SEIATSU - HWS静压线造型主机原理
威派格稳压补偿式无负压供水设备原理介绍解读要点

一@片@垃@圾@,忽@悠@死@人@不@偿@命,哥实在没耐心看下去,简单批了一下第一章威派格稳压补偿式无负压供水设备简介 (3)1.1设备原理图 (3)1.2设备工作原理 (3)1.3设备的核心功能 (4)1.4主要优点 (4)1.5稳压补偿式无负压供水设备与传统的罐式无负压供水设备比较 (4)第二章威派格稳压补偿式无负压设备特点及配置说明 (6)第三章威派格稳压补偿式无负压供水设备技术创新点 (11)第四章威派格稳压补偿式无负压设备与同类型设备相比技术优势 (12)①、通过相关设备始终将市政管网压力维持在最低服务压力上 (12)②、当市政管网压力下降至最低服务压力时,保证用户正常用水的需求。
(12)③、补偿罐具有差量调节作用 (12)④、在小流量用水时,在不启动主泵的情况下保证用户正常用水 (13)⑤、所有水泵、管路、阀门、配件及设备过流部分必须采用食品级不锈钢材质 (13)⑥、无负压节能特点,市政管网出现断水、用水高峰出现压力下降的保护措施和方案 (14)第五章威派格无负压供水设备无线监控系统设计方案 (15)5.1设计目标 (15)5.2实现方案 (15)5.3系统示意图 (16)5.4系统特点 (16)5.5系统网络 (17)5.6系统功能 (18)5.6.3远程监控室现场图片 (19)第一章威派格稳压补偿式无负压供水设备简介1.1设备原理图1.2设备工作原理该设备通过智能控制控制技术与稳压补偿技术实现设备对市政管网不产生负压,保证向用户管网不间断供水。
该设备采用的流量控制器在维持最低服务压力的基础上能够自动调节市政管网向设备的输入水量,确保市政管网不产生负压,用水高峰期时能量储存器释放预充的一定压力的气体,保证稳压补偿罐高压腔的水带有一定压力补偿到恒压腔中,在一定时间内可补充市政管网来水量的不足,通过双向补偿器,在用水低谷期时对稳压补偿罐进行蓄能,对用户管道起稳压补偿作用,充分利用了市政管网的压力,节能效果显著。
KW静压造型线的造型工艺和生产应用

KW静压造型线的造型工艺和生产应用摘要:介绍了KW静压造型线的造型工艺,造型线的一些技术特点和生产应用情况。
关键词:静压造型;工艺;生产我厂103线设备役龄过长,精度下降和技术状态劣化,且装备技术和造型工艺技术落后,使造出来的铸型质量每况愈下;而另一方面,随着发动机铸件向技术含量高的轻、轿、重型发动机铸件拓展,对铸型的质量水平要求越来越高;而且随着产品品种的拓宽,造型线的技术规格(如砂箱内腔尺寸)已无法满足一些产品(如大马力柴油机缸体)的生产要求。
因此,为适应生产发展的需要和有效提升我厂的市场竟争力,对该造型线进行更新改造就显得十分必要。
103线更新改造项目于09年立项,是2010年常柴重点技改项目之一,它在拆除原有国产103气冲造型线的基础上,重新建设KW造型线的基础和配套设施,经多方论证,公司于2010年初从德国引进KW造型线,经过半年多的安装和调试于2010年8月份投入试运行。
1、静压造型工艺静压造型工艺是指气流预紧实加压实的造型工艺,适合于复杂铸件的生产。
根据砂型的紧实难度可选择只进行高压压实或气流预紧实AIR-PRESSplus 2000,加随后的高压压实。
1.1工艺过程造型工艺过程参见图1阀门压气框添砂框型砂砂箱半箱模型模板框所用造型机机型是下部带有举升机构的造型机,定量砂斗和多触头压头交替地运行到举升机构上方,模板通过旋转换位机构进出造型工位。
举升机构一次举升后,定量砂斗向砂箱和余砂框内填加型砂,而后砂斗和压头换位,接着举升工作台再次上升并增压,实现密封。
此后,气流预紧实阀快速打开,压缩空气流过型砂和模板上的排气塞,排放到空气中。
在此过程中,型砂也流动起来,流向模板深凹处等难以充填和难以紧实的部位,填满加砂时出现的空穴;向下流动的型砂碰到模板表面而被预紧实。
预紧实后,在模板附近的砂型紧实度最高。
对于没有必要采用气流预紧实的产品,则取消此过程。
气流预紧实后或举升工作台再次上升并增压后(不需要气流预紧实时),主动式多触头压头紧实砂型。
天然气分公司机泵设备原理结构概述

往复式压缩机
2、角式往复压缩机
气缸的排列方式呈L V W形等不同角度等类型,分别叫L V W型。
4LW-9/0.3-22型
VWWJ-9.3/12型
往复式压缩机
3、对置式往复压缩机,又分为对动式和对置式
对动式 —— 气缸水平置于机身的两侧,且相邻的曲拐
相差180°。又分为D、M、H型。 对置式 —— 气缸水平置于机身的两侧,且相邻的曲拐 相差不是180°。
离心压缩机
离心压缩机
一、离心压缩机 1、离心压缩机的工作原理
离心压缩机是通过旋转的叶轮对气体做功,将能量传递给 气体,最终使其压力得到升高。 气体由进气室进入离心压缩机,通过叶轮对气体做功,使 其动能和静压能升高。然后,气体进入扩压器,在扩压器中, 气体的动能降低,转化为静压能,使气体的压力进一步得到提 高。通过弯道和回流器引导,使气体进入下一级继续压缩,在 完成最后一级的压缩后,气体由蜗壳收集排入排气管道。
