焊接接头在图纸上的表示方法
[全]焊接图纸符号解析 焊工
![[全]焊接图纸符号解析 焊工](https://img.taocdn.com/s3/m/65201e3f172ded630a1cb6b9.png)
焊接图纸符号解析焊工基本坡口符号坡口符号(注:图中“破”应为“坡”)焊接图纸符号标注图解示例焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
焊接方式代号焊接符号表示方法钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
4、当为双面对称焊缝时。
基准线可不加虚线。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
钢结构设计图中的焊接符号标注大全(图)

建筑钢结构设计图中的焊接符号123表中所示说明如下:1.凡是符号中未注焊缝尺寸要求的,如序号1的角焊缝和序号4的双面坡口焊缝,表示要求焊缝与母材等强。
省去了对坡口尺寸或焊脚要求的标注。
反之符号中标有数字的焊缝就表示要按数字的要求进行,不代表等强与否,如序号2、3、6.在此需要指出的是现在对等强焊缝有个误区,即认为要与母材等强,焊缝必须是熔透焊。
本文中对角焊缝和部分熔透焊所说的等强,主要是指它的有效焊缝厚度等于或大于母材板厚.强度指标包括抗拉、抗弯和冲击功等,对于等强的角焊缝或部分熔透焊缝有些性能是大于全熔透焊缝的,因熔透焊焊缝接头的应力集中性较大,它的抗弯和某些抗裂性还不如角焊缝和部分熔透焊缝。
2. 带钝边的坡口焊缝按传统的理解不是全熔透焊缝,但在实际上现在随着碳弧气刨的使用增多,和坡口间隙的调整,越来越多的全熔透焊缝都采用带钝边的坡口焊缝.特别是T形接头,利用钝边有许多优点,一是定位准确,收缩变形小,二是在加强首道打底焊熔透性前提下,钝边大了,熔敷金属量减少,带来生产效率提高,变形减少等一系列好处。
但在现在的图纸中往往是把全坡口的焊缝才认定为全熔透焊缝,而带钝边的坡口焊都往往按部分熔透焊对待,有的也按全熔透焊,但在尾部加编号,另用图解说明。
由于在现有的国标中没有对符号的熔透与否有具体说明,只在GB/T50105-2001《建筑结构制图标准》中对熔透角焊缝有一个标注符号。
但笔者认为该符号并不值得推广,因为把一个实心圆放在引出线的折转处,至少它直接影响了周围焊与相同焊标记的表示.所以随着图纸中熔透焊要求的增多,有必要对一些符号中加上熔透焊的表记。
为了方便符号的使用,使它更直接,省事,好记,认为符号尾部的编号标注宜尽可能的不用或少用,符号要简易好懂。
所以对不易区别的全熔透焊缝在符号的横的基准线上,在上下坡口的中间部位以涂黑的圆圈为标记。
见表中序号15、16、20、21。
3. 对背面带衬垫的全熔透焊缝,由于国标中未有该方式的符号表示,所以编制了序号14、24、25的图形表示.4. 序号17、19、26、27,表示的是背面封底焊,该图形基本是按GB/T324-2008《焊缝符号表示法》中表A.3 补充符号的标注示例中序号1的图形。
焊缝形式及坡口尺寸在图纸上是怎样表示的
焊缝形式及坡口尺寸在图纸上是怎样表示的公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) 。
(2) 。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
焊接符号标注方法完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。
标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。
基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。
ISO 2553-1992 中文版 焊接、硬钎焊和软钎焊接头在图样上的表示方法

国际标准 ISO 2553第三版1992-10-01焊缝在图样上的符号表示法w ww .b zf xw .c o m目 录1 应用范围2 标准化引用3 概述4 符号4.1 基本符号4.2 基本符号组合4.3 增补符号5 符号在图样上的位置5.1 概述5.2 箭头线和焊缝的关系5.3 箭头线的位置5.4 参考线的位置5.5 有关参考线符号的位置6 焊缝尺寸6.1 一般规则6.2 显示出来的主要尺寸7 补充信息7.1 环状焊接7.2 现场焊接7.3 焊接工序说明7.4 参考标识尾部信息的排列顺序8 点焊和滚焊的应用举例附件AA 符号使用举例B 将根据ISO 25531974编制的图纸转变成ISO 25531991新系统的实例w ww .b zf xw .c o m前言ISO 国际标准化组织是一个世界范围内各国家级标准化组织ISO 成员组织的联合会国际标准的制订工作通常由ISO各技术委员会完成每个成员组织对技术委员会确定的某一主题感兴趣有权参加该委员会工作其他与ISO 协作的政府或非政府的国际组织也可参加该项工作ISO 在电工技术标准化所有方面与国际电工委员会IEC紧密合作国际标准根据ISO/IEC 规程第2部分提供的原则起草技术委员会的主要职责是制订国际标准技术委员会通过的国际标准草案散发给各成员实体表决作为国际标准的出版物要求至少75%的成员实体发表意见投票赞成国际标准ISO2553是由技术委员会ISO/TC 44焊接和相关程序子委员会SC7表示和词汇编制的此第3版代替和取消了第2版ISO 25531984它进行了技术上的修订柄包含了ISO 2553/DAD11987的内容此国际标准的附件A 和B 只作参考w ww .b zf xw .c o m焊缝在图样上的符号表示法1 应用范围此国际标准描述了用于图样上焊缝符号表示的方法2 标准化引用下列标准文件是ISO 2903的参考标准ISO 2903含有其中的某些条款对标注有日期的标准其后的补充修改或更新版本的内容都不得采用然而鼓励基于ISO 2903此部分而达成协议的各方对采用更新版本的可能性进行研究磋商对未标注有时间的标准建议采用最新的版本ISO 和IEC 会员应对最近有效的国际标准进行注册登记ISO 1281982技术图纸表示的一般原理ISO 5441989手动焊接的填充材料尺寸要求ISO 13021978技术图纸显示图纸表面纹理的方法ISO 25601973粗钢和低合金钢手动弧焊的覆盖电极符号代码IO 3098-11974技术图纸字母第1部分当前使用的字符ISO 35811976不锈钢和其它类似高合金钢的手动弧焊的覆盖电极符号代码ISO 