处理状态—O2
该状态适用于经受特殊热机械处理的变形产品。
也适用于用户进行固溶热处理前要超塑成型的产品。
3、均匀化状态—O3
该状态用于连续铸造的拉线坯或带材,为消除或减少偏析要进行高温热浸处理,这样提高后继加工变形性和对固溶热处理的反应。
3系、5系退火温度范围
O H2X H3X
合金系状态
3000系370-450℃300-330℃180-230℃
5000系300-350℃240-250℃80-140℃。
铝合金热处理状态含义

铝合金热处理状态代号及意义说明与应用T0 固溶热处理后,经自然时效再通过冷加工状态适用于经冷加工提高强度的产品T1 由高温成型过程冷却,然后自然时效至基本稳定的状态适用于由高温成型过程冷却后,不再进行冷加工(可矫直、矫平,但不影响力学性能极限)的产品T2 由高温成型过程冷却,经冷加工后自然时效至基本稳定的状态适用于由高温成型过程冷却后,进行冷加工或矫直、矫平以提高强度的产品T3 固溶热处理后进行冷加工,再经自然时效至基本稳定的状态适用于在固溶热处理后,进行冷加工或矫直、矫平以提高强度的产品T31固溶化热处理,并通过一定控制量的拉伸(恒定状态对于薄板:0.5%至3%,对于板:1.5%至3%,对于轧制的或冷精加工的棒或杆:1%至3%,对于手锻件或环锻件和轧制环:1%至5%),产品在拉伸后,不再作进一步的校直T3510固溶化热处理,并通过一定控制量的拉伸(恒定状态对于挤出的棒,杆,型材和管:1%至3%,对于拉管:0.5%至3%),并自然时效,产品在拉伸后不再做进一步的校直T3511 除了允许在拉伸后做小量的校直,以便符合标准的公差这一点外,其余方面均于3510相同T352 固溶化热处理,通过压缩产生一个1%至5%的恒定状态的变形,以消除应力,并自然时效。
T354 固溶化热处理,通过在精锻模内再冲压至冷态,自然时效T36 固溶化热处理,冷作约6%,并自然时效T37 固溶化热处理,冷作约7%,并自然时效T39 固溶化热处理并进行一定量的冷作,以得到所规定的力学性能,冷作可在自然时效以前或以后进行。
T4 固溶热处理后自然时效至基本稳定的状态适用于在固溶热处理后,不再进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品T42固溶化热处理,并进行自然时效,用于试验材料,从退火或回火进行固溶化热处理直到显示热处理特性,或用于产品,由用户从任何状态进行热处理的变形产品。
代号名称说明与应用F 自由加工状态适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品,该状态产品的力学性能不作规定。
铝合金铸件的热处理
铝合金铸件的热处理铝合金铸件的热处理是指按某一热处理规范,控制加热温度、保温时间和冷却速度,改变合金的组织,其主要目的是:提高力学性能,增强耐腐蚀性能,改善加工性能,获得尺寸的稳定性。
铝合金铸件的热处理工艺可以分为如下四类:1 退火处理将铝合金铸件加热到较高的温度,一般约为300 ℃左右,保温一定的时间后,随炉冷却到室温的工艺称为退火。
在退火过程中固溶体发生分解,第二相质点发生聚集,可以消除铸件的内应力,稳定铸件尺寸,减少变形,增大铸件的塑性。
2 固溶处理固溶处理把铸件加热到尽可能高的温度,接近于共晶体的熔点,在该温度下保持足够长的时间,并随后快速冷却,使强化组元最大限度的溶解,这种高温状态被固定保存到室温,该过程称为固溶处理。
固溶处理可以提高铸件的强度和塑性,改善合金的耐腐蚀性能。
固溶处理的效果主要取决于下列三个因素:(1)固溶处理温度。
温度越高,强化元素溶解速度越快,强化效果越好。
一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。
为了获得最好的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到更高的温度进行保温和淬火。
固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。
固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。
(2)保温时间。
保温时间是由强化元素的溶解速度来决定的,这取决于合金的种类、成分、组织、铸造方法和铸件的形状及壁厚。
铸造铝合金的保温时间比变形铝合金要长得多,通常由试验确定,一般的砂型铸件比同类型的金属型铸件要延长20%-25% 。
(3)冷却速度。
淬火时给予铸件的冷却速度越大,使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。
6063铝合金 热处理状态

6063铝合金热处理状态
6063铝合金的热处理状态有以下几种:
1. T1状态:6063铝合金经过自然时效处理后获得的状态,即
未经过人工时效处理。
2. T4状态:6063铝合金经过固溶处理(通常在500-530°C的
温度下保温一段时间),然后进行人工时效处理,获得的状态。
3. T5状态:6063铝合金经过固溶处理(通常在500-530°C的
温度下保温一段时间),然后通过水淬或气淬来快速冷却,再进行人工时效处理,获得的状态。
4. T6状态:6063铝合金经过固溶处理(通常在500-530°C的
温度下保温一段时间),然后通过水淬或气淬来快速冷却,再进行人工时效处理(通常在150-180°C的温度下保温一段时间),获得的状态。
这些热处理状态会对6063铝合金的机械性能、耐腐蚀性和加
工性等性能产生影响,不同状态下的合金会具有不同的特点和用途。
铝合金的各种状态说明

铝合金的各种状态说明
铝合金状态通常以数字和字母的组合来表示,其中数字表示不同的处理状态,字母表示具体的处理方法。
以下是一些常见的铝合金状态对照表:
F状态(As Fabricated):
F状态表示铝合金经过成型工艺(锻造、轧制等)后的未进行热处理的初始状态。
O状态(Annealed):
O状态表示经过退火处理,提高了铝合金的可塑性,但没有经过其他热处理。
H状态(Strain Hardened):
H状态表示经过冷加工或拉伸硬化处理。
数字后面的数字表示硬化的程度,例如H14、H32等。
T状态(Thermally Treated):
T状态表示经过热处理。
数字后面的数字表示具体的热处理过程,例如T6、T651等。
