KW静压造型线FOX浇铸机
KW静压造型线的造型工艺和生产应用

KW静压造型线的造型工艺和生产应用摘要:介绍了KW静压造型线的造型工艺,造型线的一些技术特点和生产应用情况。
关键词:静压造型;工艺;生产我厂103线设备役龄过长,精度下降和技术状态劣化,且装备技术和造型工艺技术落后,使造出来的铸型质量每况愈下;而另一方面,随着发动机铸件向技术含量高的轻、轿、重型发动机铸件拓展,对铸型的质量水平要求越来越高;而且随着产品品种的拓宽,造型线的技术规格(如砂箱内腔尺寸)已无法满足一些产品(如大马力柴油机缸体)的生产要求。
因此,为适应生产发展的需要和有效提升我厂的市场竟争力,对该造型线进行更新改造就显得十分必要。
103线更新改造项目于09年立项,是2010年常柴重点技改项目之一,它在拆除原有国产103气冲造型线的基础上,重新建设KW造型线的基础和配套设施,经多方论证,公司于2010年初从德国引进KW造型线,经过半年多的安装和调试于2010年8月份投入试运行。
1、静压造型工艺静压造型工艺是指气流预紧实加压实的造型工艺,适合于复杂铸件的生产。
根据砂型的紧实难度可选择只进行高压压实或气流预紧实AIR-PRESSplus 2000,加随后的高压压实。
1.1工艺过程造型工艺过程参见图1阀门压气框添砂框型砂砂箱半箱模型模板框所用造型机机型是下部带有举升机构的造型机,定量砂斗和多触头压头交替地运行到举升机构上方,模板通过旋转换位机构进出造型工位。
举升机构一次举升后,定量砂斗向砂箱和余砂框内填加型砂,而后砂斗和压头换位,接着举升工作台再次上升并增压,实现密封。
此后,气流预紧实阀快速打开,压缩空气流过型砂和模板上的排气塞,排放到空气中。
在此过程中,型砂也流动起来,流向模板深凹处等难以充填和难以紧实的部位,填满加砂时出现的空穴;向下流动的型砂碰到模板表面而被预紧实。
预紧实后,在模板附近的砂型紧实度最高。
对于没有必要采用气流预紧实的产品,则取消此过程。
气流预紧实后或举升工作台再次上升并增压后(不需要气流预紧实时),主动式多触头压头紧实砂型。
垂直分型线在铸造厂应用分析
垂直分型线在铸造厂应用分析摘要:社会经济在快速发展的同时,也促进了各行各业的迅速发展,铸造业作为现代化工业建设与生产过程中极为重要的组成部分,对社会经济的发展有着重要的影响,我国早在上世纪60年代末便开始引进了丹麦的DISA垂直分型造型线,由于其具备投入成本低、受人为因素比较小,且生产效率高等优势,被广泛应用于各大铸造厂生产当中。
当前,除了国外的日本、丹麦以及西班牙等公司之外,我国的企业也已经开始生产垂直分型线。
关键词:垂直分型线;铸造厂;实际应用前言:当前,大多数的企业主要使用的是水平分型静压造型线开展汽车零部件加工生产,充分考虑到水平分型造型线的产品结构特性以及工艺适应性等特征,所采取的选择。
垂直分型造型线的整体生产效率与质量是一般水平分型造型线的2-3倍,所以,对于砂芯比较少的零件,选择垂直分型造型线进行生产是更加优质的选择。
不管是水平分型或者是垂直分型,再或者震击、静压等造型,在选择工艺以及生产过程中,一定要充分考虑到产品的性能以及结构需求,要对产品的工艺要求、投入成本、市场价格等方面因素进行综合考量,从而进一步确定科学合理的最终方案。
1、垂直无箱造型线的实际应用情况东风汽车有限公司旗下的铸造一厂和铸造二厂主要是以汽车零部件生产为主,也是非常专业现代化的铸造厂,也是我国最早期引进DISA垂直分型线的工业企业,铸造一厂现有一条DISA造型线,铸造二厂现有两条DISA2013MK3线。
铸造一厂的垂直分型线砂箱的实际尺寸为600mm、480mm、250mm,其主要是以生产轴承盖、灰铸铁、铸铁排气管、转向支架等相关汽车零部件,并且供应东风汽车、大众以及康明斯等汽车企业,在实际生产过程中,冷却段长度会对生产能力产生极大的影响,并且生产速度在100-150型/h。
铸造二厂的造型线砂箱尺寸在600mm/480mm/250、350mm,以生产发动机的主轴承盖、垫板、发动机支架、油封座、差速器壳体等汽车安保类零部件。
静压造型自动线的造型工艺与电气控制解读
气流预紧实加压实工艺
●只进行高压压实(具有非常好的压实效果并省去压缩空气),或 ●气流预紧实AIRPRESSplus 2000技术,加随后的高压压实
气流预紧实
气流预紧实工艺要求压缩空 气压力5-6.5bar
阀门
压气框
添砂框
气流阀的开启时间KW公司在 设计时已经考虑,在液压系统设 计上保证气流预紧实工艺要求的 快速开启时间。用户只是考虑打 开的时间,使压头上的气箱与出 储气罐达到压力平衡,时间最大 为 0.5 秒。然后气流阀关闭,设 置排气塞排气时间,到时后,气 箱余气排气。
