注塑塑胶QC巡查记录表
合集下载
注塑巡检记录表

~
~
~
~
班次 是否盖章 模具状态
~
~
日期 □是 □否 □OK □NG
~
备注
尺寸 检验
判定结果
注:1.正常生产2H以上,巡检0.5H检查一次,2H记录一次。生产低于2H时需巡检一次记录一次,记录一个最大值和最小值。2.巡检时需记录作业员依SOP规定作业的实际状 况,巡检机台参数安全状态,并记录于表单中。3.测量工具:A.二次元 B.卡尺 C.硬度计 D.弹性仪 E.厚度规 F.目测 G.模温计 H.手工
客 户 材质
作业员是否依SOP作业
产品型号 流程卡号 □是 □否
规格/标准/测量工具
外观 检验
温度
检
机台 参数
压力
验
速度
项
目
料花 缩水 变形 缺料 拉模 气泡 银丝 污点
F F F F F F、A F F、A ℃ pa mm/s
注塑巡检记录表
生产数
作业员
不良数
机台号
是否发生过异常
பைடு நூலகம்
□OK □NG
巡检时间
审核:
检验员:
注塑巡检记录表

报废品/待评审品:
备注一:√表示此项合格;×表示此项不合格;Ο 表示此项待定(检验员无法立即判断且已经注塑出不合格半成品);空白表示此产品对此项不做要求。 备注二:有待定选项如需评审请质量立即组织相关部门参加评审,必须于当天处理待评审产品。 备注三:此表一式2联,第1联质检部存档,第2联生产办存档。
滁州市博凯模塑注塑巡检记录表
机台号 班 次 巡检时间 1 2 3 4 5 6 7 问题点及说明: 本机台产品最终判定结果: 结果反馈 日 期 定额克重 巡检签名 实际 克重 缺料/飞边/分层 卡扣 断裂 熔接痕/气纹 缩影 产品名称 材 质 巡检内容 黑点/油污 顶白 色差/光泽 划伤/灰尘 关键 日期章 尺寸 样机Y章 色母/颜色
检验ห้องสมุดไป่ตู้:
注塑班长:
其他
注塑制程巡检记录表
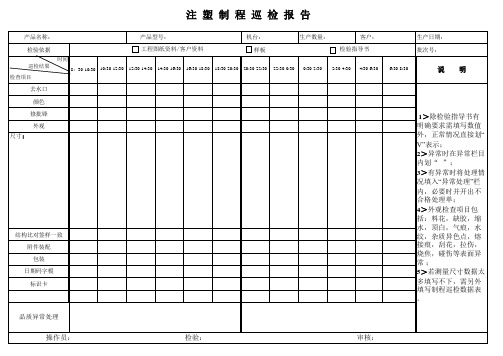
4>外观检查项目包 括:料花,缺胶,缩 水,顶白,气痕,水 纹,杂质异色点,熔 接痕,刮花,拉伤, 烧焦,碰伤等表面异 常;
5>若测量尺寸数据太 多填写不下,需另外 填写制程巡检数据表 。
品质异常处理
操作员:
检验:
审核:
检验指导书
2:30-4:30 4:30-6:30
去水口
颜色
修批锋
外观 尺寸:
结构比对签样一致 附件装配 包装
日期码字模 标识卡
生产日期: 批次号:
6:30-8:30
说明
1>除检验指导书有 明确要求需填写数值 外,正常情况直接划“ V”表示; 2>异常时在异常栏目 内划“×”; 3>有异常时将处理情 况填入“异常处理”栏 内,必要时并开出不 合格处理单;
注塑制程巡检报告
产品名称:
产品型号:
机台:
生产数量:
客户:
检验依据
巡检结果 检查项目
工程图纸资料/客户资料
样板
时间
8:30-10:30 10:30-12:30 12:30-14:30 14:30-16:30 16:30-18:30 18:30-20:30 20:30-22:30
22:30-0:30
0:30-2:30
5>若测量尺寸数据太 多填写不下,需另外 填写制程巡检数据表 。
品质异常处理
操作员:
检验:
审核:
检验指导书
2:30-4:30 4:30-6:30
去水口
颜色
修批锋
外观 尺寸:
结构比对签样一致 附件装配 包装
日期码字模 标识卡
生产日期: 批次号:
6:30-8:30
说明
1>除检验指导书有 明确要求需填写数值 外,正常情况直接划“ V”表示; 2>异常时在异常栏目 内划“×”; 3>有异常时将处理情 况填入“异常处理”栏 内,必要时并开出不 合格处理单;
