第十一章答案
无机及分析化学第十一章氧化还原滴定课后练习与答案
第十一章氧化还原平衡与氧化还原滴定法一、选择题1.在一个氧化还原反应中,如果两个电对的电极电势值相差越大,则下列描述该氧化还原反应中正确的是()A.反应速度越大 B.反应速度越小 C.反应能自发进行 D.反应不能自发进行2.在电极反应S2O32-+2e SO42-中,下列叙述正确的是()A.S2O32-是正极,SO42-是负极 B.S2O32-被氧化,SO42-被还原C.S2O32-是氧化剂,SO42-是还原剂 D.S2O32-是氧化型,SO42-是还原型3.将反应:Fe2++ Ag+ = Fe3+ + Ag组成原电池,下列表示符号正确的是()A.Pt|Fe2+,Fe3+||Ag+|Ag B.Cu|Fe2+,Fe3+||Ag+|FeC.Ag|Fe2+,Fe3+||Ag+|Ag D.Pt|Fe2+,Fe3+||Ag+|Cu4.有一原电池:Pt|Fe2+,Fe3+||Ce4+,Ce3+|Pt,则该电池的反应是()A.Ce3++ Fe3+ Fe2++Ce4+ B.Ce4+ + e Ce3+C.Fe2+ +Ce4+ Ce3++ Fe3+ D.Ce3++ Fe2+ Fe +Ce4+5.在2KMnO4 + 16HCl 5Cl2 + 2MnCl2 + 2KCl +8H2O的反应中,还原产物是下面的哪一种()。
A.Cl2 B.H2O C.KCl D.MnCl26.Na2S2O3与I2的反应,应在下列哪一种溶液中进行()A.强酸性 B.强碱性 C.中性或弱酸性 D.12mol·L-1 HCl中7.在S4O62-离子中S的氧化数是( )A.2 B.2.5 C.+2.5 D.+48.间接碘量法中,应选择的指示剂和加入时间是()A.I2液(滴定开始前) B.I2液(近终点时)C.淀粉溶液(滴定开始前) D.淀粉溶液(近终点时)9.用Na2C2O4标定KMnO4溶液浓度时,指示剂是()A.Na2C2O4溶液 B.KMnO4溶液 C. I2液 D.淀粉溶液10.用K2Cr2O7标定Na2S2O3溶液的浓度,滴定方式采用()A.直接滴定法 B.间接滴定法 C.返滴定法 D.永停滴定法二、判断题1.氧化还原反应中氧化剂得电子,氧化数降低;还原剂失电子,氧化数升高。
第11-12章答案
第十一章建设中国特色社会主义事业的根本目的和依靠力量理论一、单项选择题1.我国的民主党派是(D )A.执政党B.反对党C.在野党D.参政党2.解决我国民族问题的基本原则是(A )A.坚持民族平等、民族团结和民族共同繁荣B.铲除民族压迫,消除各民族之间事实上的不平等C.反对大汉族主义和地方民族主义D.爱国主义与国际主义相结合3.解决民族问题的根本出发点和归宿是(C )A.民族平等B.民族团结C.各民族共同繁荣D.国家统一4.新时期爱国统一战线是(A )A.工人阶级领导的,工农联盟为基础的,全体社会主义劳动者、拥护社会主义的爱国者和拥护祖国统一的爱国者的广泛联盟B.以爱国主义和社会主义为政治基础的全体劳动者和爱国者联盟C.拥护社会主义的爱国者和拥护祖国统一的爱国者的联盟D.以工农联盟为基础的党与非党的特殊联盟5. 建设中国特色社会主义必须坚持全心全意依靠是(A )的方针。
A.工人阶级B.农民阶级C.知识分子D.新兴社会阶层6.现阶段人民军队建设的中心任务是(B )A.革命化B.现代化C.正规化D.国家化7.大陆范围以外新时期统一战线的政治基础是(D )A.爱国主义B.社会主义C.爱国主义和社会主义D.爱国和拥护祖国统一8.在新的历史时期,我国的军事战略方针是(C )A.主动出击B.加强战备C.积极防御D.谋求霸权9.我国民族政策的基石是(B )A.民族团结B.民族平等C.民族发展D.各民族共同繁荣10.知识分子是(B )A.小资产阶级的一部分B.工人阶级的一部分C.新兴社会阶层D.独立的社会阶级11.党的十八大指出:为人民服务是党的根本宗旨,以人为本、执政为民是检验党一切执政活动的最高标准。
这表明,中国特色社会主义建设的根本目的是(A )。
A.为了人民B.为了工人阶级C.为了党D.为了社会主义优越性的体现12.改革开放以来,我国出现了一些新的社会阶层,如个体户、私营企业主、民营科技企业的创业人员和技术人员等,他们是( C )。
物理化学第十一章课后答案完整版

第十一章化学动力学1.反应为一级气相反应,320 ºC时。
问在320 ºC加热90 min的分解分数为若干?解:根据一级反应速率方程的积分式答:的分解分数为11.2%2.某一级反应的半衰期为10 min。
求1h后剩余A的分数。
解:同上题,答:还剩余A 1.56%。
3.某一级反应,反应进行10 min后,反应物反应掉30%。
问反应掉50%需多少时间?解:根据一级反应速率方程的积分式答:反应掉50%需时19.4 min。
4. 25 ºC时,酸催化蔗糖转化反应的动力学数据如下(蔗糖的初始浓度c0为1.0023 mol·dm-3,时刻t的浓度为c)030609013018000.10010.19460.27700.37260.4676使用作图法证明此反应为一级反应。
求算速率常数及半衰期;问蔗糖转化95%需时若干?解:数据标为0 30 60 90 130 1801.0023 0.9022 0.8077 0.7253 0.6297 0.53470 -0.1052 -0.2159-0.3235-0.4648-0.6283利用Powell-plot method判断该反应为一级反应,拟合公式蔗糖转化95%需时5. N -氯代乙酰苯胺异构化为乙酰对氯苯胺为一级反应。
反应进程由加KI溶液,并用标准硫代硫酸钠溶液滴定游离碘来测定。
KI只与A反应。
数据如下:0 1 2 3 4 6 849.3 35.6 25.75 18.5 14.0 7.3 4.6 计算速率常数,以表示之。
解:反应方程如下根据反应式,N -氯代乙酰苯胺的物质的量应为所消耗硫代硫酸钠的物质的量的二分之一,0 1 2 34.930 3.560 2.575 1.8500 -0.3256 -0.6495 -0.980作图。
6.对于一级反应,使证明转化率达到87.5%所需时间为转化率达到50%所需时间的3倍。
对于二级反应又应为多少?解:转化率定义为,对于一级反应,对于二级反应,7.偶氮甲烷分解反应为一级反应。
第11章反常积分答案

