冲压模具设计L型弯曲件
冲压工艺学弯曲工艺与模具设计

冲压工艺学弯曲工艺与模具设计引言冲压工艺是一种常用的金属板材成型方法,其中弯曲工艺是常见的冲压工艺之一。
通过弯曲工艺,可以将金属板材弯折成所需的形状,用于制造各种零部件和产品。
而在冲压弯曲过程中,模具的设计和选择对于成品质量和效率起着至关重要的作用。
本文探讨了冲压工艺学中的弯曲工艺以及与之相关的模具设计原则和要点。
冲压弯曲工艺冲压弯曲是通过施加压力使金属板材弯曲或折叠成所需形状的一种工艺。
其主要过程包括:切割、弯曲和折叠。
下面分别介绍这些过程的一些关键要点。
切割切割是冲压弯曲的第一步,它的目的是从金属板材中切割出所需的形状。
常用的切割方法有剪切、切割、切割和激光切割等。
选择合适的切割方法要考虑到金属板材的材料、厚度和形状等因素。
弯曲弯曲是冲压弯曲的核心过程,通过施加力使金属板材弯曲成所需的形状。
弯曲的关键要点包括:弯曲角度、弯曲半径和弯曲方向。
弯曲角度是指金属板材与原始平面之间的夹角;弯曲半径是指弯曲过程中模具与金属板材之间的半径;弯曲方向是指金属板材弯曲时所受到的外力相对于模具的位置。
合理选择这些参数,可以保证弯曲后的金属板材符合设计要求。
折叠折叠是将金属板材通过弯曲工艺折叠成所需形状的过程。
折叠通常需要搭配使用额外的模具来实现。
在折叠过程中,要注意保持金属板材的平整和对称性,以确保成品的质量。
模具设计原则模具是冲压工艺中不可或缺的一部分,其设计对于冲压弯曲工艺的成功与否起着决定性作用。
以下是一些模具设计的原则和要点。
弯曲角度和半径在设计模具时,要根据产品的要求确定弯曲角度和半径。
合理选择弯曲角度和半径可以避免金属板材在弯曲过程中的过度拉伸、裂纹和变形等问题。
模具结构模具的结构设计要简单、实用,并考虑到易于加工和维修。
模具应具备足够的刚度和强度,以抵抗弯曲过程中产生的冲击力和压力。
此外,模具的表面也应平整、光滑,以确保成品的表面质量。
润滑剂在冲压弯曲过程中,使用适量的润滑剂可以减少摩擦力和磨损,提高金属板材的表面质量和模具的使用寿命。
模具毕业设计实例冲裁模设计举例
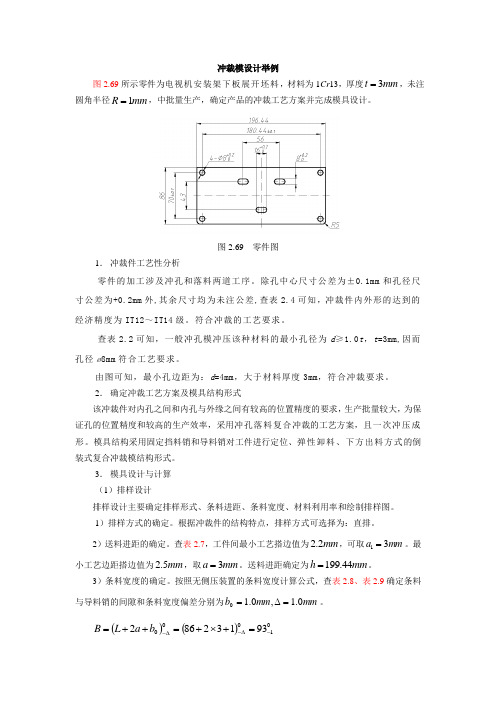
冲裁模设计举例图2.69所示零件为电视机安装架下板展开坯料,材料为1Cr 13,厚度mm t 3=,未注圆角半径mm R 1=,中批量生产,确定产品的冲裁工艺方案并完成模具设计。
图2.69 零件图1. 冲裁件工艺性分析零件的加工涉及冲孔和落料两道工序。
除孔中心尺寸公差为±0.1mm 和孔径尺寸公差为+0.2mm 外,其余尺寸均为未注公差,查表2.4可知,冲裁件内外形的达到的经济精度为IT12~IT14级。
符合冲裁的工艺要求。
查表2.2可知,一般冲孔模冲压该种材料的最小孔径为d ≥1.0t ,t =3mm,因而孔径ø8mm 符合工艺要求。
由图可知,最小孔边距为:d =4mm ,大于材料厚度3mm ,符合冲裁要求。
2. 确定冲裁工艺方案及模具结构形式该冲裁件对内孔之间和内孔与外缘之间有较高的位置精度的要求,生产批量较大,为保证孔的位置精度和较高的生产效率,采用冲孔落料复合冲裁的工艺方案,且一次冲压成形。
模具结构采用固定挡料销和导料销对工件进行定位、弹性卸料、下方出料方式的倒装式复合冲裁模结构形式。
3. 模具设计与计算(1)排样设计排样设计主要确定排样形式、条料进距、条料宽度、材料利用率和绘制排样图。
1)排样方式的确定。
根据冲裁件的结构特点,排样方式可选择为:直排。
2)送料进距的确定。
查表2.7,工件间最小工艺搭边值为mm 2.2,可取mm a 31=。
最小工艺边距搭边值为mm 5.2,取mm a 3=。
送料进距确定为mm h 44.199=。
3)条料宽度的确定。
按照无侧压装置的条料宽度计算公式,查表2.8、表2.9确定条料与导料销的间隙和条料宽度偏差分别为mm mm b 0.1,0.10=∆=。
()()0100093132862-∆-∆-=+⨯+=++=b a L B4)材料利用率的确定。
%08.91%10044.1999344.19686=⨯⨯⨯==Bh A η 4)绘制排样图。
冲裁弯曲拉深设计案例DOC
设计案例冲裁、弯曲、拉深及成形是冷冲压的基本工序,下面以常见的冲裁件、弯曲件及拉深件为例介绍冲裁、弯曲及拉深的冲压工艺分析、工艺方案拟订、工艺计算、模具设计和模具主要零件的加工工艺。
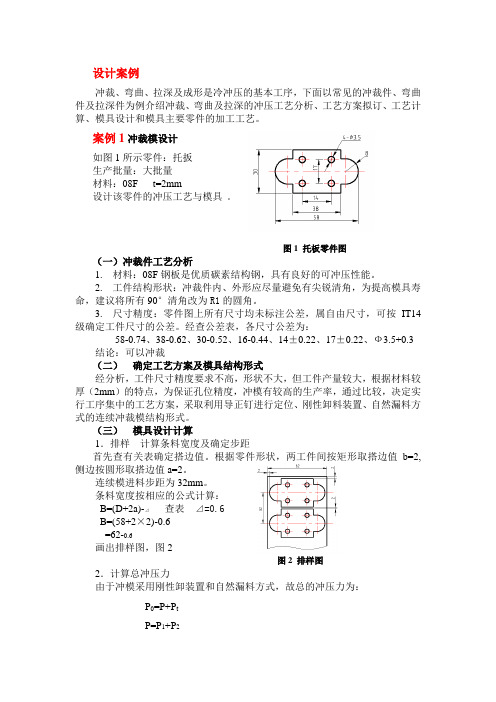
案例1冲裁模设计如图1所示零件:托扳生产批量:大批量材料:08F t=2mm设计该零件的冲压工艺与模具。
图1 托板零件图(一)冲裁件工艺分析1. 材料:08F钢板是优质碳素结构钢,具有良好的可冲压性能。
2. 工件结构形状:冲裁件内、外形应尽量避免有尖锐清角,为提高模具寿命,建议将所有90°清角改为R1的圆角。
3. 尺寸精度:零件图上所有尺寸均未标注公差,属自由尺寸,可按IT14级确定工件尺寸的公差。
