双向拉伸薄膜
双向拉伸聚酯薄膜生产线技术介绍
双向拉伸聚酯薄膜生产线技术介绍引言双向拉伸聚酯薄膜生产线是一种常用的薄膜生产工艺,其通过经过多道工序对聚酯原料进行预处理,然后经过拉伸和冷却等环节,最终制备成高品质的聚酯薄膜产品。
本文将介绍双向拉伸聚酯薄膜生产线的工艺流程、设备配置以及生产线优势等。
工艺流程双向拉伸聚酯薄膜生产线的工艺流程主要包括以下几个环节:1.原料处理:将聚酯原料进行预处理,包括干燥和混合,以确保原料质量稳定。
2.熔融挤出:将经过预处理的聚酯原料送入挤出机,在高温高压下熔融成薄膜状。
3.拉伸:经过挤出机挤出的薄膜进入拉伸机,通过拉伸来改善薄膜的物理性能,如强度和透明度等。
4.冷却:拉伸后的薄膜经过冷却器冷却,使其保持所需形状和尺寸,并固化其分子结构。
5.切割:冷却后的薄膜经过切割机械切割为所需长度和宽度。
6.卷取:经过切割的薄膜被卷取到卷取机上,形成卷筒状的成品产品。
以上是双向拉伸聚酯薄膜生产线的主要工艺流程,每个环节都需要精密的控制和调节,以确保最终产品的质量和性能。
设备配置双向拉伸聚酯薄膜生产线是一个复杂的生产系统,包括多个关键设备。
以下是常见的设备配置:1.挤出机:用于将聚酯原料熔融并挤出成薄膜状。
2.拉伸机:通过不同的拉伸比例来改变薄膜的物理性能,如强度和透明度等。
3.冷却器:用于冷却拉伸后的薄膜并固化其分子结构。
4.切割机:用于将冷却后的薄膜切割为所需的长度和宽度。
5.卷取机:用于将切割后的薄膜卷取成卷筒状的成品产品。
以上设备配置只是一个典型的例子,实际的生产线配置可能会根据具体需求和生产规模做一定的调整。
生产线优势双向拉伸聚酯薄膜生产线具有以下几个优势:1.可调性强:通过调节拉伸比例和工艺参数,可以得到不同性能的薄膜产品,以满足不同行业的需求。
2.高品质:经过拉伸和冷却等环节后,薄膜产品具有较高的强度、透明度和平整度等优良性能。
3.生产效率高:双向拉伸聚酯薄膜生产线采用自动化控制系统,可以实现高速、连续和稳定的生产,提高生产效率。
双向拉伸薄膜用途

双向拉伸薄膜用途
双向拉伸薄膜在多个领域有广泛应用:
1.食品包装:双向拉伸薄膜在食品包装领域应用广泛,如饮料包
装、肉制品包装、方便食品包装等。
这种薄膜具有良好的透明度、韧性和强度,同时具有优良的防潮、防尘功能,可以有效保护商品,并保持食品原有口感和营养。
2.保护领域:双向拉伸薄膜可以用于保护一些易碎、易损的商
品,如玻璃制品、陶瓷制品等,可以有效防止商品磨损、破碎等情况的发生。
3.覆盖领域:双向拉伸薄膜可以用于覆盖一些物体,如建筑材
料、家具等,可以起到防潮、防尘、美化等作用。
此外,双向拉伸薄膜还可用于制作一次性医用防护服。
它具有高透性、防水性、抗酒精渗透性等特性,为医疗人员提供防护屏障,保障医护人员安全。
同时,它具有低温柔韧性,为患者提供舒适防护,降低皮肤压疮发生率。
总的来说,双向拉伸薄膜因其独特的物理特性,在多个领域都有广泛的应用。
双向拉伸塑料薄膜理论材料
第一章双向拉伸塑料薄膜成型加工原理双向拉伸塑料薄膜是将计量挤出聚合物的熔体或流延的聚合物溶液首先制成片材或厚膜,然后再经过双向拉伸、热处理、冷却处理筹一系列的加工过程制造出来的。
在加工的过程中,聚合物不断地发生物理和化学的变化。
例如聚合物由固体原料变为熔体,然后又从熔体变为固体片材和薄膜,即物料在加工过程中要产生一系列的相变;在熔融的聚合物制成片材及拉伸成为薄膜的过程中,材料的长度、宽度和厚度是不断地发生形状的变化,在薄膜加工过程中,聚合物在力、热和电场等的作用下,经历了复杂的结晶和分子取向的变化,也产生不同程度的化学降解反应、表固性能变化等等。
生产薄膜的过程就是选用适当原材料和加工条件(设备、工艺、操作控制等),使聚合物能够发生有效的物理、化学变化,从而获得具有优良薄膜性能的过程。
同时,也是采取一切必要的措施,设法减少生产过程中的化学降解和物料、能慧消耗,提高产量、降低成本的过程。
因此,了解聚合物的基本性能,了解聚合物加工过程出现的结晶、取向、降解等变化和加工条件对它们的影响等就具有重大的意义。
聚合物成型加工的基础理论是许许多多的科学工作者经过多年研究和实验的结晶。
当今许多理论已获得广泛地应用,但是也有些理论还存在不同程度的片面性和缺陷,至今仍在不断完善和发展中。
本章简要介绍聚合物的流动和流变行为,高聚物的加工性能,高聚物的结晶结构、取向结构及有关聚合物的降解性的基本知识。
目的是有助于选用原材料,制定合理的工艺条件,使生产设备能够适应和满足工艺的要求。
其他有关加工原理将在以后有关章节内结合薄膜生产工艺加以讨论。
第-节 聚合物的流动和流变行为聚合物在挤出等加工过程中,聚合物熔体是经过复杂的流变过程口例如挤出的熔体在流道中流动时,在本身的粘滞阻力和管道(器壁)的摩擦阻力作用下,流动的速度分布与流率不断发生变化,并产生压力 降;在通过截面尺寸变化的流道时,由于受到剪切及拉伸的作用,出 现收敛流动;在挤出机螺杆槽中及口模处,外力的作用能使熔体出现 拖曳流动等等。
双向拉伸薄膜的生产工艺特点
双向拉伸薄膜的生产工艺特点一、流延膜所有的热塑性塑料薄膜的性能,不仅同使用的塑料原材料粒子有密切的关系,还同薄膜的生产工艺及工艺参数有关。
同一种塑料制品,例如:薄膜可以用不同的生产工艺流程来生产,即使用同一种材料同一种生产工艺,由于生产时的温度、压力、吹胀比等工艺参数的不同,所得薄膜的性能也有所差别。
流延(Cast)法生产的薄膜称流延膜,用C作字头,如:流延聚丙烯薄膜,称CPP膜。
