(完整版)产品生产工艺流程图
产品制造工艺流程图.doc
产品制造工艺流程图产品制造工艺流程图产品生产过程的分类1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:1.产品制造流程图2.产品加工工艺流程图3.产品工艺流程图4.产品装配工艺流程图5.常见的化工工艺流程图2018年岩土工程师《基础知识》试题专练(3)-岩土工程师考试-考试吧2018年岩土工程师《基础知识》试题专练(3),更多岩土工程师考试相关信息,请访问考试吧岩土工程师考试网。
点击查看:2018年岩土工程师《基础知识》试题专练汇总1、某八层框架工程,高24.5m,采用筏板基础,基础埋深在天然地坪下 3.5m,如以天然地基作为基础持力层,地基土为淤泥质土,其修正后的地基承载力特征值为fa=110kpa,地下水位在地面下3.8m;经计算地基土承载力能够满足设计要求,建筑物整体倾斜为0.0032,设计采用水泥土搅拌桩对地基进行了处理,则处理的目的是( )。
A、提高地基承载力;B、提高地基的抗渗透稳定性;C、提高地基的抗滑移稳定性;D、提高复合层的压缩模量,减小地基变形;【答案】D2、某工程采用灰土挤密桩进行地基处理,在用载荷试验确定复合地基承载力特征值时,可采用s/b=( )所对应的压力。
A、0.006;B、0.008;C、0.01;D、0.012【答案】B3、经处理后的地基,当按地基承载力确定基础底面积及埋深时,对于用载荷试验确定的复合地基承载力特征值,应按( )进行修正。
A、《建筑地基基础设计规范》(GB50007-2002)中规定的方法;B、宽度修正系数取0.0;深度修正系数取1.0;C、宽度修正系数取1.0;深度修正系数取0.0;D、可以不进行修正;【答案】B4、按照《建筑抗震设计规范》(GB50011-2010)的规定,在进行地基土液化初判时,下列叙述正确的是( )。
阿胶系列10个产品的工艺流程图、详细的生产工艺
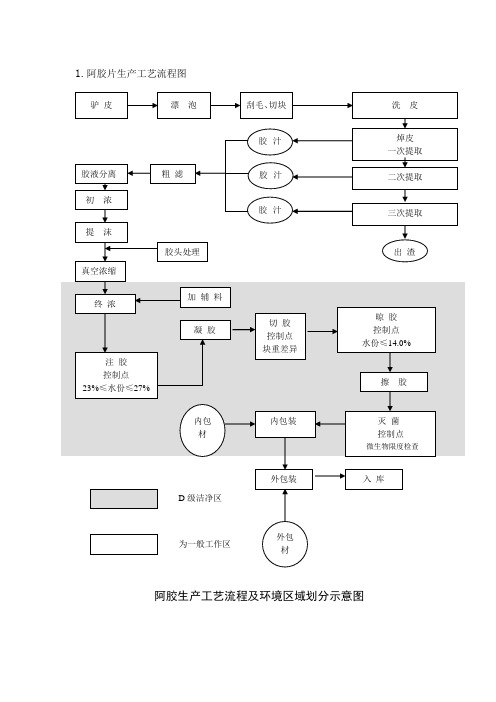
1.4洗皮:捞出后投入洗皮机用饮用水洗皮。
1.5刮毛:将漂泡好的驴皮放在刮皮架上,用刮皮刀将背毛刮去。
1.6切块:将刮去毛后的驴皮置割皮架上,用割皮刀将皮割成小于40cm的不规则小块,投入洗皮机内。
1.2.6出渣:第三次提取胶汁过滤完毕后,打开蒸球的密封盖放出毛渣,运往规定地点处理。
1.2.7 分离 将储液罐内的胶液泵入分离机离心除杂,离心后的胶液泵入浓缩罐。
1.3初浓缩
1.3.1提沫:将分离过的胶液泵入浓缩罐中进行跑荒汁快速浓缩,然后,将胶汁再放入夹层锅内,调节蒸汽压力至0.08-0.1Mpa;将胶液加热至沸,待胶沫与胶汁分离,稍关蒸汽阀门缓慢加热,开始进行提沫,每次提沫后向跑荒汁罐内加入饮用水约10㎏,反复操作3~4次,直至胶汁表面仅有有少量黄沫泛起,胶汁呈清凉透明状时,导至夹层锅内。
1.7.5胶头收集:尺寸不合格的胶块、边等收集在洁净容器中,附上品名、批号、数量、日期、操作者等内容的标识,由QA审查合格后转入下批回锅复制。
1.7.6摆胶:将切制合格的胶块整齐地摆在晾胶床上,块与块保持一定的间隔,并将填好的状态标志牌挂在晾胶床上,标明品名、数量、批号等,转入晾胶工序。
1.8晾胶
1.8.1将胶床移至晾胶室进行晾胶,使胶块水份控制在标准范围内。
1.9.2灭菌
1.9.2.1将胶块放置在灭菌间,打开臭氧发生器灭菌60分钟,停止2小时后收胶。
1.9.2.2灭菌后收起放于周转箱中,将合格的胶块附上标有品名、数量、批号等标识,凭半成品检验合格报告转交下道工序。同时挑出薄厚不均匀的胶块及片重差异不合格的放入不合格品周转箱中,并挂好标记牌,交管理人员登记,回收处理,及时清场并填写批生产记录。