第十一章 反常积分一、单选题(每题2分)1、广义积分dxx x ⎰∞+-1211=( )A 、0B 、2πC 、4πD 、发散2、广义积分dx x x ⎰∞+-+2221=( ) A 、4ln B 、0 C 、4ln 31 D 、发散3、广义积分⎰+-20234x x dx =( )A 、3ln 1-B 、32ln 21 C 、3ln D 、发散 4、下列广义积分收敛的是( )A 、⎰∞+edx x xln B 、⎰∞+e x x dx ln C 、⎰∞+e x x dx 2)(ln D 、⎰∞+ex x dx21)(ln~5、下列广义积分发散的是( )A 、⎰∞-0dxe xB 、⎰π2cos x dx C 、⎰-202x dx D 、⎰∞+-0dx e x6、下列积分中( )是收敛的A 、⎰∞+∞-xdx sin B 、⎰-222sin ππx dx C 、⎰∞+0dx e xD 、⎰-101x dx 7、下列广义积分发散的是( )A 、⎰-11sin x dx B 、⎰--1121x dx C 、⎰∞+-02dx xe x D 、⎰∞+22)(ln x x dx8、⎰=-10121dx e x x( )A 、e 1B 、11-eC 、e 1-D 、∞9、已知2sin 0π=⎰∞+dx x x ,则=⎰∞+dx x x x 0cos sin ( )A 、0B 、4πC 、 2πD 、π》10、广义积分=+⎰∞+∞-dx x 211( )A 、0B 、2πC 、2π-D 、π11、下列积分中绝对收敛的是( )A 、dx x x ⎰∞+12sin B 、dx x x ⎰∞+1sin C 、dx x ⎰∞+12sin D 、dx x x ⎰∞+14sin12、已知广义积分dxx ⎰∞+∞-sin ,则下列答案中正确的是( )A 、因为()x f 在()+∞∞-,上是奇函数,所以0sin =⎰∞+∞-dx x B 、dx x ⎰∞+∞-sin =()()()[]0cos cos cos =∞--∞+-=∞-∞+-xC 、dx x ⎰∞+∞-sin =()0cos cos lim sin lim =+-=⎰-+∞→+∞→b b xdx bbb bD 、dxx ⎰∞+∞-sin 发散13、设广义积分dxe kb ⎰∞+-0收敛,则k ( )^A 、0≥B 、0>C 、0<D 、0=答案:BCDCB DAABD ADB二、判断题(每题2分)1、当10<<λ时,无穷积分dx x x⎰∞+1cos λ条件收敛; ( )2、当10<<λ时,无穷积分dx x x⎰∞+1sin λ绝对收敛; ( )3、若无穷积分()⎰∞+adxx f 收敛,而函数()x ϕ在[)+∞,a 单调有界, 则无穷积分()()⎰∞+adxx x f ϕ收敛; ( )4、若()⎰∞+adxx f 收敛,则()0lim =+∞→x f x ; ( )/5、若()x f 在[)+∞,a 无界,则()⎰∞+a dx x f 发散; ( )6、若()x f x +∞→lim 不存在,则()⎰∞+adxx f 发散; ( )7、若()x f 单调,()⎰∞+adxx f 收敛,则()0lim =+∞→x f x ; ( )8、若()⎰∞+adxx f 收敛,则()⎰∞+adxx f 2收敛; ( )9、若()⎰∞+adxx f 2,()⎰∞+adxx g 2收敛,则()()⎰∞+adxx g x f 收敛; ( )10、如果()⎰∞+adxx f 收敛,()x g 在[)+∞,a 上有界,则()()⎰∞+a dx x g x f 收敛;( )11、若()⎰∞+adxx f 收敛,()0lim =+∞→x f x ,则()⎰∞+adxx f 2收敛; ( )12、如果()⎰∞+adxx f 绝对收敛,()1lim =+∞→x g x ,则()()⎰∞+adxx g x f 收敛;( )答案:××× ××× ×、三、填空题(每题2分) 1、若无穷积分()⎰∞+a dx x f 收敛,则()=⎰∞++∞→dx x f pp lim;2、若无穷积分()⎰∞+adxx f 收敛,则a b >时,无穷积分()⎰∞+bdxx f ;3、设(]b a x ,∈∀,函数()0≥x f ,a 是其瑕点,且极限())0()(lim +∞≤≤=-+→d d x f a x ax λ,若+∞≤<≥d 0,1λ,则瑕积分()⎰ba dx x f ;4、设[)+∞∈∀,a x ,函数()0≥x f ,0>a ,且极限())0(lim +∞≤≤=+→d d x f x a x λ, 若+∞<≤>d 0,1λ,则无穷积分()⎰∞+a dx x f ;5、若()⎰∞+adxx f 收敛,则无穷积分()⎰∞+adxx f ;6、当1>λ时,无穷积分dx x x⎰∞+1cos λ ;7、当1≥p 时,瑕积分⎰10px dx ;'8、若()⎰∞+adxx f 收敛,且存在极限()Ax f x =+∞→lim ,则=A ;9、=+⎰∞+12)1(x x dx ;=⎰∞+e x x dx 2ln ;10、设⎰∞-∞→=⎪⎭⎫ ⎝⎛+at axx dtte x x 1lim ,则常数=a ;11、如果广义积分dxx p ⎰∞++11收敛,则p ;12、如果广义积分dxx p ⎰-11发散,则p ;答案:1、0 2、收敛 3、发散 4、收敛 5、绝对收敛 6、绝对收敛7、发散 8、0 9、2ln 21;1 10、2 11、2-< 12、2≥四、计算题(每题5分) | 1、⎰∞+++0284x x dx解:⎰∞+++0284x x dx =)022arctan 21(lim 4)2(lim 02u x x dx u u u +=+++∞→+∞→⎰=8)42(21)422(arctan 21lim ππππ=-=-++∞→u u 2、dxx x 1sin 122⎰∞+π解:设x t 1=,则dt t dx 21-=,有dx x x 1sin 122⎰∞+π=120cos sin 02==-⎰ππt tdt 3、⎰∞+-+222x x dx解:⎰∞+-+222x x dx =221ln 31lim )2111(31lim 2u x x dx x x u u u ⎪⎭⎫ ⎝⎛+-=+--+∞→+∞→⎰ =2ln 32)2ln 221ln lim (31=-+-+∞←u u u4、⎰1ln xdx,解:⎰1ln xdx =()1)ln 1(lim 1ln lim ln lim 0100-=+--=-=+++→→→⎰εεεεεεεεx x x xdx5、⎰--1121x dx解:⎰--1121x dx=⎰⎰-→+-→-+-++εεεε10200121lim 1lim x dxx dx =)01arcsin 10(arcsin lim 0εεε-++-+→x x))1arcsin()1arcsin((lim 