离心式压缩机
2、离心压缩机的配置组成
原动机(电动机、汽轮机、燃气轮机) 压缩机 变速作用的齿轮箱 气系统 油系统 控制与安保系统
离心压缩机 离心压缩机的主要结构
离心压缩机是由 转子、 水平或垂直剖分壳体、 入口导流叶片、 级间隔板和吸气及排气隔板等组成。 在壳体中包括平衡活塞密封体、轴端和级间密封等。 转动部件由轴、叶轮、转动轴套、止推圆盘、平衡活塞等组 成。 如图所示。
天然气处理与加工核心设备——压缩机 压缩机的用途
1、 压缩气体用作动力。如空气经压缩后可用来驱 动各种 、压缩气体用于制冷和气体分离。气体经压缩、 冷却、膨胀而液化后用于人工制冷,统称为制冷机或 冰机 3、压缩气体用于合成和聚合,如氮和氢高压合成氨, 氢和一氧化碳高压合成甲醇,二氧化碳与氨高压合成 尿素。 4、 气体的远程输送(如天然气、煤气管道的输送) 和充瓶(如氧气、氮气、氯气、二氧化碳等的装瓶)。
桩身自平衡静载试验的测试原理
第一章桩身自平衡静载试验的测试机理1.1 桩身自平衡静载试验的测试原理自从1969年由日本的中山(Nakayama)和藤关(Fujiseki)提出桩承载力自平衡测试到现在,经历20世纪80年代中期类似技术为Cernac和Osterberg等人所发展,其中1984年osterberg研制成功的桩底圆形试验方法(即自平衡测试法)将此项技术用于工程实践,他通过预埋在桩底的测压盒进行钻孔桩静载试验的方法,先是在桥梁钢桩中得到了成功应用,后来逐渐推广至各种桩型以来,据美国联邦公路管理局调查统计,1994年全美钻孔灌注桩荷载试验中该方法的使用超过了65%,后来在世界各地得到了推广,该法对于划分桩侧摩阻力与桩端阻力以及确定抗拔桩的承载力有重要意义,现已取代了传统载荷试验。
欧洲及日本、加拿大、新加坡等国也广泛使用该法。
自1996年起,我国江苏、河南、浙江、云南、安徽等省开始使用该法,如江苏的润扬大桥、新三汉河大桥及张公桥,云南的元江大桥、磨江大桥、思茅大桥等桥梁桩基试验均采用了该技术。
该方法较好地解决了传统加载技术存在的诸如费时、费用高、对试验场地要求高、大吨位常规静载试验一般很难进行、不借助桩身应力测试,从试验结果很难区分桩侧摩阻力与桩端阻力的准确性等问题。
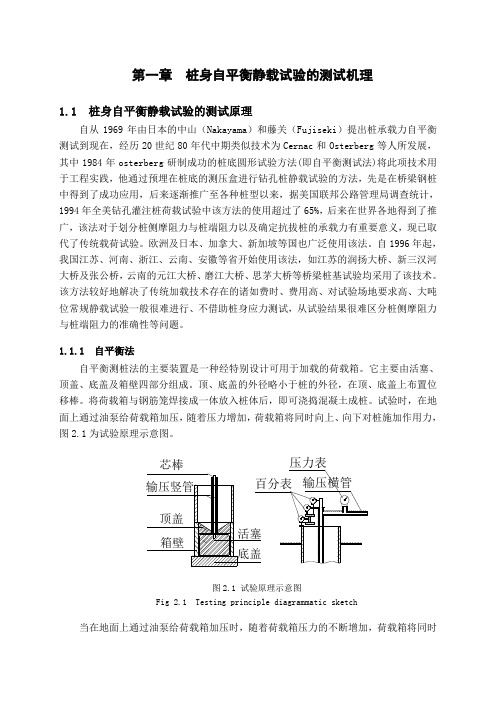
1.1.1 自平衡法自平衡测桩法的主要装置是一种经特别设计可用于加载的荷载箱。
它主要由活塞、顶盖、底盖及箱壁四部分组成。
顶、底盖的外径略小于桩的外径,在顶、底盖上布置位移棒。
将荷载箱与钢筋笼焊接成一体放入桩体后,即可浇捣混凝土成桩。
试验时,在地面上通过油泵给荷载箱加压,随着压力增加,荷载箱将同时向上、向下对桩施加作用力,图2.1为试验原理示意图。
图2.1 试验原理示意图Fig 2.1 Testing principle diagrammatic sketch当在地面上通过油泵给荷载箱加压时,随着荷载箱压力的不断增加,荷载箱将同时向上、向下发生变位,荷载箱对桩的作用力也不断增加,进而促使桩侧阻力及桩端阻力的不断发挥,图2.2为试验装置示意图,当达到一定程度时,可从相关曲线判断出桩的承载力情况。
风力发电机工作原理及原理图

风力发电机工作原理及原理图风力发电机工作原理及原理图风力发电机工作原理及原理图现代变速双馈风力发电机的工作原理就是通过叶轮将风能转变为机械转距(风轮转动惯量),通过主轴传动链,经过齿轮箱增速到异步发电机的转速后,通过励磁变流器励磁而将发电机的定子电能并入电网.如果超过发电机同步转速,转子也处于发电状态,通过变流器向电网馈电.最简单的风力发电机可由叶轮和发电机两部分构成,立在一定高度的塔干上,这是小型离网风机.最初的风力发电机发出的电能随风变化时有时无,电压和频率不稳定,没有实际应用价值.为了解决这些问题,现代风机增加了齿轮箱、偏航系统、液压系统、刹车系统和控制系统等.齿轮箱可以将很低的风轮转速(1500千瓦的风机通常为12-22转/分)变为很高的发电机转速(发电机同步转速通常为1500转/分).同时也使得发电机易于控制,实现稳定的频率和电压输出.偏航系统可以使风轮扫掠面积总是垂直于主风向.要知道,1500千瓦的风机机舱总重50多吨,叶轮30吨,使这样一个系统随时对准主风向也有相当的技术难度.风机是有许多转动部件的,机舱在水平面旋转,随时偏航对准风向;风轮沿水平轴旋转,以便产生动力扭距.对变桨矩风机,组成风轮的叶片要围绕根部的中心轴旋转,以便适应不同的风况而变桨距.在停机时,叶片要顺桨,以便形成阻尼刹车.早期采用液压系统用于调节叶片桨矩(同时作为阻尼、停机、刹车等状态下使用),现在电变距系统逐步取代液压变距.就1500千瓦风机而言,一般在4米/秒左右的风速自动启动,在13米/秒左右发出额定功率.然后,随着风速的增加,一直控制在额定功率附近发电,直到风速达到25米/秒时自动停机.现代风机的设计极限风速为60-70米/秒,也就是说在这么大的风速下风机也不会立即破坏.理论上的12级飓风,其风速范围也仅为32.7-36.9米/秒.风机的控制系统要根据风速、风向对系统加以控制,在稳定的电压和频率下运行,自动地并网和脱网;同时*齿轮箱、发电机的运行温度,液压系统的油压,对出现的任何异常进行报警,必要时自动停机,属于无人值守独立发电系统单元.风力发电机是将风能转换为机械功的动力机械,又称风车。