完整版 pcba生产全套流程图
放置成品区
DIP车间生产流程图
生产计划
领料单物料核对
SMT板Hale Waihona Puke 1.仓库2.DIP领料
OK
AI板
元件前加工 3.贴高温胶纸
4.插件工位插件
放不良区域待修
目检
NG
OK
补焊
NG
后装元件
产品置待补焊区域
揭高温胶纸
零件面与锡道面PQC检查
返修
浸焊
波峰焊接
修脚
NG
OK NG
IPQC抽检
OK
外观修理
OK
ICT测试
• 目录
供方送货
• 1.1进料检验流程
仓库接收
放置待检区
开出(送检单)
NG
品质异常处理单
IQC检验
OK
NG
给出退货结论
计划生产是 YES
否急需料
通知各部门判定
入退货区
NG 评审判定同意使用
退供应商
OK
入库
• 1.2来料品质异常处理流程 来料或生产异常
品质部收集相关资料
不良品物料理清,在制 品与供应商协商处理
PCBA生产作业全套流程图
SMT生产流程图
生产计划 1.仓库
B面
2.PCB 进板
3.印刷PCB板
NG OK
4.PCB板的清洗
5 .高速贴片机置件
SMT领料
B面
OK
转板
FQC检查
NG
NG
返修重工
9.AOI
OK T面
维修
B面
NG
OK
8.炉后目检检查
功能测试
7.回流焊接
手摆件
炉前维修
速冻水饺生产工艺流程图
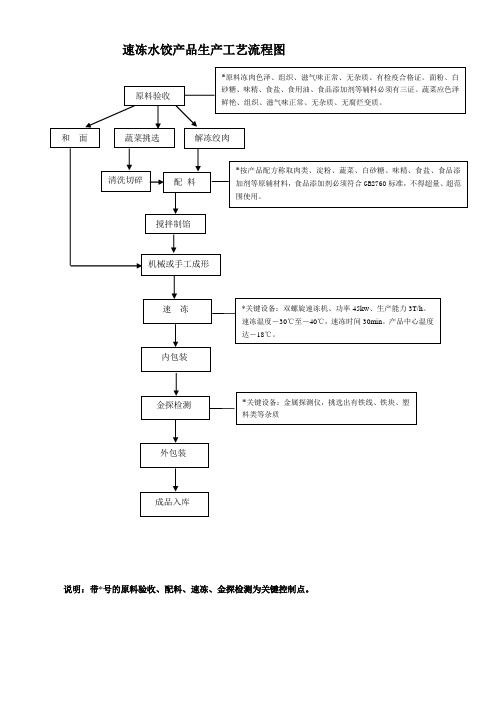
速冻水饺产品生产工艺流程图说明:带*号的原料验收、配料、速冻、金探检测为关键控制点。
1.操作要点:速冻食品要求其从原料到产品,要保持食品鲜度,因此在水饺生产加工过程中要保持工作环境温度的稳定,通常在10℃左右较为适宜。
1..1原料和辅料准备①面粉:面粉必须选用优质、洁白、面筋度较高的特制精白粉,有条件的可用特制水饺专用粉。
对于潮解、结块、霉烂、变质、包装破损的面粉不能使用。
对于新面粉,由于其中存在蛋白酶的强力活化剂硫氢基化合物,往往影响面团的拌合质量,从而影响水饺制品的质量,对此可在新面粉中加一些陈面粉或将新面粉放置一段时间,使其中的硫氢基团被氧化而失去活性。
有的添加一些品质改良剂也可,不过会加大制造成本又不易掌握和控制,通常不便使用。
面粉的质量直接影响水饺制品的质量,应特别重视。
②原料肉:必须选用经兽医卫生检验合格的新鲜肉或冷冻肉。
严禁冷冻肉经反复冻融后使用,因它不仅降低了肉的营养价值,而且也影响肉的持水性和风味,使水饺的品质受影响。
冷冻肉的解冻程度要控制适度,一般在20℃左右室温下解冻10小时,中心温度控制在2-4℃。
原料肉在清洗前必须剔骨去皮,修净淋巴结及严重充血,淤血处,剔除色泽气味不正常部分,对肥膘还应修净毛根等。
将修好的瘦肉肥膘用流动水洗净沥水,绞成颗粒状备用。
③蔬菜:要鲜嫩,除尽枯叶,腐烂部分及根部,用流动水洗净后在沸水中浸烫。
要求蔬菜受热均匀,浸烫适度,不能过熟。
然后迅速用冷水使蔬菜品温在短时间内降至室温,沥水绞成颗粒状并挤干菜水备用。
烫菜数量应视生产量而定,要做到随烫随用,不可多烫,放置时间过长使烫过的菜“回生”或用不完冻后再解冻使用都会影响水饺制品的品质。
④辅料:如糖、盐、味精等辅料应使用高质量的产品,对葱、蒜、生姜等辅料应除尽不可食部分,用流水洗净,斩碎备用。
1.2面团调制:面粉在拌合时一定要做到计量准确,加水定量,适度拌合。
要根据季节和面粉质量控制加水量和拌合时间,气温低时可多加一些水,将面团调制得稍软一些;气温高时可少加一些水甚至加一些4℃左右的冷水,将面团调制得稍硬一些,这样有利于水饺成形。
(完整版)工艺流程图