流延法薄膜有挤出流延膜和溶剂流延膜两种。
1、溶剂流延法溶剂流延法生产的薄膜具有更薄且厚度均匀性更好的优点,1~3um的超薄膜只在某些高科技材料中使用,一般在包装材料中不采用,因为设备投资大,溶剂毒性大,而且需使用大量溶剂,溶剂回收设备及操作费用均较大,只有像玻璃纸等极少数不能或很难用挤出法生产的薄膜才使用溶剂法生产。
溶剂法生产的流延膜工艺是:把热塑性塑料的溶液或使用热固性塑料的预聚体溶胶涂布在可剥离的载体上,经过一个烘道的加热干燥,进而熔融塑化成膜层冷却下来后,从载体离型面上剥离下来卷取而成膜。
载体可以是钢带、涂布硅橡胶的离型纸或辊筒。
美国一些需要超薄且厚度平整性特别优良的薄膜是把溶胶流延在一个加热的水银池上面,经挥发去除溶剂成膜后,从水银面上捞起薄膜卷取而成。
溶剂流延膜有以下几个特点:(1)薄膜的厚度可以很小,一般在5-8UM,使用水银为载体的薄膜,称为分子膜,其厚度可以低至3UM厚。
(2)薄膜的透明度高、内应力小,多数用于光学性能要求很高的场合下,例如:电影胶卷、安全玻璃的中间夹层膜等。
(3)薄膜厚度的均匀性好,不易掺混入杂质,薄膜质量好。
(4)溶剂流延膜由于没有受到充分的塑化挤压,分子间距离大,结构比较疏松,薄膜的强度较低。
(5)生产成本高,能耗大、溶剂用量大,生产速度低。
溶剂流延法生产的薄膜有三醋酸纤维素酯、聚乙烯醇、氯醋树脂等。
此外,聚四氟乙烯和PC也常用溶剂流延法生产薄膜。
热固性的合成胶液也常用于生产高耐热性的薄膜。
双向拉伸聚丙烯消光薄膜标准
双向拉伸聚丙烯消光薄膜标准
双向拉伸聚丙烯消光薄膜(BOPP)是一种多层共挤薄膜,由聚丙烯颗粒经共挤形成片材后,再经纵横两个方向的拉伸而制得。
其标准主要包括以下几个方面:
1.外观:薄膜表面应平整、洁净,无明显的脏污、色斑、破损等缺陷。
2.厚度:薄膜厚度应符合要求,厚度偏差不得超过标准规定的范围。
3.物理性能:BOPP薄膜应具有一定的机械强度、耐热性、耐寒性、耐老化性等物理性能,以保证其在使用过程中能够保持较好的稳定性和使用寿命。
4.透明度和光泽度:BOPP薄膜应具有一定的透明度和光泽度,以保证其在使用过程中能够有良好的视觉效果。
5.气密性:BOPP薄膜应具有一定的气密性,以保证其在使用过程中能够有效地防止气体、水汽等的渗透。
6.环保性能:BOPP薄膜应符合环保要求,不含有有毒有害物质,能够安全地用于食品包装等领域。
7.生产工艺:BOPP薄膜的生产工艺应符合要求,控制好温度、压力、时间等工艺参数,以保证生产出的薄膜质量稳定、性能优异。
总之,双向拉伸聚丙烯消光薄膜标准是一个综合性的标准,涉及到多个方面,只有符合这些标准的BOPP薄膜才能满足使用要求,保证产品的质量和性能。
BOPP双向拉伸聚丙烯薄膜简介
BOPP薄膜的生产工艺
• 目前BOPP薄膜的生产工艺主要有两大类:
• (1)管膜法; • (2)平膜法,平模法又分逐次双向拉伸和同步双
向拉伸。
• 管膜法具有设备简单、投资小、占地少、见效快的优点。 但由于它单机产量低、厚度公差大、热收缩率大,以致近 来没有多大发展。
• 平膜法中的同步双向拉伸制得的产品具有各向同性的优点 ,但由于设备复杂、制造困难、成本高而未能发展起来。
• 同时,大量的晶核有效地改善了光学性能并提高 了抗冲击性能、热变形温度、弯曲弹性模量、抗 张强度等机械性能,同时透明剂为聚丙烯晶体的 生长提供了额外的带自由能的晶核,较多的活性 点提高了结晶的温度和速度,使加工周期缩短。
谢谢大家!
李建峰,吕胜鹏,洪银根,孙平浩,张晨
BOPP薄膜的优缺点
• BOPP膜无色、无嗅、无味、无毒,并具有高拉伸 强度、冲击强度、刚性、强韧性和良好的透明性 ,是常用的包装材料。
• BOPP薄膜表面能低,经电晕处理后,有良好的印 刷适应性,可以套色印刷而得到精美的外观效果 ,因而常用作复合薄膜的面层材料。
• BOPP膜也有不足,如容易累积静电、没有热封性 等。在高速运转的生产线上,BOPP膜容易产生静 电,需安装静电去除器。为了获得可热封的BOPP 薄膜,可以在BOPP薄膜表面电晕处理后涂布可热 封树脂胶液,如PVDC乳胶、EVA乳胶等,也可涂布 溶剂胶,还可采用挤出涂布或共挤复合的方法生 产可热封BOPP膜。
• 此外,增大拉伸倍率也可改善聚丙烯透明性,但 这对热成型性能影响较大,制品的使用范围受到 限制。
• 2、在聚丙烯加工过程中加入被称为高效透明度改 性剂的透明剂。其作用机理为:透明成核剂添加 到聚丙烯后熔体冷却时,先于聚丙烯结晶,成为 聚合物的异相核心,从而提高聚丙烯熔体中的成 核密度,可降低聚丙烯球晶的尺寸,提高透明度 。
薄膜双向拉伸流程
薄膜双向拉伸流程
下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!
Download tips: This document is carefully compiled by theeditor. l hope that after you downloadthem,they can help yousolve practical problems. The document can be customized andmodified afterdownloading,please adjust and use it according toactual needs, thank you!