SEIATSU-HWS静压线造型主机原理

SEIATSU-HWS静压线造型主机 原理
contents
目录
• SEIATSU-HWS静压线造型主机概述 • SEIATSU-HWS静压线造型主机结构 • SEIATSU-HWS静压线造型主机工作流
程 • SEIATSU-HWS静压线造型主机性能参
数 • SEIATSU-HWS静压线造型主机维护与
主机控制与监测系统
控制系统
主机采用先进的控制系统,实现自动化和智能化控制。
监测系统
监测系统对主机的运行状态进行实时监测,确保设备安全稳定运行。
04 SEIATSU-HWS静压线造 型主机性能参数
性能参数概述
01
最大静压:6000Pa
02
最大流量:1200L/min
03
最大功率:150kW
04
主机重量:2500kg
02 SEIATSU-HWS静压线造 型主机结构
主机结构组成
01
02
03
04
主机框架
提供整体结构支撑,确保主机 稳定运行。
静压线装置
负责提供稳定的气流,确保造 型过程的顺利进行。
控制系统
控制主机运行,实现自动化操 作。
辅助部件
包括电源、气源等,为主机提 压线压力与流量
压力范围:0-6000Pa 流量范围:0-1200L/min
压力调整精度:±25Pa 流量调整精度:±5L/min
主机效率与稳定性
效率
≥95%
稳定性
连续工作24小时无故障
维护周期
6个月或1000小时
05 SEIATSU-HWS静压线造 型主机维护与保养
日常维护与保养
清洁主机表面
主要流程
包括型砂制备、砂型组装、浇注、冷 却等环节,每个环节都有严格的工艺 要求和精确的控制参数。
ZZ416垂直造型线主机液压原理总述

ZZ416垂直造型主机液压原理及调试(300型)一、元件的名称及作用:1、HY1变量泵作用:给主系统提供稳定压力及可变流量的压力油,变量泵主要由(1)主油泵:输出可变流量的压力油。
(2)行程调节器、控制变量泵的摆角大小实现流量的变化。
(3)先导液控滑阀,控制行程调节器行程的大小以确定主油泵的摆角大小来实现所需的流量(可实现无级变量)。
(4)恒功率控制阀,用来保护电机在任何状态下不超过电机的额定电流。
其变量原理:通过改变控制压力大小来改变与弹簧力的平衡位置,从而使P与A接通(控制压力增大)推动行程调节器左移到封闭P与A的位置实现油泵的摆角变大,控制压力减小时,弹簧力克服油压使先导液控滑阀右移接通A与T使行程调节右移到封闭A与T的位置,实现油泵的摆角变小,通过无级调整控制油压而实现无级调整流量。
注明(1)行程调节器有杆腔与无杆腔同时输入同等压力的压力油时活塞向左移动。
(2)P为进油(3)T为回油。
A为工作油路。
恒功率阀为:液控溢流阀,通过改变液控压力的大小来自动实现控制控制油压对应流量和工作压力所产生的功率不超过电机的额定功率,从而保护电机。
工作压力与控制压力的对应范围:40㎏对应25㎏至,10㎏对应38㎏。
2、HY2,双联叶片泵作用给控制系统与操纵系统提供可分别调压的两种恒定流量的压力油。
3、HY24手动溢流阀:作用为限制操纵系统的最高油压,以保证有一个稳定的压力油供给主油泵行程调节器及HY4换向阀及充液阀打开(HY19)提供动力油,一般调整压力为20-30㎏。
4、HY14、HY20溢流调压阀HY14为手动控制通过凸轮曲线的改变来压缩阀内部的弹簧力来改变油压的大小可实现无级机械调压,HY20为电液比例控制溢流阀其原理为通过改变电线圈的输电压及电流实现线圈的吸力大小来改变阀内部压住溢流阀芯的内控压力,来实现控制压力的改变,可通过触摸屏改变电压对应的数据,通过PLC模块和放大控制板,给线圈输入相对应的电压实现压力的改变,而且可实现无级设定压力,通过PLC控制可实现设定的压力之间的转换,HY14、HY20、HY34为并联油路,它们所控制的油压由最低的一个溢流阀所控制的油压来限制最高压力。
HWS静压造型的排气塞功能和作用解读

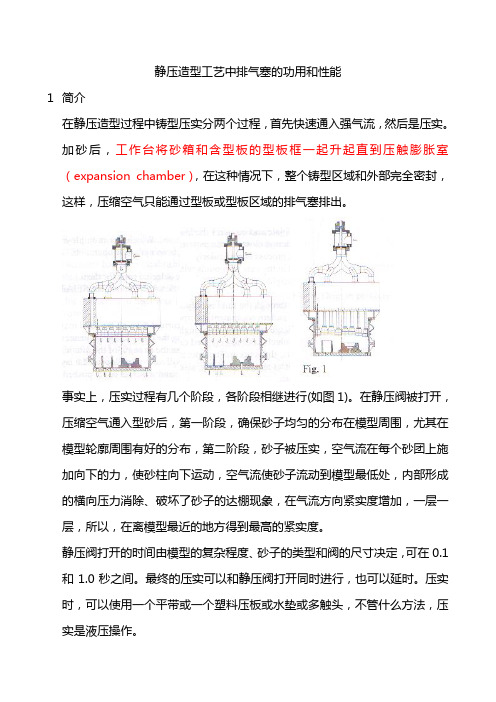
静压造型工艺中排气塞的功用和性能1简介在静压造型过程中铸型压实分两个过程,首先快速通入强气流,然后是压实。
加砂后,工作台将砂箱和含型板的型板框一起升起直到压触膨胀室(expansion chamber),在这种情况下,整个铸型区域和外部完全密封,这样,压缩空气只能通过型板或型板区域的排气塞排出。
事实上,压实过程有几个阶段,各阶段相继进行(如图1)。
在静压阀被打开,压缩空气通入型砂后,第一阶段,确保砂子均匀的分布在模型周围,尤其在模型轮廓周围有好的分布,第二阶段,砂子被压实,空气流在每个砂团上施加向下的力,使砂柱向下运动,空气流使砂子流动到模型最低处,内部形成的横向压力消除、破坏了砂子的达棚现象,在气流方向紧实度增加,一层一层,所以,在离模型最近的地方得到最高的紧实度。