工艺流程图中管线的表示方法
管线材料等级:
A1B
压力等级 排序号 材质代号
1.压力等级 A 代表10K或150# C 代表450# E 代表900#
B 代表300# D 代表600# F 代表1500#
工艺流程图中管线的表示方法
2.材质代号
S——一般碳钢(材料代号SGP) A——优质碳钢(材料代号STPG)B——低合金钢(材
2523
按规定加长图纸的
幅面。幅面的尺寸
2102
由基本幅面的短边
1982 1682
成整数倍增加后得
1471
出。图中虚线为加
1261
长后的图纸幅面。
1051 841 A45
A44 630
A43 420
A3 210
A4
A1
A0
A2 A33 A34
0 297 594 891 1189 1486 1783 2080 2378
1.2 比例(GB/T 14690-1993)
图样的比例是指图形要素的线性尺寸 与实物相应要素的线性尺寸之比。
图样比例分为原值比例、放大比例、缩 小比例三种。
:不论采用何种比例绘图, 尺寸数值均按原值注出。
1:2
1:1
2:1
1.3 字体(GB/T 14691-1993)
一般规定
图样中的字体书写必须做到:字体工整 、笔画清除、间隔均匀、排列整齐。
注意:
绘制图样时,优先采用表中规定的图纸 幅面尺寸(A)。
1.1.2 图框格式
在图纸上必须用粗实线画出图框,其格 式分为留装订边和不留装订边两种。同一 产品的图样只能采用一种图框格式。
(完整版)通用服装生产工艺流程图
通用服饰生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│查验│→│包装│(一)面辅料进厂查验面料进厂后要进行数目盘点以及外观和内在质量的查验,吻合生产要求的才能投产使用。
在批量生产前第一要进行技术准备,包含工艺单、样板的拟定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,依据特别工艺要求,须进行后整理加工,比方成衣水洗、成衣砂洗、扭皱见效加工等等,最后经过锁眼钉扣协助工序以及整烫工序,再经查验合格后包装入库。
(二)面料查验的目的和要求把好面料质量关是控制成质量量重要的一环。
经过对进厂面料的查验和测定可有效地提升服饰的正品率。
面料查验包含外观质量和内在质量两大方面。
外观上主要查验面料能否存在损坏、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意能否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在查验中均需用标志注出,在剪裁时避开使用。
面料的内在质量主要包含缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行查验取样时,应剪取不同样样生产厂家生产的、不同样样品种、不同样样颜色拥有代表性的样品进行测试,以保证数据的正确度。
同时对进厂的辅料也要进行查验,比方松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不可以吻合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,第一要由技术人员做好大生产前的技术准备工作。
技术准备包含工艺单、样板的拟定和样衣的制作三个内容。
技术准备是保证批量生产顺利进行以及最后成品吻合客户要求的重要手段。
工艺单是服饰加工中的指导性文件,它对服饰的规格、缝制、整烫、包装等都提出了详尽的要求,对服饰辅料搭配、缝迹密度等细节问题也加以明确。