T6:人工时效,人工时效对合金进行固溶处理(加热至高温)后,通过人工冷却来硬化合金。
T651:人工时效后的拉伸应力释放处理,是T6状态的变体,通过在拉伸过程中释放应力,提高了铝合金的稳定性。
T4:自然时效,合金在自然条件下经过一段时间的时效硬化。
T73:T6状态后进行稳定时效处理,以提高合金的抗应力腐蚀裂纹性能。
T81:T8状态的一种变体,通过稳定时效处理提高了抗应力腐蚀裂纹性能。
6061热处理状态

6061热处理状态摘要:1.6061 铝合金概述2.6061 铝合金的热处理状态3.6061 铝合金在不同热处理状态下的性能4.6061 铝合金的典型应用正文:一、6061 铝合金概述6061 铝合金是一种高强度、可焊性好、耐腐蚀的铝合金材料,其主要成分为铝、镁、硅等元素。
这种合金广泛应用于各种工业领域,如航空航天、汽车制造、建筑装饰等,具有良好的综合性能。
二、6061 铝合金的热处理状态6061 铝合金的热处理状态主要包括退火状态、正火状态、时效状态和稳定化状态。
这些状态的差异主要取决于热处理的温度、保温时间和冷却方式等因素。
1.退火状态:通过加热至一定温度并保温一段时间后,缓慢冷却至室温。
这种状态下的6061 铝合金具有较好的可塑性和可焊性,适用于冷加工和焊接等工艺。
2.正火状态:正火处理是在退火基础上进行的,通过加热至更高温度并保温一段时间后,快速冷却至室温。
这种状态下的6061 铝合金强度和硬度较高,但塑性和可焊性有所降低。
3.时效状态:时效处理是在正火基础上进行的,将经过正火处理的6061 铝合金在室温下放置一段时间,使其内部组织进一步发生变化。
这种状态下的6061 铝合金具有较高的强度、硬度和稳定性,适用于高强度、高刚性的零部件制造。
4.稳定化状态:稳定化处理是在时效基础上进行的,通过加热至一定温度并保温一段时间后,缓慢冷却至室温。
这种状态下的6061 铝合金具有较好的耐腐蚀性能,适用于需要良好耐腐蚀性的零部件制造。
三、6061 铝合金在不同热处理状态下的性能1.退火状态:强度较低,硬度不高,塑性良好,可焊性优良。
2.正火状态:强度和硬度较高,塑性略低,可焊性尚可。
3.时效状态:强度和硬度较高,塑性较低,具有良好的稳定性。
4.稳定化状态:强度和硬度适中,具有良好的耐腐蚀性能。
四、6061 铝合金的典型应用由于6061 铝合金具有优良的综合性能,因此在各个领域都有广泛的应用。
例如,在航空航天领域,可用于制造飞机结构件、发动机零件等;在建筑装饰领域,可用于制作门窗、幕墙等;在汽车制造领域,可用于制作车身、轮毂等部件。
铝合金热处理状态定义
铝合金热处理状态定义公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]铝合金T状态含义如下:T1-----铝材从高温热加工冷却下来,经自然时效所处的充分稳定的状态。
适用于热挤压的不进行冷加工的材料,或矫直等冷加工对其标定力学性能无影响的产品。
T2-----铝材从高温热加工冷却后冷加工,然后再进行自然时效的状态。
如为了提高强度,对热挤压产品进行冷加工,在通过自然时效可达到充分稳定的状态,也适用于矫直加工会影响其标定力学性能的产品。
T3-----固溶处理后进行冷加工,然后通过自然时效所达到的一种状态。
适用于固溶处理后通过冷加工能提高其自然时效状态的强度性能的产品,或矫直能影响其标定力学性能的产品;T31-----固溶热处理,冷加工月1%变形量,然后自然时效;T351-----固溶热处理,通过可控的拉伸量消除应力(薄板的永久变形量%~%,厚板的%~3%,棒材的冷精轧量即冷精整变形量1%~3%,手锻件或环锻件及轧制环的永久变形量1%~5%),然后自然时效。
拉伸后不再进行矫直; T3510-----固溶热处理,通过可控的拉伸量对挤压材消除应力(挤压管、棒、型材的永久变形量1%~3%,拉伸管的永久变形量%~3%),然后自然时效。
拉伸后不再进行矫直;T3511-----同T3510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度;T352-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;T354-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于模锻件;T36-----固溶热处理,冷加工约6%变形量,然后自然时效;T37-----固溶热处理,冷加工约7%变形量,然后自然时效;T39-----固溶热处理,适量的冷加工变形以满足既定的力学性能要求,冷加工可在自然时效前进行,也可在其后进行。
T4-----固溶热处理与自然时效。
T41-----在热水中淬火的状态,以防止变形与产生较大的热应力,此状态用于锻件;T42-----固溶热处理与自然时效,适用于自退火状态或F状态固溶热处理的实验材料,也适用于用户将任何状态的材料固溶热处理与自然时效;T451-----固溶热处理,通过一定量的拉伸以消除应力(薄板的永久变形量%~%,厚板的%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后自然时效。
铝合金及热处理

第5页
各铝牌号代表合金
1系代表有1050:0.3Si 0.4Fe 0.1Cu 0.1Mn 0.1Mg 0.1Zn 0.1V 。 高纯铝(含铝量99.9%以上)主要用于科学试验,化学工业及特殊用途。 抗拉强度 σb (MPa)95~125 ,条件屈服强度 σ0.2 (MPa)≥75,1050主要
特性 为纯铝中添加少量铜元素形成,具有极佳的成形加工特性,高耐腐蚀 性,良好的焊接性和导电性。热处理工艺 热处理规范1)完全退火:加热 390~430℃,随材料有效厚度不同,保温时间30~120min,以30~50℃/h速 度随炉冷至300℃下,再空冷。2)快速退火,加热350~370℃,随材料有效 厚度不同,保温时间30~120min。空或水冷。 3)淬火和时效:淬火500~ 510℃,空冷,人工时效 95~105℃,3h,空冷,自然时效。应用举例 :广 泛用于对强度要求不高的产品,如化工仪器,薄板加工件,深拉或旅压凹形 器皿,焊接零件,热交换器,钟表面及盘面,铭牌,厨具,装饰品。
变质处理:变质处理就是向金属液体中加入一些细小的形核剂(又称为孕育剂或变质 剂),使它在金属液中形成大量分散的人工制造的非自发晶核,从而获得细小的铸造晶粒, 达到提高材料性能的目的。