举升工作台运行曲线
IP252COM记录的工作台从下位举升到加砂位的运行曲线。 横轴为时间轴,单位ms。纵轴为位移高度,单位mm。
高响应比例换向阀(四线)
伺服阀(五线)
液压伺服控制原理
液压驱动的装置采用伺服控制,可以实现快速平稳的准确定位。 同时可以获得稳定的动作节拍,不受液压系统油温油压变化的影响。
气流预紧实最小的排气面积 为型板总面积的1.5-1.7%. 排气塞具有排气和进气功能, 除可以增加砂型表面硬度外,还 可以避免起型时造成真空,坏型。
型砂
砂箱半箱
模型
多触头压实力分区控制
压头缸数量:48个 压头尺寸: 直径约 123 mm 压实力: 约1.254 kN 压力: 最大150 /cm2 压力分区: 4个 1 - 外部 2 – 内部1区 3 – 内部2区 4 – 内部3区
② 理论设定值 + 偏差补偿量 = 实际设定值
③ 实际秤值 - 秤底值 = 实际有效重量 ④ 实际设定值 - 实际有效重量 ≤ 0 皮带给料机停止,判断秤静止后计算偏差。 ⑤ (理论设定值 - 实际有效重量)/ 2 + 上次偏差量 = 下次偏差补偿量
重汽公司新上一条静压造型线
o F M T 中国铸造装备与技术 4 20 /07
维普资讯
汽车铝合金散热器片压铸型设计
De i n o eCa tn ef rAl m i u Al yRa i t ro t m o i sg f Di si gDi u n m l d a o f o o Au o bl e
王志 峰 赵维 民 ( 河北 工业 大学 材料 加工 工程 系 , 津市 3 0 0) 天 01 3
摘 要 : 析 了铝 合 金散 热器 结 构 工 艺性 特 点 , 绍 了压 铸 型 的浇 注 系统及 模 具结 构 设 计, p Q 图验 证 分 介 用 -
朱小 钢
关键 词 : 静压 造 型线 , 术参 数 , 术性 能 技 技
张
杰
李来 升 ( 南铸锻 机械研 究所 , 南 2 0 2 济 济 5 0 2)
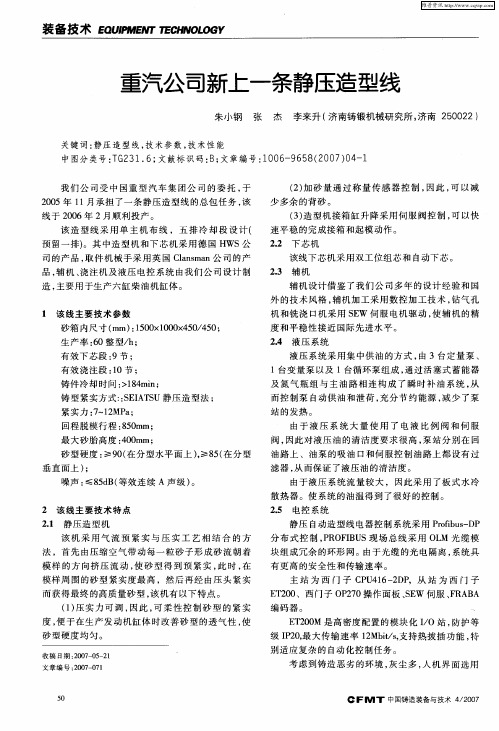
中图分类号 : G 3 . 文 献标识 码 : ; 章编 号 : 0 — 6 8 2 0 ) 4 1 T 2 1 6: B文 1 6 9 5 (0 70 — 0 我 们 公 司受 中 国重 型 汽车 集 团公 司 的 委 托 , 于 20 0 5年 1 月 承担 了一条静 压造 型线 的总包 任务 , 1 该
司 的产 品 , 件 机械 手采 用英 国 C a s a 取 l m n公 司 的产 n 品, 机 、 辅 浇注 机及 液压 电控 系统 由我 们 公 司设 计 制 造, 主要 用 于生产 六缸 柴油 机缸体 。
1 该 线主 要技术 参数
该线 下芯机 采 用双工位 组 芯和 自动下芯 。
线 于 20 0 6年 2月顺 利投 产 。
( ) 砂 量 通 过 称 量传 感 器 控 制 , 2加 因此 , 以减 可
东九静压线铸造工艺流程
东九静压线铸造工艺流程-概述说明以及解释1.引言1.1 概述概述:东九静压线铸造工艺是一种先进的铸造工艺,在金属制造行业具有广泛的应用。
它采用先进的压力控制技术和精密模具,通过对金属材料进行高压力填充和凝固过程的控制,实现了高精度、高品质的零件生产。
该工艺主要适用于复杂形状、高要求的零件制造,具有尺寸精度高、表面质量好、内部组织致密等优点。
东九静压线铸造工艺流程主要包括模具设计、准备工作、浇注、保压、冷却等环节。
在模具设计过程中,需要根据零件的形状和尺寸要求进行模具的设计和制造,确保模具能够准确地复制出零件的形状和尺寸。
在准备工作阶段,需要对金属材料进行熔化和预热处理,以保证材料的流动性和凝固性。
浇注阶段是将熔化的金属材料倒入模具中,通过压力控制技术实现材料的高压力填充和密实凝固。
在保压阶段,需要对零件进行一定时间的保压,以确保零件内部结构的致密性和凝固过程的完整性。
最后,在冷却阶段,需要将零件从模具中取出,并进行冷却处理,使其达到所需的硬度和强度。
东九静压线铸造工艺具有一定的技术要求和设备要求。
首先,需要使用高精度的数控机床和数控加工中心制造模具,以确保零件的尺寸和形状精度。
其次,需要使用高压气体控制系统和精密压力传感器实现对填充和凝固过程的压力控制。
同时,还需要使用熔炼炉和热处理设备对金属材料进行熔化和预热处理,以确保材料的质量和流动性。
东九静压线铸造工艺在很多领域都有广泛的应用。
特别是在航空航天、汽车制造和机械制造等行业,由于零件的复杂形状和高要求,传统的铸造工艺往往难以满足生产要求。
而东九静压线铸造工艺凭借其高精度、高品质的特点,能够有效地解决这些问题,提高产品的质量和生产效率。