服饰加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸正确,规格齐备。
有关部位轮廓线正确吻合。
样板上应注明服饰款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
乳液工艺简介及流程图

产品生产工艺简述和简图
产品名称:乳液
一、生产工艺简述:
(一)准确称量配方中各种原料,用干净并消毒好的器皿盛放;
(二)将A相原料(水、丙二醇、卡波姆、透明质酸钠加入水锅中,搅拌升温至85~90℃,搅拌15-20分钟至溶解完全后,待用;(搅拌速度:20-25HZ)
(三)将B相原料(甲基葡糖倍半硬脂酸酯、PEG-20 甲基葡糖倍半硬脂酸酯、辛酸/癸酸甘油酯、角鲨烷、甘油硬脂酸酯、C12-15 醇苯甲酸酯、环五聚二甲基硅氧烷(和)环己硅氧烷、苯氧乙醇、羟苯甲酯)加入油锅中,搅拌升温至80~85℃,保温搅拌15-20分钟至溶解完全后,待用;(搅拌速度:20-25HZ)
(四)开启真空、搅拌,保持真空-0.03Mpa,将水锅中A相原料、油锅中B相原料抽入乳化锅,抽完后加入C相原料(三乙醇胺)高速均质5-8分钟,真空状态下保温搅拌10-15分钟后降温。
(均质速度:45-50HZ,搅拌速度:20-30HZ)
(五)降温至45℃以下,加入D相原料(香精)搅拌30-35分钟后出料、静置;(搅拌速度:15-20HZ)
(六)检验合格后,灌装,包装,喷码;
(七)检验合格后,入库。
二、生产工艺简图:。
生产工艺流程图

复配增稠乳化剂、复配增稠剂和复配增稠稳定剂
生产工艺流程图
烟台安德利果胶股份有限公司Yantai Andre Pectin Co.,Ltd.
地址:中国.山东.烟台市牟平区新城大街889号邮编:264100.Add:No.889Xincheng Street,Muping Economic Development Zone,Yantai,China P.C:264100
电话(Tel):(86)535-4282000传真(Fax):(86)535-4288889E-mail:info@
烟台安德利果胶股份有限公司
质量保证部复配增稠乳化剂、复配增稠剂和复配增稠稳定剂
生产工艺描述
序号工艺描述
1原辅料接收
与贮存生产用食品添加剂原料及辅料从合格供应商处购货、经验收合格后入库贮存2计量投料按照各个产品的配方及其比例将原辅料投入到倒袋站中,输送至混配机中3筛分除杂筛除可能进入的异物,筛网孔径≥20目
4混配将原辅料在混配机内进行充分物理搅拌,确保均匀
5筛分除杂混配后的物料经过筛分机,筛除异物(金属和非金属);筛网孔径≥40目6包装按照客户要求选择合适的包装将产品进行包装,通常为25kg/袋,或者根据客户要
求进行包装;包装袋符合包装食品用包装材料的要求
7检验对产品进行取样,送实验室按照产品的标准进行检测,特别注意有害物质、致病性
微生物指标的检测
8贮存执行相关入库手续入库,适当贮藏条件下贮藏
9物流检测合格后的产品方可出厂
产品的装卸、运输严格按照公司相关规定执行,确保产品顺利、安全达到目的地。
生产工艺流程图

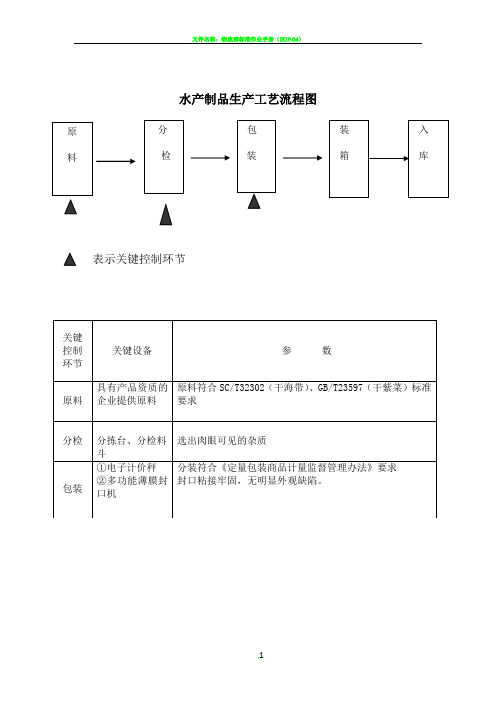
水产制品生产工艺流程图蔬菜制品生产工艺流程图其他粮食加工品生产工艺流程图关键控制环节关键设备参数原料 具有产品资质的企业提供原料 原料符合SC/T32302(干海带)、GB/T23597(干紫菜)标准要求 分检 分拣台、分检料斗选出肉眼可见的杂质包装 ①电子计价秤 ②多功能薄膜封口机分装符合《定量包装商品计量监督管理办法》要求 封口粘接牢固,无明显外观缺陷。