孕育处理:在凝固过程中,向液态金属中添加少量其它物质,促进形核、抑制生长, 达到细化晶粒的目的。 习惯上,向铸铁中加入添加剂称为孕育处理;向有色合金中加入 添加剂则称变质处理。 从本质上说,孕育处理主要影响形核和促进晶粒游离;而变质处 理则是改变晶体的生长机理(抑制长大),从而影响晶体形貌。
铝合金热处理及牌号基本概念
铝合金热处理代号--(名称)
F 自由加工状态 (适用于在成型过程中对于加工硬化和热处理条件无特殊要求
的产品,该状态产品的力学性能不作规定)
铝合金产品热处理状态
铝型材自然时效——是型材在室温下时效强化,时效时间为1个月以上。
铝合金人工时效——是型材在高于室温的温度下(如185℃)进行时效强化。
常用铝型材热处理状态有T1、T4、T5、T591、T592、T595、T6等。
T4:固溶热处理后自然时效至基本稳定的状态。
适用于固溶热处理后,不再进行冷加工的产品。
T5:由高温成型过程冷却,然后进行人工时效的状态。
适用于由高温成型过程冷却后,不经过冷加工,予以人工时效的产品。
变形铝及铝合金状态、代号
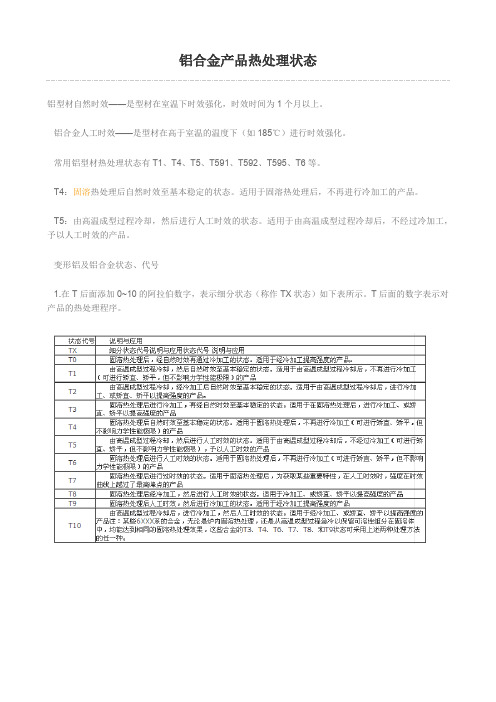
1.在T后面添加0~10的阿拉伯数字,表示细分状态(称作TX状态)如下表所示。
T后面的数字表示对产品的热处理程序。
T状态及TXXX状态(消除应力状态外)在TX状态代号后面再添加一位阿拉伯数字(称作TXX状态),或添加两位阿拉伯数字(称作TXXX状态),表示经过了明显改变产品特性(如力学性能、抗腐蚀性能等)的特定工艺处理的状态,如下表所示。
青岛丰东热处理有限公司专业提供热处理服务,可为客户提供化学热处理(渗碳、渗氮、碳氮共渗)、真空热处理、等离子热处理(离子渗氮)、常规热处理(含深冷处理)等四大领域的热处理加工服务。
欢迎新老客户来电咨询,电话:4006577217。
“青岛丰东热处理”微信公众号提供热“新鲜”的处理行业动态及资讯,如果您对热处理相关知识感兴趣,欢迎关注我们,青岛丰东期待与您共同进步!。
铝合金 热处理
铝合金热处理铝合金热处理铝合金是一种广泛应用于航空航天、汽车、建筑等领域的重要材料。
为了改善铝合金的性能和机械性能,通常需要进行热处理。
本文将介绍铝合金热处理的一些基本概念、方法和效果。
一、热处理的基本概念热处理是通过控制材料的加热和冷却过程,改变其组织结构和性能的一种方法。
在铝合金中,热处理主要是通过控制材料的加热温度、保温时间和冷却速率来实现的。
二、常见的铝合金热处理方法1. 固溶处理固溶处理是指将铝合金加热到固溶温度,使固溶体中的溶质完全溶解,然后通过快速冷却来获得均匀的固溶体。
固溶处理可以提高铝合金的强度和塑性,并改善其耐蚀性能。
2. 固溶时效处理固溶时效处理是在固溶处理的基础上,将材料保温一段时间,使固溶体中的溶质重新沉淀,形成细小的弥散相。
这种处理方法可以进一步提高铝合金的强度和硬度,同时保持较好的塑性。
3. 调质处理调质处理是指将固溶时效处理后的铝合金再次加热到一定温度,然后快速冷却。
这种处理方法可以消除固溶体中的残余溶质,进一步提高材料的硬度和强度。
三、铝合金热处理的效果通过适当的热处理方法,铝合金可以获得以下几个方面的改善:1. 强度提高:热处理可以通过形成细小的弥散相、消除残余溶质等方式提高铝合金的强度。
2. 硬度提高:热处理可以使铝合金的硬度增加,提高抗划伤和耐磨性能。
3. 耐腐蚀性能提高:热处理可以改善铝合金的耐腐蚀性能,使其更适用于恶劣环境下的使用。
4. 机械性能的综合改善:热处理可以综合改善铝合金的强度、硬度和塑性,使其具有更好的机械性能。
四、注意事项在进行铝合金热处理时,需要注意以下几个方面:1. 温度控制:热处理的温度要根据具体的合金成分和要求来确定,过高或过低的温度都会影响处理效果。
2. 保温时间:保温时间的长短也会对处理效果产生影响,需要根据具体情况进行合理控制。
3. 冷却速率:冷却速率对于处理后的组织和性能也有重要影响,需要选择合适的冷却方法和速率。
4. 处理工艺:不同的合金和要求可能需要不同的处理工艺,需要根据实际情况进行选择和优化。
铝合金热处理技术
铝合金热处理技术热处理的定义很广,凡是人为控制之加热与冷却过程,用以改善材料之结构与性质者皆属于热处理,所以铸锭在加工前成形中,或加工后以及铸件所施之加热及冷却过程都叫热处理,亦包含下式的处理:(1)浸热(Soaking),均质化处理(homogenizing)预热—使铸块组织均质化而长时间加热处理。
(2)再热(reheating)热间加工,而加热处理。
(3)Annealing退火-软化材料。
(4)Solution heat treatment)溶体化处理,auenching淬火,回火(artificial aging 或 temper)—提高材料强度(5)Stabilizing treatment安定化处理铝合金分为两大类:(1)Heat treatable alloy(2)Non-heat treatable热处理铝合金为2XXX,6XXX,7XXX或2XX.X,3XX.X,7XX.X,其区分是热处理铝合金如施以适当热处理其内部结构发生一种相变化,产生细致析出物,藉此种析出物,强化材料。
这种现象叫析出硬化或时效硬化。
(Heat treatable alloy =precipitation-hardenable alloy)非热处理合金则无析出硬化现象(但也会有析出物),故其强化作用通常借助一般的方法,如因溶体强化,加强化细晶强化。
(1)铝合金之特性首先我们先讨论铝及其合金的特性来说明铝及铝合金为何大量的被运用。
(a)轻~2.7Mg/m,差不多是同体积铜或钢的1/3重量。
(b)防腐蚀能力强。
(c)可反射辐射能—可见光、辐射热、电磁波。
(d)导电及导热能力强,且又是非铁磁性。
(e)non-sparking(f)无毒性(g)外观及表面易处理(h)机械性质良好(i)存量多铝合金的代号甚多,例如:A.A(Aluminum,Association)Al coa:(Alumunum Company of America),JIS,DIN,BS等等,在我们仅说明A.A.代号及J.I.S代号:A.A.代号用四位数字表示1XXX 纯铝系 99.00%以上2XXX Al-Cu3XXX Al-Mn4XXX Al-Si5XXX Al-Mg6XXX Al-Mg-Si7XXX Al-Zn8XXX 前代号以外之系统9XXX 备用J.I.S代号 A2P1A-代表铝2-表示大区别 1.铝 2.耐蚀铝合金 3.高力铝合金 4.耐热铝合金P-表示形状 P板 R条 E圆板 PC合板 RC合条 T管B棒 W线 S挤压形材 V卯钉材 F锻造品H箔 TW熔接管 BC导体1-表示种类特1 特2分别用S.O(2)铝合金之析出硬化当金属所受袜力超过其降伏强度时,即发生塑性变形,从内部微结构的观点来看,变形最主要是由差排(dislocation)再受外力下,开始移动而造成。