薄膜双向拉伸流程:
①预热:将原料薄膜加热至适当温度,提高其延展性。
②第一次拉伸(纵向拉伸):在恒温条件下,薄膜通过一对滚轮间被加速拉长,实现纵向定向,增加分子链沿拉伸方向的排列。
③定型固化:经过纵向拉伸的薄膜立即进入高温定型炉,利用热量固定拉伸产生的结构变化,防止回缩。
④第二次拉伸(横向拉伸):薄膜被引导至横向拉伸装置,沿宽度方向进行拉伸,完成薄膜的二维取向,增强横向力学性能。
⑤再次定型固化:横向拉伸后,薄膜再次进入定型炉,巩固横向拉伸的效果,确保薄膜尺寸稳定。
⑥冷却与收卷:经过双向拉伸和定型的薄膜被冷却至室温,以消除内部应力,随后被整齐地卷绕成卷,准备后续加工或包装。
此流程旨在通过双向拉伸改善薄膜的机械强度、光学性能及热稳定性,广泛应用于包装材料、电子产品保护膜等领域。
bopp双向拉伸聚丙烯薄膜
BOPP薄膜BOPP是“Biaxially Oriented Polypropylene”的缩写,BOPP薄膜即双向拉伸聚丙烯薄膜。
常用的BOPP薄膜包括:普通型双向拉伸聚丙烯薄膜、热封型双向拉伸聚丙烯薄膜、香烟包装膜、双向拉伸聚丙烯珠光膜、双向拉伸聚丙烯金属化膜、消光膜等。
(BOPP)薄膜具有质轻、无毒、无臭、防潮、力学性能及尺寸稳定性好、透明性优异、表面处理后印刷性能优良等优点,广泛应用于食品、糖果、香烟、茶叶、果汁、牛奶、纺织品等的包装,有“包装皇后”的美称。
BOPP薄膜应用之广、污染之低,使其成为比纸张和聚氯乙烯(PVC)更受欢迎的包装材料;制造工艺简易可靠、价格合理又使它成为比双向拉伸聚酯(BOPET)薄膜和双向拉伸尼龙(BOPA)薄膜更为普遍使用的包装材料。
优势BOPP薄膜是一种非常重要的软包装材料,BOPP薄膜无色、无嗅、无味、无毒,并具有高拉伸强度、冲击强度、刚性、强韧性和良好的透明性。
BOPP薄膜表面能低,涂胶或印刷前需进行电晕处理。
经电晕处理后,BOPP薄膜具有良好的印刷适应性,可以套色印刷而得到精美的外观效果,因而常用作复合薄膜的面层材料。
不足BOPP薄膜也有不足,如容易累积静电、没有热封性等。
在高速运转的生产线上,BOPP 薄膜容易产生静电,需安装静电去除器。
为了获得可热封的BOPP薄膜,可以在BOPP薄膜表面电晕处理后涂布可热封树脂胶液,如PVDC乳胶、EVA乳胶等,也可涂布溶剂胶,还可采用挤出涂布或共挤复合的方法生产可热封BOPP薄膜。
该膜广泛应用于面包、衣服、鞋袜等包装,以及香烟、书籍的封面包装。
BOPP薄膜的引发撕裂强度在拉伸后有所提高,但继发撕裂强度却很低,因此,BOPP薄膜两端面不能留有任何切口,否则BOPP膜在印刷、复合时容易撕断。
BOPP涂布不干胶后可生产封箱胶带,是BOPP用量较大的市场。
生产工艺BOPP薄膜可以用管膜法或平膜法生产。
不同的加工方法得到的BOPP薄膜性能也不一样。
双向拉伸聚乙烯(BOPE)薄膜-最新国标
双向拉伸聚乙烯(BOPE)薄膜1范围本文件规定了双向拉伸聚乙烯(BOPE)薄膜的术语和定义、分类、要求、试验方法、检验规则、标志、包装、运输和贮存;废膜的收集、暂存、转运、处置。
本文件适用于以聚乙烯树脂为主要原料,采用共挤平面拉伸法,沿纵向、横向拉伸所制得的薄膜。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T191包装储运图示标志GB/T1040.3塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T2410透明塑料透光率和雾度试验方法GB/T2828.1计数抽样检验程序第1部分:按接受质量限(AQL)检索的逐批检验抽样计划GB/T2918塑料试样状态调节和试验的标准环境GB/T6672塑料薄膜和薄片厚度测定机械测量法GB/T6673塑料薄膜和薄片长度和宽度的测定GB/T8807塑料镜面光泽试验方法GB/T10006塑料薄膜和薄片摩擦系数测定方法GB/T12027塑料薄膜和薄片加热尺寸变化率试验方法GB/T14216塑料膜和片润湿张力的测定GB/T26253塑料薄膜和薄片水蒸气透过率的测定红外检测器法GB/T37841塑料薄膜和薄片耐穿刺性测试方法QB/T2358塑料薄膜包装袋热合强度试验方法QB/T5609多层共挤流延聚乙烯薄膜3术语、定义QB/T5609界定的晶点、团聚点、起霜以及下列术语和定义适用于本文件。
3.1双向拉伸聚乙烯薄膜Biaxially oriented polyethylene(BOPE)film以聚乙烯树脂为主要原料,采用共挤平面拉伸法,沿纵向、横向拉伸所制得的薄膜。
薄膜的主要原料应占所采用所有原辅料总重量百分比大于等于90%,且添加的功能助剂及其他原料应不影响再次热塑性加工回收。
亦称为双向拉伸聚乙烯单一材质薄膜。
几种常见的塑料包材

几种常见的薄膜1、双向拉伸聚丙烯薄膜(BOPP)双向拉伸聚丙烯薄膜是由聚丙烯颗粒经共挤形成片材后,再经纵横两个方向的拉伸而制得的。
由于拉伸分子定向,所以这种薄膜的物理稳定性、机械强度、气密性较好,透明度和光泽度较高,坚韧耐磨,是目前应用最广泛的印刷薄膜,一般使用厚度为20~40 μ m ,应用最广泛的为20 μ m 。
双向拉伸聚丙烯薄膜主要缺点是热封性差,所以一般用做复合薄膜的外层薄膜,如与聚乙烯薄膜复合后防潮性、透明性、强度、挺度和印刷性均较理想,适用于盛装干燥食品。
由于双向拉伸聚丙烯薄膜的表面为非极性,结晶度高,表面自由能低,因此,其印刷性能较差,对油墨和胶黏剂的附着力差,在印刷和复合前需要进行表面处理。
2、低密度聚乙烯薄膜(LDPE)低密度聚乙烯薄膜一般采用吹塑和流延两种工艺制成。
流延聚乙烯薄膜的厚度均匀,但由于价格较高,目前很少使用。
吹塑聚乙烯薄膜是由吹塑级PE颗粒经吹塑机吹制而成的,成本较低,所以应用最为广泛。