综上所述,东九静压线铸造工艺是一种先进的铸造工艺,通过精密模具和压力控制技术实现对金属材料的高压力填充和凝固过程的控制,能够生产出高精度、高品质的零件。
它在复杂形状、高要求的零件制造中具有广泛的应用前景,将为相关行业的发展带来新的机遇和挑战。
保定维尔铸机静压造型线在林州铸园投产运行并获用户好评
保铸静压造型线在林州铸园投产运行并获用户好评
保定维尔铸造机械股份有限公司(简称保铸、或保定铸机、或保定维尔铸机)承制的林州铸园公司1300X900静压自动造型线(1线),在林州铸园的积极配合下已投产使用,试运行1个月来,运行稳定可靠,各项技术指标均已达到设计要求,受到用户一致认可和好评。
今年4月林州铸园向保定维尔铸机订购的第二条同规格静压造型线(2线),已正在保铸工厂内进行紧张有序的制作中,8月初将完成厂内总装调试。
保定维尔铸机公司通过吸收国外先进的技术,研制的静压造型线具有全自动、生产率高、铸件精度高、能耗低的优点。
近年来,随着保铸对静压自动造型线的不断创新和完善,越来越多的客户对保铸的静压自动造型线给予了高度关注和认可,市场占有率正快速提升。
通讯员:项谦、历强
2011、6、11、。
SEIATSU-HWS静压线造型主机原理

SEIATSU-HWS静压线造型主机 原理
contents
目录
• SEIATSU-HWS静压线造型主机概述 • SEIATSU-HWS静压线造型主机结构 • SEIATSU-HWS静压线造型主机工作流
程 • SEIATSU-HWS静压线造型主机性能参
数 • SEIATSU-HWS静压线造型主机维护与
主机控制与监测系统
控制系统
主机采用先进的控制系统,实现自动化和智能化控制。
监测系统
监测系统对主机的运行状态进行实时监测,确保设备安全稳定运行。
04 SEIATSU-HWS静压线造 型主机性能参数
性能参数概述
01
最大静压:6000Pa
02
最大流量:1200L/min
03
最大功率:150kW
04
主机重量:2500kg
02 SEIATSU-HWS静压线造 型主机结构
主机结构组成
01
02
03
04
主机框架
提供整体结构支撑,确保主机 稳定运行。
静压线装置
负责提供稳定的气流,确保造 型过程的顺利进行。
控制系统
控制主机运行,实现自动化操 作。
辅助部件
包括电源、气源等,为主机提 压线压力与流量
压力范围:0-6000Pa 流量范围:0-1200L/min
压力调整精度:±25Pa 流量调整精度:±5L/min
主机效率与稳定性
效率
≥95%
稳定性
连续工作24小时无故障
维护周期
6个月或1000小时
05 SEIATSU-HWS静压线造 型主机维护与保养
日常维护与保养
清洁主机表面
主要流程
包括型砂制备、砂型组装、浇注、冷 却等环节,每个环节都有严格的工艺 要求和精确的控制参数。
(完整版)德国HWS公司的EFA2SD6静压造型自动线

1 德国HWS 公司静压造型线从德国HWS 公司进口了一条EFA2SD6 静压造型自动线,主要用于发动机的铸件生产。
该线的设计生产率为80 整型/ h,设备运转情况良好,可靠性高,故障率低,每天两班生产,日产量在1000 箱以上,年产量为20000万吨汽车配件。
1. 1 静压造型线的主要参数砂箱内尺寸1300mm ×900mm ×350/ 350 mm生产率80 整型/ h循环砂箱/ 小车数190 副/ 195 辆全线总功率340kW液压定量泵3 台,360L/ min液压变量泵1 台,360L/ min储能器1 台,100L齿轮循环泵1 台,450L/ min1. 2 静压造型线的组成及工艺流程全线由造型段、下芯合箱浇注段、冷却段和返回捅箱段组成。
造型段主要由分箱机、造型推送缸、造型辊道、空箱清扫机、静压造型机、翻箱机、移箱机、造型缓冲缸等组成。
转运车1 把空砂箱和平板小车一起移入分箱机2 ,2 松开箱卡依次提起上下箱,提升上下箱时油缸的行程是不同的,油缸的行程是由脉冲编码器控制的。
在造型推送缸3 和缓冲缸12 相互配合下,上下箱被推上造型辊道,由4 和5 对砂箱进行清扫和外型检查。
然后进入造型机中心,举起砂箱完成接箱、加砂、静压、压实和回程起模。
辊道上每移动一个铸型,翻箱机7 就翻转180Ü(正反转) 。
刮砂机9 在铸型移动时对砂箱背面进行刮砂,然后铸型进入移箱机11 ,11 依次抓起上下型分别放在下芯辊道和平板小车上。
提起和放下铸型的油缸是由脉冲编码器控制的。
下芯合箱浇注段主要由中间推送缸、中间缓冲缸、下芯辊道、铣浇口机、扎气眼机、下芯机和合箱机组成。
主要完成铣浇口、扎气眼、下芯和合箱。