经查公差表,各尺寸公差为:58-0.74、38-0.62、30-0.52、16-0.44、14±0.22、17±0.22、Ф3.5+0.3 结论:可以冲裁(二)确定工艺方案及模具结构形式经分析,工件尺寸精度要求不高,形状不大,但工件产量较大,根据材料较厚(2mm)的特点,为保证孔位精度,冲模有较高的生产率,通过比较,决定实行工序集中的工艺方案,采取利用导正钉进行定位、刚性卸料装置、自然漏料方式的连续冲裁模结构形式。
(三)模具设计计算1.排样计算条料宽度及确定步距首先查有关表确定搭边值。
根据零件形状,两工件间按矩形取搭边值b=2,侧边按圆形取搭边值a=2。
连续模进料步距为32mm。
条料宽度按相应的公式计算:B=(D+2a)-⊿查表⊿=0.6B=(58+2×2)-0.6=62-0.6画出排样图,图2图2 排样图2.计算总冲压力由于冲模采用刚性卸装置和自然漏料方式,故总的冲压力为:P0=P+P tP=P1+P2而式中 P 1--------落料时的冲裁力P 2--------冲孔时的冲裁力 按推料力公式计算冲裁力:P 1=KL t τ 查τ=300MPa=2.2[2(58-16)+2(30-16)+16π]*2*300/10000 =12.6 (t )P 2=2.2*4π*3.5*2*300/10000 =3.4(t)按推料力公式计算推料力P t :P t =nK t P 取n=3,查表2-10,K t =0.055 P t =3*0.055*(12.6+304)=2.475(t) 计算总冲压力P Z : P Z =P 1+P 2+P t=12.6+3.4+2.475 =18.475(t)3.确定压力中心:根据图3分析,因为工件图形对称,故落料时P 1的压力中心在O 1上;冲孔时P 2的压力中心在O 2上。
冲压工艺学之弯曲工艺与模具设计概述

弹。比如:在变形区设计加强肋或边翼(U型结构),增加弯曲件 的刚性,使弯曲件回弹困难(如图3.2.3)。
3.2.3 改进零件的结构设计
❖ 3. 从工艺上采取措施
❖
❖
(1)采用热处理工艺
❖
对一些硬材料和已经冷作硬化的材料,弯曲前先进行退火处理,
❖
弯曲变形过程:如图3.1.2所示V形件的弯曲,随着凸
模进
❖ 入凹模深度的增大,凹模与板料的接触处位置发生变化,支 点
❖ B沿凹模斜面不断下移,弯曲力臂l 逐渐减小,接近行程终 了时弯曲半径r继续减小,而直边部分反而向凹模方向变形, 直至板料与凸、凹模完全贴合。
❖ 3.1.2板料弯曲变形特点
❖ 通过网格试验观察弯曲变形特点(如图3.1.3)。
采用校正弯曲时,工件的回弹小。
❖ 5.弯曲件形状
❖
工件的形状越复杂,一次弯曲所成形的角度数量
越多,
❖ 使回弹困难,因而回弹角减小。
❖ 6.模具间隙
❖
在压弯U形件时,间隙大,材料处于松动状态,回
弹就
❖
❖ 7.非变形区的影响
3.2.4减少回弹的措施
1.材料选择 应尽可能选用弹性模量较大,屈服极限小,机械性能比较稳 定的材料。
❖ ❖
越大材。料的屈服s 点 越高,弹性模量E越小,弯曲弹性回跳
❖
❖ 2.相对弯曲r半/ t径
❖
相对弯曲r变/ t径
越大,则回弹也越大。
❖ 3.弯曲中 心角
❖
弯曲中心角 越大,表明变形区的长度越长,故回弹的
❖ 积累值越大,其回弹角越大。但对弯曲半径的回弹影响不大。
第一至二节 弯曲变形过程分析
第二节 弯曲变形工艺计算
一、缷裁后弯曲件的回弹 1、回弹现象 塑性弯曲时伴随有弹性变形,当外载荷去除后,塑性变形 保留下来,而弹性变形会完全消失,使弯曲件的形状和尺寸发 生变化而与模具尺寸不一致,这种现象叫回弹。 2、回弹现象的表征及模具相关尺寸的修正 1)回弹的表现形式: ①曲率1/ρ减小,弯曲半径r 增大; ②弯曲中心角α减小,相应 弯曲角φ增大。
一、缷裁后弯曲件的回弹
4、减少回弹值的措施
1)选用合适的弯曲材料
2)改进弯曲件的结构设计 3)改进弯曲工艺 (1)采用校正弯曲代替自由弯曲; (2)对冷作硬化的材料须先退火,使其屈服点σs降低。对回 弹较大的材料,必要时可采用加热弯曲; (3)采用拉弯工艺。 4)改进模具结构 (1)补偿法 (2)校正法 (3)软凹模法
第二节 弯曲变形工艺计算
二、最小相对弯曲半径rmin/t 相对弯曲半径 r/t 是指弯曲件内侧圆角半径与板料厚度的 比值,表示板料弯曲变形程度的大小。
二、最小相对弯曲半径rmin/t
1、切向应变与相对弯曲半径的关系
由式 4-9 可见,弯曲变形的最大切向应变与相对弯曲半径 r/t成反比。因此,以相对弯曲半径表示弯曲的变形程度,r/t 愈小表示变形程度愈大。 2、最小相对弯曲半径rmin/t的概念 最小弯曲半径rmin: 在板料不发生破坏的条件下,所能弯成零件内表面的最小 圆角半径。 常用最小相对弯曲半径rmin/t表示弯曲时的成形极限。其值 越小越有利于弯曲成形。
二、最小相对弯曲半径t
3、影响最小相对弯曲半径rmin/t的因素 1)材料的力学性能: 塑性越好,许可的最小弯曲半径就越小。
2)弯曲中心角a: 弯曲中心角愈小,愈利于降低最小弯曲半径数值;当 a 为 60°-70 ° 时其影响就很小。 3)板料的方向: 弯曲时弯曲线垂直于纤维方向比平行时效果好,可得到较小 的最小弯曲半径。