0εεε-++--=+→=πππ=+226、()⎰--112x x dx 解:因为()C x C t t dtt x xx dx+--=+-=+-=---⎰⎰1arctan 2arctan 2121122所以()⎰--1012x x dx=01)1arctan 2(lim 1)2(lim 010εεεε---=--++→-→⎰x xx dx=2)4arctan lim (20ππεε=--+→7、⎰∞+++04211dx x x-解:由 Cx x x x xx d dx x x x dx x x +-=+--=++=++⎰⎰⎰21arctan 212)1()1(111112222342得 ⎰∞+++04211dx x x =221arctan 21lim 11lim 20420πεεεε=-=++⎰++→+∞→→+∞→u x x dx x x u u u8、())0(ln >⎰∞+a x x dxa p解:1=p 时,+∞===+∞→∞++∞→⎰⎰a u x x x d x x dxu u a au ln ln lim ln ln lim ln1≠p 时,()()a u x p x xd x x dxpu uapu a p-+∞→+∞→∞+-==⎰⎰1)(ln 11limln ln limln=⎪⎩⎪⎨⎧<∞>--11)(ln 111p p a p p故当1>p 时,()⎰∞+a px x dx ln =()pa p --1ln 111≤p 时,()⎰∞+apx x dxln 发散;9、⎰2)ln(sin πdxx解:=I ⎰20)ln(sin πdx x =⎰+→20sin ln lim πεxdx ⎰+→=422sin ln lim 2πεεtdt t x、=⎰+++→42)cos ln sin ln 2(ln lim 2πεεdtt t=⎰⎰++⋅404cos ln 2sin ln 242ln 2πππtdttdt=⎰⎰+=++404022ln 2cos ln 2sin ln 22ln 2ππππIxdx xdx由此求得 2ln 2π-=I10、⎰∞+-∈=0)(N n dx e x I x n n解:当0=n 时,⎰∞+-==001dx e I x当1≥n 时,dx x e n ux e dx x e I un x u nx u un x u n ⎰⎰--+∞→-+∞→-+∞→+-==010lim 0)(lim lim=⎰---+∞→=u n n x u nI dx x e n 011lim则 !12)1(0n I n n I n =⋅⋅-= 五、证明题(每题5分) ~ 1、证明01ln 02=+⎰∞+dx x x证:令t x 1=,则 ⎰⎰⎰∞-∞+∞++-=⎪⎭⎫ ⎝⎛⋅+=+00222021ln 1111ln1ln dt t t dt t t t dx x x =⎰∞++-021ln dxx x则有 01ln 02=+⎰∞+dx x x2、证明dx x x⎰∞++01cos 收敛,且11cos 0≤+⎰∞+dx x x证:dx x x ⎰∞++01cos =dxx x x x ⎰∞+++∞++02)1(sin 01sin =dxx x⎰∞++02)1(sin又()22111sin x x x+≤+)(,而dxx ⎰∞++02)1(1收敛,所以dx x x ⎰∞++02)1(sin 收敛⇒dxx x ⎰∞++01cos 收敛而≤+=+⎰⎰∞+∞+02)1(sin 1cos dx x xdx xx1011)1(102=∞++-=+⎰∞+x dx x3、证明:若()x f 在()+∞∞-,上连续,且()⎰∞+∞-dx x f 收敛,则对任何()+∞∞-∈,x ,有()()⎰∞-=x x f dt t f dx d , ()()⎰∞+-=x x f dt t f dx d ,证:,a ∀由条件()1J dx x f =⎰∞-,()⎰∞+=02J dx x f 都存在;再由()x f 连续可得…()()()⎰⎰∞-=⎪⎭⎫ ⎝⎛+=x x a x f dt t f J dx d dt t f dx d ,1()()()⎰⎰∞+-=⎪⎭⎫ ⎝⎛+=x a x x f J dt t f dx d dt t f dx d ,24、 设()⎰∞+adxx f 收敛,证明:(1)若极限()x f x +∞→lim 存在,则()0lim =+∞→x f x(2)若()x f 在[)∞+a 上为单调函数,则()0lim =+∞→x f x证:(1)设()Ax f x =+∞→lim 。
第11章收入、费用和利润习题及答案
第十一章收入、费用和利润一、单项选择题1.2017年1月1日,甲公司与乙公司签订合同,将一项非专利技术使用权授予乙公司使用。
该非专利技术使用权在合同开始日满足合同确认收入的条件。
在2017年度内,乙公司每月就该非专利技术使用权的使用情况向甲公司报告。
并在每月月末支付特许权使用费。
在2018年内,乙公司继续使用该专利技术,但是乙公司的财务状况下滑,信用风险提高。
下列关于甲公司会计处理的说法中,不正确的是()。
A.2017年度内,甲公司在乙公司使用该专利技术的行为发生时,应当按照约定的特许权使用费确认收入B.2018年度内,由于乙公司信用风险提高,甲公司不应当确认收入C.2018年度内,甲公司应当按照金融资产减值的要求对乙公司的应收款项进行减值测试D.假设2019年度内,乙公司的财务状况进一步恶化,信用风险显著提升,不再满足收入确认条件,则甲公司不再确认收入,并对现有应收款项是否发生减值继续进行评估【答案】B【解析】选项B,2018年度内,由于乙公司信用风险提高,甲公司在确认收入的同时,按照金融资产减值的要求对乙公司的应收款项进行减值测试。
2.2018年1月1日,甲公司与乙公司签订合同,允许乙公司经营其连锁餐厅,双方协议约定,甲公司每年收取特许权使用费40万元,按季度收取特许权使用费。
合同签订日,符合收入确认条件,连锁餐厅自当日起交由乙公司经营。
2018年乙公司财务状况良好,每季度向甲公司提交经营报告和支付特许权使用费。
但自2019年,周边又相继出现了其他几家餐厅,致使乙公司经营的餐厅竞争压力倍增,顾客也日渐减少,从而财务状况下滑,现金不足,因此当年只支付了第一季度的特许权使用费,后三个季度均只支付了一半的特许权使用费。
2020年财务状况进一步恶化,信用风险加剧。
根据上述资料,甲公司进行的下列会计处理中,不正确的是()。