合箱机18 夹紧并提起上型翻转180Ü,在中间推送缸13 和缓冲缸19 的作用下铸型向前移动一个位置, (移箱机把上型放在这留下的空位) 。
下型移进合箱机18 ,把上型放下合箱,并卡紧箱卡。
kw造型机

收稿时间:1999-03-01
对油液污染的控制:由于系统广泛的使用电液比例方向阀及高压阀,使得对油液的污染控制较为严格。系统在循环油路上设有一个过滤器,用来净化泵站油液,并且新油加入也要通过这个过滤器进入油箱,主油路及润滑回路的回油都要通过过滤器回油箱,而从主油路引出的控制油路也要通过过滤器进入系统。所用过滤器均采用HYDAC公司的β-微米无机纤维过滤器,过滤精度达到10μ,过滤比β≥100,面国内过滤器过滤比一般为70,且此种过滤器纳污程度较好,结构强度较高。
在泵站方面:KW造型机仍然采用了集中供油的方式,由一个泵站向造型自动线提供液压动力。泵站由四台齿轮泵,两台高压柱塞泵,一台循环泵组成。泵站向整个系统提供压力油、高压油、控制油及油缸导向杆的集中润滑。压力油用来推动整个液压系统油缸的运动,高压油则用于主机举升工作台的托举及捅箱机对砂胎的捅出,此外,活塞式氮气蓄能器及氮气瓶组与主油路相连构成了瞬时补油系统。蓄能器装有电磁感应开关,用来感应氮气蓄能器中油液是全空、半空或全满从而控制四个齿轮泵是全部供油、部分供油或全部卸荷,系统工作压力由氮气压力决定。集中润滑回路由主油路引出,经减压至25MPa后,向油缸导杆提供润滑油。控制油路由主油路引出,经过滤向比例先导阀供油,循环泵的循环回路上串联了一个加载阀块及水冷式热交换器,在加载阀块加载时,可代替常用的热电偶使油液加热,当加载阀卸荷及冷却水路打开时,可冷却油液,并通过温度传感器自动控制保证系统工作在一个设定的温度区域。
随着现代技术的发展,KW造型线在保持了原来集中供油的设计思想前提下,用了许多新技术、新元件,使油路设计更加简洁,控制调整更加方便,自动化程度更高,但同时,为保证液压系统的可靠工作,对油液的污染控制和对油温的控制也更加严格,体现了现代液压工业电液结合更加紧密,对油液要求也更加严格的发展趋势。
KW线更新改造及HWS静压造型线的引进与应用

技术改造
KW线更新改造及 HWS 静压造型线的引进与应用
胡必超
东风汽车有限公司商用车铸造一厂
摘 要: 本文详细分析了原K W线存在的主要问题, 对更新与改造两个方案做了对比分 析; 介绍了H WS 静压造型线的组成、流程、工艺布局及设备特点, 重点分析了其液压系统, 总 结了本次技术改造的经验。
- 25 -
技术改造
不明显。但现在在市场经济条件下, 铸件精度要求 大大提高, 尺寸精度要求更为严格, 稍不注意就会 造成批量错箱, 造成巨大的人力、物力和财力浪 费, 甚至批量退货、经济索赔, 后果极其严重。我厂 现在采取的办法是将砂箱销子、销套作为一个质 量控制点来重点解决, 由过去的每年全部更新一 次砂箱销子、销套改为现在的半年全部更新一次 砂箱销子、销套。KW线全线将近320套销子、销套, 一是更换费用很高; 二是由于频繁的更换销子、销 套, 磨大了砂箱上销子、销套的固定孔, 使销子、销 套更容易松动, 造成了恶性循环。从我厂调研结果 来看, 现在新型造型线, 砂箱销子、销套都是又粗 又长, 使用五、六年也不用考虑更新。
- 28 -
《装备维修技术》2006 年第 1 期( 总期第 119 期)
d 去掉定位头定位前
5% 14%
技术改造
15%
66%
e 去掉定位头定位后 图8 砂箱定位示意图 在合箱机处, 由于接箱位置经常变化, 合箱精 度受到影响, 造成砂芯擦砂等导致铸件废品的质 量问题经常发生; 同时造成销子、销套的磨损和断 裂。因砂箱轨道高度磨损程度不一, 砂箱上表面水 平位置也变化不一, 造成刮砂刀高度无法准确调 整。刮砂刀和砂箱箱口的磨损加剧了, 刮砂效果也
德国KW公司双面挤压4.0

7
AIRPRESS plus 2000
空气阀
导气框
余砂框 型砂
上箱或下箱
型板 型板框
气流预紧实AIRPRESSplus2000 工艺的压实过程
气阀位置
在设备内的压实过程:
1) 2) 3) 4) 5) 6) 7)
型砂落到模板上 型腔关闭 气阀打开 0,5 秒后气阀关闭 型腔内压力降低 多触头静压后又返回原位 脱出砂型
德国KW公司 THANK YOU FOR ATTENTION!
4,5 l/min
21,5 l/min
3 l/min
平均传动功率消耗: P = Q ( l / min) x p ( bar ) / 600
2 kW
9,5 kW
1,25 kW
5,6 kW
总数
141 kW
100%
107 kW
76%
108 kW
77%
90 kW
64%
20
祝大家身体健康 ! 事业兴旺发达 !