弯曲冲压模课程设计

2设计工艺计算2.1弯曲件展开尺寸的计算根据文献(2)125页, 按圆角半径r=3mm>0.5t=1.5mm的弯曲件计算方法进行计算。
将弯曲件制件分为如图3段图 1-1(1)直边段为L1, L3L1=30-3-3=24mmL3=80-3-3=74mm(2)圆角边段为L2由于R/t=3/3=1>0.5,则该圆角属于有圆角弯曲, 根据中性层长度不变原理计算。
查文献(2)表4-6查得, x=0.32L2=πρ/2=π(r+xt)/2=3.14*(3+0.32*3)/2=6.22mm(3)弯曲毛坯展开总长度:L=L1+L2+L3=24+74+6.22=104.22mm查文献(1)表9-13, 该尺寸采用IT14级, 公差为0.87m2.2冲压力的计算及冲压设备的选择2.1.1冲压力的计算由于弯曲力受到材料的力学性能, 零件形状与尺寸, 板料厚度, 弯曲方式, 模具结构形状与尺寸, 模具间隙和模具工件表面质量等多种因素的影响, 很难用理论分析方法进行准确计算。
因此, 在生产中均采用经验公式估算弯曲力。
查文献(2)130页, L 形弯曲件是在自由弯曲阶段相当于弯曲U 形件的一半, 而且应设置压料装置, 所以可近似地取弯曲力为F L =(F UZ+F Q )/2 (1-1) 其中: FUZ 为弯曲力F Q 为压料力查文献(2)129页, U 形件弯曲时的自由弯曲力tr t 7.0F b 2UZ += σKB (1-2) K 为安全系数, 取1.3b σ=420Mpa,为弯曲材料的抗拉强度t 为弯曲件的厚度, t=3mmB 为弯曲件的宽度, B=30mmr 为内圆弯曲半径(等于凸模圆角半径), r=3mm将数据代入式1-2, 计算, 可得:F UZ =17199N对设置压料装置的弯曲模, 其压料力也要由压力机滑块承担, FQ 可近似取自由弯曲力的30%~60%,即FQ=(0.3~0.6)FUZ 。
, 这里取FQ=0.5FUZ 。
第3节冲压模具设计——弯曲模方案
本节主要内容: 一.弯曲加工原理 二.弯曲模具设计程序
一.弯曲加工原理
弯曲:在冲压力的作用下,把平板坯料弯折成一 定角度和形状的一种塑性成型工艺。 ? 分类:压弯、折弯、扭弯、滚弯和拉弯。
? 弯曲模:弯曲工艺使用的冲模。
压弯的典型形状: 典型压弯工件:
弯曲过程及工作原理
件宜采用工序分散的工艺; (5)精度要求高的部位的弯曲宜采用单独工序
弯曲,以便模具的调整与修正。
2.弯曲件的工序安排
(1)简单弯曲件可一次弯曲成形,如 V形件、U形件、 Z形件;复杂弯曲件需二次或多次弯曲成形,但尺寸 小、材料薄、形状较复杂的弹性接触件最好一次复 合弯曲成形。
(2)非对称弯曲件应尽可能采用成对弯曲;
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
Z形件复合弯曲模
8.5 圆筒形件弯曲 一般分两次成形 第一次成形
第二次成形
大圆形件弯曲模 适用于圆筒直径 d≥20mm的大圆
一次成形
转动凹模弯曲模
小圆形件弯曲模 适合d≤5mm 的小圆形件
8.6 铰链件弯曲 一般分两次成形
9 弯曲件成形模具总体结构设计
9.1 排样与材料纹向 实例分析:弹簧接触片
L ? ? L直 ? ? S弧
2.无圆角弯曲或弯曲半径 r<0.5t的弯曲件 毛坯尺寸可用下表所列经验公式。
第三章:弯曲工艺与弯曲模具设计

校正弯曲时,回弹角修正量: K90
不是90°的角按下式修正: x ( / 90)90
➢ 当r/t < 8~10时,要分别计算弯曲半径和弯曲角的回弹值,再修正。
弯曲板料时
凸模的圆角半径: rp 1/(1/ r) (3 s / Et)
凸模圆弧所对中心角: p
(r
/ rp )
弯曲件的滑移
6. 最小弯曲半径 rmin
❖ r/t 小 —— 变形程度大 —— 弯曲破坏。 影响最小弯曲半径的因素:
❖ 材料的机械性能:好塑性(塑稳)、退火处理、热弯、开槽减薄 ❖ 方向性:折弯线垂直纤维方向:伸长变形能力强
❖ 板宽:B/t 小(< 3) ❖ 弯曲角:小, 直边有切向形变。 ❖ 板料表面质量和断面质量:差处易应力集中发生破坏。 ❖ 板料厚度:t小 —— 切向应变小 —— 开裂小。
弯曲件的工序安排
1. 工序安排的一般原则 ➢ 先弯外角后弯内角,后次弯曲不能影响前一次弯曲变形,前次弯曲应考 虑后次弯曲有合适的定位基准。 ➢ 当有多种方案时,要进行比较,进行优化。
2. 工序安排的一般方法 ➢ 形状简单的弯曲件可一次弯曲成形。如V形、U形、Z形。 ➢ 形状复杂的弯曲件可用两次或多次压弯成形。
➢ r/t值
小r/t: 加厚筋边或 减小 r; 其值大时拉弯
(在同条件下,r/t越小,则总变形量就越大,回弹就越小。) 工艺处理
➢ 弯曲中心角
(α越大,变形区长度越长,参与变形的区域越大,回弹越多。)
小
➢ 弯曲方式与校正力大小
(自由弯曲回弹大,校正弯曲回弹小,校正力越大回弹越小。)
➢ 工件形状
(工件形状越复杂,回弹就越少。)
弹-塑性变形: 塑性变形:
L1-L2 ,r1-r2 超过屈服极限,