常用航空用铝合金热处理规范解读_图文
适用于在精整模内通过冷整形来消除应力的模锻件。内应力的消除通 常采用拉伸及压缩的混合方式进行。
11
T3热处理态
T3态主要用于飞机蒙皮板、壁板、桁条等。如2024-T351 机身蒙皮板、2524-T351板材、2324-T39等。 常用到的规范有:T31、T351、T3510、T3511、T352、 T354、T36、T361等。
2024-T361,应用于板材,基本热处理是T3,表明产品经过固溶处 理及淬火后,对产品施加冷变形。冷变形量远大于对产品进行矫直 或平整所需要的变形量(T3),该工艺称为T361。
T36---基本热处理是T3,表明经过固溶处理及淬火后,对产品施加冷 变形,冷加工变形量约6%,然后进行自然时效。
15
T354-----适用于模锻件。工艺为:产品经过固溶热处理及淬火后,在精 整模内冷整形以消除应力,然后进行自然时效。内应力的消除 通常采用拉伸及压缩的混合方式进行。
13
2026-T3511挤压型材的热处理工艺
用
途:2026-T3511挤压型材,用于桁条。
铸 锭 规 格:Φ350mm,经均匀化退火后铸锭车皮至Φ313mm。
适用于固溶处理、淬火或从高温成型过程冷却后,按规定量进行拉伸 的挤压棒材、型材或管材以及拉制管材。这些产品在拉伸后不再进行 矫直。挤压棒材、型材或管材的永久变形量是1~3%;拉制管材的永久 变形量为1.5%~3%。
适用于固溶处理、淬火或从高温成型过程冷却后,按规定量进行拉伸 的挤压棒材、型材或管材以及拉制管材。这些产品在拉伸后可略微矫 直以使产品达到公差要求。挤压棒材、型材或管材的永久变形量是 1~3%;拉制管材的永久变形量为1.5%~3%。
铝合金热处理状态代号

铝合金热处理状态代号铝合金是一种广泛应用于工业和民用领域的重要材料,其热处理状态代号对于材料的性能和用途具有重要意义。
本文将从几种常见的铝合金热处理状态代号入手,介绍其特点、应用和影响因素。
1. F状态(退火状态)F状态是指铝合金在加热至一定温度后进行自然冷却得到的状态。
退火处理可以消除合金中的应力和晶界,提高材料的延展性和塑性。
F状态的铝合金具有较好的成形性和可加工性,常用于制造成型要求较高的零件,如铝制容器、罐体等。
2. O状态(自然时效状态)O状态是指铝合金经退火后,以室温自然冷却至稳定状态的状态。
自然时效可以使合金中的溶质元素在晶界和析出相中形成弥散的固溶体,提高材料的强度和硬度。
O状态的铝合金广泛用于制造结构件、车身板等需要较高强度的零件。
3. H状态(冷加工硬化状态)H状态是指铝合金在经冷加工(如压延、拉伸等)后,通过热处理获得的状态。
冷加工可以使合金晶粒细化和晶界强化,但也会导致材料硬化。
H状态的铝合金经过适当的热处理,可以恢复材料的塑性和延展性,提高可加工性。
H状态的铝合金常用于制造需要高强度和高塑性的零件,如飞机结构件、汽车车轮等。
4. T状态(时效硬化状态)T状态是指铝合金经过固溶处理和时效处理后得到的状态。
固溶处理是将合金加热至固溶温度,使溶质元素溶解在基体中;时效处理是将固溶后的合金在一定温度下保持一段时间,使溶质元素析出形成弥散的析出相。
T状态的铝合金具有较高的强度和硬度,同时保持一定的塑性和韧性。
T状态的铝合金广泛应用于航空、航天、汽车等领域,制造高强度和轻质的零件。
铝合金热处理状态代号的选择取决于合金的成分、用途和性能要求。
不同的热处理状态会对铝合金的力学性能、耐腐蚀性能和加工性能产生不同的影响。
因此,在选择热处理状态时,需要综合考虑材料的特性和使用条件,并进行相应的工艺设计和控制。
铝合金热处理状态代号是描述铝合金材料不同性能和用途的重要标识。
不同的热处理状态决定了铝合金的力学性能、加工性能和耐腐蚀性能。
铝合金热处理状态定义

铝合金T状态含义如下:T1-----铝材从高温热加工冷却下来;经自然时效所处的充分稳定的状态..适用于热挤压的不进行冷加工的材料;或矫直等冷加工对其标定力学性能无影响的产品..T2-----铝材从高温热加工冷却后冷加工;然后再进行自然时效的状态..如为了提高强度;对热挤压产品进行冷加工;在通过自然时效可达到充分稳定的状态;也适用于矫直加工会影响其标定力学性能的产品..T3-----固溶处理后进行冷加工;然后通过自然时效所达到的一种状态..适用于固溶处理后通过冷加工能提高其自然时效状态的强度性能的产品;或矫直能影响其标定力学性能的产品;T31-----固溶热处理;冷加工月1%变形量;然后自然时效;T351-----固溶热处理;通过可控的拉伸量消除应力薄板的永久变形量0.5%~3.0%;厚板的1.5%~3%;棒材的冷精轧量即冷精整变形量1%~3%;手锻件或环锻件及轧制环的永久变形量1%~5%;然后自然时效..拉伸后不再进行矫直; T3510-----固溶热处理;通过可控的拉伸量对挤压材消除应力挤压管、棒、型材的永久变形量1%~3%;拉伸管的永久变形量0.5%~3%;然后自然时效..拉伸后不再进行矫直;T3511-----同T3510状态;但拉伸后作了镜面矫直;以达到标准规定的尺寸偏差精度;T352-----固溶热处理;压缩永久变形量1%~5%以消除应力;然后自然时效; T354-----固溶热处理;在精整模内冷整形以消除应力;然后自然时效;适用于模锻件;T36-----固溶热处理;冷加工约6%变形量;然后自然时效;T37-----固溶热处理;冷加工约7%变形量;然后自然时效;T39-----固溶热处理;适量的冷加工变形以满足既定的力学性能要求;冷加工可在自然时效前进行;也可在其后进行..T4-----固溶热处理与自然时效..T41-----在热水中淬火的状态;以防止变形与产生较大的热应力;此状态用于锻件;T42-----固溶热处理与自然时效;适用于自退火状态或F状态固溶热处理的实验材料;也适用于用户将任何状态的材料固溶热处理与自然时效;T451-----固溶热处理;通过一定量的拉伸以消除应力薄板的永久变形量0.5%~3.0%;厚板的1.5%~3%;棒材轧制永久变形量或冷精整相等的变形量;自由锻件、环锻件和轧制环的1%~5%;然后自然时效..