A.2018年需要确认特许权使用费收入B.2019年第一季度收到的特许权使用费10万元应确认收入C.2020年对已有的应收款项是否发生减值继续进行评估D.2020年确认收入的同时借记“应收账款”科目【答案】D【解析】2020年乙公司财务状况进一步恶化,信用风险加剧,不再符合收入确认条件,所以甲公司不再确认特许权使用费收入,同时对现有应收金额是否发生减值继续进行评估。
《红星照耀中国》11章答案

专题11 第十一篇回到保安【一、选择题】01、他姓李,(B)岁,自称是年纪最大的一个红军“战士”。
李在参加红军之前在山西省洪洞县卖肉,他痛斥“模范省主席”阎锡山和地方官吏以及他们的苛捐杂税。
A. 五十四B.六十四C.七十四D.八十四02、“礼拜堂”的真实姓名叫(C),他又是药剂师,又是红军战士。
A. 朱作其B.徐特立C.贾河忠D. 刘志丹03、在江西苏区进行了普遍的“( A)”宣传。
所有寺庙、教堂、教会产业都被没收为国家财产,和尚、尼姑、神父、牧师、外国传教士都被剥夺了公民权利,但是在西北实行了容忍宗教的政策。
A. 反神B.反封建C.反迷信D. 反宗教04、一天图书馆来了一批《字林西报》,斯诺读到了一个十分简单的巧克力蛋糕烘制法,他知道博古家里还藏着一罐可可,于是请李克农为他写申请书,要求中华苏维埃共和国西北区政府主席,给他( B)可可用来制作蛋糕。
A. 一两B. 二两C. 三两D. 四两05、在过去十多年中,在中国人关于他们国家的社会、政治、经济、文化问题的想法上,(D)肯定地而且明显地起着支配性的影响,特别是在知识青年中间,它是唯一的支配性的外来影响。
A. 美国B.英国C.日本D. 俄国06、中华全国苏维埃第一次代表大会通过的宪法说:“中华苏维埃政府,宣布它愿意与国际无产阶级和一切被压迫民族结成革命统一战线,宣布无产阶级专政的国家(C)是它的忠实盟友。
”A. 朝鲜B.印度C.苏联D.巴基斯坦07、共产党在他们的宣传中不断强调,他们只反对日本军阀、资本家和其他“法西斯压迫者”,(A)是他们的潜在盟友。
A.日本人民B.全世界人民C.国民党D.其他政党08、共产国际在一九二六年,接着在一九二七年春天发生灾难期间给予中国共产党策略路线和“指示”的时候,是由(D)领导的。
A.李德B.博古C.列宁D.斯大林09、(B)认为国民党不能完成革命的两项主要目标,即反帝——推翻外国在中国的统治——和反封建——推翻地主豪绅在中国农村的统治。
第十一章 习题参考答案

x=0处的光程差为
x=0处为第k=7级明纹时
11-19在双缝干涉实验装置中,屏幕到双缝的距离D远大于双缝之间的距离d,对于钠黄光( nm),产生的干涉条纹,相邻两明条纹的角距离(即两相邻的明条纹对双缝处的张角)为 。
(1)对于什么波长的光,这个双缝装置所得相邻两条纹的角距离比用钠黄光测得的角距离大10%?
11-29 1000条/mm; ;不变
11-30 0.139 mm
11-31 281 m
11-32 0.416 nm;0.395 nm
11-33 I1
11-34
11-35
11-15凸面镜的曲率半径为0.400m,物体置于凸面镜左边0.500m处,求物体的像位置。
解:根据成像公式 ,其中
则
解得
11-16一双凸透镜由火石玻璃制成,其折射率nL=1.61,曲率半径分别为0.332 m和0.417 m,求透镜在空气中的焦距。
解:
11-25用波长 =400 nm和 =700 nm的混合光垂直照射单缝,在衍射图样中 的第k1级明纹中心位置恰与 的第k2级暗纹中心位置重合。求k1和k2。
解:
即:
11-26在复色光照射下的单缝衍射图样中,其中某一未知波长光的第三级明纹极大位置恰与波长为 =600 nm光的第二级明纹极大位置重合,求这种光波的波长。
解:
,
11-21柱面平凹透镜A,曲率半径为R,放在平玻璃片B上,如题11-21图所示。现用波长为 的平行单色光自上方垂直往下照射,观察A和B间空气薄膜的反射光的干涉条纹。设空气膜的最大厚度 。
(1)求明条纹极大位置与凹透镜中心线的距离r;
(2)共能看到多少条明条纹;
第十一章答案
第十一章一、选择题1、C2、B3、C4、C5、C6、B7、B8、D9、D 10、C 11、C 12、A 13、B 14、B 15、D 16、D 17、D 18、A 19、C 20、A 21、B 22、B 23、B 24、C 25、A 26、B二、是非题1、F2、F3、T4、T5、T6、F7、T8、F9、F 10、F 11、F 12、T 13、F 14、F 15、T 16、T 17、F 18、T 19、T 20、F 21、T 22、F 23、T 24、F 25、F三、论述题1、平均消费倾向就是消费支出占可支配收入的平均比例;边际消费倾向是指消费增量和可支配收入增量之比,表示每增加一个单位的可支配收入时消费的变动情况。
2、(1)短期消费曲线是一条与纵坐标相交的一条曲线,而长期消费曲线则是一条从原点向右上方延伸的曲线。
(2)斜率不同,由于长期边际消费倾向比短期边际消费倾向高,所以长期消费曲线的斜率比短期消费曲线斜率大。
3、所谓自发性投资,是指不受国民收入或消费的影响而进行的投资,它是一种独立的由非经济因素决定的投资;所谓引致投资则是由于国民收入和消费的变动而引起的投资。
4.有效需求是指当商品的总供给价格等于商品的总需求价格时社会对商品的总需求。
简单地说,有效需求就是指有购买能力的需求。
5.两部门宏观经济的均衡条件:C+I=C+S,即I=S;三部门宏观经济的均衡条件:C+I+G=C+S+T ,即I+G=S+T ;四部门宏观经济的均衡条件:C+I+G+X=C+S+T +M,即I+G+X=S+T+M ;其中,C 代表消费,I 表示投资,S 表示储蓄,G 表示政府开支,T 表示税收,X 表示出口,M 表示进口。
6.成数亦称倍数,指当支出增加一个量,所引起的国民收入增加大于支出增加的量,其中的倍数就称作乘数。
乘数的一般公式为:K =MPC -11=MPS 1,式中,K 代表乘数;MPC代表边际消费倾向;MPS 代表边际储蓄倾向。
大学物理答案第11章