2) 由于功能集成化的上升趋势以及对铸件的轻量化要求越来越高,铸件 也在不断地变化成为复杂的综合体。
3) 在质量,生产,经济性,以及工作保护和环境保护方面不断地要求改 进
IfG - Institut für Gießereitechnik (Institute for Foundry Technology) - Duesseldorf/Germany
多触头压实模拟 – 压实后的堆积密度
在砂型和多台阶的模板上模拟验证:
•
目前水平静压造型线的造型工艺
德国KW公司自80年推出气流预紧实+多触头静压的造型工艺,至今已有三十多年了。 使用出现了不少问题,譬如砂箱与余砂框之间的密封泄漏喷砂问题,能源浪费等等。 为了节约能源KW公司对现有的造型工艺做了改进, 即淘汰耗能高,实际效果又不好的 气流预紧实。KW公司开发了双面挤压4.0系统 + 多触头静压技术。 KW TWINPRESS 4.0 是双面压实技术的一个新发展并且已经申请了专利。 在造型时通过在系统中的压力传感器紧实度的值会被一直监测,误差会被自动修正。相 当于给安装了型腔硬度在线检测仪。
中国铸造供应商产品目录

中—口单位产品名称及说明联系人电话广告★造型制芯设备及生产线保定维尔铸造机械股份有限公司无箱射压自动造型线:系统水平分型、垂直分型无箱射压自动造型线,适用于中小铸件高效批量生产。
李娟前彩6致恒(天津)实业有限公司造型设备及生产线:AMF系列垂直造型、水平分型、双面模板、脱箱自动造型生产线;HVM系列减压生产线;BMD全自动多触头下举升压实造型机、有气流调节机构的空气冲击造型机、高速冲击多触头造型机等有箱造型机及生产线。
刘万清前彩16机铸机械有限公司采用目前已知最先进的潮模砂造型工艺-静压造型。
单工位静压造型线:砂箱内尺寸800x600mm~2800x1300mm,生产率40〜120整箱/小时;双工位静压造型线:砂箱内尺寸800x600mm~1300x900mm,生产率150-200整箱/小时。
根据用户车间空间情况,设计各种适合用户的布线方式,可设计多层冷却线M李升封四江阴市铸造设备厂有限公司V法铸造成套设备:V法造型机组、除尘设备、砂冷却输送系统、真空管理系统、循环水系统。
砂箱采用双层钢结构,最大砂箱尺寸3600x2600x5004000(mm)o夏汝明彩4机械有限公司KW公司静压造型线:新一代双面压实造型技术已在国内、外广泛应用,高节保铸件寸的致成本,可实现远程诊断。
于封三机械有限公司业部静压造型机:ACE静压造型机,各种型号,满足生产要求。
史继顺/了删前彩12机械有限公司业部水平分型脱箱造型机:FBO、FBOX、FCMX水平分型脱箱造型机,具备各种型号,满足生产要求。
史继顺/780&前彩12机械有限公司冷芯盒射芯机:Z84系列B型全自动冷芯盒射芯机采用下压式,具有水平分型、垂直夹紧、移出下顶芯取芯、自动清理、自动快换模具等功能。
机器配置封闭式机屋,隔离制芯现场,净化操作环境。
具有国外同类产品的先进性,是汽车、柴油机等行业自动化生产高精度砂型的优选产品M张杰前彩39机械有限公司组芯浸涂烘干自动线:组芯浸涂烘干自动线是为汽车缸体、缸盖生产而研发的一款先进自动化I道系统,可根据不同的产品对整个系统进行优化设计,实现了从制芯完成到组芯转运的全套工序;该系统主要设备包括取芯机械手、砂芯输送皮带、浸涂机械手、输送I道、表干炉、组芯机、取件机械手等;机械手具备四轴自由度;采用伺服、变频等驱动系统,设备运行精确可靠,生产效率高。
引进开放式静压造型线对原KW式造型线的改造
收稿日期:2003-11-26作者简介:黄江斌(1962-),男,学士,高级工程师,主要从事铸造设备非标设计、技术改造工作。
设备研究引进开放式静压造型线对原KW 式造型线的改造黄江斌, 焦振功, 陈放平, 胡必超(东风商用车公司铸造一厂,湖北十堰 442000)摘 要:介绍了我厂在不改变原有厂房结构、基础和工艺布局的情况下,在确保不影响产品正常生产的前提下,将技术落后的封闭式布线的原KW 造型线进行更新改造的方案设计过程,并简介了新设计的HWS 造型线的一些技术特点和生产应用情况。
关键词:造型线;方案设计;静压造型;开放式;特点中图分类号:T G231.6 文献标识码:A 文章编号:1004-6178(2004)01-0001-04Introdu ction of Open Static Press Mouldng Line for Improving the Former Close LineH UANG Jiang bin, JIAO Zhen gong, CHENG Fang ping, H U Bi chao (T he Fir st Foundry of Dongf eng T r ade M otor Co.H ubei Shiyan 442000,China)Abstract:T he for mer close K W moulding line was improv ed under the condition o f no t changing wor kshop structure,foundation and pr ocess arrangement,w hich i s on the premise of not influencing normal product ion.T he technique characteristics and production application of t he new design HW S moulding line are int roduced.Key Words:moulding line;project desig n;static press moulding;o pen;characteristic我厂原有的KW 造型线投产32年来,已生产出多个品牌的汽车发动机缸体、缸盖等合格铸件60多万t,其产量占全厂总产量的50%左右,是我厂赖以生存发展的关键设备。