简述冲压弯曲成形的工艺过程及基本特点

1. 设计模具:冲压弯曲成形的第一步是设计模具。
模具根据产品的形状和尺寸要求进行设计,通常包括冲头、模座、导向柱、顶针等部件。
模具的设计要考虑产品的材料特性、成形工艺和使用要求。
2. 材料准备:冲压弯曲成形需要使用金属材料,常见的包括钢板、铝板、铜板等。
在成形之前需要对材料进行切割、整形和表面处理,以保证成形后产品的质量和外观要求。
3. 冲裁:冲裁是冲压成形的第一步,通过模具的冲头和模座对材料进行切割,得到所需的基本形状。
4. 弯曲:在冲裁完成后,需要对材料进行弯曲成形,通过模具的顶针和模具座将材料弯曲成产品需要的形状。
5. 尾料处理:在冲压弯曲成形之后,通常会有一些尾料产生,需要对这些尾料进行处理,包括回收利用和废弃处理等。
6. 检验和调整:需要对冲压弯曲成形的产品进行检验,确保产品的质量和尺寸达到要求。
同时也需要对模具和成形工艺进行调整,以满足产品的生产要求。
1. 高效率:冲压弯曲成形是一种批量生产的工艺,可以快速地完成产品的成形,提高生产效率。
2. 精度高:冲压弯曲成形可以保证产品的尺寸和形状精度,有利于产品的装配和使用。
3. 适用范围广:冲压弯曲成形可以适用于各种金属材料,成形的产品形状也可以多样化,适用范围广泛。
4. 成本低:相比其他成形工艺,冲压弯曲成形的模具制造成本低,适合批量生产和大规模生产。
5. 自动化程度高:冲压弯曲成形可以实现自动化生产,降低劳动强度,提高生产效率和一致性。
6. 适应性强:冲压弯曲成形可以适应各种复杂的产品形状和结构要求,满足不同行业的生产需求。
通过以上内容的介绍,我们可以了解到冲压弯曲成形工艺的基本过程和特点。
这种成形工艺在工业生产中有着广泛的应用,能够满足各种产品的生产需求,并且具有高效率、高精度、低成本和高自动化程度的特点。
随着科技的不断发展,冲压弯曲成形工艺将会在未来的生产中发挥越来越重要的作用。
冲压弯曲成形是金属加工中常用的一种技术,在各行业都有着广泛的应用。
冲压模具课程设计弯曲计算

冲压模具课程设计弯曲计算在冲压模具设计中,弯曲计算是非常重要的一项任务。
弯曲是常见的冲压形式之一,它不仅在金属加工行业中广泛应用,也在其他领域中得到广泛运用。
本文将介绍冲压模具课程设计中弯曲计算的基本步骤和注意事项。
一、弯曲计算的基本步骤在进行冲压模具课程设计时,弯曲计算可以按照以下基本步骤进行:1. 确定材料的弯曲性能参数:材料的弯曲性能参数包括屈服强度、抗拉强度、弹性模量等。
这些参数可以通过实验测量或参考相关资料获得。
2. 计算弯曲力:根据所设计的工件的尺寸和要求,利用弯曲计算公式进行弯曲力的计算。
弯曲力的计算涉及到材料的弯曲性能参数,以及工件的尺寸和几何形状等因素。
3. 选择适当的冲压机:根据计算得到的弯曲力,选择适当的冲压机进行加工。
选择冲压机时要考虑其最大弯曲力以及工作台的尺寸等因素。
4. 进行弯曲模具设计:根据工件的几何形状和尺寸要求,设计合适的弯曲模具。
弯曲模具通常由拍板、上模、下模和导向装置等组成,设计时要考虑到模具的刚度和稳定性等因素。
5. 进行弯曲试验:在实际加工之前,进行弯曲试验来验证所设计的弯曲模具的合理性和准确性。
通过试验可以判断模具设计是否满足要求,如有必要可以对模具进行进一步的优化和改进。
二、弯曲计算的注意事项在冲压模具课程设计中进行弯曲计算时,需要注意以下事项:1. 材料的选择:材料的弯曲性能对弯曲计算结果有着重要影响,应选择与工件要求相匹配的材料。
不同材料的弯曲性能参数会有所不同,需要根据实际情况进行选择。
2. 弯曲力计算:在进行弯曲力计算时,需要准确的工件尺寸和几何形状等参数。
这些参数的测量和输入应尽量精确,以避免计算结果的误差。
3. 冲压机选择:冲压机的选择应根据加工要求和计算得到的弯曲力进行。
如果弯曲力过大,选择不当的冲压机可能导致工件加工不合格或损坏。
4. 弯曲模具设计:弯曲模具的设计需要考虑到模具刚度和稳定性等因素。
模具设计应合理,以保证工件能够被正确加工和成形。
模具设计第3章弯曲工艺与弯曲模课件

b/t<3窄板弯曲,断面产生了 畸变 ,外窄内宽
3.1.4 弯曲件的结构工艺性
弯曲件的结构工艺性是指弯曲零件的形状、 尺寸、精度、材料以及技术要求等是否符合弯 曲加工的工艺要求。具有良好工艺性的弯曲件, 能简化弯曲的工艺过程及模具结构,提高工件 的质量。
1. 弯曲件的形状 弯曲件形状对称,对应r 相等
播放动画
1-顶杆 2-定位钉 3-模柄 4-凸模 5-凹模 6-下模座
3. L形件弯曲 适用于两直边长度相差较大的单角弯曲件
a)竖边无校正
b)竖边可校正
L形件弯曲
4.复杂零件 多次V形弯曲制造复杂零件举例
3.2.2 U形件弯曲模
1.U形件弯曲模的一般结构形式
U 形 件 弯 曲 模
1.凸模 2.凹模 3.弹簧 4.凸模活动镶块 5.凹模活动镶块 6.定位销 7.转轴 8.顶板 9.凹模活动镶块
弯曲半径r>0.5t: 按中性层不变原理,坯料总长度应等于弯曲 件直线部分和圆弧段长度之和,即:
提问:下面的弯曲件展开长度如何计算?