第十一章 恒定磁场11-1 两根长度相同的细导线分别多层密绕在半径为R 和r 的两个长直圆筒上形成两个螺线管,两个螺线管的长度相同,R =2r ,螺线管通过的电流相同为I ,螺线管中的磁感强度大小r R B B 、满足( )(A ) r R B B 2= (B ) r R B B = (C ) r R B B =2 (D )r R B B 4=分析与解 在两根通过电流相同的螺线管中,磁感强度大小与螺线管线圈单位长度的匝数成正比.根据题意,用两根长度相同的细导线绕成的线圈单位长度的匝数之比21==R r n n r R 因而正确答案为(C ).11-2 一个半径为r 的半球面如图放在均匀磁场中,通过半球面的磁通量 为( )(A )B r 2π2 (B ) B r 2π(C )αB r cos π22(D ) αB r cos π2题 11-2 图分析与解 作半径为r 的圆S ′与半球面构成一闭合曲面,根据磁场的高斯定理,磁感线是闭合曲线,闭合曲面的磁通量为零,即穿进半球面S 的磁通量等于穿出圆面S ′的磁通量;S B ⋅=m Φ.因而正确答案为(D ).11-3 下列说法正确的是( )(A ) 闭合回路上各点磁感强度都为零时,回路内一定没有电流穿过 (B ) 闭合回路上各点磁感强度都为零时,回路内穿过电流的代数和必定为零 (C ) 磁感强度沿闭合回路的积分为零时,回路上各点的磁感强度必定为零(D ) 磁感强度沿闭合回路的积分不为零时,回路上任意一点的磁感强度都不可能为零 分析与解 由磁场中的安培环路定律,磁感强度沿闭合回路的积分为零时,回路上各点的磁感强度不一定为零;闭合回路上各点磁感强度为零时,穿过回路的电流代数和必定为零.因而正确答案为(B ).11-4 在图(a)和(b)中各有一半径相同的圆形回路L1 、L2 ,圆周内有电流I1 、I2 ,其分布相同,且均在真空中,但在(b)图中L2 回路外有电流I3 ,P 1 、P 2 为两圆形回路上的对应点,则( )(A ) ⎰⎰⋅=⋅21L L d d l B l B ,21P P B B =(B ) ⎰⎰⋅≠⋅21L L d d l B l B ,21P P B B = (C ) ⎰⎰⋅=⋅21L L d d l B l B ,21P P B B ≠ (D ) ⎰⎰⋅≠⋅21L L d d l B l B ,21P P B B≠题 11-4 图分析与解 由磁场中的安培环路定律,积分回路外的电流不会影响磁感强度沿回路的积分;但同样会改变回路上各点的磁场分布.因而正确答案为(C ).11-5 半径为R 的圆柱形无限长载流直导体置于均匀无限大磁介质之中,若导体中流过的恒定电流为I ,磁介质的相对磁导率为μr (μr<1),则磁介质内的磁化强度为( ) (A )()r I μr π2/1-- (B ) ()r I μr π2/1- (C ) r I μr π2/- (D ) r μI r π2/分析与解 利用安培环路定理可先求出磁介质中的磁场强度,再由M =(μr-1)H 求得磁介质内的磁化强度,因而正确答案为(B ).11-6 北京正负电子对撞机的储存环是周长为240 m 的近似圆形轨道,当环中电子流强度为8 mA 时,在整个环中有多少电子在运行? 已知电子的速率接近光速. 分析 一个电子绕存储环近似以光速运动时,对电流的贡献为c I e I /Δ=,因而由lNec I =,可解出环中的电子数.解 通过分析结果可得环中的电子数10104⨯==ecIlN 11-7 已知铜的摩尔质量M =63.75 g·mol -1,密度ρ =8.9 g · cm -3,在铜导线里,假设每一个铜原子贡献出一个自由电子,(1)为了技术上的安全,铜线内最大电流密度26.0A mm m j -=⋅ ,求此时铜线内电子的漂移速率v d ;(2) 在室温下电子热运动的平均速率是电子漂移速率v d 的多少倍?分析 一个铜原子的质量A N M m /=,其中N A 为阿伏伽德罗常数,由铜的密度ρ 可以推算出铜的原子数密度m ρn /=根据假设,每个铜原子贡献出一个自由电子,其电荷为e ,电流密度d m ne j v = .从而可解得电子的漂移速率v d .将电子气视为理想气体,根据气体动理论,电子热运动的平均速率em kTπ8=v 其中k 为玻耳兹曼常量,m e 为电子质量.从而可解得电子的平均速率与漂移速率的关系.解 (1) 铜导线单位体积的原子数为M ρN n A /=电流密度为j m 时铜线内电子的漂移速率14A s m 1046.4--⋅⨯===eN M j ne j m m d ρv (2) 室温下(T =300 K)电子热运动的平均速率与电子漂移速率之比为81042.2π81⨯≈=edd m kTv v v 室温下电子热运动的平均速率远大于电子在恒定电场中的定向漂移速率.电子实际的运动是无规热运动和沿电场相反方向的漂移运动的叠加.考虑到电子的漂移速率很小,电信号的信息载体显然不会是定向漂移的电子.实验证明电信号是通过电磁波以光速传递的. 11-8 有两个同轴导体圆柱面,它们的长度均为20 m ,内圆柱面的半径为3.0 mm ,外圆柱面的半径为9.0 mm.若两圆柱面之间有10 μA 电流沿径向流过,求通过半径为6.0 mm 的圆柱面上的电流密度.题 11-8 图分析 如图所示是同轴柱面的横截面,电流密度j 对中心轴对称分布.根据恒定电流的连续性,在两个同轴导体之间的任意一个半径为r 的同轴圆柱面上流过的电流I都相等,因此可得rlI j π2=解 由分析可知,在半径r =6.0 mm 的圆柱面上的电流密度2m A μ3.13π2-⋅==rlIj 11-9 如图所示,已知地球北极地磁场磁感强度B 的大小为6.0×10-5T .如设想此地磁场是由地球赤道上一圆电流所激发的,此电流有多大? 流向如何?解 设赤道电流为I ,则由教材第11-4节例2 知,圆电流轴线上北极点的磁感强度()RIRR IR B 24202/32220μμ=+=因此赤道上的等效圆电流为A 1073.12490⨯==μRBI 由于在地球地磁场的N 极在地理南极,根据右手螺旋法则可判断赤道圆电流应该是由东向西流,与地球自转方向相反.题 11-9 图11-10 如图所示,有两根导线沿半径方向接触铁环的a 、b 两点,并与很远处的电源相接.求环心O 的磁感强度.题 11-10 图分析 根据叠加原理,点O 的磁感强度可视作由ef 、be 、fa 三段直线以及acb 、a d b 两段圆弧电流共同激发.由于电源距环较远,0=ef B .而be 、fa 两段直线的延长线通过点O ,由于0Idl r ⨯=,由毕奥-萨伐尔定律知0be fa ==B B .流过圆弧的电流I 1 、I 2的方向如图所示,两圆弧在点O 激发的磁场分别为21101π4r l I μB =,22202π4r l I μB = 其中l 1 、l 2 分别是圆弧acb 、a d b 的弧长,由于导线电阻R 与弧长l 成正比,而圆弧acb 、a d b又构成并联电路,故有2211l I l I =将21B B 、叠加可得点O 的磁感强度B . 