40631990金属焊缝工艺术语和图样上符号表示法的参考号ISO 58171992钢的弧焊缺陷的质量等级指南ISO 69471990焊接工作位置斜面和旋转角度的定义ISO 81671989电阻焊接ISO 100421铝和可焊接铝合金的弧焊缝缺陷质量等级指南3 概述3.1焊缝可以采用技术图纸上通用的方法来表示然而为了简化表示的内容建议采用此国际标准中描述的符号表示法3.2符号表示法应清楚的给出特定焊缝所有必须的信息但不应因此而造成图纸上信息冗余或繁杂w ww .b zf xw .c o m3.3 符号表示法包含一些基础符号除此外还可以有下列附加内容λ 增补符号λ 显示尺寸的方法λ 一些补充信息特别是对车间用的图纸而言3.4为了尽量简化图纸建议参考特定的技术规格书或说明其中规定了所有焊接准备和焊接过程的详细信息这些是焊接部件图纸上所没有的如手头并无此类的说明书则有关准备焊接的尺寸应接近符号4 符号4.1 基本符号不同焊缝的类别可以采用符号了表示总的来说符号的形状大体与实际的焊缝相同不能根据符号来预先判断应采用何种焊接工序基本符号见表1的内容如焊缝不容易被规定则只能采用下种符号来表示w ww .b zf xw .c o m表1基本符号有抬高边缘板的对接焊缝边缘工字焊/USA(抬高的边缘应全部熔掉)方对接焊单V 对接焊单斜面对接焊带阔根面的单V 对接焊带阔根面的单斜面对接焊单U 对接焊平行边或斜边w ww .b zf xw .c o m单J 对接焊缝反转底焊/USA/角焊塞焊塞焊/USA/点焊滚焊陡侧面单V 对接焊陡侧面单斜面对接焊w ww .b zf xw .c o m4.2 基本符号组合如要求可以将基本符号组合使用对从两边焊接的焊缝基本符号可以被组合使用可以根据参考线成比例的安排适用的基本符号表2中给出了一些典型的例子而表A.2中则给出了适用的符号表示注1表2给出了成比例焊接的符号组合表示的一些例子对符号表示而言基本符号应根据参考线见表 A.2成比例的安排对超出符号表示内容的其它符号的使用则相关符号可以不采用参考线而被使用边缘焊接表面表面焊缝斜接合焊缝折角焊缝w ww .b zf xw .c o m表2成比例焊接的符号组合表示示例4.3 增补符号增补符号可能包含规定焊缝形状或外表面形状的符号表3给出了建议的增补符号如无增补符号意味着焊缝表面的形状不需要被清楚的表示出来基础符号和增补符号的联合使用的示例见表4和表A.3注2尽管不限制同时组合几个符号但如简化表示太困难时则应在单个图纸上表示焊缝双V 对接焊X焊缝双斜面对接焊带阔根面的双V 对接焊带阔根面的双斜面对接焊双U 对接焊w ww .b zf xw .c o m表3增补符号焊接面或焊缝的形状符号平通常完成后成光亮红凸起凹进缘趾应平滑折弯出来使用的永久性反转带使用的可移动的反转带w ww .b zf xw c o m表4给出了增补符号的应用举例表4增补符号的应用举例5 图样上符号的位置5.1 概述此规则涵盖的符号只是整个表示方法的一部分图1除此外还有符号3本身λ 每个焊缝见图2和图3的箭头线1λ 包含两条平行线的双参考线一条实线一条续弦2见注3的例外规定平光亮单V 对接焊凸起双V 焊缝凹进角焊带平光亮反转的平光亮单V 对接焊带阔根面和反转的单V 对接光亮表面的单V 对接带平滑折弯面的角焊w ww .b zf xw .c o mλ 一定数量的尺寸和常用符号注释3虚线可以在实线之上也可在之下见5.5和附件B对成比例的焊接虚线是不需要的可以被省略4箭头线参考线的线的厚度和符号字母的厚度应与ISO 128和ISO 3098-1中有关规定相符下列规则的目的是规定焊缝的位置λ 箭头线的位置λ 参考线的位置λ 符号的位置箭头线和参考线是整个参考标识中的一部分如给出了详细的信息如工艺验收等级位置填充物和辅助材料见第7条则尾部应加在参考线的端部5.2 箭头线和焊缝间的关系图2和图3中给出的例子解释了下列术语的含义λ 焊缝的箭头侧λ 焊缝的其它侧注视5在这些图中的箭头的位置是根据简洁的目的被选出来的通常情况下它应被安排在紧靠焊缝的地方6见图22a 参考线实线标识线虚线3焊接符号w ww .b zf xw .c o m图1表示的方法图2带一个角焊的T 形焊缝图3带两个角焊的十字形焊缝5.3 箭头线的位置焊缝箭头线的位置总的来说没有特殊的规定见图4a 和4b单如出现类型46和8见表1的焊缝箭头线应指向被准备的板子上见图4c 和4d箭头线λ 联入参考实线的端部并与之形成一个角度λ 应由箭头来收尾其它侧箭头侧箭头线a) 在箭头侧的焊缝箭头侧其它侧箭头线b)在其它侧的焊缝“焊缝A的其它焊缝A 的箭头箭头线焊缝A焊缝箭头线焊缝B 的箭头焊缝B 的其它焊缝A 的其它焊缝B 的箭头侧箭头线箭头线w ww .b zf xw .c o m图4箭头线的位置5.4 参考线的位置参考线最好是平行图纸底边缘来画或垂直来画5.5 参考线符号的位置符号可以放置在参考线之上或之下但应满足下列规定λ如焊缝焊面在接头的箭头侧则符号应置于参考线的实线侧见图5aλ 如焊缝焊面处于接头的其它侧则符号应置于虚线侧见图5b注7如点焊是采用凸焊方法得来的则凸面应被当作焊缝的外部面w ww .b zf xw .c o m图5根据参考线确定的符号位置6 焊缝的尺寸6.1 一般规则每个焊缝符号都跟随有一个特定的尺寸数字这些尺寸根据图6的方法采用下列的书写方式a) 剖面的主要尺寸写在符号的左手面或前面b) 纵向尺寸写在符号的右手面或后面显示主要尺寸的方法见表5的规定如何确定这些尺寸的规定也在表5中其它次要的尺寸可以视需要而决定是否表示出来只针对成比例的焊缝a)在箭头侧被焊接w ww .b zf xw .c om图6原理举例6.2 需要被表示出来的主要尺寸在板材边缘的焊缝的定位尺寸不显示在符号上但应在图纸上加以反应6.2.1 如无下列符号的指示则表示焊接应在整个工件长度上完成6.2.2 如无相反的只是表示对接焊应全部穿透6.2.3 对角焊而言有两个显示尺寸的方法见图7因此字母a 或z 应一直处于下列相关尺寸的值的前面为了显示角焊的深穿透喉部厚度是s 见图86.2.4 在带斜面边缘的塞焊情况下应考虑进孔底部的直径喉部厚度w ww .b zf xw .c o m图7显示角焊尺寸的方法注释对角焊的深穿透而言尺寸采用如s8a6来表示图8表示角焊深穿透尺寸的方法w ww .b zf xw .c o m表5主要尺寸对接焊带抬高边缘的板子间的对接焊角焊不连续角焊w ww b zf xw .c o m从部件表面到穿透底部的最小距离它不能大于较瘦部件的厚度从焊接外表面到穿透底部的最小距离此区域中最大等腰三角形的高度此区域中最大等腰三角形的边焊缝长度端部无凹陷相邻焊缝间的距离焊缝数量见第3条w