L
l1
l2
l3
π α1 180
(r1
xt
)
π α2 180
S / E 越大,回弹越大。
E1>E2
1 2
.
1 2
图a)
E3=E4
3 4
3 4
图b)
材料的力学性能对回弹值的影响 1、3-退火软钢 2-软锰黄铜 4-经冷变形硬化的软钢
应尽量选择屈服极限小、n值小的材料以获得 形状规则、尺寸精确的弯曲件。
(2)相对弯曲半径r/t r/t越小,变形程度越大,回弹量减小。
例:1mm厚铝板、65Mn板,弯曲时易裂,退火后 再弯,则弯曲正常。
冲压模具毕业设计零件(doc 17页)

冲压模具毕业设计零件(doc 17页)2009冲压模具毕业设计零件零件一:图1 所示右内筒支撑板外形较复杂,材料为08F,厚度1.6mm,生产批量30万,成形工艺包括冲裁、弯曲、压筋等工序。
设计上需着重解决右内筒支撑板直角、斜角弯曲以及多次冲裁成形工序合理安排间题,因在冲裁中异形孔较多,且外形较复杂,锐角处易出现冲裁掉角现象。
零件三:电器接插件图所示为某电器接插件的制件图,制件材料为黄铜(H62),厚度0.5mm。
制造精度为IT10~IT12,表面光滑无毛刺。
要求大批量生产。
零件四:二针夹面板二针夹面板是二针文件夹上的一个冲压件,材料08F,料厚0.6 mm,生产批量很大。
其制件如图所示。
该制件面板上有2个凸包,每个包上各有1个通孔,另外还有多处弯曲,特别是位于制件中部有一个钩形弯曲,需要朝内弯曲10。
零件五:负极片图所示负极片用于仪表行业,材料为H62,厚度0.5mm珥生产批量为30万件。
成形工艺包括冲裁、弯曲和切边等工序,其弯曲工序较复杂,有2个向上弯曲和向下弯曲,给模具设计增加了很大难度。
零件要求冲裁边缘无毛刺。
零件六:合页扣件成形工艺包括冲裁、卷圆、弯曲等工序。
零件表面不得有划痕,截断面不得有毛刺,未注尺寸公差为ITl2级,外形尺寸有装配要求,必须保证。
零件七:滑板图所示滑板零件材料为08F,厚度0.8mm,生产批量为100万件。
该零件形状复杂,工件尺寸较大,尺寸精度要求不高,材料强度低,主要起定位和卡扣作用。
成形工艺主要有冲裁、弯曲等工序。
零件八:基架图所示零件材料为半硬态黄铜H62。
抗剪强度294MPa,抗拉强度373 MPa,伸长率20%,屈服点196MPa,冲压工艺性良好。
从图可见,工件形状复杂但对称,其成形包含冲裁、弯曲、翻孔、整形4种基本工序,弯曲有U形弯曲和L形弯曲,且弯曲方向不一致,不能在一次弯曲中完成。
所有未注圆角半径为R005mm,弯曲直边对其底面垂直度公差0.2mm最好安排1次整形以保证弯曲半径及垂直度要求。
冲压模具结构及成型调试方法
冲压模具料设计带图
Layout宽度为12.7mm 步距为7.0mm, 产品.