关键控制环节关键设备 参数原料 具有产品资质的企业提供原料原料符合NY/T1504《莲子》、GB/T6192《黑木耳》、GB7096《食用菌及其制品》、NY/T1045《脱水蔬菜》 干燥烘干箱如原料过潮则需要烘干温度小于65℃,干燥约两个小时(是具体情况而定) 分检分拣台、分检料斗选出肉眼可见的杂质包装 ①电子计价秤 ②多功能薄膜封口机分装符合《定量包装商品计量监督管理办法》要求 封口粘接牢固,无明显外观缺陷。
关键表示关键控制环节 表示关键原 料原 料分 检包 装装 箱入 库原 料水果制品生产工艺流程图炒货食品及坚果制品生产工艺流程图原料具有产品资质的企业提供原料 原料符合GB/T11766(小米)、GB/T22496(玉米糁)、GB/T10463(玉米粉)、NY/T894(荞麦面)、GB/T13360(莜麦粉)、GB2715(粮食)、GB/T13359(裸燕麦)、LS/T3215《高粱米》标准要求分检 分拣台、分检料斗选出肉眼可见的杂质包装 ①电子计价秤 ②多功能薄膜封口机分装符合《定量包装商品计量监督管理办法》要求 封口粘接牢固,无明显外观缺陷。
关键控制环节关键设备参数原料 具有产品资质的企业提供原料原料符合GB/T5835(干制红枣)、NY/T705(葡萄干)、QB2076(水果蔬菜脆片)标准要求 分检 分拣台、分检料斗选出肉眼可见的杂质,坏果、虫蛀果等包装 ①电子计价秤 ②多功能薄膜封口机分装符合《定量包装商品计量监督管理办法》要求 封口粘接牢固,无明显外观缺陷。
完整版)生产机加工件工艺流程图

完整版)生产机加工件工艺流程图制造工艺流程图如下:1.原材料入库:将原材料送入仓库。
2.原材料检查:检查原材料是否符合要求。
3.原材料储存:将原材料分别放置在不同的仓库中。
4.原材料分类:根据加工工艺将原材料进行分类。
5.原材料粗加工:将原材料进行初步加工。
C加工:使用CNC机床进行加工。
7.精加工:对产品进行精密加工。
8.线切割加工:使用线切割机进行加工。
9.零部件尺寸检验:对零部件的尺寸进行检验。
10.氧化、着色、抛光:进行表面处理。
11.零件组装:将零部件组装成产品。
12.产品装配:将产品进行组装。
13.激光打标:使用激光进行打标。
14.成品检验:对成品进行检验。
制造工艺流程表如下:NO 工程名称作业内容管理项目记录操作人员1 原材料入库将原材料送入仓库先入先出原材料出库表仓库检验2 原材料检查检查原材料是否符合要求 N/A 外部采购合同书,输入检验报告保管员3 原材料储存将原材料分别放置在不同的仓库中分规格保管作业日志精工车间4 原材料分类根据加工工艺将原材料进行分类按加工工艺分原材料出库表技术人员5 原材料粗加工将原材料进行初步加工按顺序进行作业日志精工车间6 CNC加工使用CNC机床进行加工尺寸生产作业指导书技术人员7 精加工对产品进行精密加工尺寸生产作业指导书技术人员8 线切割加工使用线切割机进行加工尺寸生产作业指导书技术人员9 零部件尺寸检验对零部件的尺寸进行检验尺寸检验报告技术人员10 氧化、着色、抛光进行表面处理表面管理作业日志精工车间11 零件组装将零部件组装成产品产品的结合性生产作业指导书技术人员12 产品装配将产品进行组装产品的结合性生产作业指导书技术人员13 激光打标使用激光进行打标作业日志技术人员14 成品检验对成品进行检验产品检验达标检验报告技术人员以上是机加工制造工艺流程图和制造工艺流程表。
我们将原材料进行分类、加工、精加工、线切割加工、零部件尺寸检验、氧化、着色、抛光、零件组装、产品装配、激光打标和成品检验。
救生衣生产工艺流程图

