ISO表面粗糙度波纹度原始轮廓讲义
合集下载
表面粗糙度培训课件
0
f(x)的绝对值
Ra
轮廓线 f(x)
取样长度 l
波峰波谷高度
• 粗糙度曲线的最大峰高 : Rp
• 粗糙度曲线的最大谷深 : Rv
• 最大高度粗糙度
: Rz (Rp+Rv)
Rp Rz
Rv
取样长度 lr
• 平均最大高度粗糙度 • 最大高度粗糙度 • 粗糙度高度的总高度 • 剖面曲线的最大剖面高度
: Ry, RzDIN : Rzmax, RmaxDIN : Rt : Pt
・ 每个取样长度的 Rz JIS 的平均值
Rz1JIS
R
Rz2JIS
1 5
5 1
1 5
5 | Rz31JIS
Zp
5
| | Zv R1 z4JIS
|
Rz5JIS
Zp2nd
Zp1st
Zp2nd
Zp1st
Zp5th
Zp3rd
Zp4tZh p5th
ISO12085:’96
GPS- 表面结构: 评价轮廓的图形参数
JIS B0631:’00
ISO135651 :’96
GPS- 表面结构: 评价轮廓具有符合加工特征的表面,第 一部分: 滤波 、一般测量条件
JIS B06711 :’02
ISO135652 :’96
GPS- 表面结构:评价轮廓具有符合加工特征的表面,第 二部分: 用线性负荷曲线描述的高度
RSm PSm 形状元素的平均长度 WSm
评价长度中轮廓曲线要素的长度 Xs 的平均 1m
RSm, PSm, WSm = ── ∑ Xsi m I=1
Xs1 Xs2
Xs3
f(x)的绝对值
Ra
轮廓线 f(x)
取样长度 l
波峰波谷高度
• 粗糙度曲线的最大峰高 : Rp
• 粗糙度曲线的最大谷深 : Rv
• 最大高度粗糙度
: Rz (Rp+Rv)
Rp Rz
Rv
取样长度 lr
• 平均最大高度粗糙度 • 最大高度粗糙度 • 粗糙度高度的总高度 • 剖面曲线的最大剖面高度
: Ry, RzDIN : Rzmax, RmaxDIN : Rt : Pt
・ 每个取样长度的 Rz JIS 的平均值
Rz1JIS
R
Rz2JIS
1 5
5 1
1 5
5 | Rz31JIS
Zp
5
| | Zv R1 z4JIS
|
Rz5JIS
Zp2nd
Zp1st
Zp2nd
Zp1st
Zp5th
Zp3rd
Zp4tZh p5th
ISO12085:’96
GPS- 表面结构: 评价轮廓的图形参数
JIS B0631:’00
ISO135651 :’96
GPS- 表面结构: 评价轮廓具有符合加工特征的表面,第 一部分: 滤波 、一般测量条件
JIS B06711 :’02
ISO135652 :’96
GPS- 表面结构:评价轮廓具有符合加工特征的表面,第 二部分: 用线性负荷曲线描述的高度
RSm PSm 形状元素的平均长度 WSm
评价长度中轮廓曲线要素的长度 Xs 的平均 1m
RSm, PSm, WSm = ── ∑ Xsi m I=1
Xs1 Xs2
Xs3
表面粗糙度及波纹度
Ra 1
l
y dx
l0
近似为
Ra 1 n
n i1
yi
二、表面轮廓的参数 轮廓的最大高度Rz
在一个取样长度范围内,最大轮廓峰高Zp与最大轮廓 谷深Zv之和称之为轮廓最大高度,用符号Rz表示,即 Rz = Zp + Zv
中线 lr
Zp4 Zp5
Zp6
Zv3 Zv4 Zp3
Zp2
Rz Zp1
Zv1 Zv2
3)完整图形符号
用于标注表面结构参数和各项附加要求
表面粗糙度对零件功能的影响
一、表面粗糙度的符号
表面是用不去除材料方法获得,如铸,锻等
标注在圆柱和棱柱表面上
4 工件轮廓各表面图形符号 评定轮廓的算术平均偏差Ra
) 三、粗糙度在图样上的标注
不同的评定轮廓对应不同的取样长度(lp、lr、lw)
轮廓单元的平均宽度:是指在一个取样长度lr范围内所有轮廓单元的宽度Xsi的平均值,即
表面粗糙度参数值的选择
除前后两表面以 在一个取样长度范围内,最大轮廓峰高Zp与最大轮廓谷深Zv之和称之为轮廓最大高度,用符号Rz表示,即Rz = Zp + Zv
依据《表面粗糙度参数及其数值》(GB/T 1031-1995)有以下数值:
外周边封闭轮廓 第一节 表面粗糙度及波纹度
总的原则是根据GB/T 4458.