注塑制程巡检报告
产品名称:
产品型号:
机台:
生产数量:
客户:
检验依据
巡检结果 检查项目
工程图纸资料/客户资料
样板
时间
8:30-10:30 10:30-12:30 12:30-14:30 14:30-16:30 16:30-18:30 18:30-20:30 20:30-22:30
22:30-0:30
0:30-2:30
注塑车间工艺巡检记录表

巡检方法:每班检测两次,每次抽检一模
二.生产工艺记录: 料筒温度 实测温度 前后前 后
模具温度 动静
实测温度 动静
时间
注射
冷却
储料 固化
循环 周期
注射
保压
压力 储料
合模
机台号
备注
工艺 检验 方 法: 在做 首检 和巡 检的 同时 做好 工艺 检测
检验员:
每班检测三次
审 核:
注塑车间工艺巡检记录表车间巡检记录表车间质量巡检记录表注塑巡检记录表巡检记录表设备巡检记录表消防巡查巡检记录表机房巡检记录表巡检记录表格式安全巡检记录表
塑胶厂
年
月
一.首巡检记录: 产品名称
生产工艺.品质巡检记录表
生产
日
工
号:
规格型号
出模数
外观质量 规定尺寸
判断
实测尺寸 12345678n
判断
性能 备注
18.1注塑巡检记录表

车间:
序 号
巡检时间
产品名称
1
2
3
4
5
6
7
8
9
10
订单号
制程巡检记录表
Байду номын сангаас颜色
抽检 不良 数量 数量
不良问题点
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
日期: 不良问题描述
年月日 检验员 备注
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
序 号
巡检时间
产品名称
1
2
3
4
5
6
7
8
9
10
订单号
制程巡检记录表
Байду номын сангаас颜色
抽检 不良 数量 数量
不良问题点
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
日期: 不良问题描述
年月日 检验员 备注
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
注塑ipqc制程巡检记录表
明
5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0,MIN=2.5 抽样20PCS(1.0:收0退1 2.5:收1退2)抽样32PCS(1.0:收1退2
2.5:收2退3)抽样50PCS(1.0:收1退2 2.5:收3退4)抽样80PCS(1.0:收2退3 2.5:收5退6)抽样125PCS(1.0:收3退4 2.5:收7退8)
抽样200PCS(1.0:收5退6 2.5:收10退11)
6.必须结合《制程QC检验标准》检查产品
QC签名/日期:
审核/日期:
批准/日期:
备注
.0:收1退2 2.5:收7退8)
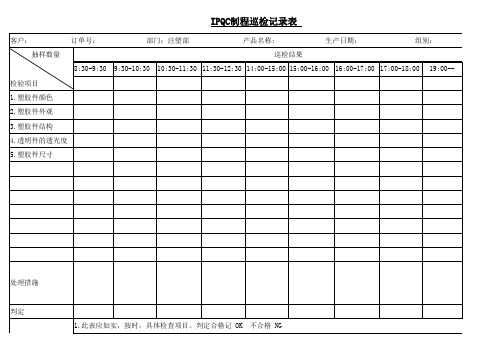
2.塑胶件外观
3.塑胶件结构
4.透明件的透光度
5.塑胶件尺寸
处理措施 判定
1.此表应如实,按时,具体检查项目。判定合格记 OK 不合格 NG
2.巡检不合格时,QC组长必须给出有效的处理措施。并对处理结果进行确认。
说
3.样品必须从不同员工的半成品中随机、分散地抽取
4.必须要根据MK签名认可的标准样和Spec来核对和检测
IPQC制程巡检记录表
ቤተ መጻሕፍቲ ባይዱ客户:
订单号:
部门:注塑部
产品名称:
生产日期:
组别:
抽样数量
巡检结果