救生衣生产工艺流程图救生衣产品质量控制要点图船用救生衣成品检验报告船用救生衣浮力损失试验报告注:W=W1-W2W1 网篮水中重KgW2 网篮救生衣水中重KgW3 网篮救生衣水中24小时后重KgWS 浮力损失百分数Kg步骤1)将称放于水箱上方,挂好网篮,浸没水中,并挂在称上,记下W1。
2)将救生衣放在网篮中,重复1),5分钟后记下W2。
3)将步骤2)保持24小时,记下W3。
公式:W=W1-W2WS=(W3-W2)/W×100%船用救生衣强度试验报告步骤肩布:1)将救生衣浸入水中2分钟后取出2)按穿着的方式扣紧3)对肩部施加900N作用力30分钟4)检查是否损坏衣身:1)将救生衣浸入水中2分钟后取出2)按穿着的方式扣紧3)对衣身施加3200N作用力30分钟4)检查是否损坏救生衣缚带缝线强度试验报告质量管理制度质量管理工作是企业管理的重要环节,是企业生存发展的命脉,也是树立企业现象的保证,为此特制定本制度。
一.全厂职工必须树立质量第一的思想,做到人人把关,层层负责,谁的问题,谁负责的原则。
二.各生产班组配备一名质量检查员,做到不合格产品不出组。
三.各组质量检查人员对本组的产品质量负责,厂检查员对厂的产品质量负责,即从半成品工序开始,到成品包装。
四.各层检查人员要认真地学习业务知识,熟悉各项技术操作规程。
五.生产班组要服从小组质检员的指导,当班组发现产品质量问题时,厂质检员有权责令停产整顿,查找原因,出厂后的产品发现质量问题,由厂质检员负责。
六.成品入库时,要经总检查员检查确认无问题时,方可办理入库手续,否则保管有权拒绝接受产品入库。
七.产品合格率要求达到100%,允许4%的返修率,残次品不超过0.1%,同时对造成残次品数量及其当事人进行等记,作为以后年终奖评比的依据。
产品质量检验管理制度一.牢固树立“质量第一”的指导思想,专检与自检相结合,严格执行质量标准。
二.根据“产品质量控制要点”图,对半成品、成品进行检验,生产人员需经质检员考核合格,编制工号。
生产工艺流程图
分装符合《定量包装商品计量监督管理办法》要求
封口粘接牢固,无明显外观缺陷。
其他粮食加工品生产工艺流程图
关键控制环节
关键设备
参 数
原料
具有产品资质的企业提供原料
原料符合GB/T11766(小米)、GB/T22496(玉米糁)、GB/T10463(玉米粉)、NY/T894(荞麦面)、GB/T13360(莜麦粉)、GB2715(粮食)、GB/T13359(裸燕麦)、LS/T3215《高粱米》标准要求
水产制品生产工艺流程图
关键控制环节
关键设备
参 数ห้องสมุดไป่ตู้
原料
具有产品资质的企业提供原料
原料符合SC/T32302(干海带)、GB/T23597(干紫菜)标准要求
分检
分拣台、分检料斗
选出肉眼可见的杂质
包装
①电子计价秤
②多功能薄膜封口机
分装符合《定量包装商品计量监督管理办法》要求
封口粘接牢固,无明显外观缺陷。
蔬菜制品生产工艺流程图
关键控制环节
关键设备
参 数
原料
具有产品资质的企业提供原料
原料符合NY/T1504《莲子》、GB/T6192《黑木耳》、GB7096《食用菌及其制品》、NY/T1045《脱水蔬菜》
干燥
烘干箱
如原料过潮则需要烘干
温度小于65℃,干燥约两个小时(是具体情况而定)
分检
分拣台、分检料斗
选出肉眼可见的杂质
包装
①电子计价秤
分检
分拣台、分检料斗
选出肉眼可见的杂质,坏果、虫蛀果等
包装
①电子计价秤
②多功能薄膜封口机
分装符合《定量包装商品计量监督管理办法》要求
饮料生产工艺流程图
饮料生产工艺流程图
一、饮料[瓶(桶)装饮用水(饮用水、饮用纯净水、饮用天然矿泉水)]
1.饮用天然矿泉水、瓶(桶)装饮用水的生产工艺