KW铸造造型线压实缸改造

KW铸造造型线压实缸改造
焦振功
【期刊名称】《装备维修技术》
【年(卷),期】1998(0)2
【摘要】1 存在的问题及原因KW 铸造造型线(下称 KW 线)是我厂重点设备,多年来,有两个问题一直困扰着它的正常生产。
(1)液压系统的泄漏液压系统内泄漏严重,造成 KW 线无法达到正常的生产节拍,影响生产任务的完成。
我们曾经做过液压系统泄漏试验。
【总页数】4页(P11-14)
【关键词】液压系统;压实系统;增压器;铸造造型;液压油;油缸;改造;增压压力;增压活塞;泄漏试验
【作者】焦振功
【作者单位】东风汽车公司铸造一厂
【正文语种】中文
【中图分类】TG231.6
【相关文献】
1.KW线更新改造及HWS静压造型线的引进与应用 [J], 胡必超
2.改造主机压实缸治理KW高压造型线液压系统泄漏 [J], 焦振功
3.引进开放式静压造型线对原KW式造型线的改造 [J], 黄江斌;焦振功;陈放平;胡必超
4.自动造型铸造生产线的改造和使用——一汽铸造有限公司铸造一厂 [J], 车学温
5.KW铸造造型自动线油泵站液压改造 [J], 史强;黄江斌
因版权原因,仅展示原文概要,查看原文内容请购买。
32号项目造型线捅箱机设计总结

32号项目造型线捅箱机设计总结摘要:简述水平套箱造型线中铸型和铸件从砂箱中捅出的辅机设备的工作原理,设计方案及设备的主要构成,并对安装调试后续发现的问题进行改进。
该设备采用液压驱动,PLC控制,结构简洁,运行稳定可靠而且经济高效。
经调试已正常运转并得到客户的认可。
关键词:捅箱;液压驱动;运转;清扫一.前言ABM水平套箱造型线为我公司研发设计的新型全自动潮模砂铸造造型线,其套箱原理是在造型主机内将铸型直接挤入浇注砂箱,而后在浇注砂箱内完成浇注,冷却和落砂。
该造型线在保留无箱高效率低成本优点的前提下,既解决了无箱造型线涨箱和错箱的弱点,又加强了其抵抗胀箱的能力,减小了错箱的幅度。
它适用于生产外形复杂,对错箱和胀箱要求比较严格的中小铸件,例如:进排气管,制动毂,轮毂,涡轮壳,电机壳,水泵壳等等。
该设计已获得中国铸造协会创新奖。
捅箱机是该造型线上一项重要的辅机装备,功用是将冷却后的铸型和铸件从砂箱中捅出并转移至落砂设备上。
根据ABM造型线整体的布局状况和循环流程,该捅箱机需要安放在冷却线末端,将砂型以及铸件从套箱中捅出至落砂机上,并将空的外砂箱(套箱)运转回造型线上。
考虑到外砂箱内壁及转运车底板会有多的余砂需要清理,所以捅箱机还需要包括这些部位的清扫机构。
该项目造型线相关主要技术参数:砂箱平面尺寸为:720mm×720mm;砂型总高度:600-670 mm可调整,每半型高度在280-350 mm范围内无级可调;标准线最大生产效率:130-140整型∕小时实际冷却时间按实际生产率约120分钟。
该项目捅箱机设计相关技术参数:外砂箱实际设计尺寸为760mm×760mm×600mm。
二.捅箱机工作原理设计32号项目ABM水平套箱造型线捅箱机工作原理为:砂箱上部固定方形捅头(捅头上带清扫刷),用机械手将套箱及浇铸后的铸型,砂型从冷却线上提起直捅头上方,并转运至砂处理的振动输送槽上方;机械手继续提升,固定捅头将砂箱内的砂型和铸件一起自上而下捅出外砂箱并使之落在振动输送槽上。
生产小型铸件的挤压造型自动线
生产小型铸件的挤压造型自动线
吴锦亮
【期刊名称】《铸造设备研究》
【年(卷),期】1990(000)002
【摘要】本文介绍了北京玛钢厂生产小型铸件用的挤压造型自动线,其中应用了ZZ416自动挤压型机以及短线圈底注保温浇包两顶科研成果使之转化为生产力。
文中分析了所用设备的结构、性能和特点,还列举出使用经验及技术经济分析。
用挤压造型线批量生产中小型铸件优点甚多,成为铸造业改造的主要发展方向之一。
现有挤压造型线中以生产小型铸件者居多,这样的挤压造型可采用北玛挤压线的主辅机和布线方式,以简化设备、减少投资、降低运行动力消耗、适合我国目前电力紧张的国情,从而进一步提高该线的开工率,取得明显的经济效益。
我国中小铸造厂占很大比重,北京玛钠厂的挤压造型自动线对这类工厂特别具有推广价值。
【总页数】8页(P109-116)
【作者】吴锦亮
【作者单位】北京玛钢厂
【正文语种】中文
【中图分类】TG231.62
【相关文献】
1.砂箱造型与地坑造型相结合生产超大型机床横梁铸件 [J], 惠玉刚;周桂梅;徐君东;金辉;袁艳欣
2.缸体、缸盖铸件生产的总体工艺路线——车用中小型发动机灰铸铁缸体缸盖铸件生产工艺(1) [J], 康宽滋
3.DISAMATIC造型自动线生产汽车铸件的经验 [J],
4.无箱挤压造型自动线PC控制系统 [J], 柯凡清