有共同的表面结 一、表面粗糙度对零件功能的影响
三、粗糙度在图样上的标注
构参数要求 取样长度:用于判别被评定轮廓的不规则特征的X轴方向上的长度。
三、粗糙度在图样上的标注
三、粗糙度在图样上的标注
表面粗糙度的选择和运用
标注在轮廓线或指引线上
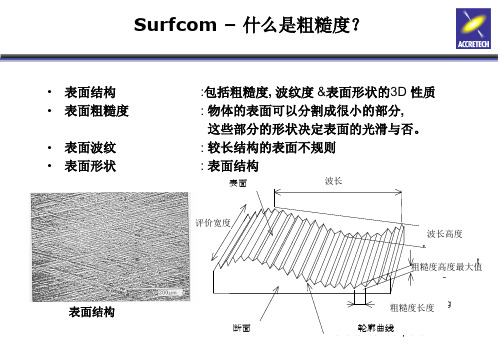
表面粗糙度:零件表面在切削或非切削加工时所产生的微观几何形状误差
第五章表面粗糙度轮廓及检测ppt课件

lr 0
Z(x)
Zi
Ra
n
Ra
1 n
i1
Zi
算术平均 偏差Ra
X
lr
15
(2)轮廓的最大高度 Rz
在lr内:Rz=Zpmax+Zvmax
Z(x)
Z P1
Z Pmax
中线
Rz
Z v1
Zv2
lr
最大高度Rz
Z vm ax
X
16
2. 间距参数 轮廓单元: 一个轮廓峰和相邻轮廓谷的组合。 轮廓单元宽度: 中线与一个轮廓单元相交线段的长度。 轮廓单元的平均宽度 Rsm: 在 lr 内,轮廓单元宽度Xsi的平均值。
19
§3 表面粗糙度轮廓的技术要求
一、表面粗糙度轮廓技术要求的内容
在零件图上规定表面粗糙度轮廓的技术要求时,必须 标注幅度参数符号及允许值,同时还应标注传输带、取 样长度、评定长度的数值(若默认采用标准化值,则不 标注)、极限值判断规则(若默认采用16%规则,则不 标注)。
必要时可以标注补充要求,如表面加工纹理及方向、 加工余量、附加的RSm等。
在一个取样长度lr范围内,轮廓的算术平均中线将实际 轮廓划分为上、下两部分,使上部分各个峰面积之和等 于下部分各个谷面积之和。
图5-5
14
三、 评定参数
1.幅度参数(高度参数) (1)轮廓的算术平均偏差 Ra—
在lr内,纵坐标值Z(x)的绝对值的算术平均值(见下图)。
Ra 1
lr
Z ( x) dx
附表5-1 轮廓算术平均偏差Ra、轮廓最大高度Rz
和轮廓单元的平均宽度Rsm,标准取样长度和标准
评定长度(摘自GB/T 1301-2009、 GB/T 10610 -2009)、 表示滤波器传输带λs ~λc 这两个极限 值的标准化值取自GB/T 6062-2002。
ppt课件-第五章-表面粗糙度精选全文完整版
三 在图样和其他技术产品文件中的注法
按照国家标准的规定,表面结构的注写和读取方向与尺 寸的注写和读取方向一致,可以标注在轮廓线上,其符号 应从材料外指向并接触表面。必要时,表面粗糙度符号也 可以用带箭头或黑点的指引线因出标注,如教材图5-17、 5-18所示。
在不致引起误解时,表面结构要求可以标注在给定 的尺寸线上,见图5-19;也可以标注在形位公差框格 的上方,见图5-20。
0.020
0.20
2.0
0.002
0.025
0.25
2.5
0.003
0.032
0.32
3.2
0.004
0.040
0.40
4.0
0.005
0.050
0.50
5.0
0.006
0.063
0.63
6.3
0.008
0.080
0.80
8.0
0.010
0.100
1.00
10.0
注:与表5-1注相同。
第三节 表面粗糙度标注
均偏差Ra]
(2) 在取样长度内,轮廓的纵坐标值y(x)绝对值
的
(3) 算术R平a 均1l 值0l y。(x)dx
Ra
1 n
n i1
yi
(2)微观不平度十点高度Rz[新国标:无]
在取样长度内五个最大的轮廓峰高的平均值与五
个最大轮廓谷深的平均值之和 。
式中
Rz 15(i51ypii51yvi)
800
0.100
1.00
10.0
100
1000
注:与表5-1注相同
表5-3 轮廓微观不平度的平均间距Sm和轮廓的单峰平均间距S的数值 mm
表面粗糙度及波纹度PPT课件
③ 轮廓算术平均偏差Ra(表4-1):
━在一个取样长度内,轮廓所有纵坐标值∣Z(x)∣
的算术平均值。
Ra
1 l
l 0
Z(x)dx
1 n
n i 1
Z (xi )
Ra
9
④ 轮廓单元的平均线高度Rc(表4-1): ━在一个取样长度内,轮廓单元高度Zt的平均值。
Rc 1
m
Zti
m i1
Ra
20
21
三、表面结构符号在图样上的标注
22
◆ 引线前端用小园点或小箭头
23
◆ 标注在其他公差标注的地方
24
◆ 标注在轮廓延长线上