8:30-9:30 9:30-10:30 10:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00 19:00--
检验项目
1.塑胶件颜色
注塑机台运转及巡检记录表模板

注塑机台运转及巡检记录表
机台编号:
巡检日期:生产产品:注:1.此表每天由机台技术员放到对应的机台表袋中,然后分别由技术人员及品质人员填写各自负责内容;晚班机台技术员在早上下班前负责确认收回并交主管确认;
2.符合项划”√“,不符合项划”ד。
序号
巡检项目异常描述8:00~10:0010:00~12:0013:00~15:0015:00~17:0017:00~19:0019:00~21:0021:00~23:0023:00~1:002:00~4:004:00~6:006:00~8:00备注1
机台运行状况原料干燥由技术人员填写
2
换模3
换色4
清洗炮筒5
产品调试6
修模7
品质异常8
机械手调试9
待确认10
量试11
机台维修12
无排配13
其它状况14正常开机巡检技术员签名
1
产品品质状况缩水由品质人员填写
2
气泡/流纹3
缺料4
水口/披锋5
变形6
碰刮伤7
顶白8
油污9
色差10其它
巡检QC 签名
其它异常记录A 班B 班。
塑胶制品QC检验记录表
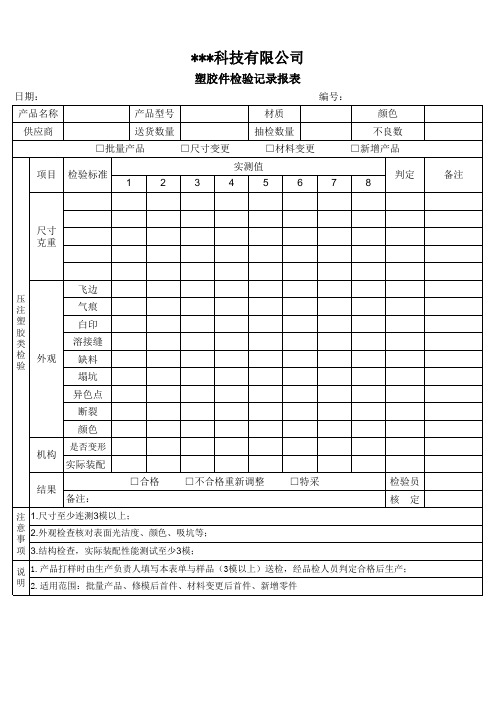
***科技有限公司
塑胶件检验记录报表
日期:
编号:
产品名称
产品型号
材质
颜色
供应商
送货数量
抽检数量
不良数
□批量产品
□尺寸变更
□材料变更
□新增产品
实测值
项目 检验标准
判定
备注
1
2
3
4
5
6
7
8
尺寸 克重
压 注 塑 胶 类 检 外观 验
飞边 气痕 白印 溶接缝 缺料 塌坑
异色点断裂颜色Fra bibliotek是否变形 机构
实际装配
结果 备注:
□合格 □不合格重新调整 □特采
检验员 核定
注 1.尺寸至少连测3模以上;
意 事
2.外观检查核对表面光洁度、颜色、吸坑等;
项 3.结构检查,实际装配性能测试至少3模;
说 1.产品打样时由生产负责人填写本表单与样品(3模以上)送检,经品检人员判定合格后生产; 明 2.适用范围:批量产品、修模后首件、材料变更后首件、新增零件
塑胶件检验记录报表
日期:
编号:
产品名称
产品型号
材质
颜色
供应商
送货数量
抽检数量
不良数
□批量产品
□尺寸变更
□材料变更
□新增产品
实测值
项目 检验标准
判定
备注
1
2
3
4
5
6
7
8
尺寸 克重
压 注 塑 胶 类 检 外观 验
飞边 气痕 白印 溶接缝 缺料 塌坑
异色点断裂颜色Fra bibliotek是否变形 机构
实际装配
结果 备注:
□合格 □不合格重新调整 □特采
检验员 核定
注 1.尺寸至少连测3模以上;
意 事
2.外观检查核对表面光洁度、颜色、吸坑等;
项 3.结构检查,实际装配性能测试至少3模;
说 1.产品打样时由生产负责人填写本表单与样品(3模以上)送检,经品检人员判定合格后生产; 明 2.适用范围:批量产品、修模后首件、材料变更后首件、新增零件
注塑巡检记录表
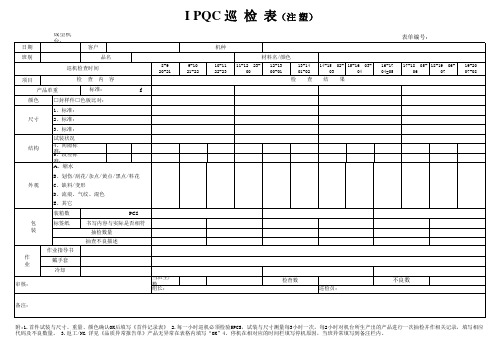
I PQC 巡 检 表(注 塑)
成型机
台:
日期
客户
班别
品名
巡机检查时间
项目
检查内容
产品单重
标准:
g
颜色
□封样件□色板比对:
尺寸 结构 外观
1、标准:
2、标准:
标准:
试装状况 4、间隙标 准5、:段差标 准: A、缩水
B、划伤/刮花/杂点/黄点/黑点/料花
C、缺料/变形
D、流痕、气纹、混色
E、其它
装箱数
PCS
包
标签纸
装
作业指导书
作 业
戴手套
冷却