ww .b zf xw .c o mw w w .b z f x w .c o mw w w .b z f x w .c o m7 补充信息为了规定焊缝的其它特性也需要某些补充信息如7.1 环状焊缝当在某部件四周都焊上时符号是个圆见图9图9环状焊缝表示7.2 现场焊接现场焊接采用旗形标志来表示见图10图10现场焊接的表示7.3 焊接工序的表示如要求焊接工序的符号表示方法为在远离参考线的参考线端部的叉形线之间标上一个数字图11给出了此方面的举例数字和工序之间的对应关系的列表见ISO 4063w ww .b zf xw .c o m图11焊接工序的表示法7.4 参考表示尾部信息的顺序可以在尾部以下列顺序排列焊缝和尺寸增加的信息λ 工序如根据ISO 4063λ 验收等级如根据ISO 5817和ISO 10042λ 工作位置如根据ISO 6947λ 填充材料如根据ISO 544ISO 2560ISO 3581单个项目可以采用/符号来分隔另外应采用一个闭合尾部它可以用参考标识显示特定的说明如程序文件见图12图12参考信息举例采用手动金属弧焊制造的带反转的单V 对接焊见图13根据ISO 4063的参考号为111要求的验收等级根据ISO 5817平面位置PA 根据ISO6947电极覆盖层根据ISO 2560-E 51 2 RR 22w ww .b zf xw .c om图13带反转的单V 对接焊8 点焊缝和滚焊缝的应用举例在点焊缝和滚焊缝条件下焊缝是通过熔掉两个部件中一个一部分来焊接或在两个研磨板的接口上进行焊接见图14和15图14不连续电阻滚焊w ww .b zf xw .c o m图15点焊w w w .b z f x w .c o m附件A 参考信息符号使用举例表A.1到A.4给出了符号使用的例子所显示的表示法只是简单的给出进行说明解释表A.1基本符号的使用举例w ww .b zf xw .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o m表A.2基本符号的组合举例w ww .b zf xw .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o m表A.3基本和增补符号的组合举例w ww .b zf xw .c o mw w w .b z f x w .c o mw w w .b z f x w .c o m表A.4例外情况举例w w w .b z f x w .c o mw w w .b z f x w .c o mw w w .b z f x w .c o m附件B 参考信息将根据ISO 25531974编制的图纸转变成ISO 25531991新系统的实例将根据ISO 25531974焊缝图样上的符号表示法编制的旧图纸进行转变的折中方法见下列图示的方法但这这能当作过渡时期的一个临时解决方案图B.1箭头侧的焊缝图B.2其它侧的焊缝注8当根据ISO 25531974中的E 或A 方法中的一个编制的图纸变成此新系统时对角焊而言最重要的时将字母a 或z 加在与参考线焊缝位置符号相连的尺寸的前面w ww .b zf xw .c o m。
最常用焊缝符号表示方法
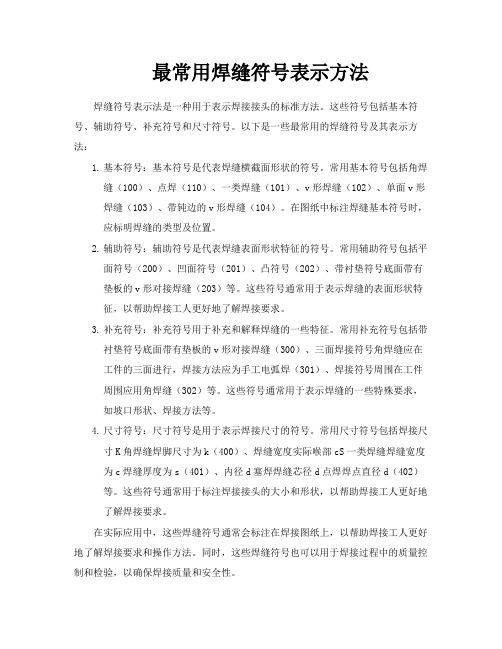
最常用焊缝符号表示方法焊缝符号表示法是一种用于表示焊接接头的标准方法。
这些符号包括基本符号、辅助符号、补充符号和尺寸符号。
以下是一些最常用的焊缝符号及其表示方法:1.基本符号:基本符号是代表焊缝横截面形状的符号。
常用基本符号包括角焊缝(100)、点焊(110)、一类焊缝(101)、v形焊缝(102)、单面v形焊缝(103)、带钝边的v形焊缝(104)。
在图纸中标注焊缝基本符号时,应标明焊缝的类型及位置。
2.辅助符号:辅助符号是代表焊缝表面形状特征的符号。
常用辅助符号包括平面符号(200)、凹面符号(201)、凸符号(202)、带衬垫符号底面带有垫板的v形对接焊缝(203)等。
这些符号通常用于表示焊缝的表面形状特征,以帮助焊接工人更好地了解焊接要求。
3.补充符号:补充符号用于补充和解释焊缝的一些特征。
常用补充符号包括带衬垫符号底面带有垫板的v形对接焊缝(300)、三面焊接符号角焊缝应在工件的三面进行,焊接方法应为手工电弧焊(301)、焊接符号周围在工件周围应用角焊缝(302)等。
这些符号通常用于表示焊缝的一些特殊要求,如坡口形状、焊接方法等。
4.尺寸符号:尺寸符号是用于表示焊接尺寸的符号。
常用尺寸符号包括焊接尺寸K角焊缝焊脚尺寸为k(400)、焊缝宽度实际喉部cS一类焊缝焊缝宽度为c焊缝厚度为s(401)、内径d塞焊焊缝芯径d点焊焊点直径d(402)等。
这些符号通常用于标注焊接接头的大小和形状,以帮助焊接工人更好地了解焊接要求。
在实际应用中,这些焊缝符号通常会标注在焊接图纸上,以帮助焊接工人更好地了解焊接要求和操作方法。
同时,这些焊缝符号也可以用于焊接过程中的质量控制和检验,以确保焊接质量和安全性。
此外,在进行焊接操作时,需要根据焊接方法代号进行标注。
常用的焊接方法代号包括手工电弧焊(111)、气体保护电弧焊(121)、埋弧焊(131)、钨极氢弧焊(141)等。
在进行组合焊接时,可以使用“/”将不同焊接方法的代号分开,如V形坡口对接焊缝可以先采用钨极氢弧焊打底,后用手工电弧焊盖面,标注为141/111。
焊接接头符号(GB系列)

强化与国际标准的对接
鼓励创新和技术研发
加强与国际焊接组织的合作和交流,推动 国内标准与国际标准的对接和互认。
鼓励企业和科研机构加大对焊接接头符号相 关技术的研发和创新投入,推动行业技术进 步和升级。
THANKS FOR WATCHING
感谢您的观看
符号的方向应与焊接方向一致,以便于工人正确 理解和执行焊接操作。
在标注符号时,要注意保持图样的整洁和清晰, 避免符号重叠或模糊不清。
避免误解和混淆
在使用焊接接头符号时,要注意与其他相关符号的区分,避免产生误解和 混淆。
对于复杂的焊接接头或特殊的焊接要求,可以采用附加说明或图示等方式 进行补充说明,以确保工人能够正确理解并执行相关操作。
在符号旁边标注具体的尺寸,以便于理解和实施 焊接操作。
端接接头符号
端接接头的基本符号
表示一个部件的端面与另一个部件的端面进行连接。
端接接头的补充符号
用于表示端接接头的具体形式,如塞焊、槽焊等。
端接接头的尺寸标注
在符号旁边标注具体的尺寸,以便于理解和实施焊接操作。
04 焊接接头符号在实际应用 中的注意事项
新材料、新工艺的应用