拉伸后不得作进一步的矫直;T4510-----固溶热处理;一定量的拉伸以消除应力挤压管、棒、型材的永久变形量1%~3%;拉拔管的永久变形量0.5%~3%;然后自然时效;拉伸后不得作进一步的矫直;T4511-----同T4510状态;但拉伸后作了镜面矫直;以达到标准规定的尺寸偏差精度;T452-----固溶热处理;压缩永久变形量1%~5%以消除应力;然后自然时效; T454-----固溶热处理;在精整模内冷整形以消除应力;然后自然时效;适用于模锻件;T5-----从热加工温度冷却后再进行人工时效..T51-----从热加工温度冷却后进行欠人工时效处理;以改善成形性能;T56-----从热加工温度冷却后再进行人工时效;但其力学性能比T5状态的高一些;是通过对加工工艺的特殊控制达到的;适用于6xxx系合金..T6-----固溶热处理;然后人工时效..T61-----固溶热处理;然后欠人工时效;以提高成形性能;T6151-----固溶热处理;一定量的拉伸以消除应力薄板的永久变形量0.5%~3.0%;厚板的 1.5%~3%;然后欠人工时效;以提高成形性能;拉伸后不得作进一步的矫直;T62-----固溶热处理与人工时效;适宜于自退火状态或F状态固溶处理的实验材料;或用户将任何状态的材料进行热处理;T64-----固溶热处理;然后欠人工时效;以改善成形性能..这种状态材料的性能介于T6状态与T61状态材料的性能之间;T651----固溶热处理;拉伸一定量以消除应力薄板的永久变形量0.5%~3.0%;厚板的 1.5%~3%;棒材轧制永久变形量或冷精整相等的变形量;自由锻件、环锻件和轧制环的1%~5%;然后人工时效;拉伸后不再对材料作进一步的矫直; T6510-----固溶热处理;拉伸一定量以消除应力挤压管、棒、型材的永久变形量1%~3%;拉拔管的永久变形量0.5%~3%;然后人工时效;拉伸后不再对材料作进一步的矫直;T6511-----同T6510状态;但拉伸后作了镜面矫直;以满足标准规定的尺寸偏差精度;T652-----固溶热处理;通过施压产生1%~5%永久变形以消除应力;然后人工时效;T654-----固溶热处理;在精整模内冷整形以消除应力;然后人工时效;适用于模锻件;T66-----固溶热处理;然后人工时效;通过对工艺过程进行特殊控制以使此状态材料的力学性能比T6状态的高一些适用于6xxx系合金;其量由供需双方商定..T7------固溶热处理;然后过人工时效..T73-----固溶热处理;然后过人工时效处理到材料具有最佳的抗应力腐蚀能力; T732-----固溶热处理;然后过人工时效处理到材料具有最佳的抗应力腐蚀能力;适宜于自退火状态或F状态固溶处理的实验材料;也适宜于用户将任何状态的材料进行热处理;T7351------固溶热处理;拉伸一定量以消除应力薄板的永久变形量0.5%~3.0%;厚板的 1.5%~3%;棒材轧制永久变形量或冷精整相等的变形量;自由锻件、环锻件和轧制环的1%~5%;然后过人工时效到材料具有最佳的抗应力腐蚀能力;拉伸后不再对产品作进一步的矫直;T73510-----固溶热处理;拉伸一定量以消除应力挤压管、棒、型材的永久变形量1%~3%;拉拔管的永久变形量0.5%~3%;然后过人工时效到材料具有最佳的抗应力腐蚀能力;拉伸后不再对产品作进一步的矫直;T73511-----同T73510状态;但拉伸后作了镜面矫直;以满足标准规定的尺寸偏差精度;T7352-----固溶热处理;通过施压产生1%~5%永久变形以消除应力;然后过人工时效到材料具有最佳的抗应力腐蚀能力;T7354-----固溶热处理;在精整模内冷整形以消除应力;然后过人工时效到产品具有最佳的应力腐蚀抗力;T74-----固溶热处理;然后过人工时效;使材料的性能位于T73状态与T76状态的材料性能之间;T7451-----固溶热处理;拉伸一定量以消除应力薄板的永久变形量0.5%~3.0%;厚板的 1.5%~3%;棒材轧制永久变形量或冷精整相等的变形量;自由锻件、环锻件和轧制环的1%~5%;然后过人工时效;使材料的性能介于T73状态和T76状态材料的性能之间;T74510-----固溶热处理;拉伸一定量以消除应力挤压管、棒、型材的永久变形量1%~3%;拉拔管的永久变形量0.5%~3%;然后过人工时效到材料的性能介于T73状态和T76状态材料的性能之间;拉伸后不再对材料作进一步的矫直; T74511-----同T74510状态;但拉伸后作了镜面矫直;以满足标准规定的尺寸偏差;T7452-----固溶热处理;通过施压产生1%~5%永久变形量;然后过人工时效到材料的性能介于T73状态和T76状态材料的性能之间;T7454-----固溶热处理;在精整模内冷整形以消除应力;然后过人工时效到材料的性能介于T73状态和T76状态材料的性能之间;适用于模锻件;T76-----固溶热处理;搜索然后过人工时效材料到具有良好的抗剥落腐蚀的能力; T761-----固溶热处理;然后过人工时效材料到具有良好的抗剥落腐蚀的能力;适于7475合金板带材;T762-----固溶热处理;然后过人工时效材料到具有良好的抗剥落腐蚀的能力;适宜于自退火状态或F状态热处理的实验材料;也指用户将任何状态的材料再热处理后的状态;T7651-----固溶热处理;拉伸一定量以消除应力薄板的永久变形量0.5%~3.0%;厚板的1.5%~3%;轧制或冷精整棒材的1%~3%;手锻件、环锻件和轧制环的1%~5%;然后过人工时效到材料具有良好的抗剥落腐蚀能力;拉伸后不得再进行矫直;T76510-----固溶热处理;拉伸一定量以消除应力挤压管、棒、型材的永久变形量1%~3%;拉拔管的永久变形量0.5%~3%;然后过人工时效到材料具有良好的抗剥落腐蚀能力;拉伸后不得再进行矫直;T76511-----同T76510状态;但拉伸后作了镜面矫直;以满足标准规定的尺寸偏差精度;T7652-----固溶热处理;通过施压产生1%~5%永久变形量;然后过人工时效到材料具有良好的抗剥落腐蚀能力状态;T7654-----固溶热处理;在精整模内冷整形以消除应力;然后过人工时效处理以达到材料具有良好的抗剥落腐蚀能力;适用于模锻件;T79-----固溶热处理;然后轻微过人工时效;T79510-----固溶热处理;拉伸一定量