25
◆ 旧标注方法
a 表面结构参数代号及极限值,用μm表示。0.00250.8/Ra0.8,0.0025-0.5/16/Rz10
b 注写更多的表面结构参数要求 c 注写加工方法、表面处理、图层或其他加工工艺要求 d 注写加工纹理和方向,用符号表示。表4-10 e 注写加工余量值,以mm为单位。
19
二、采用了默认值的表面结构符号的简化标注(表4-11)
③ 受循环载荷的表面及易引起应力集中的部分
Ra要小。
16
④ 配合性质要求高的结合表面Ra要小; 配合间隙小的的配合表面Ra要小; 要求连接可靠、受重载的过盈配合表面Ra要小。
⑤ 配合性质相同,零件尺寸小Ra要小; 同一精度等级时小尺寸比大尺寸、轴比孔Ra要小。
17
2、参数值的选用原则 ◆ 没有特别的表面功能要求时,一般只考虑与尺寸公
10
间距参数: 轮廓单元的平均宽度RSm (表4-3) : ━一个取样长度内,所有轮廓单元宽度Xs的平均值。
RSm
ISO 1302 表面粗糙度、波纹度、原始轮廓讲义
-- 磨削加工工艺。
• 位置d 注写表面纹理和方向 • 注写所要求的表面纹理和纹理的方向,如
•
“=”、“X”、“M”(见第8章)。(与国家标准 的标注位置是一致的) 表面纹理及其方向用表2中规定的符号按照图 14标注在完整符号中。采用定义的符号标注表 面纹理(如图14中的垂直符号)不适用于文本 标注。
--- 表面处理:铜件,镀镍/铬。
• 位置c 注写加工方法 • 注写加工方法、表面处理、涂层或其他
加工工艺要求等。如车、磨、镀等加工 表面(见第7章)。(与国家标准的标注 位置是一致的,字母表示上有变化,国标为 b)
8
示例是三个连续的加工工序。 第一道工序: -- 单向上限值; -- Rz=1.6μm; --“16%规则”(默认)(GB/T10610); -- 默认评定长度()(GB/T6062); -- 默认传输带(GB/T10610和GB/T6062); -- 表面纹理没有要求; -- 去除材料的工艺。 第二道工序: -- 镀铬,无其他表面结构要求。 第三道工序: --一个单向上限值,仅对长为50mm的圆柱表面有效; -- Rz=6.3μm; --“16%规则”(默认)(GB/T10610); --默认评定长度()(GB/T6062); -- 默认传输带(GB/T10610和GB/T6062); -- 表面纹理没有要求;
纹理呈近似放射状 且与表面圆心相关
•纹理呈微粒、
凸起,无方向 如果表面纹理不能清楚地用这些符号表示,必要时, 可以在图样上加注说明。
• 位置e 注写加工余量
• •
• 注写所要求的加工余量,以毫米为单位给出数
•
值(见第9章)。(与国家标准的标注位置是一 致的,国标在数值上加括号) 加工余量的注法 只有在同一图样中有多个加工工序表面可标注 加工余量,例如,在表示完工零件形状的铸锻 件图样中给出加工余量(见图15),图15中给 出加工余量的这种方式不使用于文本。 加工余量可以是加注在完整符号上的唯一要求。 加工余量也可以同表面结构要求一起标注(见 图15)。
• 位置d 注写表面纹理和方向 • 注写所要求的表面纹理和纹理的方向,如
•
“=”、“X”、“M”(见第8章)。(与国家标准 的标注位置是一致的) 表面纹理及其方向用表2中规定的符号按照图 14标注在完整符号中。采用定义的符号标注表 面纹理(如图14中的垂直符号)不适用于文本 标注。
--- 表面处理:铜件,镀镍/铬。
• 位置c 注写加工方法 • 注写加工方法、表面处理、涂层或其他
加工工艺要求等。如车、磨、镀等加工 表面(见第7章)。(与国家标准的标注 位置是一致的,字母表示上有变化,国标为 b)
8
示例是三个连续的加工工序。 第一道工序: -- 单向上限值; -- Rz=1.6μm; --“16%规则”(默认)(GB/T10610); -- 默认评定长度()(GB/T6062); -- 默认传输带(GB/T10610和GB/T6062); -- 表面纹理没有要求; -- 去除材料的工艺。 第二道工序: -- 镀铬,无其他表面结构要求。 第三道工序: --一个单向上限值,仅对长为50mm的圆柱表面有效; -- Rz=6.3μm; --“16%规则”(默认)(GB/T10610); --默认评定长度()(GB/T6062); -- 默认传输带(GB/T10610和GB/T6062); -- 表面纹理没有要求;