低密度聚乙烯薄膜是一种半透明、有光泽、质地较柔软的薄膜,具有优良的化学稳定性、热封性、耐水性和防潮性,耐冷冻,可水煮。
其主要缺点是对氧气的阻隔性较差,常用于复合软包装材料的内层薄膜,而且也是目前应用最广泛、用量最大的一种塑料包装薄膜,约占塑料包装薄膜耗用量的40%以上。
由于聚乙烯分子中不含极性基团,且结晶度高,表面自由能低,因此,该薄膜的印刷性能较差,对油墨和胶黏剂的附着力差,所以在印刷和复合前需要进行表面处理。
3、聚酯薄膜(PET)聚酯薄膜是以聚对苯二甲酸乙二醇酯为原料,采用挤出法制成厚片,再经双向拉伸制成的薄膜材料。
它是一种无色透明、有光泽的薄膜,机械性能优良,刚性、硬度及韧性高,耐穿刺,耐摩擦,耐高温和低温,耐化学药品性、耐油性、气密性和保香性良好,是常用的阻透性复合薄膜基材之一。
但聚酯薄膜的价格较高,一般厚度为12mm,常用做蒸煮包装的外层材料,印刷性较好。
4、尼龙薄膜(PA)尼龙薄膜是一种非常坚韧的薄膜,透明性好,并具有良好的光泽,抗张强度、拉伸强度较高,还具有较好的耐热性、耐寒性、耐油性和耐有机溶剂性,耐磨性、耐穿刺性优良,且比较柔软,阻氧性优良,但对水蒸气的阻隔性较差,吸潮、透湿性较大,热封性较差,适于包装硬性物品,例如油腻性食品、肉制品、油炸食品、真空包装食品、蒸煮食品等。
双向拉伸聚丙烯(BOPP)薄膜工业技术应用和发展
双向拉伸聚丙烯(BOPP)薄膜工业技术应用和发展双向拉伸聚丙烯薄膜是20世纪60年代发展起来的一种透明软包装材料。
它是用专门的生产线将聚丙烯原料和功能性添加剂混合,熔融混炼,制成片材,然后通过纵拉和横拉设备将片材在纵、横两个方向高度取向制成薄膜。
其取向倍率(纵向拉伸倍率和横向拉伸倍率的乘积)与生产设备的设计能力有关,一般是所铸片材宽度的40-60倍,生产速度从100-300m/min,所做薄膜的厚度在4-50μm之间。
双轴拉伸聚丙烯的生产方法,加工工艺和本身的结构特点赋予BOPP薄膜许多优异的性能。
如它比流延PP(CPP)膜和吹塑薄膜机械强度更高,透明性和光泽度更好。
BOPP薄膜具有机械强度高、尺寸稳定性好、质轻、无毒、防潮、密封性好、市场应用范围广、印刷性良好等优点,被包装行业誉为“包装皇后”,并被广泛应用于食品、糖果、香烟、茶叶、果汁、牛奶、纺织品等包装领域中。
国际上BOPP薄膜自1962年实现工业化生产以来发展迅速,其年增长速率保持在12%-15%左右。
BOPP薄膜工业化在我国起步较晚,20世纪70年代开始研制和试产,1982年从德国引入第一条BOPP膜生产线,1984投产。
由于我国的BOPP膜市场需求大,促使BOPP工业得以迅猛发展。
到2004年为止,我国BOPP薄膜生产线的产能为190万吨,实际产量约为176万吨,有几十家大型公司从事BOPP薄膜的生产和经营,可以说,BOPP膜产业是我国包装行业的一个非常重要的分支。
1.BOPP薄膜生产设备可以说,生产BOPP薄膜的设备是所有塑料加工设备中最为复杂的设备之一。
在BOPP行业,生产BOPP薄膜的设备简称BOPP薄膜生产线。
它包括电器控制系统、原料系统、挤出机系统、过滤器、模头、铸片机、纵拉机、横拉机、边料回收系统、电晕处理系统、测厚仪、卷取系统和分切机等。
生产薄膜的幅宽从4-8m不等,薄膜的层数有一层、二层、三层,最多的可达七层。
目前使用最多的是A/B/C三层共挤出生产线,每一层都配备一台挤出机。
双向拉伸聚酰亚胺薄膜热亚胺化和化学亚胺化-概述说明以及解释
双向拉伸聚酰亚胺薄膜热亚胺化和化学亚胺化-概述说明以及解释1.引言1.1 概述在材料科学领域,聚酰亚胺薄膜是一类重要的高性能功能材料,具有优异的热稳定性、机械性能和化学稳定性。
随着科学技术的不断发展,对聚酰亚胺薄膜性能的要求也越来越高,尤其是在一些特殊的应用领域,如柔性电子、微电子和光电子等。
双向拉伸聚酰亚胺薄膜热亚胺化和化学亚胺化是两种常见的改性方法,用于提高聚酰亚胺薄膜的性能和应用范围。
双向拉伸聚酰亚胺薄膜热亚胺化是通过将薄膜在高温下进行双向拉伸,使得聚酰亚胺链段重排和交联形成热亚胺化结构,从而提高薄膜的热稳定性和机械强度。
而化学亚胺化则是通过在聚酰亚胺薄膜中引入亚胺(imine)键,通过化学反应形成新的化学结构,进而改善薄膜的性能。
本文旨在综述双向拉伸聚酰亚胺薄膜热亚胺化和化学亚胺化的原理、方法和应用,以及它们在聚酰亚胺薄膜改性中的优点和挑战。
首先,我们将介绍聚酰亚胺薄膜的特性,并详细探讨双向拉伸技术在聚酰亚胺薄膜热亚胺化中的应用。
其次,我们将阐述化学亚胺化的原理和方法,并探讨其在聚酰亚胺薄膜中的应用。
最后,我们将比较双向拉伸聚酰亚胺薄膜热亚胺化和化学亚胺化的差异,并展望它们未来的发展前景和应用价值。
通过本文的研究,我们希望能够深入了解双向拉伸聚酰亚胺薄膜热亚胺化和化学亚胺化的原理和应用,并为进一步拓展聚酰亚胺薄膜的研究和应用提供有益的参考和指导。
1.2文章结构文章结构:1. 引言1.1 概述1.2 文章结构1.3 目的2. 正文2.1 双向拉伸聚酰亚胺薄膜热亚胺化2.1.1 聚酰亚胺薄膜的特性2.1.2 双向拉伸技术在聚酰亚胺薄膜热亚胺化中的应用2.1.3 双向拉伸聚酰亚胺薄膜热亚胺化的优势和挑战2.2 化学亚胺化2.2.1 化学亚胺化的原理和方法2.2.2 化学亚胺化在聚酰亚胺薄膜中的应用2.2.3 化学亚胺化的优点和限制3. 结论3.1 双向拉伸聚酰亚胺薄膜热亚胺化与化学亚胺化的比较3.2 发展前景和应用价值3.3 结论总结在本文中,我们将围绕着双向拉伸聚酰亚胺薄膜热亚胺化和化学亚胺化展开讨论。
薄膜特性_精品文档

1.双向拉伸聚丙烯薄膜(BOPP)双向拉伸聚丙烯薄膜是由聚丙烯颗粒经共挤形成片材后, 再经纵横两个方向的拉伸而获得的。