随着新材料、新工艺的不断涌现,需要不断更新和完善焊接接头符 号标准,以适应新的发展需求。
提高焊接接头符号应用水平的建议
加强标准宣贯和培训
完善符号库和数据库建设
通过举办培训班、研讨会等活动,加强对 焊接接头符号标准的宣传和贯彻,提高从 业人员的认知和应用水平。
建立完善的焊接接头符号库和数据库,方 便设计人员查询和使用,提高工作效率。
用于表示T型接头的具体形式,如单面角焊缝、双面角焊 缝等。
T型接头的尺寸标注
在符号旁边标注具体的尺寸,以便于理解和实施焊接操作。
焊接表示方法

第一章焊接接头及图样标注焊接连接形成的焊接接头是焊接结构的最基本要素;焊接接头的设计是在充分考虑结构特点、材料特性、接头工作条件的经济性等的前提下,在首先选定焊接方法之后,正确合理地布置焊缝,确定接头的类型;对于熔焊接头,还需正确地确定坡口形状和尺寸,校核接头的承载能力,最后参照有关国内、国际标准,把焊接接头在结构图样上清楚准确地表示出来;焊接接头焊接接头是指用焊接方法把金属材料连接起来的接头,简称接头;它是组成焊接结构的最基本要素,在某些情况下,它又是焊接结构的薄弱环节,掌握焊接接头的构造特点、工作性能,对正确设计、制造和使用具有重要意义;1-2;图1-2 焊接接头的组成图a对接接头 bT型接头1─焊缝 2─熔合线3─热影响区4─母材1焊缝焊缝起着连接金属和传递力的作用;它是在焊接过程中由填充金属当使用时和部分母材熔合后凝固而成;焊缝金属的性能决定于两者熔合后的成分和组织;2熔合区熔合区是接头中焊缝与热影响区相互过渡的区域,是焊缝边界上固液两相交错地共存而又凝固的部分;此区很窄,低碳钢和低合金钢的熔合区约~;但却是接头中最薄弱地带,许多焊接结构破坏的事故,常因该处的某些缺陷引起,如冷裂纹、脆性相、再热裂纹、奥氏体不锈钢的刀状腐蚀等均源于此;3热影响区热影响区是母材受焊接热的影响但未熔化而发生金相组织和力学性能变化的区域;它的宽度与焊接方法及热输入量大小有关;图1-3 典型焊缝形状及各部分名称a)V形坡口焊缝 b 凸形角焊缝 c凹形角焊缝焊接接头的表示方法焊缝符号焊缝符号与焊接方法代号是供焊接结构图样上使用的统一符号或代号,也是一种工程语言,世界各国的焊缝符号和焊接方法代号不尽相同,设计人员应该掌握并在自己的设计实践中加以正确运用;我公司是经过DIN6700认证的企业,焊缝标注应依据ISO2553 焊接、硬钎焊和软钎焊接头在图样上的表示方法标准进行;焊缝符号包括基本符号、辅助符号和焊缝尺寸符号;焊缝符号一般由基本符号与指引线组成,必要时还要加上辅助符号、补充符号和焊缝尺寸符号;1基本符号是表示焊缝横截面形状的符号;在ISO2553中规定了20种基本符号,见表1-1;表1-1 焊缝基本符号2基本符号的组合:由于焊接有时要求从两面进行,因此需要在指引线的两基准线上分别标注出来基本符号;典型的基本符号组合见表1-2;表1-2 典型的基本符号组合3辅助符号:是表示焊缝表面形状特征的符号;辅助符号往往要与基本符号配合使用,当对焊缝表面形状有明确要求时采用,不需要确切地说明焊缝表面形状时,则可以不用;常用焊缝辅助符号见表1-3表1-3 焊缝辅助符号基本符号和辅助符号组合在一起举例,见表1-4表1-4 辅助符号应用举例4补充符号:是为了补充说明焊缝某些特征而采用的符号;如下图1-4 和图 1-5图1-4 环形分布的角焊缝图1-5 现场安装焊缝焊缝符号在图样上的标注1焊缝标记方法:见下图 1-6所示图1-6 焊缝标记方法图a外观上的焊缝接头 b横截面上的焊接接头1-箭头线 2a-基线 2b-基线虚线 3-符号或组合符号2箭头线的位置箭头线与基线是以一角度相交连接起来的;对于需进行坡口加工后焊接形成的焊缝,可以用箭头线表示,该箭头总是指向需进行加工的表面;如图1-7所示图1-7 HV形焊缝标记图3基线的位置基线尽可量平行于图样的底边标注,如果不可能平行标注,也允许垂直标记;4基线符号的位置符号可以在基线的上方也可以在基线的下方,在一张图纸中应尽可能地使用同样的表示方法;符号应靠近基线;如果可能的话,在焊缝截面上标注的焊缝,应使焊缝截面与符号的位置保持一致;在标记时应注意,箭头线总是指向接头;如果不符合以上情况,那么符号表示在有关外观或有关剖面中就无意义了;例:1单面焊缝的表示见下表1-5表1-5 单面焊缝的表示表2双面焊缝的表示对于双面焊缝,可以采用组合焊缝进行表示,如果上下符号对称的情况就不需要虚线了;如下图1-8中表示;图1-8 双面焊缝表示举例图表1-6 焊缝尺寸符号表焊缝尺寸标注举例见表1-7表1-7 焊缝尺寸的标注示例焊缝补充说明除了上面所指的焊缝符号的标注说明外,也可以对焊缝标注一些附加说明,这些附加说明标注于基线尾部的叉子内,补充说明也同样应予以足够的重视;1焊接方法代号在焊接结构图样上,为简化焊接方法的标注和文字说明,可采用国际标准ISO4063 规定的用阿拉伯数字表示的金属焊接及钎焊等各种焊接方法的代号;在ISO4063中规定了8类共100余种焊接方法的代号,常用的主要焊接方法的代号示于表1-8中表1-8 常用主要焊接方法代号表2焊缝——焊接位置焊接位置在DIN1912-T2中已标准化,在ISO6947标准草案中也给出了焊接位置的意义;焊接位置代号见图1-9中;图1-9 焊接位置代号图3焊缝质量的说明钢质焊缝按ISO5817EN25817标准和铝质焊缝按ISO10042EN30042标准中的评定组别来评定,评定级别见表1-9中;表1-9 焊缝质量评定等级划分表3所应用的焊接材料的说明下面列举几种焊接材料的选用标准,具体规定略EN499ISO2560 碳钢和细晶粒结构钢涂敷焊条标准EN440 气体保护焊焊丝和焊缝标准EN1668 氩弧焊用焊丝标准ISO 18273 焊接耗材铝和铝合金焊接用实芯焊丝、焊丝和焊条的分类标准完整的焊接标注实例1实例一:见图1-10图1-10 实例图一说明:此焊缝表示为V形坡口双面对接焊缝,正面四层,背面封底一层,焊缝的有效厚度和长度待定;111——焊接方法数字代号:焊条手工电弧焊ISO 5817-D——焊接缺陷质量评定标准和等级ISO 6947-PA——焊接位置的标准和标记PA为平焊ISO 2560-E 51 2 RR 22——碳钢和细晶粒结构钢涂敷焊条选用标准E—焊接方法符号标记;51—强度和延伸率标记;2—冲击值和延伸率标记;RR—药皮类型标记;22—前“2”表示该种焊条的熔敷率和电流种类,后“2”表示该种焊条可施焊的位置标记;2实例二:见图1-11图1-11 