纹理呈近似放射状 且与表面圆心相关
•纹理呈微粒、
凸起,无方向 如果表面纹理不能清楚地用这些符号表示,必要时, 可以在图样上加注说明。
• 位置e 注写加工余量
• •
• 注写所要求的加工余量,以毫米为单位给出数
•
值(见第9章)。(与国家标准的标注位置是一 致的,国标在数值上加括号) 加工余量的注法 只有在同一图样中有多个加工工序表面可标注 加工余量,例如,在表示完工零件形状的铸锻 件图样中给出加工余量(见图15),图15中给 出加工余量的这种方式不使用于文本。 加工余量可以是加注在完整符号上的唯一要求。 加工余量也可以同表面结构要求一起标注(见 图15)。
ISO 1302 表面粗糙度、波纹度、原始轮廓讲义收集资料
• 3.1.9 取样长度sampling length lp、
lr、lw 用于判别被评定轮廓的不规则特 征的X轴向上的长度。 注:评定长度 粗糙度和渡纹度轮廓的取样长度lr和lw在 数值上分别与轮廓滤波器λc和λf的标志波 长相等。原始 轮廓的取样长度lp则与 评定长度相等。
• 3.1.10 评定长度 evaluation length
图4 对周边各面有相同的表面结构要求的注法
三、 表面结构完整图形符号的组 成
• 1概述 • 为了明确表面结构要求,除了标注表面结
构参数和数值外,必要时应标注补充要求, 补充要求包括传输带、取样长度、加工工 艺、表面纹理及方向、加工余量等。为了 保证表面的功能特征,应对表面结构参数 规定不同要求。
2 表面结构补充要求的注写位置
波纹度轮廓是对原始轮廓连续应用λf和
λc两个滤波器以后形成的轮廓。采用λf滤 波器抑制长波成分,而采用λc滤波器抑
制短波成分。这是故意修正的轮廓。
注 l 在运用分离波纹度轮廓的λf,滤波器以前.应首选 通过最小二乘法的最佳拟合从总轮廓中提取标称的形 状。对于 圆的标称形式,建议将半径也包含在最小 二乘的优化计算中,而不是保持固定的标称值。这个 分离波纹度轮廓的 过程限定了理想的波纹度运算操 作。
2 波纹度轮廓的传输频带是由λf和λc轮廓滤波器来限
定的。 3 波纹度轮廓是评定波纹度轮廓参数的基础。
表面结构的符号
• 1. 基本图形符号 basic graphical
symbol
• 表示对表面结构有要求的图形符号,简称基本符 号(见图1)。
•
• 图1 表面结构的基本图形符号
• 2. 扩展图形符号 expanded graphical
6.3表面粗糙度解析
Zi
Raห้องสมุดไป่ตู้
Ra 1 Z ( x) dx Ra 1 Zi n i1 lr 0
Z(x)
lr
n
算术平均 偏差Ra
X lr
图6.3.6
(2)轮廓的最大高度 Rz
峰顶线
Z(x)
Z P1
ZPmax
在lr内
Rz ZP max ZV min
中线
Rz
Z v1
lr
Z v2
X
Z vmax
最大高度Rz
摘自GB/T1031-2009
支承长度率 Rmr(c) (%) 10 15 20 25 30 40 50 60 70 80 90
轮廓单元的平
宽度RSm/μm
0.006 0.012 0.025 0.050 0.100 0.200 0.400 0.800 1.600 0 5 0 0 0 0 0 0 0 3.2 6.3 12.5
(3)基准线— 中线是指具有几何轮廓形状并划分轮廓的 基准线(图6.3.4所示)。
图6.3.4
1)轮廓最小二乘中线(m)— 在lr内,使轮廓上各点至该线的距离Zi平 方和为最小。 n 2 lr 2 Z i min Z ( x ) dx 0 i1 Z(x) 最小二 zi 乘中线
x
lr
(2.)评定长度 ln— 评定长度是指测量或评定表面粗糙度轮廓 时规定的一段最小的测量长度。 为什么要规定一段最小的测量长度 ln ? 因为表面的峰谷和间距的不均匀性,为了 可靠地反映表面粗糙度轮廓的特性。
一般 ln= 5 lr (连续的) ;
若被测表面比较均匀时, ln < 5 lr ; 若被测表面不均匀时, ln > 5 lr 。
《表面粗糙度测量》PPT课件
❖ 可以用手比较.