5.生产小型铸件的挤压造型自动线 [J], 吴锦亮
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常州轻工职业技术学院毕业设计(论文)说明书题目KW静压造型线FOX浇铸机姓名学号1153613121班级11制造331指导教师职称日期2014年4月前言在铸造生产线项目中,铸件的生产采用目前国际上最先进的砂型铸造生产线—静压自动造型生产线,该生产线从德国引进,选用国际知名厂家KW公司产品,可自动造型,自动翻箱,自动扎气孔、铣浇冒口,自动合箱,使用自动浇注机自动进行浇注,自动捅箱、落砂,这一系列过程全部采用PLC控制。
油缸的精确定位通过位移传感器实现。
浇铸机的定位是通过先进的激光定位系统。
整个造型线液压油是由昆仑公司提供。
使用静压造型线生产的铸型硬度分布均匀,轮廓清晰,铸件的尺寸精度及表面光洁度容易保证,静压造型线生产自动化程度很高,减少了人为因素所造成的铸件质量不稳定状况,使铸件质量与手工造型生产相比,将会发生一个质的飞跃;静压造型线生产速度快,效率高,该造型线砂箱尺寸为:1200×800×350/300,生产率可达108整型/小时,完全可保证铸件的规模生产及高质量要求。
采用静压造型线生产工艺是目前铸造行业实现自动化连续生产的一种先进工艺方式。
该造型线投入使用后,将大大提高生产率及铸件产品质量,不仅能满足目前机体类铸件的需求,而且可生产高品质的铸件,为实现将我公司高品质的柴油机推向国际市场奠定良好的基础。
目录第一章摘要 (1)第二章 FOX浇铸机的操作说明 (2)2.1.密码设置 (3)2.2.主页面 (3)2.2.1.自动操作模式 (3)2.2.2.手动操作模式 (4)2.2.3.维护操作模式 (4)2.3.设置主菜单 (5)2.3.1.C轴、T轴、X轴、Y轴 (5)2.3.2.模型参数 (8)2.3.3.造型线及设置 (9)2.3.4.浇铸及设置 (10)2.3.5.孕育及操作参数 (12)2.4.错误信息窗口 (14)2.5.360°信号灯 (15)第三章 FOX浇铸机的配件 (16)3.1.光感传感器 (16)3.1.1.机械安装 (16)3.1.2.液流监控传感器 (16)3.1.3.传感器安装 (17)3.1.4.传感器清洁 (18)3.2浇包 (18)3.2.1.浇包体 (18)3.2.2.浇包盖 (18)第四章 FOX浇铸机的维护 (18)4.1.电子 (19)4.2.机械 (19)4.2.1.T 轴,水平轴 (19)4.2.2.C 轴,转轴 (19)4.2.3.X 轴,横向移动至造型线 (19)4.2.4.Y 轴,纵向移动至造型线 (19)4.2.5.机座/放置浇包的桌子 (19)总结...................................................德国KW公司拥有四种浇铸机,本文所介绍的FOX浇铸机是半自动化浇铸机,该浇铸机运行成本低,可靠性高,设计简单,安装和调试快,而科技含量最高的PUMA浇铸机价格昂贵,日常维护比较繁琐,但是PUMA浇铸机可以随着传感器扫描而进行全自动浇注,快速成型线,同步与线的移动浇注,可以弥补铁供应时间。
本文着重介绍了FOX浇铸机的使用说明,配件及维护等方面,可以让大家更清晰的了解到国外先进的技术。
FOX浇铸机的引进摆脱了手工浇注的缺点,危险系数降低,且生产效率得到大大的提高。
关键字: FOX浇铸机配件维护浇注第二章:FOX浇铸机的操作说明控制台急停按钮 S01从原位 Y4 取浇包按钮 S11/指示灯 H11 复位按钮 S02/指示灯 H02 清理位置按钮 S12/指示灯 H12 电源开/关按钮 S03/指示灯 H03 步序按钮 S13/指示灯 H13造型线给进指示灯H04操作手柄 XY-轴操作手柄S14砂型给进使能选择开关 S05/指示灯 H05 液流信号按钮 S15/指示灯 H15操作手柄T-轴操作手柄 S06 自动动作序列按钮 S16/指示灯 H16 开始浇注按钮 S07/指示灯 H07 同步接通按钮 S17/指示灯 H17停止浇注按钮 S08/指示灯 H08动作序列停止按钮 S18/指示灯 H18 下一型按钮 S09/指示灯 H09 放浇包到新位置 Y3 按钮 S19/指示灯 H19换浇包按钮 S10/指示灯 H10 C-轴 +/-选择开关S202.1.密码设置可通过点击Künkel-Wagner 公司的标示进入对密码设置的页面,该功能只在已经输入管理员用户名以及密码后才能使用。
密码设置页面只在输入管理员的用户名以及密码后才能进入,且只能由SLS 对其进行设置。
.可选择以下的功能:对比度+:增加触摸屏对比度对比度-:减弱触摸屏对比度清洁屏幕:进入特殊的页面,所有的按键都将不再工作。
此页面维持时间仅为15秒,在此期间可对屏幕进行清洁。
关闭RT:关闭本页面并进入Windows CE 操作系统(只在对界面以及TP 校准时使用)英文:转换至英文2.2. 主页面操作者可以通过主页面选择机器的运行模式。
“用户信息”会出现在屏幕上端为操作提供指导。
2.2.1.自动操作模式自动操作模式将在按下“自动”按钮后启动。
“自动模式激活”将出现在按钮下方。
操作者可通过触摸屏上的按键选择自动模式下的功能。
这些功能只有在自动模式被激活的状态才能使用.2.2.2.手动操作模式点击“手动”进入手动操作模式。