由于拉伸分子定向, 所以此薄膜的物理稳定性、机械强度、气密性较好, 透明度和光泽度较高, 坚韧耐磨, 是目前应用最广泛的印刷薄膜。
一般使用厚度为20~40 μm , 应用最广泛的为20 μm 。
其主要缺点是热封性差, 所以一般用做复合薄膜的外层薄膜, 如与聚乙烯薄膜复合后防潮性、透明性、强度、挺度和印刷性均较理想, 适用于盛装干燥食品。
由于双向拉伸聚丙烯薄膜的表面为非极性, 结晶度高, 表面自由能低, 因此, 其印刷性能较差, 对油墨和胶黏剂的附着力差, 在印刷和复合前需要进行表面处理。
2.低密度聚乙烯薄膜(LDPE)低密度聚乙烯薄膜一般采用吹塑和流延两种工艺制成, 流延聚乙烯薄膜的厚度均匀, 但由于价格较高, 目前很少使用。
吹塑聚乙烯薄膜是由吹塑级PE颗粒经吹塑机吹制而成的, 成本较低, 所以应用最为广泛。
低密度聚乙烯薄膜是一种半透明、有光泽、质地较柔软的薄膜, 具有优良的化学稳定性、热封性、耐水性和防潮性, 耐冷冻, 可水煮, 其主要缺点是对氧气的阻隔性较差, 常用于复合软包装材料的内层薄膜, 而且也是目前应用最广泛、用量最大的一种塑料包装薄膜, 约占塑料包装薄膜耗用量的40%以上。
由于聚乙烯分子中不含极性基团, 即其表面为非极性, 且结晶度高, 表面自由能低, 因此, 该薄膜的印刷性能较差, 对油墨和胶黏剂的附着力差, 因此, 在印刷和复合前需要进行表面处理。
3.(PET)聚酯薄膜是以聚对苯二甲酸乙二醇酯为原料, 采用挤出法制成厚片, 再经双向拉伸制成的薄膜材料。
它是一种无色透明、有光泽的薄膜, 机械性能优良, 刚性、硬度及韧性高, 耐穿刺, 耐摩擦, 耐高温和低温, 耐化学药品性、耐油性、气密性和保香性良好, 是常用的阻透性复合薄膜基材之一, 但聚酯薄膜的价格较高, 一般厚度为12 μm, 常用做蒸煮包装的外层材料, 印刷适性较好。
双向拉伸聚丙烯BOPP薄膜的原料性能和BOPP薄膜配方工艺
双向拉伸聚丙烯BOPP薄膜的原料性能和BOPP薄膜配方工艺一、双向拉伸聚丙烯薄膜的原料性能1.聚丙烯原料:双向拉伸聚丙烯薄膜的主要原料是聚丙烯。
聚丙烯具有一定的韧性和可拉伸性,且耐化学腐蚀性能好。
为了提高聚丙烯薄膜的透明度和机械强度,常常在聚丙烯中加入其他改性剂。
2.改性剂:在聚丙烯中常常加入一些改性剂,如抗静电剂、增韧剂、抗紫外线剂等,以改善聚丙烯薄膜的特性。
例如,抗静电剂可以减少薄膜表面的静电,使其具有更好的抗尘污性能;增韧剂可以提高薄膜的柔韧性,使其更容易加工和包装;抗紫外线剂可以防止薄膜在阳光下老化和变黄。
3.强化剂:为了提高聚丙烯薄膜的机械强度和耐磨性,常常在原料中加入一些强化剂,如填料和增强纤维。
这些强化剂可以增加薄膜的张力和撕裂强度,并提高其抗刮擦的能力。
4.润滑剂:由于聚丙烯在加工过程中容易粘结和粘连,所以添加一些润滑剂可以减少摩擦力,提高薄膜的加工性能。
二、双向拉伸聚丙烯薄膜的配方工艺1.原料配方:根据产品的具体要求,选择合适的聚丙烯原料以及改性剂、强化剂和润滑剂,并按照一定比例进行配方。
2.原料混合:将各种原料加入混合机中,进行均匀混合,确保各种原料充分混合。
3.熔融挤出:将混合均匀的原料送入挤出机中,通过高温和高压的条件,使原料熔融成液态,然后通过挤出机的螺杆推动,将熔融的物料挤出成型。
4.水冷印刷:将挤出的薄膜通过冷却器迅速降温,在冷却过程中,可以进行印刷和纹理处理。
5.双向拉伸:将薄膜经过水冷印刷后,进入双向拉伸机。
双向拉伸机一般由一组辊轮和顶辊组成。
薄膜在辊轮和顶辊之间通过,并在顶辊的作用下受到拉伸,然后通过辊轮的移动,将薄膜拉伸成所需的宽度和厚度。
6.热固化:将拉伸好的薄膜送入热风箱中进行热固化处理,使薄膜的形状和尺寸稳定。
7.切割成型:将热固化好的薄膜通过切割机进行切割和整形,制成所需的标准尺寸和形状。
以上是双向拉伸聚丙烯薄膜的原料性能和配方工艺的介绍。
BOPP薄膜具有透明度高、机械强度好、耐化学腐蚀性能优异等优点,广泛应用于食品包装、药品包装、电子产品包装等领域。
BOPP(双向拉伸聚丙烯)薄膜简介
双向拉伸聚丙烯( BOPP) 薄膜具有高光泽、 高挺度、阻气性好、抗冲强度高等特点, 是 一种性能优良的高透明包装材料。 从20世纪80年代后期开始至今, BOPP 薄膜在 食品、饮料、香烟、服装等行业的包装上得 到广泛应用。尽管BOPP 薄膜的设备和技术都 依赖进口, 投资规模大, 但由于其市场潜力 大、产品附加值高、利润大, 近年来再次成 为塑料包装行业的投资热点。
BOPP薄膜生产过程中的取向
一、流动取向 流动取向发生在挤出口模中, BOPP薄膜生产通常 用衣架型模头, PP熔体在口模中成型段的流动近 似为狭缝流道中的流动, 在靠近流道壁面处熔体 流动速度梯度大, 特别是模唇处温度较低, 在拉 伸力、剪切应力的作用下, 高分子链沿流动方向 伸展取向; 熔体挤出时, 由于温度很高, 分子运 动剧烈, 也存在强烈的取向作用。 流动取向对BOPP薄膜性能的影响相对较小。
谢谢大家!
李建峰,吕胜鹏,洪银根,孙平浩,张晨
二、拉伸取向
• BOPP 薄膜生产过程中的取向主要发生纵向拉伸 和横向拉伸过程, 在经过纵向拉伸后, 高分子 链单轴纵向取向, 大大提高了片材的纵向机械 性能, 而横向性能恶化; 进一步横拉之后, 高 分子链呈双轴取向状态如图所示,横向性能也 得到提高。
BOPP 薄膜生产过程中的结晶
• 薄膜中PP 的结晶度和晶体尺寸对BOPP 薄膜的机 械力学性能和光学性能有重要影响。 • 结晶度高则强度高, 韧性差; 晶体尺寸小而均匀, 有利于提高薄膜的力学强度、耐磨性、耐热性, 提高薄膜的透明度和表面光泽度。
BOPP薄膜的优缺点
• BOPP膜无色、无嗅、无味、无毒,并具有高拉伸 强度、冲击强度、刚性、强韧性和良好的透明性 ,是常用的包装材料。