❖ 此方法只适用于低精 度等
❖ 级的工件,判断的准确程度
取
❖ 决于检验人员的经历.该方
图4-2-1
第四章 外表粗糙度及外表微观形貌测量
二.光切法与光切显微镜
1.光切法测量原理:
测量原理如图4-2-2 所示,由光源发出的光线 经狭缝及物镜1以45°的方 向投射到被测工件外表。 该光束如同一平面与被测 外表成45°相截,由于被 测外表粗糙不平,故两者 交线为一凹凸不平的轮廓 线,如图2。
2)微观不平度十点高度Rz
Rz1 5Ypi1 5Yvi 5i1 5i1
3).轮廓最大高度Ry
图4-1-2
R y Y p im a x Y v im in 图4-1-3
第四章 外表粗糙度及外表微观形貌测量
第二节:外表粗糙度的常规测量方法
❖ 一.比较法:
❖
将被测外表对照粗糙
度
❖ 样板用肉眼或借助放大镜, 也
第四章 外表粗糙度及外表微观形貌测量
2.触针法测量的特点: 所用仪器为电动轮廓仪或粗糙度仪,与前两种仪器相比该测量方法显示更
直观、操作更方便、效率更高、测量范围更大〔0.02~50 µm〕更广, 即适用适用于规那么外表又适用于不规那么外表;不要求被测外表具有反射 能力;更重要的是可以测量参数Ra值.所以现今使用最多的就是这种方 法.但它属于接触测量,不适用于强度硬度较低的外表.
ISO4287:1997等效
❖
本标准中把外表构造用轮廓法描述:
❖ 外表构造包括 1〕.原始轮廓(λ>10mm);
❖
2〕.波纹度轮廓
第四章 外表粗糙度及外表微观形貌测量 图4-1-1表 面 轮 廓 的 组 成
第四章 外表粗糙度及外表微观形貌测量
《表面粗糙度》PPT课件_OK

10
表面粗糙度的标注
图样上所标注的表面粗糙度符号、代号,是该表面完工后 的要求。表面粗糙度的标注应符合国家标准GB/T1031—
1996的规定。
表面粗糙度的符号
表面可用任何方法获得。
表面是用去除材料的方法获得
表面是用不去除材料的方法获得
用于标注有关参数和说明
表示所有表面具有相同的 表面粗糙度要求
2021/8/29
用去除材料方法获得的表面粗糙度,Ra的上限值为3.2µm
Ra的上限值为3.2µm,Ra的下限值为1.6µm
2021/8/29
Rz的上限值为3.2µm,Rz的下限值为1.6µm 用不去除材料方法获得的表面粗糙度,Ra的上限值为3.2µm
12
表面粗糙度在图样中的标注
2021/8/29
13
表面粗糙度的选择
形状误差:波距>10mm
2021/8/29
2
表面粗糙度的评定
一、基本术语
1、轮廓滤波器
2、取样长度(lr )
取样长度一般是指 评定表面粗糙度时规 定的基准线的长度, 它至少包括5个以上 的轮廓峰与谷。
3、评定长度(ln) ln = 5 l
2021/8/29
r
r
r
r
r
3
表面粗糙度的评定—基本术语
选择支承参数Rmr(c)。
2021/8/29
9
表面粗糙度的选用
表面粗糙度参数值的选用
工作表面的Ra值比非工作表面小 摩擦表面Ra值比非摩擦表面小 速度高、压力大,受交变应力作用的圆角沟槽Ra小 配合表面、过盈配合表面Ra小 要求防腐蚀、密封性能、外观表面Ra小 Ra值与尺寸公差和形位公差协调,尺寸公差值和形位公差值越小, 表面粗糙度的Ra值应越小
粗糙度及波纹度定义及应用
一、有关的术语定义
评定长度ln:由于加工表面粗糙度不均匀,为避免取样长度 不能充分反映实际轮廓特征,常取:
Ln=5lr 为标准评定长度
若被测表面比较均匀,可选ln<5lr;若均匀性差,可选ln>5lr
第八页,课件共有32页
二、表面轮廓参数
评定轮廓的算术平均偏差Ra
Ra 1
l
y dx
l0
近似为
Ra 1
Zv5 Zv6
二、表面轮廓参数
轮廓单元的平均宽度RSm
一个轮廓峰与相邻的轮廓谷的组合叫做轮廓单元。
在一个取样长度lr范围内,中线与各个轮廓单元相交线段的长度
叫做轮廓单元的宽度,用符号Xsi表示。
轮廓单元的平均宽度:是指在一个取样长度lr范围内所有
轮廓单元的宽度Xsi的平均值,即
Xs1
Xs2 Xs3
Fi
F1′
Fi′
F2′
lr
算术平均中线
n
n
Fi
Fi '
i 1
i 1
第六页,课件共有32页
一、有关的术语定义