水源水→粗滤→精滤→杀菌→灌装封盖→灯检→成品
↑
瓶(桶)及其盖的清洗消毒
2.饮用纯净水的生产工艺
水源水→粗滤→精滤→去离子净化(离子交换、反渗透、蒸馏)→杀菌→灌装封盖→灯检→成品(二)碳酸饮料
水处理→水 + 辅料瓶及盖的清洗消毒
↓↓
基料→调配→制冷、碳酸化→灌装封盖→暖罐→灯检→成品
(三)茶饮料
↓
茶叶的水提取物(或其浓缩液、速溶茶粉)→调配(或不调配)→过滤→杀菌→灌装封盖→灯检→成品(四)果(蔬)汁及果(蔬)汁饮料
1.以浓缩果(蔬)汁(浆)为原料
水 + 辅料
↓
浓缩汁(浆)→稀释、调配→杀菌→无菌灌装(热灌装)→灯检→成品
2.以果(蔬)为原料
果(蔬)水 + 辅料
↓↓
预处理→榨汁→稀释、调配→杀菌→无菌灌装(热灌装)→灯检→成品
(五)含乳饮料及植物蛋白饮料
1.含乳饮料
乳(复原乳)→调配→均质→杀菌灌装(灌装杀菌)→成品
↓↑
杀菌冷却水+辅料
↓↓
发酵→均质→调配→均质→杀菌灌装(灌装杀菌)→成品
注:活性乳酸菌饮料无最后一步杀菌过程。
2.植物蛋白饮料
水水+辅料
↓↓
原料→预处理→制浆→过滤脱气→调配→均质→杀菌灌装(或灌装杀菌)→成品(六)固体饮料
水+辅料
↓
原料→调配→脱水干燥→成型包装→成品。
(2020)生产工艺流程图
生产工艺流程图酱油生产工艺流程图一.主要设备:锅炉、夹层锅、冷却罐、灌装机、封盖机二.原料:发酵原油、食糖、食盐、味精、水、焦糖色、山梨酸钾三.工艺流程购、验内包装购、验添加剂购、验发酵原油输入自来水购、验外包装内包装库存添加剂库储存原料仓贮存外包装库存清洗/消毒加热/调配冷却装瓶封口/加盖灯检贴标/打日期装箱/打外包装成品仓库储存运输出口四.酱油生产工艺描述:1.验发酵原油:本厂在实施采购发酵原油时,必须派品检员、采购员到发酵原油生产厂进行实地考察评估。
确认生产厂卫生、设备设施是否符要求,原料是否符合本厂品质要求后才决定采购事宜。
经评估可实施采购的供应商,每季度提供原料及内包装材料各一份区(县)级卫生防疫站出具的《卫生检测报告》且符合国家卫生标准,每批来料到厂后,按“原料验收规程”及时抽样检验确认其品质是否符合本厂要求,合格的入库,不合格的退货。
2.原料仓库储存:发酵原油到厂经检验合格放原料仓储存。
由于发酵原油进厂前经加热杀菌,盐度在15%以上,所以只需常温保存,但避免阳光直射,保质期有半年。
3.购、验外包装料:外包装料主要包括有纸箱,进厂时仓务组长按“辅料验收规程”验收入库。
3.外包装仓库储存:验收合格的外包装料存放入原料仓库。
4.购、验内包装料:内包装料主要有玻璃瓶、塑料罐,采购前要先到供应厂家参观确认其卫生状况是否符合要求,进料时要供应商提供无毒害材料保证函或卫生防疫站的《卫生检测报告》且符合国标。
进厂时仓务组长按“辅料验收规程”验收入库。
5.内包装库储存:验收合格的内包装料摆放在内包装库内储存,6.购、验添加剂:添加剂一部份是通过国内代理商购入,但必须要求代理商提供生产厂商的《卫生许可证》及《卫生检测报告》或保函;进厂时品管组长按“辅料验收规程”验收入库。
7.添加剂库储存:添加剂是常温储存,库内保持干燥通风。
8.加热/调配:调配人员按照配方称量发酵原油、各种辅料和添加剂,然后将外购发酵原油、和水、盐、放到夹层锅里混合,开蒸汽加温至80—85℃,保持该温度20分钟,加入各种辅料和添加剂搅拌均匀。
PVC生产工艺流程图

PVC生产工艺流程图P-18烧碱工艺流程图P-14Cl 2株洲化工集团诚信有限公司简介2007年5月23 日,中盐湖南株洲化工集团有限责任公司(简称中盐株化)正式挂牌成立,这不仅标志着中国盐业总公司增资控股(占65%)原湖南株洲化工集团有限责任公司,在做大做强上迈出了可喜一步,更意味着中盐株化在企业发展史上掀开了崭新的一页。