书写内容与实际是否相符 抽检数量
抽查不良描述
审核:
8-9 20-21
当班生产 数 组长:
9-10 21-22
机种
10-11 22-23
材料名/颜色
11-12 2300
12-13 00-01
13-14 01-02
检查
14-15 02- 15-16 03-
03
04
结果
表单编号:
16-17 04=05
17-18 05- 18-19 06-
06
07
19-20 07-08
检查数
巡检员:
不良数
备注:
附:1.首件试装与尺寸、重量、颜色确认OK后填写《首件记录表》 2.每一小时巡机必须检验5PCS,试装与尺寸测量每3小时一次,每2小时对机台所生产出的产品进行一次抽检并作相关记录,填写相应 代码及不良数量。 3.返工/NG 详见《品质异常报告单》产品无异常在表格内填写“OK”4、停机在相对应的时间栏填写停机原因,当班异常填写到备注栏内。
成型机
台:
日期
客户
班别
品名
巡机检查时间
项目
检查内容
产品单重
标准:
g
颜色
□封样件□色板比对:
尺寸 结构 外观
1、标准:
2、标准:
标准:
试装状况 4、间隙标 准5、:段差标 准: A、缩水
B、划伤/刮花/杂点/黄点/黑点/料花
C、缺料/变形
D、流痕、气纹、混色
E、其它
装箱数
PCS
包
标签纸
装
作业指导书
作 业
戴手套
冷却
书写内容与实际是否相符 抽检数量
抽查不良描述
审核:
8-9 20-21
当班生产 数 组长:
9-10 21-22
机种
10-11 22-23
材料名/颜色
11-12 2300
12-13 00-01
13-14 01-02
检查
14-15 02- 15-16 03-
03
04
结果
表单编号:
16-17 04=05
17-18 05- 18-19 06-
06
07
19-20 07-08
检查数
巡检员:
不良数
备注:
附:1.首件试装与尺寸、重量、颜色确认OK后填写《首件记录表》 2.每一小时巡机必须检验5PCS,试装与尺寸测量每3小时一次,每2小时对机台所生产出的产品进行一次抽检并作相关记录,填写相应 代码及不良数量。 3.返工/NG 详见《品质异常报告单》产品无异常在表格内填写“OK”4、停机在相对应的时间栏填写停机原因,当班异常填写到备注栏内。
注塑IPQC巡检记录表

﹤4﹥快速打螺丝测试,螺丝柱滑牙、裂、发白等NG。
检验员:
审核:
确认:
注塑车间IPQC制程巡检记录表
客户
订单数量
模号
机号
产品名称
日生产数量
材料
日期
产品编号
不合格率
%
内容 时间
色差
划伤 伤痕
混色 黑点
缩水
缺损 破
气泡
07:30-09:30
颜色
拉伤 顶白
首件时间
其它
抽样 数量
不良 品数
判定
不良处理
09:31-11:30
11:31-13:30
13:31-15:30
15:31-17:30 合计
1.巡检频率:1次/2小时 ﹤1﹥目视30CM检查胶件外观是否存在不良,并参考样板程度。
2.检查指引
﹤2﹥目视30CM与样品核对各扣位、柱位、顶针位、斜顶位等部位,是否出现扣位变形,柱斜、柱孔偏、顶针位与斜顶位深浅不一致。 ﹤3﹥尺寸按图纸或样品量测,超出公差NG。
注塑参数巡查记录表[空白模板]
![注塑参数巡查记录表[空白模板]](https://img.taocdn.com/s3/m/96d7a8b6be23482fb4da4cfe.png)
客户名称 颜色
产品名称 原料供应商
时间及结果
可否用机械手 模具编号
出现异常时 的处理记录
记录保 管期
备注:1、标准参数为受控的工艺参数;2、巡检参数必须与首检参数一致,否则为不合格;3、改变参数必须重 新做首检并在记录栏注明原因和时间.