实例图二说明:此焊缝为电阻点焊工艺,焊点直径d=5mm,有n个焊点,相邻两焊点间的中心距为e,焊点到工件的边距为v;焊缝的图示法国家标准GB12212-90技术制图焊接符号的尺寸、比例及简化表示法规定,需要在图样中简易地绘制焊缝时,可用视图、剖视图或剖面图表示,也可以用轴测图示意地表示;焊缝视图的画法见图1-12,图1-12a、图1-12b和图1-12c中表示焊缝的一系列细实线段允许徒手绘制;也允许采用粗实线2b~3b表示焊缝,如图1-12d、图1-12e和图1-12f所示;但必须指出,在同一图样中,通常只允许采用一种画法;图1-12 焊缝视图的画法在表示焊缝的视图中,通常用粗实线绘出焊缝的轮廓;必要时,可用细实线画出焊接前的坡口形状等,如图1-13a中所示;在剖视图或剖面图上,通常将焊缝区涂黑,如图1-13b中所示;若同时需要表示坡口等的形状,可按图1-13c所示绘制;图1-13 焊缝端面视图、剖视图和剖面图的画法用轴测图示意地表示焊缝的画法则如图1-14所示,a b图1-14 轴测图上焊缝的画法为了更清楚表达焊缝细节,必要时可将焊缝部位放大并标注焊缝尺寸符号或数字,如图1-15所示,这就是焊缝的局部放大图,在焊缝结构图中经常采用;图1-15 焊缝的局部放大图焊缝的代号在不同视角的图样上的标注技术制图的视角有第一视角和第三视角之分;在不同的视角图样中,焊缝代号的两基线的上下位置是有区别:第一视角视图中焊缝代号的标注是虚线在上,实线在下;第三视角视图中焊缝代号的标注是实线在上,虚线在下;然后根据箭头所指是焊缝侧,还是非焊缝侧来决定基本符号要放置的位置;举例见表1-10表1-10 焊缝的代号在不同视角的图样上+的标注示例表参考文献1、国际焊接工程师IWE培训教程哈尔滨焊接技术培训中心 2003年版;2、国际焊接技师IWS培训教程哈尔滨焊接技术培训中心 2001年版;3、焊接手册中国机械工程学会焊接学会第2版;4、标准ISO2553 焊接、硬钎焊和软钎焊接头在图样上的表示方法5、标准ISO4063 金属的焊接、硬钎焊、软钎焊及钎接焊——用于图样上符号表示的工艺术语及参照代号。
工艺管道单线图焊口标注办法

工艺管道单线图焊口标注方法和焊接日报规定一:目的:为了确保施工过程中焊接接头统计和管理的准确性和科学性,特制定本规定编制原则:综合考虑:合同计费方式,检测方式,简明扼要,便于归类为原则二:适用范围:本规定适用于DNC2项目的所有工艺管道。
(包括本项目的夹套内外管)本规定不适用于设备内部或者设备自带现场焊接的管道;建筑物上或者内上下水管道;仪表专业的连接管(但是象取样管、信号等和工艺管道焊接连接的接头属于本规定);工艺管上的伴热管。
三:单线图(轴测图,焊口标注)发放流程:说明:1:管理审核后复印三份给施工单位。
2:标好焊口的原图保存在管理QC组NEWS办公室,必须在原图上进行焊口和局部的焊口修改,改好后复印分发施工单位替换原图,同时把修改的部分在NEWS进行修正。
四:关于单线图版本的一些规定说明1:初版原图发放→施工单位标注焊口→管理审核盖章签名→复印分发各相关单位部门(各单位各部门图纸保持一致)。
2:设计变更图设计变更图FRI,发放路径基本相同,施工单位对老版图纸上的原焊口进行转移,对于修改部分的焊口已经焊接的需要利用的,焊口号跟着转移,新增加的焊口重新编号。
注:修改图由各单位NEWS操作员发放到各施工单位,并收回上版图。
3:现场局部管线修改现场提出的需要进行局部修改(如果只是增加或者减少仪表接头、放空、遇障避让等不影响设计意图和设计功能的修改),可以在原图上进行修改,不进行单线图的升版,但是必须提前得到设计的同意(通知管理管道组),改好后由修改人签字(一般是管理管道组工程师或者现场设计代表),并复印一份修改图给设计部门对设计模型进行修改,但是单线图不进行升版。
如果需要增加或者减少管道组成件材料的,还必须通知材料控制部门。
(注:变更图、修改图由各单位NEWS操作员及时发放到各施工单位,并收回上版图。
4:现场焊口的改变现场增加或者减少焊口;现场口转预制或者预制转现场口;现场施工需要割除再重新焊接的焊口,所有这些未改变管线规格、走向等特性,只是焊口号改变的不需要由(施工单位/管理管道组)在原图上直接修改,在焊口圆圈的右上角注明焊口变更代号:C、D、N、M…,并在修改部位圈上云线,注明本页修改版次,下图是现场修改的取消的五:焊口标注1:管道单线标注的内容包括:管道的段号、焊口号、焊接接头形式、焊口的DB、修改的变更图还有焊口的状态代号(三角版本符号),修改的版本号,本页单线图的最大焊口编号。
焊缝在图纸上的表示方法教学PPT课件

4.6 完整的焊缝标记
4.6.1 叉子后的补充说明
第25页/共27页
4.6.2 完整的焊接标记实例
管子的环缝,壁厚4mm,II型焊 缝,气焊,评定组别CS,横焊位 置。
有封底焊缝,V型全熔透焊缝, 焊缝厚12mm,长2m,质量评定 组别CS;手工电弧焊,立向上焊 接。
第26页/共27页
谢谢您的观看!
第27页/共27页
接位置的意义。
第21页/共27页
对管子来说还有下述补充符号
H——立向上焊接
J——立向下焊接
K——环状焊接
第22页/共27页
除此之外,还可以用字母L和角度数值标记管子倾斜角度。
第23页/共27页
4.5.4 关于所应用的焊接材料的说明 例:按DIN 1732铝 按DIN EN499焊条 按 DIN EN440气体保护焊丝
焊缝符号的右侧可以表示焊缝的允许断续情况;也可以表示焊缝长 度,如表示焊缝长度,那就意味着在施焊工件上,焊缝是连续的,不允 许有间断处。
第15页/共27页
4.4 断续焊接的角焊缝
断续焊接的角焊缝标注由长度说明引出 n——单个焊缝数 l——单个焊缝长度 e——间隔
e的另一个意思是焊缝间距,为了避免与通常的说明相混淆,间隔用 括号中的e表示。
第6页/共27页
标记方式:
第7页/共27页
3.1 箭头线的位置 箭头线与基线是以一角度相交连接起来的。对于需进行坡口
加工后焊接形成的焊缝。可以用箭头线表示,该箭头线总是指向 需进行加工的表面。
第8页/共27页
4.3.2 基线的位置 基线大多平行进行标记,在一些特殊情况下也允许垂直进行标记。
第9页/共27页
——在标记时应注意,箭头线总是指向接头。
焊缝形式及坡口尺寸在图纸上是怎样表示的

焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) 。
(2) 。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
焊接符号标注方法完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。