取样长度:用于判别被评定轮廓的不规则特征的X轴方向上的 长度。 不同的评定轮廓对应不同的取样长度(lp、lr、lw)
中线
lr
lr
lr
lr
lr
ln
一般1个取样长度包括5个以上波峰和波谷
第七页,课件共有32页
1)基本图形符号
仅用于简化代号标注,没有补 充说明时不能单独使用 带有参数时表示不规定是否去 除材料加工得到所指表面
第二十一页,课件共有32页
一、表面粗糙度的代号
2)扩展图形符号
表面是用去除材料方法获得,如机加工
表面是用不去除材料方法获得,如铸,锻等
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一讲 ISO1302
产品几何技术规范(GPS) 技术产品文件中表面结构的表示法
• 产品几何规范(GPS) • Geometrical Product Specifications(缩写)
1、《表面结构》概述
• 1)表面结构标准化内容 • 表面结构标准化,即宏观和微观几何特性。包括 表面粗糙度、表面波纹度、表面几何形状及表面缺陷 和相应的检验原则、测量器具和校准要求,其标准化 包括基本表达和图样标注(符号)的解释。 • 2)什么是表面结构 • 表面结构是表面粗糙度、表面波纹度、表面缺陷、 表面几何形状的总称。 • 3)表面结构的形成 • 表面几何特性绝非孤立存在,大多数表面是由于粗 糙度、波纹度及形状误差综合影响产生的结果。但由 于三种特性对零件功能影响各不相同,所以,分别测 出它们是很有用的(见图1)。
• 表面结构的补充要求包括: • ---- 表面结构参数代号 • ---- 数值 • ---- 传输带/取样长度
• 3.1.9 取样长度sampling length lp、
lr、lw 用于判别被评定轮廓的不规则特 征的X轴向上的长度。 注:评定长度 粗糙度和渡纹度轮廓的取样长度lr和lw在 数值上分别与轮廓滤波器λc和λf的标志波 长相等。原始 轮廓的取样长度lp则与 评定长度相等。 • 3.1.10 评定长度 evaluation length ln 用于判别被评定轮廓的x轴方向上的 长度。 注:评定长度包含一个或和几 个取样长度。
• 3.1.7 波纹度轮廓waviness profile
波纹度轮廓是对原始轮廓连续应用λf和 λc两个滤波器以后形成的轮廓。采用λf滤 波器抑制长波成分,而采用λc滤波器抑 制短波成分。这是故意修正的轮廓。
注 l 在运用分离波纹度轮廓的λf,滤波器以前.应首选 通过最小二乘法的最佳拟合从总轮廓中提取标称的形 状。对于 圆的标称形式,建议将半径也包含在最小 二乘的优化计算中,而不是保持固定的标称值。这个 分离波纹度轮廓的 过程限定了理想的波纹度运算操 作。 2 波纹度轮廓的传输频带是由λf和λc轮廓滤波器来限 定的。 3 波纹度轮廓是评定波纹度轮廓参数的基础。
1.2
1.3
扩展图形符号:不去除材料的表面,也可用于表示保 持上道工序形成的表面,不管这种状况是通过去除材 料或不去除材料形成的。
3. 完整图形符号 complete graphical symbol
a)允许任何工艺
b)去除材料
c)不去除材料。
图3 完整图形符号
4 工件轮廓各表面的图形符号
• 当在图样某个视图上构成封闭轮廓的各表
面有相同的表面结构要求时,应在图3的完 整图形符号上加一圆圈,标注在图样中工 件的封闭轮廓线上,如图4所示。如果标注 会引起歧义时,各表面应分别标注。
注:图示的表面结构符号是指对图形中封闭轮廓的六个面的共同要 求(不包括前后面)。
图4 对周边各面有相同的表面结构要求的注法
三、 表面结构完整图形符号的组 成
• • • •
轮廓参数: --- R轮廓(粗糙度参数) --- W轮廓(波纹度参数) --- P轮廓(原始轮廓参数)
• 表面轮廓 surface •
profile 平面与实际表面相交 所得的轮廓(见图2)
名义上与实际表面平行和在 一个适当方向的法线来选择 一个平面。
• 注:实际上,通常采用一条
• 3.1.5 原始轮廓 primary profile
注:原始轮廓是评定原始轮廓参数的基础。
在应用短波长滤波器λs之后的总的轮廓。
• 3.1.6 粗糙度轮廓 roughness profile