企业始建于1956年,经湖南省人民政府批准,于1997年12月以原株洲化工厂为母体改制成为湖南株洲化工集团有限责任公司。
2000年原湖南株洲化工集团有限责任公司实行债转股,将所有经营性资产与中国信达资产管理公司等六家共同出资,按照现代企业制度的要求,组建成立了多元投资主体的湖南株洲化工集团诚信有限公司;2001年为进入资本市场,搞活资本运作,又从诚信公司分立组建了湖南永利化工股份有限公司。
企业始终坚持“团结奋进,务实创新”的企业精神,经过50年的建设,已发展成为以生产和经营基本化工原料、化肥、农药及化学建材为主的国家大型企业和中南地区大型化工原料生产基地。
2004年被列为湖南省“十一五”推进新型工业化进程的标志性企业和省优势企业。
先后荣获全国企业文化建设先进单位等国家、省和市级荣誉260多项。
企业用地230余万平方米,现有资产总额26.5亿元,2006年销售额达16亿元。
有员工7000余人,工程技术人员和管理人员近2000人。
具备产品开发、设计施工、生产经营全面管理的综合配套能力。
拥有盐化工、硫化工、精细化工及化学建材四条生产主线,生产“株化牌”、“翡翠牌”、“晶晶牌”三种品牌50多种产品。
主要产品有:硫酸(36万吨/年)、磷肥(36万吨/年)、烧碱(24万吨/年)、PVC树脂(20万吨/年)、金红石型和锐钛型钛白粉(3万吨/年)、复混肥(10万吨/年)、液氯(4万吨/年)、盐酸(6万吨/年)、水合肼(3万吨/年)、PVC塑钢型材(1.5万吨/年)、PVC 芯层发泡管(0.6万吨/年)。
啤酒生产工艺流程图

啤酒生产工艺流程图啤酒生产工艺流程可以分为制麦、糖化、发酵、包装四个工序。
现代化的啤酒厂一般已经不再设立麦芽车间,因此制麦部分也将逐步从啤酒生产工艺流程中剥离。
注:本图来源于中国轻工业出版社出版管敦仪主编《啤酒工业手册》一书。
图中代号所表示的设备为:1、原料贮仓2、麦芽筛选机3、提升机4、麦芽粉碎机5、糖化锅6、大米筛选机7、大米粉碎机8、糊化锅9、过滤槽10、麦糟输送11、麦糟贮罐12、煮沸锅/回旋槽13、外加热器14、酒花添加罐15、麦汁冷却器16、空气过滤器17、酵母培养及添加罐18、发酵罐19、啤酒稳定剂添加罐20、缓冲罐21、硅藻土添加罐22、硅藻土过滤机23、啤酒精滤机24、清酒罐25、洗瓶机26、灌装机27、杀菌机28、贴标机29、装箱机(一)制麦工序大麦必须通过发芽过程将内含的难溶性淀料转变为用于酿造工序的可溶性糖类。
大麦在收获后先贮存2-3月,才能进入麦芽车间开始制造麦芽。
为了得到干净、一致的优良麦芽,制麦前,大麦需先经风选或筛选除杂,永磁筒去铁,比重去石机除石,精选机分级。
制麦的主要过程为:大麦进入浸麦槽洗麦、吸水后,进入发芽箱发芽,成为绿麦芽。
绿麦芽进入干燥塔/炉烘干,经除根机去根,制成成品麦芽。
从大麦到制成麦芽需要10天左右时间。
制麦工序的主要生产设备为:筛(风)选机、分级机、永磁筒、去石机等除杂、分级设备;浸麦槽、发芽箱/翻麦机、空调机、干燥塔(炉)、除根机等制麦设备;斗式提升机、螺旋/刮板/皮带输送机、除尘器/风机、立仓等输送、储存设备。
(二)糖化工序麦芽、大米等原料由投料口或立仓经斗式提升机、螺旋输送机等输送到糖化楼顶部,经过去石、除铁、定量、粉碎后,进入糊化锅、糖化锅糖化分解成醪液,经过滤槽/压滤机过滤,然后加入酒花煮沸,去热凝固物,冷却分离麦芽在送入酿造车间之前,先被送到粉碎塔。
在这里,麦芽经过轻压粉碎制成酿造用麦芽。
糊化处理即将粉碎的麦芽/谷粒与水在糊化锅中混合。