静压阀打开的时间由模型的复杂程度、砂子的类型和阀的尺寸决定,可在0.1和1.0秒之间。
最终的压实可以和静压阀打开同时进行,也可以延时。
压实时,可以使用一个平带或一个塑料压板或水垫或多触头,不管什么方法,压实是液压操作。
静压空气流一耗尽(时间设定),静压阀就立即关闭。
可能在压实时通入二次气流以提高铸型强度,这股气流将进一步使压实板压实的型砂层松散,并将其运送到靠近模型表面的重要区域,当模型在高度方向有大的变化时推荐使用此方法。
通入型砂的气流通过型板装置上足够大的排气面积排出,可以在型板框上安置缝隙式排气塞,如果必要,型板上也可以安置排气塞。
图2 砂型硬度和气流的分布,在不同的排气塞直径和排气塞设置位置不同的情况下排气面积和排气塞的安排是很关键的因素,在那儿,型砂被压缩空气紧实,图2 的数据表明:在排气塞方向,空气流携带型砂,所以在排气塞附近,型砂被最大化压实。
通过加倍排气塞面积,扩大了排气面积, 空气流有效性明显提高,所以型板四周紧实度增加。
在一系列实验中也得到相似的结果:实验中,为了在一个高120mm 的模型上的凹槽处建立合理的排气面积,数据表明(如图3):砂型硬度和空气流有关,而空气流又由排气塞的尺寸和数量决定。
风机的动压静压与全压2013.4

关于风机静压、动压、全压、余压的概念发布时间:2005-3-12 20:36:58※一、动压、静压和全压的本质及其特征动压实际是由于流体的宏观流动所产生的能量。
因此,如果没有流体的宏观流动也就不会产生动压。
而静压则是由于流体本身的分子热运动所形成的内在能量,不管流体在宏观上是运动的,还是静止的,它的分子都时刻在作热运动,静压能的存在只决定于分子的热运动,而与宏观流动与否没有关系。
换言之,不论是静止的,还是流动的流体,它都存在着由其分子的热运动而产生的内在静压力。
动压与静压之和叫全压。
因此,全压是流体的宏观流动与分子热运动的综合反映。
动压有两个明显的特性,一个是它与流体速度的二次方成正比例关系,即:(1)——流体的动压,Pa;式中PdW——流体速度,m/s;r——流体重度,N/m3;g——重力加速度,m/s2。
动压的这个性质非常重要,利用它可达到测量速度之目的。
动压的第二个特性是不能从全压中单独分离出来而独立传输,因而也就不能用仪器单独地直接感受动压,而只能通过同时感受全压和静压再以二者之差的间接形式显示在仪器中,如图1所示。
换言之,动压总是与静压粘合在一起以全压的形式传输到仪器上。
与动压不同,静压和全压却均能单独进行传输,并单独作用在仪器上,如图2所示。
图 1 动压的间接显示a. 静压(Pi)由于空气分子不规则运动而撞击于管壁上产生的压力称为静压。
计算时,以绝对真空为计算零点的静压称为绝对静压。
以大气压力为零点的静压称为相对静压。
空调中的空气静压均指相对静压。
静压是单位体积气体所具有的势能,是一种力,它的表现将气体压缩、对管壁施压。
管道内气体的绝对静压,可以是正压,高于周围的大气压;也可以是负压,低于周围的大气压。
b. 动压(Pb)指空气流动时产生的压力,只要风管内空气流动就具有一定的动压。
动压是单位体积气体所具有的动能,也是一种力,它的表现是使管内气体改变速度,动压只作用在气体的流动方向恒为正值。
HWS静压造型线及其应用

HWS 静压造型线及其应用强学峰 唐 力 应忠堂 吕 宁(214026 一汽无锡柴油机厂)摘 要:本文介绍了德国HWS 公司的EFA 2S D6静压造型自动线,对造型线的组成、控制系统、工作过程等进行了详细的介绍,并对存在的问题进行了改进。
Q iang Xuefeng ,T ang Li et al .Seiatsu Air F low Squeeze Moulding Line &Its Application.M odel EFA 2S D6automatic m oulding line of G erman com pany HWS has been introduced in details of its com ponent part ,control system ,w orking process etc.The existing problems have been s olved.主题词:静压造型线 应用 1997年,一汽无锡柴油机厂从德国HWS 公司进口了一条EFA 2S D6静压造型自动线(图1),主要用于6110发动机的铸件生产。
1998年9月底正式投产。
该线的设计生产率为80整型/h 。
经一年多的生产运行,该设备运转情况良好,可靠性高,故障率低,每天两班生产,日产量在1000箱以上。