解 由上述分析可知,点O 的合磁感强度0π4π42220211021=-=-=r l I μr l I μB B B 11-11 如图所示,几种载流导线在平面内分布,电流均为I ,它们在点O 的磁感强度各为多少?题 11-11 图分析 应用磁场叠加原理求解.将不同形状的载流导线分解成长直部分和圆弧部分,它们各自在点O 处所激发的磁感强度较容易求得,则总的磁感强度∑=iB B 0.解 (a) 长直电流对点O 而言,有0d =⨯rl I ,因此它在点O 产生的磁场为零,则点O 处总的磁感强度为1/4 圆弧电流所激发,故有RIμB 800=B 0 的方向垂直纸面向外.(b) 将载流导线看作圆电流和长直电流,由叠加原理可得RIμR I μB π22000-=B 0 的方向垂直纸面向里.(c ) 将载流导线看作1/2 圆电流和两段半无限长直电流,由叠加原理可得RIμR I μR I μR I μR I μB 4π24π4π4000000+=++=B 0 的方向垂直纸面向外.11-12 载流导线形状如图所示(图中直线部分导线延伸到无穷远),求 点O 的磁感强度B .题 11-12 图分析 由教材11-4 节例题2的结果不难导出,圆弧载流导线在圆心激发的磁感强度RαI μB π40=,其中α为圆弧载流导线所张的圆心角,磁感强度的方向依照右手定则确定;半无限长载流导线在圆心点O 激发的磁感强度R IμB π40=,磁感强度的方向依照右手定则确定.点O 的磁感强度O B 可以视为由圆弧载流导线、半无限长载流导线等激发的磁场在空间点O 的叠加. 解 根据磁场的叠加 在图(a)中,k i k k i B RI μR I μR I μR I μR I μπ24π4π44000000--=---= 在图(b)中,k i k i i B RI μR I μR I μR I μR I μπ41π14π44π4000000-⎪⎭⎫ ⎝⎛+-=---= 在图(c )中,k j i B RIμR I μR I μπ4π4830000---= 11-13 如图(a)所示,载流长直导线的电流为I ,试求通过矩形面积的磁通量.题 11-13 图分析 由于矩形平面上各点的磁感强度不同,故磁通量Φ≠BS .为此,可在矩形平面上取一矩形面元d S =l d x ,如图(b)所示,载流长直导线的磁场穿过该面元的磁通量为x l xId π2d d 0μ=⋅=ΦS B矩形平面的总磁通量ΦΦ⎰=d解 由上述分析可得矩形平面的总磁通量⎰==Φ211200lnπ2d π2d dd d Ilx l xIμμ 11-14 已知10 mm 2裸铜线允许通过50 A 电流而不会使导线过热.电流在导线横截面上均匀分布.求导线内、外磁感强度的分布.题 11-14 图分析 可将导线视作长直圆柱体,电流沿轴向均匀流过导体,故其磁场必然呈轴对称分布,即在与导线同轴的圆柱面上的各点,B 大小相等、方向与电流成右手螺旋关系.为此,可利用安培环路定理,求出导线表面的磁感强度.解 围绕轴线取同心圆为环路L ,取其绕向与电流成右手螺旋关系,根据安培环路定理,有∑⎰=⋅=⋅I μB 0πr 2d l B在导线内r <R , 2222ππRIr r R I I ==∑,因而 202πR IrμB =在导线外r >R ,I I =∑,因而rIμB 2π0=磁感强度分布曲线如图所示.11-15 有一同轴电缆,其尺寸如图(a)所示.两导体中的电流均为I ,但电流的流向相反,导体的磁性可不考虑.试计算以下各处的磁感强度:(1) r <R 1 ;(2) R 1 <r <R 2 ;(3) R 2 <r <R 3 ;(4) r >R 3 .画出B -r 图线.题 11-15 图分析 同轴电缆导体内的电流均匀分布,其磁场呈轴对称,取半径为r 的同心圆为积分路径,πr 2d ⋅=⋅⎰B l B ,利用安培环路定理∑⎰=⋅I μ0d l B ,可解得各区域的磁感强度.解 由上述分析得r <R 122101ππ12πr R μr B =⋅ 21012πR Ir μB =R 1 <r <R 2I μr B 022π=⋅rI μB 2π02=R 2 <r <R 3()()⎥⎦⎤⎢⎣⎡---=⋅I R R R r I μr B 22232203ππ2π 2223223032πR R r R r I μB --= r >R 3()02π04=-=⋅I I μr B04=B磁感强度B (r )的分布曲线如图(b).11-16 如图所示,N 匝线圈均匀密绕在截面为长方形的中空骨架上.求通入电流I 后,环内外磁场的分布.题 11-16 图分析 根据右手螺旋法则,螺线管内磁感强度的方向与螺线管中心轴线构成同心圆,若取半径为r 的圆周为积分环路,由于磁感强度在每一环路上为常量,因而πr 2d ⋅=⋅⎰B l B依照安培环路定理∑⎰=⋅I μ0d l B ,可以解得螺线管内磁感强度的分布.解 依照上述分析,有∑=⋅I μr B 02πr <R 102π1=⋅r B01=BR 2 >r >R 1NI μr B 022π=⋅rNI μB 2π02=r >R 202π3=⋅r B 03=B在螺线管内磁感强度B 沿圆周,与电流成右手螺旋.若112R R R <<- 和R 2 ,则环内的磁场可以近似视作均匀分布,设螺线环的平均半径()1221R R R +=,则环内的磁感强度近似为 RNIμB 2π0≈11-17 电流I 均匀地流过半径为R 的圆形长直导线,试计算单位长度导线内的磁场通过图中所示剖面的磁通量.题 11-17 图分析 由题11-14 可得导线内部距轴线为r 处的磁感强度()202πR Irμr B =在剖面上磁感强度分布不均匀,因此,需从磁通量的定义()S B d ⎰=r Φ来求解.沿轴线方向在剖面上取面元dS =l dr ,考虑到面元上各点B 相同,故穿过面元的磁通量dΦ=B dS ,通过积分,可得单位长度导线内的磁通量⎰=Sr B Φd解 由分析可得单位长度导线内的磁通量4πd 2π0020Iμr R Ir μΦR==⎰11-18 已知地面上空某处地磁场的磁感强度40.410T B -=⨯,方向向北.若宇宙射线中有一速率715.010m s -=⨯v 的质子,垂直地通过该处.求:(1)洛伦兹力的方向;(2) 洛伦兹力的大小,并与该质子受到的万有引力相比较.题 11-18 图解 (1) 依照B F ⋅=v q L 可知洛伦兹力L F 的方向为B ⊥v 的方向,如图所示. (2) 因B ⊥v ,质子所受的洛伦兹力N 102.316-⨯==B F v q L在地球表面质子所受的万有引力N 1064.126p -⨯==g m G因而,有101095.1/⨯=G F L ,即质子所受的洛伦兹力远大于重力.11-19 霍尔效应可用来测量血流的速度,其原理如图所示.