白班IPQC
夜班 IPQC
审核
日期:
年
机
号
原料型号
巡检项目
射胶
一级
位置 (mm
)
二级 三级 四级
五级
一级
速度 (IV)
二级 三级 四级
五段
一级
压力 (IP)
二级 三级 四级
五段
温度(℃)
一段
射胶筒 温度
二段 三段 四段
五段
模具 前 温度 后
烘பைடு நூலகம்温度/时间
时间(S)
射胶/保压时间
冷却时间
周期时间
要求范围 标准 首检
注塑工艺参数巡检记录表
注塑车间巡检表

新乡市仲达塑胶电子有限公司编号:ZD/PZ-J01A
品质科年月日
注塑车间巡检表
产品名称
批次
机床编号
材料
投产时间
项目
点检内容及注意事项
点检结果(每2小时至少巡检一次)
时间节点
点检结果记录时间点
10.00
12.00
14.00
16.00
18.00
20.00
22.00
24.00
02.00
04.00
06.00
备注
3、每日做好交接工作
审批:
08.00
材料投入
原材料的领用是否正确
注塑料搅拌是否均匀
注塑过程
外观颜色是否均匀一致(应基本一致)
试喷是否符合要求
结构尺寸是否符合要求(以满足客户要求为准)
对比样件是否符合要求(应接近样件)
检查有无严重收缩、银丝、熔解痕等(以样件为准)
批锋处理、熔解痕开裂检查是否符合要求(以样件为准)
各螺丝孔径、孔深、过孔孔径是否符合要求(以样件为准)
产品重量(g)
产品包装是否符合要求(以注塑作业指导书为准)
关键尺寸符合性检查
汇总(生产数/抽检数)
填写要求
结论ห้องสมุดไป่ตู้
合格口不合格口
合格口不合格口
合格口不合格口
当班质检员签名
班次姓名
班次姓名
班次姓名
1、巡检周期2小时
反应计划
产品出现异常,应隔离并写出品质异常联络书,并跟进后续处理情况。
2、空格内检查正常打“√”异常“X”并在备注栏中注明原因
品质科年月日
注塑车间巡检表
产品名称
批次
机床编号
材料
投产时间
项目
点检内容及注意事项
点检结果(每2小时至少巡检一次)
时间节点
点检结果记录时间点
10.00
12.00
14.00
16.00
18.00
20.00
22.00
24.00
02.00
04.00
06.00
备注
3、每日做好交接工作
审批:
08.00
材料投入
原材料的领用是否正确
注塑料搅拌是否均匀
注塑过程
外观颜色是否均匀一致(应基本一致)
试喷是否符合要求
结构尺寸是否符合要求(以满足客户要求为准)
对比样件是否符合要求(应接近样件)
检查有无严重收缩、银丝、熔解痕等(以样件为准)
批锋处理、熔解痕开裂检查是否符合要求(以样件为准)
各螺丝孔径、孔深、过孔孔径是否符合要求(以样件为准)
产品重量(g)
产品包装是否符合要求(以注塑作业指导书为准)
关键尺寸符合性检查
汇总(生产数/抽检数)
填写要求
结论ห้องสมุดไป่ตู้
合格口不合格口
合格口不合格口
合格口不合格口
当班质检员签名
班次姓名
班次姓名
班次姓名
1、巡检周期2小时
反应计划
产品出现异常,应隔离并写出品质异常联络书,并跟进后续处理情况。
2、空格内检查正常打“√”异常“X”并在备注栏中注明原因
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日期:
不良处理
注塑部经理
说明பைடு நூலகம்
制表:
核对:
审核:
QR-QC-015-B
亿 财 塑 料 制 品 有 限 公 司 亿 统 塑 胶 制 品 厂
注塑塑胶QC巡查记录表
班别:
订单号码 机台 检查项目 时间 7:30-9:30 19:30-21:30 9:30-11:30 21:30-23:30 11:30-13:30 23:30-1:30 13:30-15:30 1:30-3:30 15:30-17:30 3:30-5:30 17:30-19:30 5:30-7:30 1.抽查数量:外观、结构每小时检查20PCS,其余项目每小时检查5PCS.2.检查指引:﹤1﹥目视30CM检查胶件表面有无异色点、料花、顶 白、混色、气纹、缩水、夹水线等成型不良,并参考样板程度。﹤2﹥目视30CM与样品核对,色差是否有偏差。﹤3﹥目视30CM与样品核 对各扣位、柱位、顶针位、斜顶位等部位,是否出现扣位变形,柱斜、柱孔偏、顶针位与斜顶位深浅不一致。﹤4﹥尺寸按图纸或样品量 测,超出公差NG.﹤5﹥快速打螺丝测试,柱滑牙、裂、发白NG.﹤6﹥所有塑胶件整体组装后,须留意美工缝段差度、平整度(即平行放 于玻璃面,不可手按翘动现象。)﹤7﹥鼠标类胶件整体组合后,除美工缝、段差度、平行度,经留意之外,特别注意两按键有无高低 键,手轻按有无“滴哒、滴哒”正常响声或出现卡键、死键不良,中心轮滑动是否顺畅。3.每小时检查情况由注塑部经理签名确认,夜 班可由领班代签,于次日加签。 品质 材质 外观 结构 尺寸 美工缝 打螺丝测试 料号 颜色 手感 段差度 订单数量 当日生产数 平整度 滚轮轴 合格 不合格