图1 HWS 静压造型线1、28、20、231转运车 2.分箱机 3.造型推送缸 4.空箱清扫机 5.外型检查 6.静压造型机 7.翻箱机 8.台面清扫机 9.刮砂机 10.造型辊道 11.移箱机 12.造型缓冲缸 13.中间推送缸 14.铣浇口机 15.扎气眼机 16.下芯机 17.下芯辊道 18.合箱机 19.中间缓冲缸 21、31.升降台 25、32.推送/缓冲缸 22、29.推送缸 24、30.缓冲缸 26.捅箱机 27.落砂机(国产)收稿日期:1999—10—271 HWS 公司静压造型线1.1 静压造型线的主要参数砂箱内尺寸1300mm ×900mm ×350/350mm 生产率80整型/h 循环砂箱/小车数190副/195辆全线总功率340kW 液压定量泵3台,360L/min 液压变量泵1台,360L/min 储能器1台,100L 齿轮循环泵1台,450L/min 1.2 静压造型线的组成及工艺流程全线由造型段、下芯合箱浇注段、冷却段和返回捅箱段组成。
HWS静压造型线液压系统分析WOED
HWS静压造型线液压系统分析胡必超。
焦振功。
黄江斌。
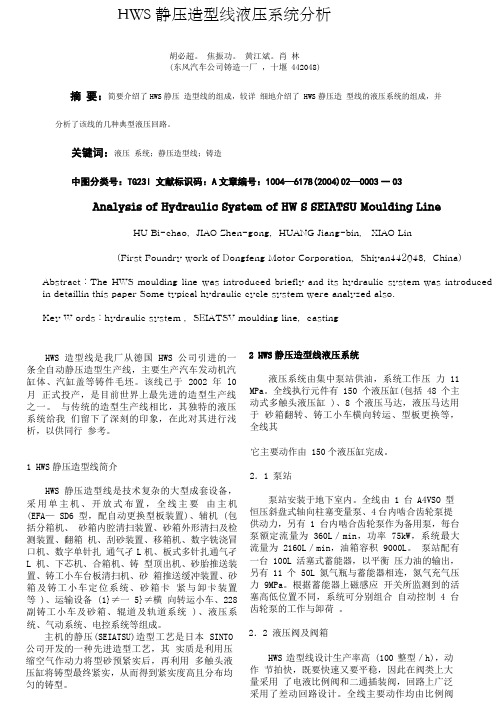
肖林(东风汽车公司铸造一厂,十堰 442048)摘要:简要介绍了HWS静压造型线的组成,较详细地介绍了 HWS静压造型线的液压系统的组成,并分析了该线的几种典型液压回路。
关键词:液压系统;静压造型线;铸造中图分类号:TG23l 文献标识码:A文章编号:1004—6178(2004)O2—0003一O3Analysis of Hydraulic System of HW S SEIATSU Moulding LineHU Bi-chao,JIAO Zhen-gong,HUANG Jiang-bin, XIAO Lin(First Foundry work of Dongfeng Motor Corporation,Shiyan442048,China)Abstract:The HWS moulding line was introduced briefly and its hydraulic system was introduced in detaillin this paper Some typical hydraulic cycle system were analyzed also.Key W ords:hydraulic system ,SEIATSV moulding line,castingHWS造型线是我厂从德国 HWS公司引进的一条全自动静压造型生产线,主要生产汽车发动机汽缸体、汽缸盖等铸件毛坯。
该线已于 2002年 l0月正式投产,是目前世界上最先进的造型生产线之一。
与传统的造型生产线相比,其独特的液压系统给我们留下了深刻的印象,在此对其进行浅析,以供同行参考。
1 HWS静压造型线简介HWS静压造型线是技术复杂的大型成套设备,采用单主机、开放式布置,全线主要由主机(EFA— SD6型,配自动更换型板装置)、辅机 (包括分箱机、砂箱内腔清扫装置、砂箱外形清扫及检测装置、翻箱机、刮砂装置、移箱机、数字铣浇冒口机、数字单针扎通气孑L机、板式多针扎通气孑L机、下芯机、合箱机、铸型顶出机、砂胎推送装置、铸工小车台板清扫机、砂箱推送缓冲装置、砂箱及铸工小车定位系统、砂箱卡紧与卸卡装置等 )、运输设备(1}≠一5}≠横向转运小车、228副铸工小车及砂箱、辊道及轨道系统 )、液压系统、气动系统、电控系统等组成。
KW线更新改造及HWS静压造型线的引进与应用

技术改造
KW线更新改造及 HWS 静压造型线的引进与应用
胡必超
东风汽车有限公司商用车铸造一厂
摘 要: 本文详细分析了原K W线存在的主要问题, 对更新与改造两个方案做了对比分 析; 介绍了H WS 静压造型线的组成、流程、工艺布局及设备特点, 重点分析了其液压系统, 总 结了本次技术改造的经验。
- 25 -
技术改造
不明显。但现在在市场经济条件下, 铸件精度要求 大大提高, 尺寸精度要求更为严格, 稍不注意就会 造成批量错箱, 造成巨大的人力、物力和财力浪 费, 甚至批量退货、经济索赔, 后果极其严重。我厂 现在采取的办法是将砂箱销子、销套作为一个质 量控制点来重点解决, 由过去的每年全部更新一 次砂箱销子、销套改为现在的半年全部更新一次 砂箱销子、销套。KW线全线将近320套销子、销套, 一是更换费用很高; 二是由于频繁的更换销子、销 套, 磨大了砂箱上销子、销套的固定孔, 使销子、销 套更容易松动, 造成了恶性循环。从我厂调研结果 来看, 现在新型造型线, 砂箱销子、销套都是又粗 又长, 使用五、六年也不用考虑更新。
- 28 -
《装备维修技术》2006 年第 1 期( 总期第 119 期)
d 去掉定位头定位前
5% 14%
技术改造
15%
66%
e 去掉定位头定位后 图8 砂箱定位示意图 在合箱机处, 由于接箱位置经常变化, 合箱精 度受到影响, 造成砂芯擦砂等导致铸件废品的质 量问题经常发生; 同时造成销子、销套的磨损和断 裂。因砂箱轨道高度磨损程度不一, 砂箱上表面水 平位置也变化不一, 造成刮砂刀高度无法准确调 整。刮砂刀和砂箱箱口的磨损加剧了, 刮砂效果也
自控式卧式管中泵箱式无负压供水设备产品原理、技术、流程、部件