以消除应力挤压管、棒、型材的永久变形量1%~3%;拉拔管的永久变形量0.5%~3%;然后轻微过人工时效;拉伸后不得再进行矫直;T79511-----同T79510状态;但拉伸后作了镜面矫直;以满足标准规定的尺寸偏差精度..T8-----固溶热处理;冷加工;然后人工时效..T81-----固溶热处理;冷加工;变形量约1%;然后人工时效;T82-----用户进行固溶热处理;拉伸矫直的最低永久变形量2%;然后人工时效;适用于8090合金;T832-----固溶热处理;冷加工至特定的永久变形率;然后人工时效;适用于拉拔6063合金管;T841-----固溶热处理;冷加工;然后欠人工时效;适用于2091及8090合金薄板、带;T84151----固溶热处理;拉伸永久变形量1.5%~3%;以消除应力;然后欠人工时效;适用于2091及8090合金厚板;T851-----固溶热处理;拉伸一定量以消除应力薄板的永久变形量0.5%~3.0%;厚板的1.5%~3%;轧制或冷精整棒材的1%~3%;手锻件、环锻件轧制环的1%~5%;然后人工时效;拉伸后不再进行矫直;T8510-----固溶热处理;拉伸一定量以消除应力挤压管、棒、型材的永久变形量1%~3%;拉拔管的永久变形量0.5%~3%;然后人工时效;拉伸后不得再进行矫直;T8511-----与T8510状态;但拉伸后作了镜面矫直;以满足标准规定的尺寸偏差精度;T852-----固溶热处理;通过施压使材料产生1%~5%的永久变形量;然后人工时效;T854-----固溶热处理;于精整模内冷整形以消除应力;然后过人工时效;适用于模锻件;T86-----固溶热处理;冷加工使之产生约6%的冷变形量;然后人工时效; T87-----固溶热处理;冷加工使之产生约7%的冷变形量;然后人工时效;T89-----固溶热处理;冷加工使其获得所要求的适当力学性能;然后人工时效; T9-----固溶热处理;人工时效;然后冷加工..适用于经冷加工以提高其强度的材料..T10-----自高温成形过程冷却后;冷加工;然后人工时效..适用于经冷加工或拉伸、矫直可提高其强度的材料..。
铝合金的热处理工艺
铝的热处理工艺铝的热处理:利用溶体化处理、时效硬化处理可以调整铝合金的强度、成型性以及其他一些性质。
一般利用溶体化处理+淬火处理+时效硬化处理来进行。
溶体化处理(固溶化热处理)/ Solution Treatment:对合金来说,一般温度越高,加入基本金属中的合金元素越容易溶化。
与此相应,加热到合金固有的温度后进行急速冷却的话,低温下应该析出的合金元素会呈现固溶(溶化)状态。
非铁金属(主要是铝合金)中叫溶体化处理,不锈钢中叫做固溶化热处理。
时效硬化/ Age Hardening:经过固溶化热处理后的合金,本来在低温下就可以析出的合金元素通过急速冷却后析出不久又变为了强行溶化的状态,不稳定。
这是随着时间的流逝,物品为变回原来稳定的状态而产生的析出。
这种析出的结晶不易滑动且较硬。
这个叫做“时效硬化”或者“析出硬化”。
在时效硬化中有常温时效硬化和人工时效硬化,后者叫做“析出硬化处理”。
常温时效硬化:在常温中自然通过时效硬化。
析出时效硬化:温度定在100~200℃中进行加热。
铝的调质记号:经过冷间加工、溶体化处理、时效硬化处理、退火等可以调整铝合金的强度、成型性以及其他的性质。
通过此类操作达到所定性质的过程叫调质,调质的种类叫质别。
基本记号:F:刚造出来的产品O:退火后的产品H:加工硬化后的产品W:溶体化处理后的产品T:指利用热处理达到F、O、H以外的稳定的质别的产品T1:从高温加工至冷却后,通过自然时效硬化的产品T2:从高温加工至冷却后,进行冷间加工,然后通过自然时效硬化的产品T3:溶体化处理后,进行冷间加工,然后通过自然时效硬化的产品T4:溶体化处理后,通过自然时效硬化的产品T5:从高温加工至冷却后,通过人工时效硬化的产品T6:溶体化处理后,通过人工时效硬化的产品T7:溶体化处理后,通过稳定化处理的产品T8:溶体化处理后,进行冷间加工,然后通过人工时效硬化的产品T9:溶体化处理后,通过人工时效硬化,然后再进行冷间加工的产品T10:从高温加工到冷却后,进行冷间加工,然后通过人工时效硬化的产品T6处理(热处理工艺的温度变化曲线):此处仅仅例举常用的T6处理,其他处理工艺的温度变化曲线可以类推。
铝合金铸件热处理操作规程
1 定义及其目的热处理就是选用某一热处理规范,控制加热速度,升到某一相应温度下保温一定时间以一定的速度冷却,改变其合金组织。
其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。
2 热处理工艺分类2.1 退火:2.1.1 定义:退火就是将铝合金铸件加热到较高温度(一般300℃左右),保温一定时间,随炉冷却到室温的工艺。
2.1.2 目的:消除内应力,稳定尺寸,减少变形,增大塑性。
2.2 固溶处理:2.2.1 定义:固溶处理就是把铸件加热到尽可能高的温度(接近于共晶的熔点),在该温度下保持足够长的时间,并随后快速冷却。
2.2.2 目的:提高铸件的强度和塑性,改善合金的耐腐蚀性能。
2.3 时效处理:2.3.1 定义:时效处理就是将铸件加热到某一温度,保温一定时间后出炉,在空气中缓慢冷却到室温的工艺。
2.3.2 分类:2.3.2.1 不完全人工时效:它是采用比较低的时效温度或较短的保温时间,目的是为了获得优良的综合力学性能,即比较高的强度,良好的塑性和韧性。
2.3.2.2 完全人工时效:它是采用较高的时效温度和较长的保温时间。
目的:获得最大的硬度,即得到最高的抗拉强度。
2.3.2.3 过时效:它是加热到更高温度下进行。
目的:得到好的抗应力腐蚀性能或比较稳定的组织和几何尺寸。
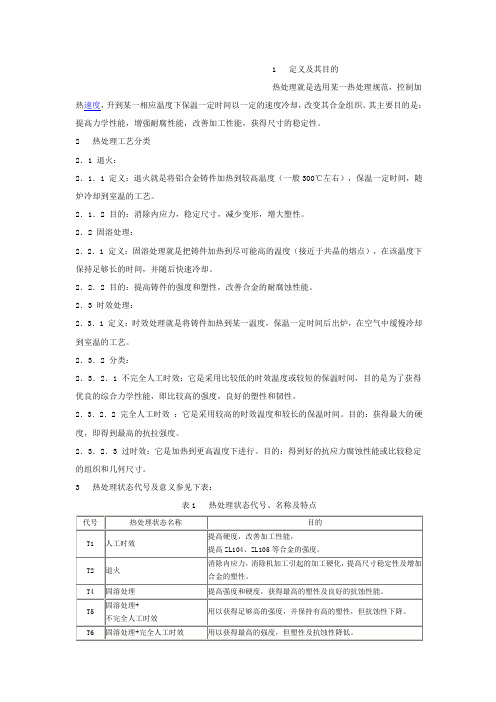
3 热处理状态代号及意义参见下表:表1 热处理状态代号、名称及特点4 热处理工艺参数参见表2:表2 常用铝合金(铝硅系)热处理规范注:表中未注明要求的,表示可通用于任何情况。
5 热处理操作要点:5.1 热处理用炉的准备:5.1.1 检查热处理用炉及辅助设备。
如供电系统、空气循环用风扇,自控仪表及热电偶插放位置是否正常、合格。
5.1.2 检查在正常工作条件下,炉膛各处温差是否在规定范围(±5℃)内。
5.1.3 起重设备是否正常、可靠。
5.2 装炉:5.2.1 待处理的铸件应按合金牌号、外廓尺寸、铸件壁厚及热处理规范进行分类。