在动脉血管两侧分别安装电极并加以磁场.设血管直径为d =2.0 mm ,磁场为B =0.080 T ,毫伏表测出血管上下两端的电压为U H =0.10 mV ,血流的流速为多大?题 11-19 图分析 血流稳定时,有H qE B q =v由上式可以解得血流的速度. 解 依照分析m/s 63.0===dBU B E HH v 11-20 带电粒子在过饱和液体中运动,会留下一串气泡显示出粒子运动的径迹.设在气泡室有一质子垂直于磁场飞过,留下一个半径为3.5 cm 的圆弧径迹,测得磁感强度为0.20 T,求此质子的动量和动能.解 根据带电粒子回转半径与粒子运动速率的关系有m /s kg 1012.121⋅⨯===-ReB m p vkeV 35.222==mp E k11-21 从太阳射来的速度为0.80×108m/s 的电子进入地球赤道上空高层范艾伦辐射带中,该处磁场为4.0 ×10-7T,此电子回转轨道半径为多大? 若电子沿地球磁场的磁感线旋进到地磁北极附近,地磁北极附近磁场为2.0 ×10-5T,其轨道半径又为多少? 解 由带电粒子在磁场中运动的回转半径高层范艾伦辐射带中的回转半径m 101.1311⨯==eB m R v地磁北极附近的回转半径m 2322==eB m R v11-22 如图(a)所示,一根长直导线载有电流I 1 =30 A ,矩形回路载有电流I 2 =20 A .试计算作用在回路上的合力.已知d =1.0 cm ,b =8.0 cm ,l =0.12 m .题 11-22图分析 矩形上、下两段导线受安培力F 1 和F 2 的大小相等,方向相反,对不变形的矩形回路来说,两力的矢量和为零.而矩形的左右两段导线,由于载流导线所在处磁感强度不等,所受安培力F 3 和F 4 大小不同,且方向相反,因此线框所受的力为这两个力的合力.解 由分析可知,线框所受总的安培力F 为左、右两边安培力F 3 和F 4 之矢量和,如图(b)所示,它们的大小分别为d lI I μF π22103=()b d l I I μF +=π22104故合力的大小为()N 1028.1π2π2321021043-⨯=+-=-=b d lI I μd l I I μF F F 合力的方向朝左,指向直导线.11-23 一直流变电站将电压为500kV 的直流电,通过两条截面不计的平行输电线输向远方.已知两输电导线间单位长度的电容为3.0×10-11F ·m -1,若导线间的静电力与安培力正好抵消.求:(1) 通过输电线的电流;(2) 输送的功率.分析 当平行输电线中的电流相反时,它们之间存在相互排斥的安培力,其大小可由安培定律确定.若两导线间距离为d ,一导线在另一导线位置激发的磁感强度dIμB π20=,导线单位长度所受安培力的大小BI F B =.将这两条导线看作带等量异号电荷的导体,因两导线间单位长度电容C 和电压U 已知,则单位长度导线所带电荷λ=CU ,一导线在另一导线位置所激发的电场强度dελE 0π2=,两导线间单位长度所受的静电吸引力λE F E =.依照题意,导线间的静电力和安培力正好抵消,即0=+E B F F从中可解得输电线中的电流.解 (1) 由分析知单位长度导线所受的安培力和静电力分别为d I μBI F B π220==dεU C λE F E 022π2== 由0=+E BF F 可得dεU C d I μ02220π2π2=解得A 105.4300⨯==μεCUI (2) 输出功率W 1025.29⨯==IU N11-24 在氢原子中,设电子以轨道角动量π2/h L =绕质子作圆周运动,其半径为m 1029.5110-⨯=a .求质子所在处的磁感强度.h 为普朗克常量,其值为s J 1063.634⋅⨯-分析 根据电子绕核运动的角动量π20h a m L ==v 可求得电子绕核运动的速率v .如认为电子绕核作圆周运动,其等效圆电流v/π20a e T e i ==在圆心处,即质子所在处的磁感强度为02a i μB =解 由分析可得,电子绕核运动的速率π2ma h=v其等效圆电流2020π4/π2ma he v a e i ==该圆电流在圆心处产生的磁感强度T 5.12π82202000===ma heμa i μB 11-25 如图[a]所示,一根长直同轴电缆,内、外导体之间充满磁介质,磁介质的相对磁导率为μr (μr <1),导体的磁化可以忽略不计.沿轴向有恒定电流I 通过电缆,内、外导体上电流的方向相反.求:(1) 空间各区域内的磁感强度和磁化强度;*(2) 磁介质表面的磁化电流.题 11-25 图分析 电流分布呈轴对称,依照右手定则,磁感线是以电缆对称轴线为中心的一组同心圆.选取任一同心圆为积分路径,应有⎰⋅=⋅r H d π2l H ,利用安培环路定理⎰∑=⋅fI d l H求出环路内的传导电流,并由H μB =,()H μM r 1-=,可求出磁感强度和磁化强度.再由磁化电流的电流面密度与磁化强度的关系求出磁化电流.解 (1) 取与电缆轴同心的圆为积分路径,根据磁介质中的安培环路定理,有∑=fπ2I r H对r <R 1221f ππrR I I =∑ 得2112πR IrH =忽略导体的磁化(即导体相对磁导率μr =1),有01=M ,21012πR IrμB =对R 2 >r >R 1I I=∑f得rI H 2π2=填充的磁介质相对磁导率为μr ,有()r I μM r 2π12-=,rI μμB r 2π02= 对R 3 >r >R 2()()2223223ππR r R R I I I f -⋅--=∑ 得()()222322332πR R r r R I H --= 同样忽略导体的磁化,有03=M ,()()2223223032πR R r r R I μB --= 对r >R 30=-=∑I I If得04=H ,04=M ,04=B(2) 由r M I s 2π⋅=,磁介质内、外表面磁化电流的大小为()()I μR R M I r si 12π112-=⋅= ()()I μR R M I r se 12π222-=⋅=对抗磁质(1r μ<),在磁介质内表面(r =R 1 ),磁化电流与内导体传导电流方向相反;在磁介质外表面(r =R 2 ),磁化电流与外导体传导电流方向相反.顺磁质的情况与抗磁质相反.H (r )和B (r )分布曲线分别如图(b)和(c )所示.。
机械设计作业集第11章答案

第十一章蜗杆传动一、选择题11—1与齿轮传动相比,___D____不能作为蜗杆传动的优点。