标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。
基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。
标注对称焊缝或双面埠缝可不加虚线,如图3-20所示。
焊接符号及标注方法2

熔化焊焊接接头的组成
a)对接接头
b)搭接接头
1-焊缝金属 2-熔和线 3-热影响区 4-母材
一、焊接接头及焊缝
焊接过程使焊接接头具有以下力学特点: (1)焊接接头力学性能不均匀
由于焊接接头各区在焊接过程中进行着不同的焊接冶金 过程,并经受不同的热循环和应变循环的作用,各区的 组织和性能存在较大的差异,焊接接头组织的不均匀, 造成了整个接头力学性能的不均匀。 (2)焊接接头工作应力分布不均匀,存在应力集中
一、焊接接头及焊缝
焊接接头的设计中对焊缝质量的要求、焊缝尺寸大 小、焊缝位置、工件厚度、几何尺寸、施工条件等不 同,决定了在选择焊接方法和制定工艺时的多样性。 合理的焊接接头设计与选择不仅能保证钢结构的焊缝 和整体的强度,还可以简化生产工艺,节省制造成本。
一、焊接接头及焊缝
设计和选择焊接接头的主要因素: (1)保证焊接接头满足使用要求; (2)接头形式能保证选择的焊接方法正常施焊; (3)接头形式应尽量简单,尽量采用平焊和自动焊焊接
一定几何形状并经装配后构成的沟槽。 开坡口:用机械、火焰或电弧等加工坡口的过程。 开坡口的目的: (1)是为保证电弧能深入到焊缝根部使其焊透,并获
得良好的焊缝成形以及便于清渣。 (2)对于合金钢来说,坡口还能起到调节母材金属和
填充金属比例(即熔合比)的作用。
一、焊接接头及焊缝
(1)根据板厚不同,对接焊缝的焊接边缘可分为卷边 、平对或加工成为V形、X形、K形和U形等坡口。
可达材料沸点,而离开焊缝处温度急剧下降,直至室温。 这种不均匀温度场将在焊件中产生残余应力及变形。 (4)焊接接头具有较大的刚性
通过焊接,焊缝与构件组成整体,所以与铆接或胀接 相比,焊接接头具有较大的刚性。
焊接符号及标注方法(1)_OK

符号
2021/8/27
示意图
41
二、焊接接头的表示方法 基本符号
13、缝焊缝
符号
2021/8/27
示意图
42
二、焊接接头的表示方法 基本符号的组合
1、双面V形焊缝(X焊缝)
符号
2021/8/27
示意图
43
二、焊接接头的表示方法 基本符号的组合
2、双面单V形焊缝(K焊缝)
符号
2021/8/27
4
一、焊接接头及焊缝
(3)由于焊接的不均匀加热,引起焊接残余应力及变形 焊接是局部加热的过程,电弧焊时,焊缝处最高温度 可达材料沸点,而离开焊缝处温度急剧下降,直至室温。 这种不均匀温度场将在焊件中产生残余应力及变形。
(4)焊接接头具有较大的刚性 通过焊接,焊缝与构件组成整体,所以与铆接或胀接 相比,焊接接头具有较大的刚性。
钢板超过上述厚度时,电弧不能熔透钢板,应考虑 开坡口。
2021/8/27
27
二、焊接接头的表示方法
设计人员为使自己设计的结构或产品由制造人员 准确无误地加工制造出来,就必须把结构和产品的 施工技术条件在设计图样和设计说明书等设计文件 上详尽地表述出来。
对于焊接接头,设计人员一般采用有关标准规定 的焊缝符号和焊接方法代号来表示。
12
一、焊接接头及焊缝
塞焊是在被连接的钢板上钻孔来代替槽焊的槽, 用焊缝金属将孔填满使两板连接起来,塞焊可分为 圆孔内塞焊和长孔内塞焊两种,如图所示。
2021/8/27
13
一、焊接接头及焊缝
4、角接接头
两钢板成一定角度,在钢板边缘焊接的接头称为 角接接头。角接头多用于箱形构件,骑座式管接头和 筒体的连接,小型锅炉中火筒和封头连接也属于这种 形式。
cad焊接符号标注及详细表示方法
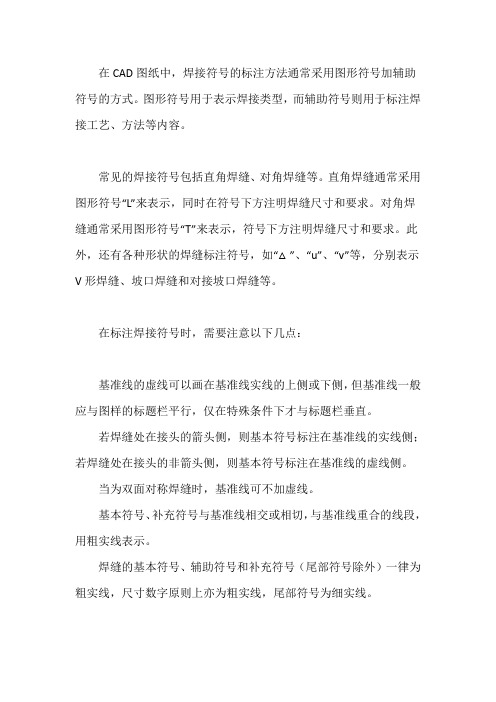
在CAD图纸中,焊接符号的标注方法通常采用图形符号加辅助符号的方式。
图形符号用于表示焊接类型,而辅助符号则用于标注焊接工艺、方法等内容。
常见的焊接符号包括直角焊缝、对角焊缝等。
直角焊缝通常采用图形符号“L”来表示,同时在符号下方注明焊缝尺寸和要求。
对角焊缝通常采用图形符号“T”来表示,符号下方注明焊缝尺寸和要求。
此外,还有各种形状的焊缝标注符号,如“△”、“u”、“v”等,分别表示V形焊缝、坡口焊缝和对接坡口焊缝等。
在标注焊接符号时,需要注意以下几点:
基准线的虚线可以画在基准线实线的上侧或下侧,但基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
当为双面对称焊缝时,基准线可不加虚线。
基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线。
在实际应用中,需要根据具体的图纸要求和焊接工艺要求进行标注。
如有疑问,建议查阅相关的CAD软件使用说明文档或咨询专业技术人员。
焊接接头的形式及示意图
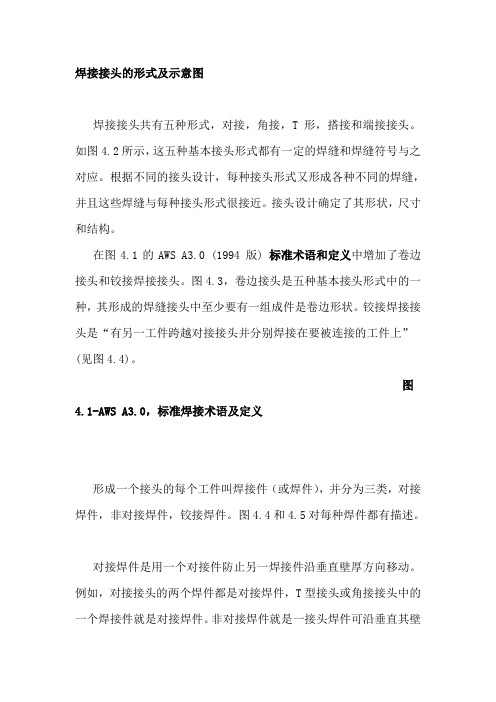
焊接接头的形式及示意图焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
在图4.1的AWS A3.0 (1994 版) 标准术语和定义中增加了卷边接头和铰接焊接接头。
图4.3,卷边接头是五种基本接头形式中的一种,其形成的焊缝接头中至少要有一组成件是卷边形状。
铰接焊接接头是“有另一工件跨越对接接头并分别焊接在要被连接的工件上”(见图4.4)。
图4.1-AWS A3.0,标准焊接术语及定义形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。
图4.4和4.5对每种焊件都有描述。
对接焊件是用一个对接件防止另一焊接件沿垂直壁厚方向移动。
例如,对接接头的两个焊件都是对接焊件,T型接头或角接接头中的一个焊接件就是对接焊件。
非对接焊件就是一接头焊件可沿垂直其壁厚方向任意移动。
例如,搭接接头的两个焊件都是非对接焊件,T型接头或角接接头中的一个焊件就是非对接焊件。
铰接焊件就是跨在对接接头上的工件。
图4.4中给出了两个实例,用于连接对接接头的铰接。
焊缝的形式是用接头的几何形状来表示的。
接头的几何形状就是焊前的截面尺寸及形状。
从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
图4.6给出了用于焊接制造中焊缝常见的端部形状。
从图4.7到4.11提供的截面图中可发现焊缝符号与各种端部形状组合之间的关系。