6063铝合金 热处理状态
6063铝合金热处理状态【原创实用版】目录1.6063 铝合金概述2.6063 铝合金的热处理状态3.6063 铝合金的应用领域正文【6063 铝合金概述】6063 铝合金是一种常见的铝合金材料,其主要成分包括硅(Si)、铁(Fe)、铜(Cu)、锰(Mn)、镁(Mg)、铬(Cr)、锌(Zn)和钛(Ti),这些元素的总含量占到了铝合金的 0.15%。
6063 铝合金在市场上有着广泛的应用,其优良的性能和良好的加工性能使其在工业领域和建筑领域等方面都得到了广泛的应用。
【6063 铝合金的热处理状态】6063 铝合金的热处理状态是指在经过一定的加热和冷却处理后,铝合金的组织结构和性能发生了变化。
一般来说,6063 铝合金的热处理主要包括退火、正火、时效和调质等过程。
退火是将 6063 铝合金加热到一定的温度,保持一段时间后,再缓慢冷却下来的过程。
这个过程可以使铝合金的晶粒细化,提高其塑性和韧性。
正火是将 6063 铝合金加热到更高的温度,然后快速冷却下来的过程。
这个过程可以使铝合金的晶粒细化,提高其强度和硬度。
时效是指将 6063 铝合金在一定的温度下保持一段时间,使其组织结构发生稳定变化的过程。
这个过程可以使铝合金的强度和硬度得到进一步的提高。
调质是将 6063 铝合金先进行正火处理,然后再进行时效处理的过程。
这个过程可以使铝合金的强度、硬度和塑性达到一个平衡状态。
【6063 铝合金的应用领域】6063 铝合金的优良性能和良好的加工性能使其在工业领域和建筑领域等方面都得到了广泛的应用。
在工业领域,6063 铝合金主要应用于汽车零部件、机械零部件、电子元器件等领域。
在建筑领域,6063 铝合金主要应用于门窗、幕墙、装饰板等领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金T状态含义如下:T1-----铝材从高温热加工冷却下来,经自然时效所处的充分稳定的状态。
适用于热挤压的不进行冷加工的材料,或矫直等冷加工对其标定力学性能无影响的产品。
T2-----铝材从高温热加工冷却后冷加工,然后再进行自然时效的状态。
如为了提高强度,对热挤压产品进行冷加工,在通过自然时效可达到充分稳定的状态,也适用于矫直加工会影响其标定力学性能的产品。
T3-----固溶处理后进行冷加工,然后通过自然时效所达到的一种状态。
适用于固溶处理后通过冷加工能提高其自然时效状态的强度性能的产品,或矫直能影响其标定力学性能的产品;T31-----固溶热处理,冷加工月1%变形量,然后自然时效;T351-----固溶热处理,通过可控的拉伸量消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材的冷精轧量即冷精整变形量1%~3%,手锻件或环锻件及轧制环的永久变形量1%~5%),然后自然时效。
拉伸后不再进行矫直;T3510-----固溶热处理,通过可控的拉伸量对挤压材消除应力(挤压管、棒、型材的永久变形量1%~3%,拉伸管的永久变形量0.5%~3%),然后自然时效。
拉伸后不再进行矫直;T3511-----同T3510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度;T352-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;T354-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于模锻件;T36-----固溶热处理,冷加工约6%变形量,然后自然时效;T37-----固溶热处理,冷加工约7%变形量,然后自然时效;T39-----固溶热处理,适量的冷加工变形以满足既定的力学性能要求,冷加工可在自然时效前进行,也可在其后进行。
T4-----固溶热处理与自然时效。
T41-----在热水中淬火的状态,以防止变形与产生较大的热应力,此状态用于锻件;T42-----固溶热处理与自然时效,适用于自退火状态或F状态固溶热处理的实验材料,也适用于用户将任何状态的材料固溶热处理与自然时效;T451-----固溶热处理,通过一定量的拉伸以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后自然时效。
拉伸后不得作进一步的矫直;T4510-----固溶热处理,一定量的拉伸以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后自然时效,拉伸后不得作进一步的矫直;T4511-----同T4510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度;T452-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;T454-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于模锻件;T5-----从热加工温度冷却后再进行人工时效。
T51-----从热加工温度冷却后进行欠人工时效处理,以改善成形性能;T56-----从热加工温度冷却后再进行人工时效,但其力学性能比T5状态的高一些,是通过对加工工艺的特殊控制达到的,适用于6xxx系合金。
T6-----固溶热处理,然后人工时效。
T61-----固溶热处理,然后欠人工时效,以提高成形性能;T6151-----固溶热处理,一定量的拉伸以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%),然后欠人工时效,以提高成形性能,拉伸后不得作进一步的矫直;T62-----固溶热处理与人工时效,适宜于自退火状态或F状态固溶处理的实验材料,或用户将任何状态的材料进行热处理;T64-----固溶热处理,然后欠人工时效,以改善成形性能。