如果“自动”模式先被激活,所有属于自动模式下运作将立即停止。
唯一的例外的情况是,当浇铸功能正在进行时,浇包将向后倾斜以中断浇铸液流喷射。
完成该程序后,才能通过手动模式或者操纵手柄移动轴。
2.2.3.维护操作模式只有在手动模式下才能选择进入维护操作模式。
维护模式下可以通过不带安全连锁的操作手柄移动轴。
只有当轴在手动或者自动模式下都不能移动,或轴到达硬件限位开关的时候,维护模式才能被启动。
2.3. 设置主菜单按下相应的按钮开始设置。
2.3.1.C轴、T轴、X轴、Y轴C轴通过该页面可进行对 C 轴的设置以及操作。
该页面也反映了 C 轴的部分实际值如位置、锁定状态以及错误编码等。
启动定位按钮可根据手动模式下的位置列表移动机器到选定位置。
请一直按住该按钮直到C轴运行到指定位置,否则C轴将停止运动。
若在维护模式下,按下启动定位按钮键机器将进入手动模式。
可从位置列表中选择以下位置:a. 将浇包置于0.0°位置b. 将浇包置于90.0°位置如果C 轴出现错误信号提示,该信号可通过按键“错误应答”来消除。
按下“维护”按键机器将进入维护模式。
维护模式只有在手动模式下才能被激活。
在维护模式下,C 轴可通过未经安全联锁保护的操作手柄而被移动。
只有当轴在手动或者自动模式下都不能移动,或轴到达硬件限位开关的时候,维护模式才能被启动。
按下“维护锁定”按钮,维护模式将被锁定或解锁。
T-轴通过该页面可进行对T 轴的设置以及操作。
该页面也反映了T 轴的部分实际值如位置、锁定状态以及错误编码等。
启动定位按钮可根据手动模式下的位置列表移动机器到选定位置。
请一直按住该按钮直到C轴运行到指定位置,否则C轴将停止运动。
若在维护模式下,按下启动定位(STARTPOS)按钮键机器将进入手动模式。
可从位置列表中选择以下位置:a. 浇包自由位置b.移动浇包/翻转位置通过启动定位按钮来移动轴的速度可通过速度列表选择。
具体为下:a. 自动移动b. 手动移动如果T 轴出现错误信号提示,该信号可通过按键“错误应答”来消除。
.按下“维护”按键机器将进入维护模式。
维护模式只有在手动模式下才能被激活。
在维护模式下,C 轴可通过未经安全联锁保护的操作手柄而被移动。
只有当轴在手动或者自动模式下都不能移动,或轴到达硬件限位开关的时候,维护模式才能被启动。
X-轴通过该页面可进行对X 轴的设置以及操作。
该页面也反映了X 轴的部分实际值如位置、锁定状态以及错误编码等。
启动定位按钮可根据手动模式下的位置列表移动机器到选定位置。
请一直按住该按钮直到轴运行到指定位置,否则轴将停止运动。
若在维护模式下,按下启动定位按钮键机器将进入手动模式。
可从位置列表中选择以下位置:a. 浇注位置b. 浇包位置(新/旧)通过启动定位按键移动轴的速度可通过速度列表选择。
具体如下:a. 自动移动b. 操作手柄慢速移动c. 操作手柄快速移动d. 手动移动如果T 轴出现错误信号提示,该信号可通过按键“错误应答”来消除。
.按下“维护”按键机器将进入维护模式。
维护模式只有在手动模式下才能被激活。
在维护模式下,X 轴可通过未经安全联锁保护的操作手柄而被移动。
只有当轴在手动或者自动模式下都不能移动,或轴到达硬件限位开关的时候,维护模式才能被启动。
Y-轴通过该页面可进行对Y 轴的设置以及操作。
该页面也反映了Y 轴的部分实际值如位置、锁定状态以及错误编码等。
启动定位按钮可根据手动模式下的位置列表移动机器到选定位置。
请一直按住该按钮直到轴运行到指定位置,否则轴将停止运动。
若在维护模式下,按下启动定位按钮键机器将进入手动模式。
可从位置列表中选择以下位置:c. 浇包位置1 (新浇包)d. 浇包位置2 (旧浇包)通过启动定位按键移动轴的速度可通过速度列表选择。
具体如下:e.自动移动f.操作手柄慢速移动g.操作手柄快速移动h.手动移动如果T 轴出现错误信号提示,该信号可通过按键“错误应答”来消除。
按下“维护”按键机器将进入维护模式。
维护模式只有在手动模式下才能被激活。
在维护模式下,Y 轴可通过未经安全联锁保护的操作手柄而被移动。
只有当轴在手动或者自动模式下都不能移动,或轴到达硬件限位开关的时候,维护模式才能被启动。
2.3.2.模型参数通过该页面对浇注和孕育过程的各种模型进行设置。
实际模型号可通过输入数值或者下拉模型数列表完成选择。
有30种模型可供选择。
X和Y轴浇杯位置的数值输入以毫米为单位。
X轴的参考值位于砂箱的背面。
Y轴参考值位于砂箱的左面。
预浇注速度V1是指T轴倾转时浇注启动直到浇铸流流出的速度。
T轴预浇注角度A2只指T轴在预浇铸1开始运行后的倾斜角度。
T轴预浇铸速度V2指的是T轴在倾斜过程中最后达到浇注角度A2 的速度。
带孕育或者不带孕育浇铸可通过选择孕育功能进行选择。
孕育在选择的速度下进行。
两种孕育方式可供选择。
出现液流时启动孕育过程–孕育在铁液喷射后立即开始。
随预浇注开始启动孕育过程–预浇铸开始后滞一段时间启动孕育过程,滞后的时间在模型参数平模上设置。
2.3.3.造型线及设置浇铸位型线的页面。
选择下一个要浇铸的模式。
下一模型号可通过输入数值或者下拉模型数列表进行选择。
当界面显示模型变换信号在,或者操作者按下“换模型”按钮后,下一模型将变成实际模型。
栈内存中每一个模型都有一个特别的编号作为砂型的辨识号。
这个编号通过砂型计数器产生,最多可达999。