各种不同端部形状的组合也形成了各种不同的接头形状,即形成了如图4.2所示的五种基本接头形式的各种情况。
其它的一些焊缝形式和坡口设计可用它们的结构或者成形的形状来表示,这些形状包括端部的形状或是表面制备的形状。
图4.4——铰接对接接头焊接接头部件接头型式确定后,有必要描述所要求的接头设计。
设计中焊接符号的标注方法(符号法与图示法)
(a)对接接头、焊缝 (b)搭接接头、点焊缝 (c)T形接头、角焊缝
常见的焊缝接头和焊缝形式
焊缝标注方法
图样上焊缝有两种表示方法,即符号法和图示法
焊缝标注以符号标注法为主,在必要时允许辅以图示法 。比如用连续或断续的粗线表示连续或断续焊缝;在需 要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状; 用细实线绘制焊前坡口形状等等。
辅助符号:是表示对焊缝表面形状特征辅助要求的符号。 辅助符号一般与焊缝基本符号配合使用,当对焊缝表面 形状有特殊要求时使用。
焊缝补充符号:是为了补充说明焊缝某些特征(范围)的符号
指引线:采用细实线绘制,一般由带箭头的指引线(称为箭头 线)和两条基准线(其中一条为实线,另一条为虚线,基准线 一般与图纸标题栏的长边平行)必要时可以加上尾部(90°夹 角的两条细实线)。
为了简化焊接方法的标注和文字说明,可采用国家 标准GB/T 5185-1999规定的用阿拉伯数字表示的金属 焊接及钎焊等各种焊接方法的代号。 焊接方法标注在指引线的尾部。
例:如图表示对接接头周围焊缝。焊条电弧焊(111)在非箭头侧 打底,表面齐平;埋弧焊(12)焊成的V形焊缝在箭头侧, 表面也要求齐平。
二、图示法
国家标准GB/Tl2212-1990《技术制图 焊接 符号的尺寸、比例及简化表示法》规定,需要在图 样中简易地绘制焊缝时,可用视图、剖视图或剖面 图表示,也可以用轴测图示意地表示。 在同一图样中,通常只允许采用一种画法。
焊接及其表示方法
GB/T 324-2008
焊接
焊接是将零件的连接处加热熔化,或者加热加压熔化(用 或不用填充材料),使连接处熔合为一体的制造工艺,焊接属 于不可拆连接。 焊接图样是焊接加工时要求的一种图样。焊接图应将焊 接件的结构和焊接有关的技术参数表示清楚。国家标准中规 定了焊缝的种类、画法、符号、尺寸标注方法以及焊缝标注 方法。 常用的焊接方法有电弧焊、电阻焊、气焊、钎焊。其 中以电弧焊应用最广。
钢结构设计图中的焊接符号标注大全
钢结构设计图中的焊接符号标注大全在钢结构设计中,焊接符号的标注至关重要。
这些符号提供了关于如何将不同部件焊接在一起的关键信息,确保结构的稳定性和可靠性。
本文将详细介绍钢结构设计图中常见的焊接符号及其含义。
一、焊接符号的种类1、角焊缝符号:该符号用于标注角焊缝,它表示两个相交的构件之间形成的焊接接头。
2、塞焊缝符号:该符号用于标注塞焊缝,它表示在两个平行构件之间插入的焊接接头。
3、槽焊缝符号:该符号用于标注槽焊缝,它表示在两个平行构件之间形成的焊接接头。
4、其他特殊焊接符号:这些符号包括连续焊接符号、断续焊接符号和交错焊接符号等,用于标注不同情况的特殊焊接要求。
二、焊接符号的标注方法1、标注位置:焊接符号应标注在形成焊接接头的两构件之一上。
如果两构件都可见,则应标注在后焊件上。
2、箭头方向:箭头方向应指向焊接缝或其延长线。
对于塞焊缝和槽焊缝,箭头方向应指向两个平行构件之间的中心线。
3、尺寸标注:焊接符号的尺寸应按照标准规定进行标注,包括焊缝长度、焊缝间距、焊缝宽度等信息。
4、其他标注:根据需要,还可以在焊接符号附近添加其他标注,如焊缝质量要求、检验标准等。
三、常见问题及解决方案1、漏标:如果漏标焊接符号,可能导致施工方无法准确理解焊接要求,从而影响结构质量。
因此,在设计图中应确保所有需要标注的焊接符号都已正确标注。
2、误标:如果错误地标注了焊接符号,可能会导致施工方采用错误的焊接方法或参数,从而影响结构的安全性和稳定性。
因此,设计师应充分了解各种焊接符号的含义,确保正确标注。
3、不清晰:如果焊接符号标注不清晰,可能导致施工方无法准确理解其含义。
设计师应采用清晰易懂的字体和标注方式,确保施工方能够准确无误地理解焊接符号的含义。
四、总结钢结构设计图中的焊接符号标注是钢结构施工中的重要环节之一。
正确、清晰地标注焊接符号可以确保施工方准确理解焊接要求,从而确保结构的质量和稳定性。
本文介绍了常见的焊接符号及其含义、标注方法和常见问题及解决方案,希望能对设计师和施工方有所帮助。
焊缝形式及坡口尺寸在图纸上是怎样表示的

焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) GB324一2008《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
焊接符号标注方法完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。
标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。
基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。
三角焊接符号表示
三角焊接符号表示
三角焊接符号通常用于工程图纸上,用于表示焊接连接的类型和要求。
这些符号是按照国际标准和规范定义的,以确保在焊接过程中的一致性和可读性。
在三角焊接符号中,主要包含以下几个方面的信息:
1.焊缝形状:表示焊接的接头形状,例如直线、角
形、对接等。
常见的符号包括:
o直线焊缝:表示为一条直线。
o角形焊缝:表示为一个直角。
o对接焊缝:表示为两个相交的直线。
2.焊缝的特殊要求:这包括需要特别注意的焊接细
节,如预热、后热处理、使用特定的焊接材料等。
3.焊接位置:指示焊缝在构件中的位置。
常见的位
置符号包括:
o1G:水平位置,焊缝在上方。
o2G:垂直位置,焊缝在一侧。
o3G:向上斜向位置,焊缝在上方。
o4G:向下斜向位置,焊缝在一侧。
4.焊接方法:表示使用的具体焊接方法,如手工电
弧焊、气保焊等。
5.焊接符号的位置和大小:焊接符号通常位于图纸
上的焊接连接的箭头附近,箭头指向焊缝的位置。
符号的大小取决于图纸比例和焊缝的重要性。
这些三角焊接符号的使用确保了焊接过程的清晰度和一致性,使得工程师、焊接人员和质检人员都能够理解焊接要求并正确执行。
请注意,具体的符号和规范可能会因国家或行业而异,建议在具体项目中查阅相应的标准和规范以确保正确理解和应用焊接符号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接接頭在圖紙上的表示方法