这种状态材料的性能介于T6状态与T61状态材料的性能之间;T651----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后人工时效,拉伸后不再对材料作进一步的矫直;T6510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后人工时效,拉伸后不再对材料作进一步的矫直;T6511-----同T6510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;T652-----固溶热处理,通过施压产生1%~5%永久变形以消除应力,然后人工时效;T654-----固溶热处理,在精整模内冷整形以消除应力,然后人工时效,适用于模锻件;T66-----固溶热处理,然后人工时效,通过对工艺过程进行特殊控制以使此状态材料的力学性能比T6状态的高一些(适用于6xxx系合金),其量由供需双方商定。
T7------固溶热处理,然后过人工时效。
T73-----固溶热处理,然后过人工时效处理到材料具有最佳的抗应力腐蚀能力;T732-----固溶热处理,然后过人工时效处理到材料具有最佳的抗应力腐蚀能力;适宜于自退火状态或F状态固溶处理的实验材料,也适宜于用户将任何状态的材料进行热处理;T7351------固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后过人工时效到材料具有最佳的抗应力腐蚀能力,拉伸后不再对产品作进一步的矫直;T73510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后过人工时效到材料具有最佳的抗应力腐蚀能力,拉伸后不再对产品作进一步的矫直;T73511-----同T73510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;T7352-----固溶热处理,通过施压产生1%~5%永久变形以消除应力,然后过人工时效到材料具有最佳的抗应力腐蚀能力;T7354-----固溶热处理,在精整模内冷整形以消除应力,然后过人工时效到产品具有最佳的应力腐蚀抗力;T74-----固溶热处理,然后过人工时效,使材料的性能位于T73状态与T76状态的材料性能之间;T7451-----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后过人工时效,使材料的性能介于T73状态和T76状态材料的性能之间;T74510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后过人工时效到材料的性能介于T73状态和T76状态材料的性能之间,拉伸后不再对材料作进一步的矫直;T74511-----同T74510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差;T7452-----固溶热处理,通过施压产生1%~5%永久变形量,然后过人工时效到材料的性能介于T73状态和T76状态材料的性能之间;T7454-----固溶热处理,在精整模内冷整形以消除应力,然后过人工时效到材料的性能介于T73状态和T76状态材料的性能之间,适用于模锻件;T76-----固溶热处理,搜索然后过人工时效材料到具有良好的抗剥落腐蚀的能力;T761-----固溶热处理,然后过人工时效材料到具有良好的抗剥落腐蚀的能力,适于7475合金板带材;T762-----固溶热处理,然后过人工时效材料到具有良好的抗剥落腐蚀的能力,适宜于自退火状态或F状态热处理的实验材料,也指用户将任何状态的材料再热处理后的状态;T7651-----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,轧制或冷精整棒材的1%~3%,手锻件、环锻件和轧制环的1%~5%),然后过人工时效到材料具有良好的抗剥落腐蚀能力,拉伸后不得再进行矫直;T76510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后过人工时效到材料具有良好的抗剥落腐蚀能力,拉伸后不得再进行矫直;T76511-----同T76510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;T7652-----固溶热处理,通过施压产生1%~5%永久变形量,然后过人工时效到材料具有良好的抗剥落腐蚀能力状态;T7654-----固溶热处理,在精整模内冷整形以消除应力,然后过人工时效处理以达到材料具有良好的抗剥落腐蚀能力,适用于模锻件;T79-----固溶热处理,然后轻微过人工时效;T79510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后轻微过人工时效,拉伸后不得再进行矫直;T79511-----同T79510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度。
T8-----固溶热处理,冷加工,然后人工时效。
T81-----固溶热处理,冷加工,变形量约1%,然后人工时效;T82-----用户进行固溶热处理,拉伸矫直的最低永久变形量2%,然后人工时效,适用于8090合金;T832-----固溶热处理,冷加工至特定的永久变形率,然后人工时效,适用于拉拔6063合金管;T841-----固溶热处理,冷加工,然后欠人工时效,适用于2091及8090合金薄板、带;T84151----固溶热处理,拉伸永久变形量1.5%~3%,以消除应力,然后欠人工时效,适用于2091及8090合金厚板;T851-----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,轧制或冷精整棒材的1%~3%,手锻件、环锻件轧制环的1%~5%),然后人工时效,拉伸后不再进行矫直;T8510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后人工时效,拉伸后不得再进行矫直;T8511-----与T8510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;T852-----固溶热处理,通过施压使材料产生1%~5%的永久变形量,然后人工时效;T854-----固溶热处理,于精整模内冷整形以消除应力,然后过人工时效,适用于模锻件;T86-----固溶热处理,冷加工使之产生约6%的冷变形量,然后人工时效;T87-----固溶热处理,冷加工使之产生约7%的冷变形量,然后人工时效;T89-----固溶热处理,冷加工使其获得所要求的适当力学性能,然后人工时效;T9-----固溶热处理,人工时效,然后冷加工。