自控式®卧式管中泵箱式无负压供水设备产品原理、技术、流程、部件、讲解自控式®卧式管中泵箱式无负压供水设备,是精铭泰公司继自控式®无负压供水设备之后研制、开发出的新型给水设备,它延续了自控式®无负压供水设备根本不产生负压的核心技术和设计理念,通过智能化控制手段,采用双水源自动补偿的方式最大限度的实现了不间断叠压供水模式,更进一步的保证了用户的用水安全性。
市政自来水和贮水箱双水源自动补偿切换作为设备的取水水源,当市政管网压力流量不足时,波浪式不锈钢水箱,调蓄水源进行差量补偿缺多少补多少,从而保证用户用水。
市政水通过水箱自动清洗装置、密闭式无阻力不锈钢阀门、不锈钢流量控制器、双阀体结构不锈钢过滤器遥控液压浮球阀、不锈钢稳流控制器、波浪式不锈钢水箱、不锈钢水箱出水口、臭氧自洁消毒器或紫外线消毒器、快装式软接装置、不锈钢智能增压装置、低阻力不锈钢止回装置、密闭式无阻力阀门、快装式软接装置、带加强筋的不锈钢压力缓冲罐、无阻力不锈钢无缝分流管件、密闭式无阻力不锈钢阀门、快装式软接装置、卧式管中泵、节能小流量保压泵、无阻力不锈钢弯头、低阻力不锈钢止回阀、密闭式无阻力不锈钢阀门、无阻力不锈钢无缝分流管件、节能型不锈钢保压罐、出水不锈钢压力流量传感器、由用户自行安装的软接装置和控制阀门、进入用户管网。
通过智能化控制手段,在与城市管网连接中根本不产生负压,保证在城市管网限定的流量下运行,当市政管网压力(流量)下降至最低约束值时,设备自动补偿、增压。
当市政管网压力(流量)高于最低约束值时,设备自动切回至市政水源供水。
市政水通过双阀体结构低阻力安全型不锈钢过滤器倒流防止器、不锈钢流量控制器、低阻力不锈钢止回装置、不锈钢压力流量传感器、带加强筋的不锈钢压力缓冲罐、无阻力不锈钢无缝分流管件、密闭式无阻力不锈钢阀门、快装式软接装置、卧式管中泵、节能小流量保压泵、无阻力不锈钢弯头、低阻力不锈钢止回阀、密闭式无阻力不锈钢阀门、无阻力不锈钢无缝分流管件、节能型不锈钢保压罐、出水不锈钢压力流量传感器、由用户自行安装的软接装置和控制阀门、进入用户管网。
KW造型机气流预紧和压实原理分析
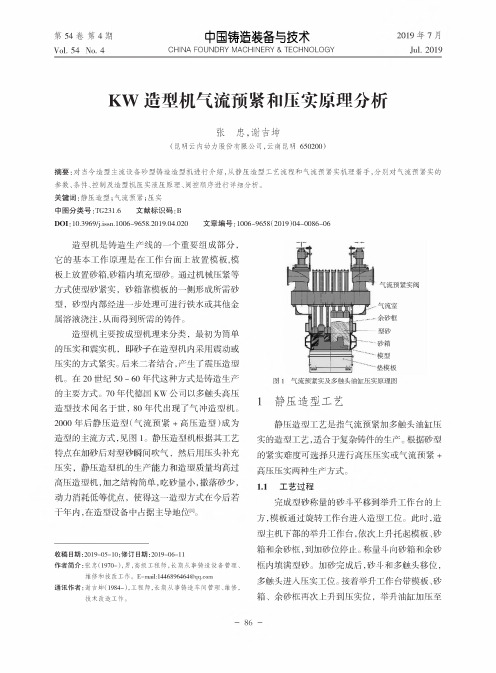
第5"卷第"期中国铸造装备与技术Vol.54No.4 CHINA FOUNDRY MACHINERY&TECHNOLOGY Jul.2019KW造型机气流预紧和压实原理分析张忠,谢吉坤(昆明云内动力股份有限公司,云南昆明650200)摘要:对当今造型主流设备砂型铸造造型机进行介绍,从静压造型工艺流程和气流预紧实机理着手,分别对气流预紧实的参数、条件、控制及造型机压实液压原理、阀控顺序进行详细分析。
关键词:静压造型;气流预紧;压实中图分类号:TG231.6文献标识码:BDOI:10.3969/j.issn.l006-9658.2019.04.020文章编号:1006-9658(2019)04-0086-06造型机是铸造生产线的一个重要组成部分,它的基本工作原理是在工作台面上放置模板,模板上放置砂箱,砂箱内填充型砂。
通过机械压紧等方式使型砂紧实,砂箱靠模板的一侧形成所需砂型,砂型内部经进一步处理可进行铁水或其他金属溶液浇注,从而得到所需的铸件。
造型机主要按成型机理来分类,最初为简单的压实实机,砂在造型机内或压实的方式紧实。
后来二者结合,产生了震压造型机。
在20世纪50-60年代这种方式是铸造生产的主要方式。
70年代德国KW公司以多触头高压造型技术闻名于世,80年代出现了气冲造型机。
2000年后静压造型(气流预紧+高压造型)成为造型的主流方式,见图1。
静压造型机根据其工艺在砂型砂气压头充压实压造型机的生产造型过压造型机,结,砂,砂,等,使得一造型方式在干年内,在造型设备中占据主导地位叭收稿日期:2019-05-10;修订日期:2019-06-11作者简介:张忠(1970-),男,髙0工程2,长期从事铸造设备管理、维修和技改工作c E-mail:1446896464@通讯作者:谢吉坤(1984-),工程师,长期从事铸造车间管理、维修,技术改造工作。
1静压造型工艺静压造型工艺是指气流预紧加多触头油缸压实的造型工,合铸件的生产砂型的紧实可进行压压实或气流预紧+高压压实两种生产方式。
意大利SIRIO—3600型储纬器电气原理简介
意大利SIRIO—3600型储纬器电气原理简介毒纠sZD.,圻,-电子技术?7一意大利SIRIO--3600型储纬器电气原理简介1ts"3.33石冢庄纺织研究所塑蒸垡3600型储纬器是直流电动机控制,一般情况下电源电压用75伏直流,微电子部分用24伏和15伏直流控制,电机可做正,反方向运行,有停车,制动控制,给纱控制,光电检测部分.用磁阻式传感器经F/v变换器取得速度信号.通过与速度给定信号比较,经放大后控制调整管调整电机转速.主要集成块用LM2907变换器和两块四运放加~些外围电路组成.现分别叙述如下.一,电源部分在一台织机上配备了一台电源箱,它提供75伏直流电压和24伏直流电压,输出最多可达8路.这样在一台织机上就能同时配备8只储纬器.