20
冲压模具组装侧视图
折弯
预折弯
成型
21
微调整形
产品角度微调机构
产品外形尺寸微调机构
22
通过打杆滑块结构成型
23
下模滑块结构两边同时成型内角度
滑块成型
内角度微调整形
滑块斜角优先选用5∘﹐10∘﹐30∘﹐45∘几种规格
拉伸次数 \ 拉深高度 :
材料厚度 :0.08~0.15 0.15~0.3 0.3~0.6 0.6~1.0 1.0~1.5 1.5~2.0
1 0.32~0.45 0.45~0.5 0.5~0.6 0.6~0.7 0.7~0.8 0.8~0.9
2 0.48~0.9 0.5~0.9 0.9~1.1 1.1~1.4 1.3~1.6 1.5~1.8
十六:划伤:模具内镶件不平,顶杆力太大或生产过程中送料机碾平机带擦痕以及清洗过程 中产品碰撞擦花严重不能接受的。
42
公制螺纹钻底孔用钻头直径尺寸表
M1: 粗扣螺距0.25=Φ0.75 M2: 粗扣螺距0.4=Φ1.6 M3: 粗扣螺距0.5=Φ2.5 M4: 粗扣螺距0.7=Φ3.3 M5: 粗扣螺距0.8=Φ4.2 M6: 粗扣螺距1.0=Φ5 M8: 粗扣螺距1.25=Φ6.7 M10:粗扣螺距1.5=Φ8.5 M12:粗扣螺距1.75=Φ10.2 M14:粗扣螺距2=Φ11.9 M16:粗扣螺距2=Φ14 M18:粗扣螺距2.5=Φ15.4 M20:粗扣螺距2.5=Φ17.4 M22:粗扣螺距2.5=Φ19.5 M24:粗扣螺距3=Φ20.9
41
手机屏蔽罩质量异常和解决方法
九: 产品变形,拱形,有螺丝压印,模印:产品变形,材料扭曲未碾平;压料力不够导致脱 料变形;模板变形;调平螺丝高度没调好或者为了调平面度螺丝变形。产品拱形,模具未压到位, 模具内压废料产品导致拱形。上下模压的太死;镶件高出或矮过模面会在产品上留下模印和压印。
小型冲孔弯曲件冲压模设计
小型冲孔弯曲件冲压模设计摘要冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
弯曲是将板料、棒料、管材和型材弯曲成一定角度和形状的冲压成形工序。
本文主要研究工作:利用钢制零件特征之间的关系建立级进模排样设计模型,引入冲压排样设计原则;进一步将钢制零件的形状特征应用于模具结构设计中,建立模具模型,进行模具工艺设计和结构设计,从而确定总体的模具形式;模具投入制造后,可能在制造和生产调试过程中表现出设计的不足和错误,通过总结概括这些问题,可以进行修正工艺设计和模具结构设计,或增加新的工艺规则,为以后的模具设计提供宝贵的经验。
基于以上的研究工作,可以建立一套可行的、适合于小型钢制零件的冲压级进模的设计方法,并在实际生产中应用。
关键词:级进模;工艺分析;模具结构设计The stamping process and model design of steel partsAbstractStamping is a pressure processing method. It exerts pressure on the materials to produce plastic deformation or separation, to obtain the necessary components by using the mold installed on stamping equipment (mainly press machine). Bending is a stamping shaping process. It could make the sheet, metal, bar, pipe to bend and shape. This paper studies: Establishing the progressive layout design model by using the relations of characteristics of steel parts, introducing principles of stamping layout design; further more, determine the overall form of the mold take the characters of steel components into the shape of model structure design, create a model Die, make the process design and structure design; When the model is to be manufactured, many inadequacies and errors of the design may be shown in the process of manufacturing and production adjusting. We can improve the process design and structure design by summing up these problems, or we could add new technology rules to provide a valuable experience to model design in the future.Based on the above studies, we could establish an available design method which is suitable for stamping progressive model design of small steel parts.Key words: Progressive model; analysis of process; designation of model structure目录摘要 (I)Abstract ......................................................................................................................... I I 1 绪论 (V)1.1 冲压的概念、特点及应用 (V)1.2 我国模具制造技术与工业发达国家的差距 (V)1.3 冲压模具制造技术的发展趋势 (VI)2分析零件工艺性.................................................................................................... V III2.1分析零件的工艺性...................................................................................... V III2.1.1零件展开尺寸的计算........................................................................ V III2.1.2工艺性分析 (IX)2.2排样方案设计 (IX)2.2.1搭边值的确定 (XI)2.2.2条料宽度的确定 (XI)2.2.3步距基本尺寸的确定......................................................................... X II2.2.4材料利用率的确定............................................................................ X III2.2.5工艺方案的确定................................................................................ X III 3主要计算................................................................................................................ X III3.1模具类型及结构形式的选用...................................................................... X III3.2主要工艺力的计算...................................................................................... X III3.2.1冲裁力................................................................................................ X III3.2.2.卸料力 (XIV)3.2.3弯曲力 (XIV)3.2.4弯曲工序顶件力的计算..................................................................... X V3.2.5模具压力中心的计算......................................................................... X V3.3模具工作部分尺寸的计算 (XVI)3.3.1冲裁间隙的确定 (XVII)3.3.2冲裁凸凹模工作部分尺寸的计算 (XVII)3.3.3弯曲凸凹模工作部分尺寸的计算................................................. X VIII 4模具结构设计. (XIX)4.1凸凹模设计................................................................................................... X X4.1.1凸模..................................................................................................... X X4.1.2凹模 (XXI)4.2卸料板的结构设计 (XXII)4.3导料系统的设计 (XXII)4.3.1承料板............................................................................................. X XIII4.3.2导料板............................................................................................. X XIII4.3.3条料侧压装置...................................................... 错误!未定义书签。
冲孔弯曲零件的冲压模具设计【毕业作品】

冲孔弯曲零件的冲压模具设计摘要随着时代的发展,冲压模在生活当中的重要性越来越显著,不管是在生活当中还是在生产当中的地位都是毋庸职疑的,几乎生活中的所有的物品都是通过冲压完成的,列如衣服架、饭铲等等;冲裁件的设计最大的问题就是材料利用率,所以本次的设计就是通过查资料,问老师,还有通过自己所学的知识来解决怎样才能使材料利用率最大化的。
本文主要是一个冲孔弯曲零件的冲压模具设计,主要包括工艺性分析、冲压工艺方案、相关工艺设计、凸凹模尺寸计算、凸凹摸刃口尺寸公差;在设计过程中除了一些必要的说明以外,还有模具的装配草图,零件图。
主要论述了在冲压模具设计过程中所需要的流程还有涉及的各方面因素,本设计主要是弯曲件的设计,因此还涉及到弯曲模工艺分析。
由于本次设计设计到很多方面,可能有些许地方欠缺希望老师能够指出,让我能够得到进一步的提高。
对冲压模能够进一步的了解。
关键词:冲压、尺寸计算、凸凹模、冲压工艺。
目录前言 (1)1 项目分析................................................................................ 错误!未定义书签。
1.1 冲裁件的结构工艺分析..................................................... 错误!未定义书签。
2 工艺性分析 (3)2.1 材料分析 (3)2.2弯曲工艺 (3)2.3 冲裁工艺 (3)3 冲裁工艺方案 (4)4 相关工艺计算........................................................................ 错误!未定义书签。
4.1 弯曲件展开长度料带......................................................... 错误!未定义书签。
4.1.1 工序尺寸计算 (6)4.1.2计算料带 (8)4.2 冲裁排样设计 (9)4.2.1冲压力设计 (10)5 凸、凹模尺寸计算 (10)5.1 凸模尺寸计算 (10)5.2凹模尺寸计算 (10)6凸凹模刃口尺寸计算 (11)7模具装配草图 (12)结论 (13)参考文献 (14)前言近年来,随着时代的发展,模具在生产行业的地位越来越占据着重要的地位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录第一章绪论3第二章冲压工艺分析2.1冲压件简介52.2冲压工艺性分析62.3冲压工艺方案的确定6第三章落料冲孔弯曲复合模设计3.1模具结构83.2确定其搭边值83.3确定排样图93.4材料利用率计算103.5凸凹模刃口尺寸计算103.6冲压力计算133.7压力机选用163.8压力中心计算173.9落料冲孔弯曲复合模主要零部件设计17 3.10模具闭合高度、压力机校验24第四章结论25第一章绪论1.1 课题研究的目的和意义目的:为了更好的了解模具设计的一些步骤,和一些设计模具时所需要注意的地方,为以后的工作打好基础。
意义:此次设计让我知道了自己的理论知识要运用到实际工作中去并不是那么容易的需要经过多次练习及长时间积累的。
1.2 课题国内外研究概况1.1.1 国外模具发展概况目前,欧洲模具业已越来越感受到来自中国同行所带来的影响和压力,预计到2018年,中国将一跃成为全球最大的模具制造业基地之一。
”德国亚琛工业大学的亚力山大教授日前在宁海考察该地模具制造业基地时发出这样的感叹。
亚力山大表示,据相关研究部门调查得知,欧洲模具设计和生产的时间要分别比中国快44%和61%左右。
1.1.2国内模具发展概况近年来,中国模具市场对精密、大型、复杂型、长寿命模具的需求量有所增长,预计到2010年,国内模具市场需求量将在1,200亿元人民币左右。
综合媒体6月4日报道,中国模具协会企业年报显示:近年来,中国模具市场对精密、大型、复杂型、长寿命模具的需求量有所增长,预计到2 010年,国内模具市场需求量将在1,200亿元人民币左右。
专家分析,从1997年开始,随着汽车、装备制造业、家用电器的高速增长,中国国内模具市场的需求开始显著增长。
虽然到2006年中国模具工业总产值已达516亿元,但属“大路货”的冲压模具、压铸模具等约占总量的80%。
已经进入中国的少量外资模具企业开始生产各种高精大多功能模具,但目前仍供不应求。
据介绍,目前中国汽车模具潜在市场十分巨大。
质量好的冲压模具在汽车整车等行业供不应求;压铸模具在汽车零部件、装备制造业等行业需求激增;注塑模具在家用电器等行业发展潜力也很大。
另外,特种模具也有较大的发展前景。
1.3 课题研究的主要内容冲压模具的设计在其生产、加工以及使用过程中尤为重要。
特别是它的结构设计,对加工、装配、工期、成本乃至冲压产品的质量及生产效率产生极大的影响。
所以,此课题主要考虑以下几个方面的内容:1.分析冲压件的图样及技术条件。
2.对冲压件进行工艺分析,确定排样方案。
3.计算冲裁、拉深力,确定压力机参数,选择合理的冲压设备。
4.确定模具的具体结构,绘制草图。
5.绘制模具的装配图及主要零件图。
6.零件图标注尺寸、公差及技术条件,并进行必要的强度校核。
7.根据开题的研究过程撰写设计说明书。
第二章冲压工艺设计2.1 冲压件简介形状和尺寸如下图所示。
材料为Q235,板材厚度3mm。
零件图如下:图2.1 零件图展开图2.2 冲压的工艺性分析冲压工艺分析主要考虑产品的冲压成形工艺,最主要的是包括技术和经济两方面内容。