双向拉伸聚酯薄膜技术应用及发展方向研究
59一、双向拉伸聚酯薄膜技特点双向拉伸聚酯薄膜(BOPET)是一种综合性能优良的高分子薄膜材料,它是以聚对苯二甲酸乙二醇酯为主要原料,经结晶干燥、挤出熔融、铸片和双轴拉伸定向而得。
BOPET薄膜具有机械强度高、耐温性好、电绝缘性能优良、耐化学腐蚀、透气性小、透明、无毒、耐折等一系列特点,用途十分广泛。
不同厚度、不同品级的聚酯薄膜,使用于不同的领域。
例如它可用作电影片基感光材料,磁带带基,电容器介质和绝缘材料,复合包装材料,真空镀铝膜,金拉线及热烫金膜等。
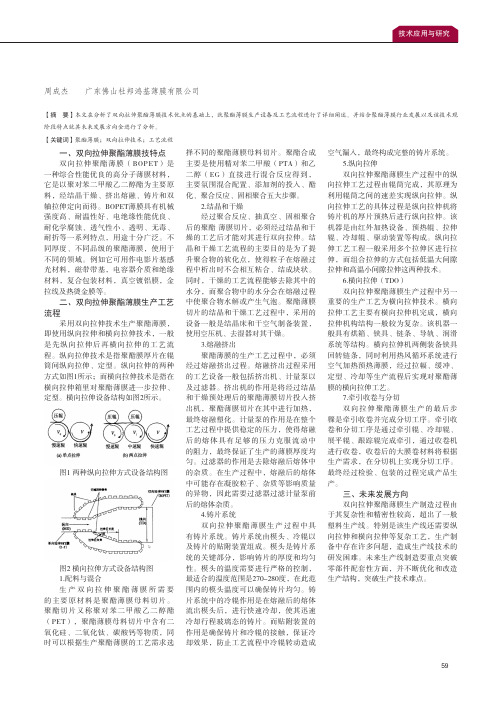
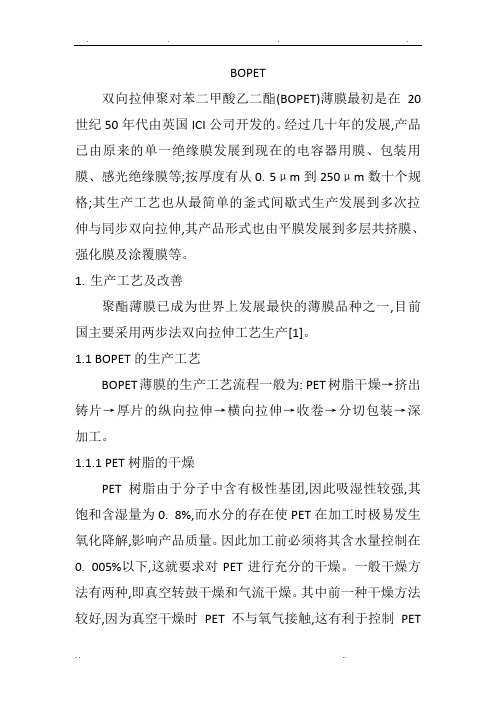
二、双向拉伸聚酯薄膜生产工艺流程采用双向拉伸技术生产聚酯薄膜,即使用纵向拉伸和横向拉伸技术,一般是先纵向拉伸后再横向拉伸的工艺流程。
纵向拉伸技术是指聚酯膜厚片在辊筒间纵向拉伸、定型。
纵向拉伸的两种方式如图1所示;而横向拉伸技术是指在横向拉伸箱里对聚酯薄膜进一步拉伸、定型。
横向拉伸设备结构如图2所示。
图1 两种纵向拉伸方式设备结构图图2 横向拉伸方式设备结构图1.配料与混合生产双向拉伸聚酯薄膜所需要的主要原材料是聚酯薄膜母料切片。
聚酯切片又称聚对苯二甲酸乙二醇酯(PET),聚酯薄膜母料切片中含有二氧化硅、二氧化钛、碳酸钙等物质,同时可以根据生产聚酯薄膜的工艺需求选择不同的聚酯薄膜母料切片。
聚酯合成主要是使用精对苯二甲酸(PTA)和乙二醇(EG)直接进行混合反应得到,主要氛围混合配置、添加剂的投入、酯化、聚合反应、固相聚合五大步骤。
2.结晶和干燥经过聚合反应、抽真空、固相聚合后的聚酯 薄膜切片,必须经过结晶和干燥的工艺后才能对其进行双向拉伸。
结晶和干燥工艺流程的主要目的是为了提升聚合物的软化点,使得粒子在熔融过程中析出时不会相互粘合、结成块状。
同时,干燥的工艺流程能够去除其中的水分,而聚合物中的水分会在熔融过程中使聚合物水解或产生气泡。
聚酯薄膜切片的结晶和干燥工艺过程中,采用的设备一般是结晶床和干空气制备装置,使用空压机、去湿器对其干燥。
3.熔融挤出聚酯薄膜的生产工艺过程中,必须经过熔融挤出过程。
双向拉伸聚酯薄膜BOPET
BOPET双向拉伸聚对苯二甲酸乙二酯(BOPET)薄膜最初是在20世纪50年代由英国ICI公司开发的。
经过几十年的发展,产品已由原来的单一绝缘膜发展到现在的电容器用膜、包装用膜、感光绝缘膜等;按厚度有从0. 5μm到250μm数十个规格;其生产工艺也从最简单的釜式间歇式生产发展到多次拉伸与同步双向拉伸,其产品形式也由平膜发展到多层共挤膜、强化膜及涂覆膜等。
1.生产工艺及改善聚酯薄膜已成为世界上发展最快的薄膜品种之一,目前国主要采用两步法双向拉伸工艺生产[1]。
1.1 BOPET的生产工艺BOPET薄膜的生产工艺流程一般为: PET树脂干燥→挤出铸片→厚片的纵向拉伸→横向拉伸→收卷→分切包装→深加工。
1.1.1PET树脂的干燥PET树脂由于分子中含有极性基团,因此吸湿性较强,其饱和含湿量为0. 8%,而水分的存在使PET在加工时极易发生氧化降解,影响产品质量。
因此加工前必须将其含水量控制在0. 005%以下,这就要求对PET进行充分的干燥。
一般干燥方法有两种,即真空转鼓干燥和气流干燥。
其中前一种干燥方法较好,因为真空干燥时PET不与氧气接触,这有利于控制PET的高温热氧老化,提高产品质量。
PET的真空转鼓干燥条件如下:蒸气压力0. 3~0. 5MPa,真空度98. 66~101. 325 kPa,干燥时间8~12h。
1.1.2PET熔体挤出铸片将干燥好的PET树脂熔融挤出塑化后,再通过粗、细过滤器和静态混合器混合后,由计量泵输送至机头,然后经过急冷辊冷却成厚片待用。
挤出铸片的工艺条件为:挤出机输送段温度240~260℃,熔融塑化段温度265 ~285℃,均化段温度270 ~280℃,过滤器(网)温度280~285℃,熔体线温度270~275℃,铸片急冷辊温度18~25℃。
1.1.3PET厚片的双向拉伸薄膜的挤出双轴(向)拉伸是将从挤出机挤出的薄膜或片材在一定温度下,经纵、横方向拉伸,使分子链或待定的结晶面进行取向,然后在拉伸的情况下进行热定型处理。
薄膜特性
1.双向拉伸聚丙烯薄膜(BOPP)双向拉伸聚丙烯薄膜是由聚丙烯颗粒经共挤形成片材后,再经纵横两个方向的拉伸而获得的。
由于拉伸分子定向,所以此薄膜的物理稳定性、机械强度、气密性较好,透明度和光泽度较高,坚韧耐磨,是目前应用最广泛的印刷薄膜。
一般使用厚度为20~40 μm ,应用最广泛的为20 μm 。
其主要缺点是热封性差,所以一般用做复合薄膜的外层薄膜,如与聚乙烯薄膜复合后防潮性、透明性、强度、挺度和印刷性均较理想,适用于盛装干燥食品。
由于双向拉伸聚丙烯薄膜的表面为非极性,结晶度高,表面自由能低,因此,其印刷性能较差,对油墨和胶黏剂的附着力差,在印刷和复合前需要进行表面处理。
2.低密度聚乙烯薄膜(LDPE)低密度聚乙烯薄膜一般采用吹塑和流延两种工艺制成,流延聚乙烯薄膜的厚度均PE颗粒经吹塑机吹制而成的,成本较低,所以应用最为广泛。
低密度聚乙烯薄膜是一种半透明、有光泽、质地较柔软的薄膜,具有优良的化学稳定性、热封性、耐水性和防潮性,耐冷冻,可水煮,其主要缺点是对氧气的阻隔性较差,常用于复合软包装材料的内层薄膜,而且也是目前应用最广泛、用量最大的一种塑料包装薄膜,约占塑料包装薄膜耗用量的40%以上。
由于聚乙烯分子中不含极性基团,即其表面为非极性,且结晶度高,表面自由能低,因此,该薄膜的印刷性能较差,对油墨和胶黏剂的附着力差,因此,在印刷和复合前需要进行表面处理。