稳压块Tl5,输人为+24伏,输出为+15伏作为供给微电子电路的电源,经由cl 和电容滤波,以减低波纹电压提高输出电压的质量.二,速度环的检测与控制1.速度信号是由磁阻式传感器测出,电机每转一周检出—个脉冲信号,经F/V变换模块13v12907转换成电压值其电路如图1所示. L~I/907用单电澡15伏供电,速度的脉冲信号f{由脚1输人经过变换从脚5输出速度电压值u,它与fi成正比.2.速度的给定是由电位器w完成的,它与Un经比较器得到差值AU,输人到下级运放.控制见图2.其中P2,P…为电路板对外接线的联接点,飓是运放的负反馈电阻,以限制输出AU的幅度值.图1频率电压转换电路Ljul图2电机速度环电路三,电流环的检剐与控制电流环另一块运放的功能是电动机电枢电流检襁I电路.它从电机电枢绕组的引线串接低电阻引出,在电机运转时它的电压大小代表其电枢负载电流,以间接反应其转速纳高低(除堵转外).此信号接到电压比较器LM324N2的正输入端,调整负输入端脚2的电阻大小和负反馈电阻.以使运放的输出电压控制在规定的范围内,见图3,其中R为电机线组电阻.LM324N2包括一个带有缓冲输出和电平位移的电路.它的结构对比较器的正电源要求较为严格.从图中可以看出,这是~种电压增益为1的射随器结构的输出级,具有较快的输出上升响应速度.但其下降速度决39?定于由T2组成的电流源I的电流值,其中用来作电平位移.图3电流检测电路《VzI—y'E四,电机的正反转控镧直流电机端电压75伏,正反转分别由达林顿晶体管MJ11015和BU932B控制.前者为PNP管,后者为NPN管.两套电流方向不同的晶体管电路控制着电机电枢的电流方向,所以使电机转动方向不同.根据纬纱的捻向S和Z来确定电机旋转方向.以一个方向旋转为倒:若绕纱鼓上纱线的存储已经够用了,因反射光线减低,光电接收器收到的信号减弱,经过其两极运放电路LM324与设定信号比较放大后.再输出到两级三极管放大, 即:Bc337及BD667其输出控制达林顿管BU932B的基极,控制该管关断,从而控制电机停转.当绕纱鼓上纱线减少时,光电反射电路的反射光线增强,光电接收器接到的电信号增强,经两级运放电路LM324与设定信号比较放大后,BC337及BD667两级晶体管放大,输出到达林管基极,使该管导通,控制电动机启动.绕纱继续进行.适当调节设定速度旋钮,可使电机在最佳状态,而不必频繁40?启动.当电路需反方向旋转,其电路也是如此,它由另一个达林顿管MJI1015组成,这里从略.其电路见图5,R15为负载电阻,D1为电机制动的电流释放通路.JpRI5图5电机控制电路五,纱线存储量的检测在绕纱鼓上存储的纱线长度,需要超过一次引纬量.它的检测是由光电检测放大处理电路来完成的.均匀排列在绕纱鼓上纬纱反射的光强与绕纱鼓本身反射的光强之差作为接收管获取储纱信号.此检测运用脉冲光产生与控制电路,这样可以增强发光管的发光强度.延长使用寿命.六,电路的不足之处从整个电路设计掏想理论上是合理的,就是用磁阻式传感器得到电机运转时的信号,经F/V变换测得速度与设定转速相比较控制电机运转,另一方面通过光电检测撵知绕纱鼓上纱线的多步来控制电机的启停.但有一例外就是由于生产车间环境的恶化飞花的缠绕,偶而纱线的退绕把电机轴塞住,因而造成堵转.此时测得速度信号减低,故而速度差值控制启动信号一直增加,使激励电流增加所以电枢电流大增,但电机仍不能转动而导致烧毁调整管直至电机烧毁.所修大部分线路板这种情况较为多见.故需要对线路加改进.在测出速度信号时,应再与屯枢电流的大小相比后再输给控制单元就叫避免上述故障的产生.。
HWS静压造型线及其应用
HWS 静压造型线及其应用强学峰 唐 力 应忠堂 吕 宁(214026 一汽无锡柴油机厂)摘 要:本文介绍了德国HWS 公司的EFA 2S D6静压造型自动线,对造型线的组成、控制系统、工作过程等进行了详细的介绍,并对存在的问题进行了改进。
Q iang Xuefeng ,T ang Li et al .Seiatsu Air F low Squeeze Moulding Line &Its Application.M odel EFA 2S D6automatic m oulding line of G erman com pany HWS has been introduced in details of its com ponent part ,control system ,w orking process etc.The existing problems have been s olved.主题词:静压造型线 应用 1997年,一汽无锡柴油机厂从德国HWS 公司进口了一条EFA 2S D6静压造型自动线(图1),主要用于6110发动机的铸件生产。
1998年9月底正式投产。
该线的设计生产率为80整型/h 。
经一年多的生产运行,该设备运转情况良好,可靠性高,故障率低,每天两班生产,日产量在1000箱以上。