焊縫符號與焊接方法代號是提供焊接結構圖紙上使用的統一符號或代號﹐也是一種工程語言。
我國的焊縫符號與焊接方法代號分別為國標GB324-88<焊縫符號表示方法>和GB5185-85<金屬焊接及釬焊方法在圖樣上的表示代號>規定。
與國際標準ISO2553-84<焊縫在圖樣上的表示方法>和ISO4063-78<<金屬焊接及_焊方法在圖紙上的表示方法>基本相同﹐可等效采用。
1焊縫符號
國標GB324-88<焊縫符號表示法>規定焊縫符號適用於金屬熔化焊和電阻焊。
標準規定﹐為了簡化﹐圖紙上焊縫一般應采用焊縫符號來表示﹐但也可采用技術製圖方法表示。
國標規定的焊縫符號包括基本符號﹑輔助符號﹑補充符號和焊縫尺寸符號。
焊縫符號一般由基本符號和指引線組成必要時可加上輔助符號﹑補充符號和焊縫尺寸符號。
基本符號是表示焊縫橫截面形狀的符號。
國標GB324-88中規定的13中基本符號見表7.1-3。
焊縫輔助符號是表示焊縫表面形狀特征的符號。
國標GB324-88中規定的三種輔助符號見表7.1-4。
焊縫輔助符號是為了補充說明焊縫的某些特征而采用的符號。
國標GB324-88中規定的補充符號見表7.1-5。
焊縫尺寸符號是表示坡口和焊縫各特征尺寸的符號。
國標GB324-88中規定的16個尺寸符號見表7.1-6。
表7.1-3 焊接基本符號
序號名稱示意圖符號
1 卷邊焊縫
(卷邊完全熔化)
2 I形焊縫
3 V形焊縫
4 單邊V形焊縫
5 帶鈍邊V形焊縫
6 帶鈍邊單邊V形焊縫
7 帶鈍邊U形焊縫
8 帶鈍邊J形焊縫
9 封底焊縫
10 角焊縫
11 塞焊縫或槽焊縫
12 點焊縫
13 縫焊縫
表7.1-4 焊縫輔助符號
序號名稱示意圖符號說明1 平面符號
焊縫表面齊平
(一般通過加工)
2 凹面符號
焊縫表面凹陷
3 凸面符號
焊縫表面凸起
表7.1-5 焊縫補充符號
序號名稱示意圖符號說明1 帶墊板符號
表示焊縫底部有墊板
2 三面焊縫符號
表示三面帶有焊縫
3 周圍焊縫符號
表示環繞工件周圍焊縫
4 現場符號
表示在現場或工地上進行焊接
5 尾部符號
可以參照GB5185標注焊接工藝方法等內容
2﹑焊接方式代號
為簡化焊接方法的標注和說明﹐可采用國標GB5185-85規定用阿拉伯數字表示的金屬焊接及_焊等各種焊接方法的代號。
表7.1-7是國標GB5185-85中規定的常用焊接方法的代號。
表7.1-6 焊縫補充符號
符號名稱示意圖符號名稱示意圖
工件厚度δ
坡口角度αα
b 根部間隙
l 焊縫長度
p 鈍邊
n 焊縫段數
c 焊縫寬度
e 焊縫間距
d 熔核直徑
K 焊腳尺寸
S 焊縫有效厚度
H 坡口深度
N 相同焊縫
數量符號
h 余高
R 根部半徑
坡口面角度β
表7.1-7 常用主要焊接方法代號
焊接方法名稱焊接方法代號焊接方法名稱焊接方法代號
電弧焊 1 壓焊 4
手弧焊 111 摩擦焊 42
埋弧焊 12 擴散焊 45
熔化極惰性氣體
保護焊(MIG) 131 其它焊接方法 7
熔化極非惰性氣體
保護焊(MAG) 135 電渣焊 72
鎢極惰性氣體
保護焊(TIG) 141 氣電立焊 73
等離子弧焊 15 激光焊 751
電阻焊 2 電子束焊 76
點焊 21 螺柱焊 78
縫焊 22 硬釬焊、軟釬焊
閃光焊 24 釬焊 9
電阻對焊 25 硬釬焊 91
氣焊 3 軟釬焊 94
氧-乙炔焊 311 - -
3﹑焊接接頭在圖紙上的表示方法
(1)﹑焊縫的圖示法
國標GB12212-90<技術製圖焊接符號的尺寸﹑比例及簡化表示法>規定﹐需要在圖樣中簡單的繪製焊縫時﹐可用視圖﹑剖視圖或剖面圖表示﹐也可用軸測圖示意的表示。
也可用軸測圖來表示。
焊縫視圖的畫法如圖7.1-23(a)﹑(b)所示﹐圖中表示焊縫的一系列細實線允許徒手繪製。
也可用粗線來表示焊縫(如圖7.1-32(c)所示)。
但在同一圖樣中﹐只允許采用一種畫法。
焊縫端面視圖中﹐通常用粗實線繪出焊縫輪廓﹐必要時可用細實線同時畫出坡口形狀等(如圖7.1-33(a)所示)。
在剖試圖或剖面圖上﹐通常將焊縫涂黑(如圖7.1-33(b)所示)﹐若同時需要表示坡口形狀﹐可按圖7.1-33(c)所示繪製。
用軸測圖示意的表示焊縫的畫法如圖7.1-34所示。
必要時可將焊縫部位放大并標注焊縫尺寸符號或數字(如圖7.1-35所示)。
圖7.1-32 焊縫視圖的畫法
(a) 用柵線表示焊縫; (b) 用柵線表示的環形焊縫; (c) 用粗實線表示焊縫
圖7.1-33 焊縫端面視圖、剖視圖、剖面圖的畫法
(a) 焊縫端面視圖畫法; (b) 焊縫剖視圖畫法; (c) 焊縫剖面圖畫法
(2)﹑焊縫符號和焊接方法代號的標準方法
國標GB324-88﹑GB12212-90和GB5185-85中分別對焊縫符號和焊接方法代號的標注方法作了規定﹐并列舉了大量的標注示例。
焊縫符號和焊接方法代號必須通過指引線及有關規定才能準確的表示焊縫。
指引線一般由箭頭線和兩條基準線(一條為實線﹐另一條為虛線)組成(如圖7.1-36所示).國標規定﹐箭頭線相對焊縫的位置一般沒有特殊要求﹐但標注V﹑單邊V﹐J形焊縫時﹐箭頭線應指向帶有坡口一側的工件。
必要時允許箭頭線彎折一次。
基準線的虛線可以畫在基準線的實線上側或下側﹐基準線一般應與圖樣的底邊平行﹐但在特殊條件下也可與底邊垂直。
如果焊縫和箭頭線在接頭的同一側﹐即將焊縫基本符號標在實線側﹔相反﹐則將焊縫基本符號標在基準線的虛線側。
此外﹐標準還規定﹐必要時基本符號可附帶有尺寸符號及數據﹐其標準原則如圖7.1-37所示。
圖7.1-34 軸測圖上焊縫的畫法
圖7.1-35 焊縫的局部放大圖
(3)焊縫符號的尺寸和比例
國標GB12212-90規定在圖樣中用作焊縫符號的字體和圖線應符合GB4457.3《機械製圖字體》和GB4557.4機械製圖圖線>的規定。
在任意圖樣中﹐焊縫圖線符號的線寬﹑焊縫符號中字體的字型﹑字高和字體筆畫寬度應與圖樣中其它符號的線寬﹑尺寸字體的字型﹑字高和筆畫寬度相同。
并規定了焊縫圖線符號在基準線上的位置及比例關系。
基准線
箭頭線基准線
圖7-.1-36 標注焊縫的指引線
α‧β‧b
P‧H‧k‧h‧s‧R‧c‧d(基本符號)n×1(e)
N
P‧H‧k‧h‧s‧R‧c‧d(基本符號)n×1(e)
α‧β‧b
α‧β‧b
P‧H‧k‧h‧s‧R‧c‧d(基本符號)n×1(e)
N
P‧H‧k‧h‧s‧R‧c‧d(基本符號)n×1(e)
α‧β‧b
圖7.1-37 焊縫尺寸符號及數據的標注原則。