3.(PET)聚酯薄膜是以聚对苯二甲酸乙二醇酯为原料,采用挤出法制成厚片,再经双向拉伸制成的薄膜材料。
它是一种无色透明、有光泽的薄膜,机械性能优良,刚性、硬度及韧性高,耐穿刺,耐摩擦,耐高温和低温,耐化学药品性、耐油性、气密性和保香性良好,是常用的阻透性复合薄膜基材之一,但聚酯薄膜的价格较高,一般厚度为12 μm,常用做蒸煮包装的外层材料,印刷适性较好。
4.尼龙薄膜(NY)尼龙薄膜是一种非常坚韧的薄膜,透明性好,并具有良好的光泽,抗张强度、拉伸强度较高,还具有较好的耐热性、耐寒性、耐油性和耐有机溶剂性,耐磨性、耐穿刺性优良,且比较柔软,阻氧性优良,但对水蒸气的阻隔性较差,吸潮、透湿性较大,热封性较差,适于包装硬性物品,大多用于油腻性食品、肉制品、油炸食品、真空包装食品、蒸煮食品等的包装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双向拉伸薄膜横向条纹产生的原因:1 原料混合不均匀,2 熔体的温度有明显的波动3过滤器阻塞或损坏,计量泵或螺杆速度波动过大4冷鼓速度不稳,冷鼓内有空气5 附片装置有问题6 机头的角度不适宜7 机头附近气流影响纵向条纹产生的原因:出现纵向条纹会到导致拉伸薄膜横向厚度不均,收卷,分切产品外观出现明显的凸起(称暴筋)或纵向皱纹原因:1 机唇唇口结构设计及加工不合理,安装位置不正确2 高聚物熔体离膜膨胀过大,部分物料堆积在唇口,这些物料长期受热,粘度发生变化,使与其相连的熔体流速,流量发生变化3 由于过滤器短路或熔体加热不充分或过热,部分杂质或未熔物,焦料等粘附在唇口4 机唇唇口阻尼面或出口处出现机械损伤或不光滑,不平直5 风刀导流面或出口处有机械损伤或脏物,使出风的风压或风量不均匀解决措施:1 选择结构合理质量好的机头,保证唇口光洁,不得有任何的机械损伤2 加强熔体过滤3 及时清理唇口上的杂物,做好维修工作4 防止静电吸附装置中的电极被污染,提高风刀或真空箱的吹风或吸风的横向均匀性5 合理控制挤出过程各段温度6 调整好机头对冷鼓的倾斜角度和位置片材向外翘曲:铸片时附片效果不好(主附片装置或压边装置的参数不正确),冷鼓温度过低,两面温差过大,片材不能很好的贴附在鼓面上。
片材翘曲影响薄膜的平整性,对于结晶聚合物来说,由于片材冷却不均匀,片材结晶不均匀,会影响薄膜的成膜性。
片材中出现气泡原因:1熔体夹带异物,物料中混有的其它塑料,溶剂,油污等异物。
2 原料中含水率过高3 挤出工艺的影响:A 挤出温度:挤出温度过高,或者是物料在挤出机,过滤器,熔体管道中停留时间过长,物料会产生热降解,热氧降解,使挤出的片材出现气泡B 空螺杆开机挤出时或者是更换新的熔体过滤器后再次开机铸片时,没有做好排气工作。
C 如果在正常铸片时,发现气泡后,仔细检查所使用的物料是否有变化,物料干燥系统有无问题,挤出系统的温度是否出现故障。
4 附片能力挤出的熔体与冷鼓的表面贴附不好,会造成薄膜上出现花纹和气泡痕迹。
预防出现此问题:提高附片能力,真空抽吸或是气刀附片装置,要从稳定气压,调节附片装置与片材的位置,加大吸吹的能力入手,对于静电负片装置,要保证高压发生器电压电流稳定,适当地提高电压或电流设定值,或是调节电极的位置及防止电极污染,如果不影响片材结晶,适当地提高冷鼓的温度也会起到一定的作用。
片材中含有晶点,焦料,未熔料等挤出片材的边缘出现珠状物或缺口机唇边沿有异物。
容易产生脱夹片材结晶度不适宜结晶度过高会引起拉伸时破膜或拉伸薄膜雾度变大或薄膜表面粗糙度增大。
片材表面光泽度不良与原料有关,挤出熔体与冷鼓接触不良厚片出现鲨鱼皮现象主辅料在机唇出口处流动速率相差过大。
拉伸中出现的主要问题双向拉伸塑料薄膜的基本生产工艺和设备分筛-配料-混合-金属分离-干燥-挤出-铸片-横向拉伸-牵引-收卷-粉碎生产方法压延法流延法平膜拉伸法管膜法真空溅射法铸片方法:熔融铸片玻璃化温度很高,几乎没有熔点或熔点与分解温度很高又十分接近的材料采用溶液流延法制作厚膜。
挤出方法:单层挤出多层挤出原料的选择:原料的输送:气流输送法铸片:蓉蓉塑料在压力的推动下,强行通过长形的口模,并在外力(静电,气流)的作用下,使熔融塑料迅速贴在冷鼓表面,制成固态片材的过程直接铸片法和聚合物切片经挤出重熔制片法,聚合后直接铸片的方法是将聚合釜中合成的聚合物熔体,在计量泵的强制推动下,经熔体过滤器直接送往口模进行铸片的方法。
优点挤出铸片法利用挤出机螺杆旋转产生的压力和剪切力,利用物料与机筒,螺杆的摩擦热和机筒外部传入的热量,将聚合物进行充分的塑化,混合,均化并强行通过机头的口模,在冷鼓上实现铸片。
关键问题是要保持挤出熔体压力均匀,稳定,防止熔体过分降解及夹带气泡,未熔物,焦料等异物。
为保证稳定出料,在聚合釜或挤出机之后都需要安装一台高精度的齿轮计量泵,多数设备还安装有静态结婚和其,聚合釜或挤出机-熔体粗过滤器-计量泵-熔体精过滤器-静态混合器-机头-附片装置-冷鼓装置-附加水槽-测厚仪-厚片收卷机为防止挤出机马达过载引起电击及螺杆损坏,挤出机的电气和传动系统装有安全保护装置如过电流保护器,剪切销,安全键单螺杆挤出机-计量泵:单螺杆挤出机的基本结构:机筒,螺杆,螺杆的传动装置,机筒的加热和冷却部分料斗中都有完善的料位传感器:电容式,音叉式,光电式,超声波式。
也可以选用电子式压力传感器,用称重的方法计量料斗内物料数量。
电容,音叉,超声波式料位计是装在料斗侧面,上下共两只,其高料位计的作用是监视料斗内料面高度并且在物料超过高料位计时,控制进料阀门停止进料。
低料位则其报警和保护挤出机的作用,当物料低于低料位计时,电气控制系统会发出警报信号,并在延长一定的时间后,是挤出机螺杆自动停止转动。