粗糙度轮廓是对原始轮廓采用λc滤波器 抑制长波成分以后形成的轮廓。这是故 意修正的轮廓(见图1)。
注 1 粗糙度轮廓的传输频带是由λs和λc轮廓滤波器来 限定的。 2 粗糙度轮廓是评定粗糙度轮廓参数的基础。 3 λc和λs之间的关系本标准不做规定。
symbol
• a表示去除材料的 • 扩展图形符号
b 表示不去除材料的 扩展图形符号
• 图2
基本符号的定义
•No
符号 含 义
1.1
基本图形符号:未指定工艺方法的表面,当通过一个 注释解释时可单独使用(见4.2)。 扩展图形符号:用去除材料方法获得的表面;仅当其 含义是“被加工表面” 时可单独使用。
• (1)表面粗糙度的形成 • 它主要是由所采用的加
• •
• •
工方法形成的。如在切削过程 中工件加工表面上的刀具痕迹 以及切削撕裂时的材料塑性变 形等。(微观) (2)表面波纹度的形成 由机床或工件的绕曲、 振动、颤动、形成材料应变的 各种原因以及其它一些外部影 响等原因。(介于微观与宏观 之间) (3)表面几何形状的形成 一般由机器或工件的绕 曲或导轨误差引起(见图2)。 (宏观)
表面结构的符号
• 1. 基本图形符号 basic graphical
symbol
•
表示对表面结构有要求的图形符号,简称基本符 号(见图1)。
•
• 图1 表面结构的基本图形符号
• 2. 扩展图形符号 expanded graphical
• 表示对表面结构有指定要求(去除材料或不去
除材料)的图形符号,简称扩展符号(见图 2)。
• 1概述 • 为了明确表面结构要求,除了标注表面结
构参数和数值外,必要时应标注补充要求, 补充要求包括传输带、取样长度、加工工 艺、表面纹理及方向、加工余量等。为了 保证表面的功能特征,应对表面结构参数 规定不同要求。
2 表面结构补充要求的注写位置
•
在完整符号中,对表面结构的单一要求和补充 要求应注写在图5所示的指定位置。
• 位置a 注写表面结构的单
• a1、a2——粗糙度高度参数代号及其数 •
一要求; 位置a和b 注写 两个或多个表面结构要求; • 位置c 注写加工方法; • 位置d 注写表面纹理和方 向; • 位置e 注写加工余量.要求、镀覆、涂覆、表面处 理或其它说明等; c ——取样长度(单位为毫米)或波纹度 (单位为微米); d ——加工纹理方向符号; e ——加工余量(单位为毫米); f ——粗糙度间距参数值(单位为毫米)或 轮廓支承长度率。
产品几何技术规范(GPS) 技术产品文件中表面结构的表示法
• 产品几何规范(GPS) • Geometrical Product Specifications(缩写)
1、《表面结构》概述
• 1)表面结构标准化内容 • 表面结构标准化,即宏观和微观几何特性。包括 表面粗糙度、表面波纹度、表面几何形状及表面缺陷 和相应的检验原则、测量器具和校准要求,其标准化 包括基本表达和图样标注(符号)的解释。 • 2)什么是表面结构 • 表面结构是表面粗糙度、表面波纹度、表面缺陷、 表面几何形状的总称。 • 3)表面结构的形成 • 表面几何特性绝非孤立存在,大多数表面是由于粗 糙度、波纹度及形状误差综合影响产生的结果。但由 于三种特性对零件功能影响各不相同,所以,分别测 出它们是很有用的(见图1)。
• 表面结构的补充要求包括: • ---- 表面结构参数代号 • ---- 数值 • ---- 传输带/取样长度
• 3.1.9 取样长度sampling length lp、
lr、lw 用于判别被评定轮廓的不规则特 征的X轴向上的长度。 注:评定长度 粗糙度和渡纹度轮廓的取样长度lr和lw在 数值上分别与轮廓滤波器λc和λf的标志波 长相等。原始 轮廓的取样长度lp则与 评定长度相等。 • 3.1.10 评定长度 evaluation length ln 用于判别被评定轮廓的x轴方向上的 长度。 注:评定长度包含一个或和几 个取样长度。
• 3.1.7 波纹度轮廓waviness profile
波纹度轮廓是对原始轮廓连续应用λf和 λc两个滤波器以后形成的轮廓。采用λf滤 波器抑制长波成分,而采用λc滤波器抑 制短波成分。这是故意修正的轮廓。