在技术方面,根据产品图纸,主要分析零件的形状特点、尺寸大小、精度要求和材料性能等因素是否符合冲压工艺的要求;在经济方面,主要根据冲压件的生产批量,分析产品成本,阐明采用冲压生产可以取得的经济效益。
因此工艺分析,主要是讨论在不影响零件使用的前提下,能否以最简单最经济的方法冲压出来。
⑴影响冲压件工艺性的因素很多,从技术和经济方面考虑,主要因素:①工件的外形为平板形状,外形简单,适宜冲裁。
②工件无细长的旋臂及窄槽,模具结构不复杂,适合冲压。
③材料为Q235,是常见的冲压材料。
④工件尺寸要求不是很高,尺寸未注公差按IT14级处理。
⑤生产批量,一般来说,大批量生产时,可选用连续和高效冲压设备,以提高生产效率;中小批量生产时,常采用简单模或复合模,以降低模具制造费用。
⑥成型件的尺寸要求不高,表面粗糙度要求不高。
综上所述,此工件适宜冲裁。
⑵本冲压件工艺分析如下:1.图形分析形状较简单,主要是落料、冲孔形状。
2.尺寸分析尺寸公差要求不高,未注公差尺寸均取IT14级。
3.材料Q235,是常见的冲裁材料。
零件用的是厚1.5mm的Q235板。
力学性能:抗拉强度σb(MPa):440~470(查参考文献[2]P411页,表7-1)抗剪强度τ(MPa):310~380伸长率δ10 (%):21~25屈服点σs (MPa):240由于零件是一个平面形状,内部有两个小孔,外部是直线组成。
关键是冲孔、落料弯曲能否同时进行?4.批量批量生产。
5.冲压工序落料、冲孔、弯曲。
6.冲裁间隙根据料厚t=1.5,再查参考文献[3]P30页,得单面间隙C=0.21~0.3mm2.3 冲压工艺方案的确定经过对冲压件的工艺分析后,结合产品进行必要的工艺计算,并在分析冲压工艺、冲压次数,工艺顺序组合方式的基础上,提出各种可能的冲压分析方案。
方案一:单工序模。
适当整合各冲压工序,需要两副模具,即落料模和冲孔模,这些模具制造方便、经济,但需要零件二次定位,产品上孔定位精度不高,生产周长一些,占用冲压设备多。
方案二:复合模。
根据参考文献[2]P257页,表5-17得到t=3时,最小壁厚a=6.7,由于本产品的最小壁厚为4mm,故可以采用复合模。
复合模具结构相对要复杂一些,制造难度也高一些,但因为只需一副模具制造成本并不高多,同时冲压生产周期短,产品质量高,占用设备少,能起到节能、节省劳动力作用。
因此综合考虑产品质量,制造周期,生产周期,节省成本等因素,采用方案二。
第三章落料冲孔复合模设计3.1 模具结构由于料厚适中,可以保证平整度,故模具结构可采用倒装复合模,即落料凹模装在上模部分,落料凸模(确切说是凸凹模,包括落料凸模和冲孔凹孔模)装在下模部份,冲孔凸模装在上模部份。
卸料采用弹性卸料结构,由于结构复杂,冲孔较多建议弹性材料采用聚氨酸脂或矩形弹簧。
产品件采用推件块弹性推出,由上而下推出。
冲孔废料从下模直接落下。
条料采用手动前后送料装置,采用定位销定位方式。
如图所示。
图3.1模具结构图3.2 确定其搭边值考虑到成型范围,应考虑以下因素:⑴材料的机械性能软件、脆件搭边值取大一些,硬材料的搭边值可取小一些。
⑵冲件的形状尺寸冲件的形状复杂或尺寸较大时,搭边值大一些。
⑶材料的厚度厚材料的搭边值要大一些。
⑷材料及挡料方式用手工送料,手动侧压。
⑸卸料方式弹性卸料比刚性卸料大搭边值小一些。
⑹材料为:Q235,落料部有带大圆角的形状。
综上所述,根据参考文献[2]P51页,表2-4,两工件间的搭边值:a1=2.5mm工件侧面搭边值:a=3.0mm3.3 确定排样图在冲压零件中,材料费用占60%以上,排样的目的就在于合理利用原材料,因此材料的利用率是决定产品成本的重要因素,必须认真计算,确保排样相对合理,以达到较好的材料利用率。
排样方法可分为三种:1.有废料排样2.少废料样3.无废料排样少废料排样的材料利用率也可达70%-90%。
但采用少、无废料排样时也存在一些缺点,就是由于条料本身的公差以及条料导向及定们所产生的误差,使工作的质量和精度较低。
另外,由于采用单边剪切,可影响断面质量和模具寿命。
根据本工件的形状和批量,对模寿命有一定要求,固采用有废料排样方法。
排样时工件之间以及工件及条料侧边之间留下的余料叫做搭边。
搭边的作用是补偿定位误差,保证冲出合格的工件。
还可以使条料有一定的刚度,便于送进。
本产品外形是带大圆弧形,因此排样主要由外形决定,为了提高材料利用率可考虑对排,对排方式可以是直排,具体由下面计算决定。
方案一:送料步距A=95.3+2.5=97.8mm。
条料宽度B=(D+2a)其中:D=40,a=3,B=(40+2×3)=46mm由于在剪板时也有公差,查参考文献[4]P49页,得条料宽度公差Δ=0.7mm所以,剪板宽度B =(40+2×3+0.7)=07.07.46 排样图如图3.2所示。
图3.2 排样图3.4 材料利用率计算在冲压零件中,材料利用率是一个非常重要的因素,提高利用率是企业降低成本的途径之一。
由于本产品采用复合工序的单副模具生产,送料采用手动送料,因此可以假设原材料为板料,再经剪板后成为条料。
板料尺寸为定制,厚3mm 。
材料利用率计算公式: 其中:S 0————板材总面积 S ————实际产品面积故 S 0=46.7×97.8=4567.26 mm 2 S=S 落-S 孔由于图特征多,外形复杂,故采用CAD 软件进行辅助分析计算,要CAD 软件中测得S落=3250.1 mm 2,S孔=282.743 mm 2,所以S=3250.1-282.743=2967.357mm 2故材料总利用率%87.68%10026.4567357.3967%1000=⨯=⨯=S S η 可见材料利用率大于80%,因此材料利用还是可以接受的。
3.5凸、凹模刃口尺寸的确定本模具有2种工序组成,落料和冲孔,外形是落料,内部各孔是冲孔,下面分二部份分别计算。
3.5.1落料部份凸、凹模刃口尺寸的确定 (1)计算原则本产品外形属于落料工序,因此计算原则以凹模为基准,配做凸模。
由于外形复杂,故采用凸、凹模配合加工法来制造,并进行设计计算。
(2)凸、凹模制造公差及凸、凹模刃口尺寸计算。
工件尺寸有:,052.026-, 062.040-, 074.03.95-, 26.037±,31.03.51±。
凸、凹模制造公差取对应尺寸公差的1/4。
查参考文献[3]P30页,冲裁双面间隙Z min =0.42,Z max =0.60, 所以:Z max -Z min =0.18(3)落料凸、凹模刃口尺寸计算由于以凹模为基准,所以查参考文献[1]P64-P65页,得公式凹模磨损后尺寸变大的:dA A d ∆+∆-=25.00)(χ凹模磨损后尺寸变小的:0)(dB B d δχ-∆+=凹模磨损后尺寸不变小:2/d d C C δ±=052.026-, 062.040-, 074.03.95-,062.03.51-属于磨损后尺寸变大的尺寸,26.037±属于磨损后尺寸不变的尺寸。
1.052.026-计算 A=26,Δ=0.52凹模偏差δd =Δ/4=0.13mmt=3,查参考文献[4]P39页,表2.3.1,得χ=0.5所以 mm A A dd 13.0013.00074.25)52.05.026()(+++=⨯-=∆-=δχ 2.尺寸062.040-计算 A=40,Δ=0.62凹模偏差δd =Δ/4=015mmt=1,查参考文献[4]P39页,得χ=0.5所以 mm A A dd 15.0015.00069.39)62.05.040()(+++=⨯-=∆-=δχ 3.尺寸074.03.95-计算 A=95.3,Δ=0.74凹模偏差δd =Δ/4=0.18mmt=1,查参考文献[4]P39页,得χ=0. 5所以 mm A A dd 18.0018.00093.94)74.05.03.95()(+++=⨯-=∆-=δχ 4.尺寸062.03.51-计算 A=51.3,Δ=0.62凹模偏差δd =Δ/4=0.15mmt=1,查参考文献[4]P39页,得χ=0. 5所以 mm A A dd 15.0015.00099.50)62.05.03.51()(+++=⨯-=∆-=δχ 5. 尺寸26.037±计算 C=37,Δ=0.52凹模偏差δd =Δ/4=0.15mmt=1,查参考文献[4]P39页,得χ=0. 5 所以 0.07372/±=±=d d C C δ凸模及凹模为基准配做,保证双面间隙为:0.42~0.60mm 。