挤出机料斗与下料口之间的连接方式必须有一端是软性连接常用的软性连接方式有:利用金属波纹管或者是硅橡胶管采用振动加料器或螺旋加料装置,将加料器和料斗脱开,对于极易水解的聚合物,需要采用以下方法防治吸湿:1 采用真空料斗2 向挤出机料斗内冲入惰性气体3提高料斗内空气的温度名句赏析~~~~~不限主题不限抒情四季山水天气人物人生生活节日动物植物食物山有木兮木有枝,心悦君兮君不知。
____佚名《越人歌》人生若只如初见,何事秋风悲画扇。
____纳兰性德《木兰词?拟古决绝词柬友》十年生死两茫茫,不思量,自难忘。
____苏轼《江城子?乙卯正月二十日夜记梦》只愿君心似我心,定不负相思意。
____李之仪《卜算子?我住长江头》玲珑骰子安红豆,入骨相思知不知。
____温庭筠《南歌子词二首 / 新添声杨柳枝词》曾经沧海难为水,除却巫山不是云。
____元稹《离思五首?其四》愿得一心人,白头不相离。
____卓文君《白头吟》去年今日此门中,人面桃花相映红。
____崔护《题都城南庄》平生不会相思,才会相思,便害相思。
____徐再思《折桂令?春情》入我相思门,知我相思苦。
____李白《三五七言 / 秋风词》山无陵,江水为竭。
冬雷震震,夏雨雪。
天地合,乃敢与君绝。
____佚名《上邪》人生自是有情痴,此恨不关风与月。
____欧阳修《玉楼春?尊前拟把归期说》一往情深深几许,深山夕照深秋雨。
____纳兰性德《蝶恋花?出塞》两情若是久长时,又岂在朝朝暮暮。
____秦观《鹊桥仙?纤云弄巧》执子之手,与子偕老。
____佚名《击鼓》花自飘零水自流。
一种相思,两处闲愁。
____李清照《一剪梅?红藕香残玉簟秋》问世间,情为何物,直教生死相许,____元好问《摸鱼儿?雁丘词 / 迈陂塘》一日不见兮,思之如狂。
____司马相如《凤求凰 / 琴歌》人生如逆旅,我亦是行人。
____苏轼《临江仙?送钱穆父》世间无限丹青手,一片伤心画不成。
____高蟾《金陵晚望》林花谢了春红,太匆匆。
无奈朝来寒雨,晚来风。
____李煜《相见欢?林花谢了春红》独立寒秋,湘江北去,橘子洲头。
____毛泽东《沁园春?长沙》身无彩凤双飞翼,心有灵犀一点通。
____李商隐《无题?昨夜星辰昨夜风》滚滚长江东逝水,浪花淘尽英雄。
____杨慎《临江仙?滚滚长江东逝水》怕相思,已相思,轮到相思没处辞,眉间露一丝。
____俞彦《长相思?折花枝》此情可待成追忆,只是当时已惘然。
____李商隐《锦瑟》思悠悠,恨悠悠,恨到归时方始休。
____白居易《长相思?汴水流》取次花丛懒回顾,半缘修道半缘君。
____元稹《离思五首?其四》若是前生未有缘,待重结、来生愿。
____乐婉《卜算子?答施》雨打梨花深闭门,忘了青春,误了青春。
____唐寅《一剪梅?雨打梨花深闭门》少年不识愁滋味,爱上层楼。
爱上层楼。
为赋新词强说愁。
____辛弃疾《丑奴儿?书博山道中壁》自在飞花轻似梦,无边丝雨细如愁。
____秦观《浣溪沙?漠漠轻寒上小楼》近水楼台先得月,向阳花木易为春。
____苏麟《断句》一骑红尘妃子笑,无人知是荔枝来。
____杜牧《过华清宫绝句三首》抽刀断水水更流,举杯消愁愁更愁。
____李白《宣州谢脁楼饯别校书叔云 / 陪侍御叔华登楼歌》疏影横斜水清浅,暗香浮动月黄昏。
____林逋《山园小梅?其一》人面不知何处去,桃花依旧笑春风。
____崔护《题都城南庄》时光只解催人老,不信多情,长恨离亭,泪滴春衫酒易醒。
____晏殊《采桑子?时光只解催人老》一生大笑能几回,斗酒相逢须醉倒。
____岑参《凉州馆中与诸判官夜集》天涯地角有穷时,只有相思无尽处。
____晏殊《玉楼春?春恨》问君能有几多愁,恰似一江春水向东流。
____李煜《虞美人?春花秋月何时了》似此星辰非昨夜,为谁风露立中宵。
____黄景仁《绮怀》菩提本无树,明镜亦非台。
____惠能《菩提偈》溪云初起日沉阁,山雨欲来风满楼。
____许浑《咸阳城东楼 / 咸阳城西楼晚眺 / 西门》春风得意马蹄疾,一日看尽长安花。
____孟郊《登科后》枯藤老树昏鸦,小桥流水人家,古道西风瘦马。
____马致远《天净沙?秋思》空山新雨后,天气晚来秋。
____王维《山居秋暝》人到情多情转薄,而今真个悔多情。
____纳兰性德《山花子?风絮飘残已化萍》同是天涯沦落人,相逢何必曾相识~____马致远《杂剧?江州司马青衫泪》浮云一别后,流水十年间。
____韦应物《淮上喜会梁川故人 / 淮上喜会梁州故人》名句赏析~~~~~不限主题不限抒情四季山水天气人物人生生活节日动物植物食物山有木兮木有枝,心悦君兮君不知。
____佚名《越人歌》人生若只如初见,何事秋风悲画扇。
____纳兰性德《木兰词?拟古决绝词柬友》十年生死两茫茫,不思量,自难忘。
____苏轼《江城子?乙卯正月二十日夜记梦》只愿君心似我心,定不负相思意。
____李之仪《卜算子?我住长江头》玲珑骰子安红豆,入骨相思知不知。
____温庭筠《南歌子词二首 / 新添声杨柳枝词》曾经沧海难为水,除却巫山不是云。
____元稹《离思五首?其四》愿得一心人,白头不相离。
____卓文君《白头吟》去年今日此门中,人面桃花相映红。
____崔护《题都城南庄》平生不会相思,才会相思,便害相思。
____徐再思《折桂令?春情》入我相思门,知我相思苦。
____李白《三五七言 / 秋风词》山无陵,江水为竭。
冬雷震震,夏雨雪。
天地合,乃敢与君绝。
____佚名《上邪》人生自是有情痴,此恨不关风与月。
____欧阳修《玉楼春?尊前拟把归期说》一往情深深几许,深山夕照深秋雨。
____纳兰性德《蝶恋花?出塞》两情若是久长时,又岂在朝朝暮暮。
____秦观《鹊桥仙?纤云弄巧》执子之手,与子偕老。
____佚名《击鼓》花自飘零水自流。
一种相思,两处闲愁。
____李清照《一剪梅?红藕香残玉簟秋》问世间,情为何物,直教生死相许,____元好问《摸鱼儿?雁丘词 / 迈陂塘》一日不见兮,思之如狂。