注 l 在运用分离波纹度轮廓的λf,滤波器以前.应首选 通过最小二乘法的最佳拟合从总轮廓中提取标称的形 状。对于 圆的标称形式,建议将半径也包含在最小 二乘的优化计算中,而不是保持固定的标称值。这个 分离波纹度轮廓的 过程限定了理想的波纹度运算操 作。 2 波纹度轮廓的传输频带是由λf和λc轮廓滤波器来限 定的。 3 波纹度轮廓是评定波纹度轮廓参数的基础。
1.2
1.3
扩展图形符号:不去除材料的表面,也可用于表示保 持上道工序形成的表面,不管这种状况是通过去除材 料或不去除材料形成的。
3. 完整图形符号 complete graphical symbol
a)允许任何工艺
b)去除材料
c)不去除材料。
图3 完整图形符号
4 工件轮廓各表面的图形符号
• 当在图样某个视图上构成封闭轮廓的各表
面有相同的表面结构要求时,应在图3的完 整图形符号上加一圆圈,标注在图样中工 件的封闭轮廓线上,如图4所示。如果标注 会引起歧义时,各表面应分别标注。
注:图示的表面结构符号是指对图形中封闭轮廓的六个面的共同要 求(不包括前后面)。
图4 对周边各面有相同的表面结构要求的注法
三、 表面结构完整图形符号的组 成
• • • •
轮廓参数: --- R轮廓(粗糙度参数) --- W轮廓(波纹度参数) --- P轮廓(原始轮廓参数)
• 表面轮廓 surface •
profile 平面与实际表面相交 所得的轮廓(见图2)
名义上与实际表面平行和在 一个适当方向的法线来选择 一个平面。
• 注:实际上,通常采用一条
• 3.1.5 原始轮廓 primary profile
注:原始轮廓是评定原始轮廓参数的基础。
在应用短波长滤波器λs之后的总的轮廓。
• 3.1.6 粗糙度轮廓 roughness profile
粗糙度轮廓是对原始轮廓采用λc滤波器 抑制长波成分以后形成的轮廓。这是故 意修正的轮廓(见图1)。
注 1 粗糙度轮廓的传输频带是由λs和λc轮廓滤波器来 限定的。 2 粗糙度轮廓是评定粗糙度轮廓参数的基础。 3 λc和λs之间的关系本标准不做规定。
symbol
• a表示去除材料的 • 扩展图形符号
b 表示不去除材料的 扩展图形符号
• 图2
基本符号的定义
•No
符号 含 义
1.1
基本图形符号:未指定工艺方法的表面,当通过一个 注释解释时可单独使用(见4.2)。 扩展图形符号:用去除材料方法获得的表面;仅当其 含义是“被加工表面” 时可单独使用。
• (1)表面粗糙度的形成 • 它主要是由所采用的加
• •
• •
工方法形成的。如在切削过程 中工件加工表面上的刀具痕迹 以及切削撕裂时的材料塑性变 形等。(微观) (2)表面波纹度的形成 由机床或工件的绕曲、 振动、颤动、形成材料应变的 各种原因以及其它一些外部影 响等原因。(介于微观与宏观 之间) (3)表面几何形状的形成 一般由机器或工件的绕 曲或导轨误差引起(见图2)。 (宏观)
表面结构的符号
• 1. 基本图形符号 basic graphical
symbol
•
表示对表面结构有要求的图形符号,简称基本符 号(见图1)。
•
• 图1 表面结构的基本图形符号
• 2. 扩展图形符号 expanded graphical
• 表示对表面结构有指定要求(去除材料或不去
除材料)的图形符号,简称扩展符号(见图 2)。
• 1概述 • 为了明确表面结构要求,除了标注表面结
构参数和数值外,必要时应标注补充要求, 补充要求包括传输带、取样长度、加工工 艺、表面纹理及方向、加工余量等。为了 保证表面的功能特征,应对表面结构参数 规定不同要求。
2 表面结构补充要求的注写位置
•
在完整符号中,对表面结构的单一要求和补充 要求应注写在图5所示的指定位置。
• 位置a 注写表面结构的单
• a1、a2——粗糙度高度参数代号及其数 •
一要求; 位置a和b 注写 两个或多个表面结构要求; • 位置c 注写加工方法; • 位置d 注写表面纹理和方 向; • 位置e 注写加工余量.要求、镀覆、涂覆、表面处 理或其它说明等; c ——取样长度(单位为毫米)或波纹度 (单位为微米); d ——加工纹理方向符号; e ——加工余量(单位为毫米); f ——粗糙度间距参数值(单位为毫米)或 轮廓支承长度率。