图1 HWS 静压造型线1、28、20、231转运车 2.分箱机 3.造型推送缸 4.空箱清扫机 5.外型检查 6.静压造型机 7.翻箱机 8.台面清扫机 9.刮砂机 10.造型辊道 11.移箱机 12.造型缓冲缸 13.中间推送缸 14.铣浇口机 15.扎气眼机 16.下芯机 17.下芯辊道 18.合箱机 19.中间缓冲缸 21、31.升降台 25、32.推送/缓冲缸 22、29.推送缸 24、30.缓冲缸 26.捅箱机 27.落砂机(国产)收稿日期:1999—10—271 HWS 公司静压造型线1.1 静压造型线的主要参数砂箱内尺寸1300mm ×900mm ×350/350mm 生产率80整型/h 循环砂箱/小车数190副/195辆全线总功率340kW 液压定量泵3台,360L/min 液压变量泵1台,360L/min 储能器1台,100L 齿轮循环泵1台,450L/min 1.2 静压造型线的组成及工艺流程全线由造型段、下芯合箱浇注段、冷却段和返回捅箱段组成。
HWS静压造型的排气塞功能和作用
静压造型工艺中排气塞的功用和性能1简介在静压造型过程中铸型压实分两个过程,首先快速通入强气流,然后是压实。
加砂后,工作台将砂箱和含型板的型板框一起升起直到压触膨胀室(expansion chamber),在这种情况下,整个铸型区域和外部完全密封,这样,压缩空气只能通过型板或型板区域的排气塞排出。
事实上,压实过程有几个阶段,各阶段相继进行(如图1)。
在静压阀被打开,压缩空气通入型砂后,第一阶段,确保砂子均匀的分布在模型周围,尤其在模型轮廓周围有好的分布,第二阶段,砂子被压实,空气流在每个砂团上施加向下的力,使砂柱向下运动,空气流使砂子流动到模型最低处,内部形成的横向压力消除、破坏了砂子的达棚现象,在气流方向紧实度增加,一层一层,所以,在离模型最近的地方得到最高的紧实度。
静压阀打开的时间由模型的复杂程度、砂子的类型和阀的尺寸决定,可在0.1和1.0秒之间。
最终的压实可以和静压阀打开同时进行,也可以延时。
压实时,可以使用一个平带或一个塑料压板或水垫或多触头,不管什么方法,压实是液压操作。
静压空气流一耗尽(时间设定),静压阀就立即关闭。
可能在压实时通入二次气流以提高铸型强度,这股气流将进一步使压实板压实的型砂层松散,并将其运送到靠近模型表面的重要区域,当模型在高度方向有大的变化时推荐使用此方法。
通入型砂的气流通过型板装置上足够大的排气面积排出,可以在型板框上安置缝隙式排气塞,如果必要,型板上也可以安置排气塞。
图2 砂型硬度和气流的分布,在不同的排气塞直径和排气塞设置位置不同的情况下排气面积和排气塞的安排是很关键的因素,在那儿,型砂被压缩空气紧实,图2 的数据表明:在排气塞方向,空气流携带型砂,所以在排气塞附近,型砂被最大化压实。
通过加倍排气塞面积,扩大了排气面积, 空气流有效性明显提高,所以型板四周紧实度增加。
在一系列实验中也得到相似的结果:实验中,为了在一个高120mm 的模型上的凹槽处建立合理的排气面积,数据表明(如图3):砂型硬度和空气流有关,而空气流又由排气塞的尺寸和数量决定。
静压箱的5大作用与11种选型方法

静压箱的5大作用与11种选型方法2016-03-16建筑机电与设备什么是静压箱?静压箱又称稳压室,连接送风口的大空间箱体。
气流在此空间中流速降低趋近于零,动压转化为静压,且各点静压近似相同,使送风口达到均匀送风的效果。
(有的装到风机吸入口附近,同样也是起到降低风速作用,风机吸入口的风速过高,防止气流对叶轮的冲击。
)静压箱是一种传统的通风设施,常常被应用于恒温、恒湿和洁净室以及环境气候室这类对室内温度、湿度、洁净度和气流分布均匀性有精确要求的空调风系统中,一般的空调都是零静压的,用不到静压箱,只有功率大的空调如5HP送风距离远,所以它即可用来减少通风、空调系统中的噪声,又可获得均匀的静压出风,减少动压损失,是送风系统减少动压、增加静压、稳定气流和减少气流振动的一种必要的配件,一般使用镀锌钢板来制作,可使送风效果更加理想。
工程实例本草堂阴凉库为轻钢结构,屋顶无法承重,采用传统的通风系统无法安装,医药院设计师在方案设计时选用静压箱连接纤维织物空气分布器送风。
静压箱缓冲气流、减少动压,增加静压,使纤维织物空气分布器送风精准均匀的效果充分展现。
本草堂阴凉库顺利通过GMP专家组评审。
静压箱作用1、可以把部分动压变为静压使风吹得更远;2、内衬消声材料,可以降低噪音(消声量10-20dB(A);3、风量均匀分配;4、在实际的通风系统和空调风系统中,常常会遇到通风管道方变圆、圆变方、变径、直角拐弯、多管交汇等情形,都需要有特定的管件来连接,这些特定管件的制作,即费时又消耗材料,安装也不便利。
这时采用静压箱作为管件来连接它们,就能大大的简化系统,从而使静压箱起到一种万能接头的作用。
5、静压箱可用来减少噪音,又可获得均匀的静压出风,减少动压损失,把静压箱很好地应用到通风系统中,可提高通风系统的综合性能。
静压箱设计原则静压箱的作用是为各分支管路提供均匀的压力,从理论上说静压箱内部静压处处相等,也就是说静压箱内部流速处处为零,要满足这点的条件是静压箱体积无穷大。