A 传动平稳、噪声小B 传动比可以较大C 可产生自锁D 传动效率高11—2阿基米德蜗杆和蜗轮在中间平面上相当与直齿条与_B_齿轮的啮合。
A 摆线B 渐开线C 圆弧曲线D、变态摆线11—3 在蜗杆传动中,如果模数和蜗杆头数一定,增加蜗杆分度圆直径,将使___B___。
A 传动效率提高,蜗杆刚度降低B 传动效率降低,蜗杆刚度提高C 传动效率和蜗杆刚度都提高D 传动效率和蜗杆刚度都降低11—4大多数蜗杆传动,其传动尺寸主要由齿面接触疲劳强度决定,该强度计算的目的是为防止___D___。
A 蜗杆齿面的疲劳点蚀和胶合B 蜗杆齿的弯曲疲劳折断C 蜗轮齿的弯曲疲劳折断D 蜗轮齿面的疲劳点蚀和胶合11—5在蜗杆传动中,增加蜗杆头数z1,有利于___D___。
A 提高传动的承载能力B 提高蜗杆刚度C 蜗杆加工D 提高传动效率11—6为了提高蜗杆的刚度,应___A___。
A 增大蜗杆的直径B 采用高强度合金钢作蜗杆材料C 蜗杆硬度,减小表面粗糙度值11—7 为了提高蜗杆传动的啮合效率ηl,在良好润滑的条件下,可采用___B___。
A 单头蜗杆B 多头蜗杆C 较高的转速n1D 大直径系数蜗杆11—8对闭式蜗杆传动进行热平衡计算,其主要目的是__B__。
A 防止润滑油受热后外溢,造成环境污染B 防止润滑油油温过高使润滑条件恶化C 防止蜗轮材料在高温下机械性能下降D 蜗杆蜗轮发生热变形后正确啮合受到破坏11—9对于一般传递动力的闭式蜗杆传动,其选择蜗轮材料的主要依据是__A__。
A 齿面滑动速度B 蜗杆传动效率C 配对蜗杆的齿面硬度D 蜗杆传动的载荷大小11—10对于普通圆柱蜗杆传动,下列说法错误的是__B__。
A 传动比不等于蜗轮与蜗杆分度圆直径比B 蜗杆直径系数越小,则蜗杆刚度越大C 在蜗轮端面内模数和压力角为标准值D 蜗杆头数z1多时,传动效率提高11—11蜗杆传动的当量摩擦系数f v随齿面相对滑动速度的增大而___C____。
第十一章 机械波与电磁波练习 答案

第十一章 机械波与电磁波练习一一、选择题1、当一列机械波在弹性介质中由近向远传播的时候,下列描述错误的是( A ) (A)机械波传播的是介质原子(B)机械波传播的是介质原子的振动状态 (C)机械波传播的是介质原子的振动相位 (D)机械波传播的是介质原子的振动能量2、已知一平面简谐波的表达式为 )cos(bx at A y -=(a 、b 为正值常量),则( D ) (A )波的频率为a ; (B )波的传播速度为 b/a ; (C )波长为 π / b ; (D )波的周期为2π / a 。
解释:由22cos()cos()2/2/y A at bx A t x a b ππππ=-=-,可知周期2T a π=。
波长为bπ2。
3、一平面简谐波的波形曲线如右图所示,则( D )(A)其周期为8s (B)其波长为10m(C)x =6m 的质点向右运动(D)x =6m 的质点向下运动4、如右图所示,一平面简谐波以波速u 沿x 轴正方向传播,O 为坐标原点.已知P 点的振动方程为cos y A t ω=,则( C )(A )O 点的振动方程为 []cos (/)y A t l u ω=-; (B )波的表达式为 {}cos [(/)(/)]y A t l u x u ω=--; (C )波的表达式为 {}cos [(/)(/)]y A t l u x u ω=+-; (D )C 点的振动方程为 []cos (3/)y A t l u ω=-。
二、填空题1、有一平面简谐波沿Ox 轴的正方向传播,已知其周期为s 5.0,振幅为m 1,波长为m 2,且在0=t 时坐标原点处的质点位于负的最大位移处,则该简谐波的波动方程为()πππ--=x t y 4cos 。
2、已知一简谐波在介质A 中的传播速度为u ,若该简谐波进入介质B 时,波长变为在介质A 中的波长的两倍,则该简谐波在介质B 中的传播速度为2u 。
第十一章 恒定电流的磁场(二)作业答案

一、 选择题【 C 】1.(基础训练2)三条无限长直导线等距地并排安放,导线Ⅰ、Ⅱ、Ⅲ分别载有1 A ,2 A ,3 A 同方向的电流.由于磁相互作用的结果,导线Ⅰ,Ⅱ,Ⅲ单位长度上分别受力F 1、F 2和F 3,如图所示.则F 1与F 2的比值是:(A) 7/16. (B) 5/8. (C) 7/8. (D) 5/4.【答】设导线Ⅰ、Ⅱ、Ⅲ的电流强度分别为321,,I I I ,产生的磁感应强度分别为321,,B B B ,相邻导线相距为a ,则()()0203011123110301022231227,2224222II F I l B B I l a a a I I F I l B B I l a a aμμμπππμμμπππ⎛⎫=+=+= ⎪⋅⎝⎭⎛⎫=-=-= ⎪⎝⎭式中121231, 1, I 1A, I 2A, I 3A l m l m =====,得 8/7/21=F F .【 D 】2. (基础训练6)两个同心圆线圈,大圆半径为R ,通有电流I 1;小圆半径为r ,通有电流I 2,方向如图.若r << R (大线圈在小线圈处产生的磁场近似为均匀磁场),当它们处在同一平面内时小线圈所受磁力矩的大小为 (A) Rr I I 22210πμ. (B)Rr I I 22210μ. (C)rR I I 22210πμ. (D) 0.【答】大圆电流在圆心处的磁感应强度为,方向垂直纸面朝内2RI B 101μ=; 小圆电流的磁矩为方向垂直纸面朝内,,222r I p m π=所以,小圆电流受到的磁力矩的大小为2211sin 00m m M p B p B =⨯=︒=[ B ]3.(自测提高2)如图所示,一电子以速度v垂直地进入磁感强度为B的均匀磁场中,此电子在磁场中运动轨道所围的面积内的磁通量将(A) 正比于B ,反比于v 2. (B) 反比于B ,正比于v 2. (C)正比于B ,反比于v . (D) 反比于B ,反比于v .【答】 电子在磁场中做匀速率圆周运动,运动平面的法向平行于磁感应强度方向,因此,磁通量为2R B πΦ=,其中半径R 可由式2v evB m R =求得:mv R eB =,所以222mv m v B eB eB ππ⎛⎫Φ== ⎪⎝⎭.F 1F 2F 31 A2 A3 A ⅠⅡⅢOrR I 1 I 2[ B ]4、(自测提高4)一个动量为p 的电子,沿图示方向入射并能穿过一个宽度为D 、磁感强度为B(方向垂直纸面向外)的均匀磁场区域,则该电子出射方向和入射方向间的夹角为 (A)p eBD 1cos-=α.(B)p eBD 1sin -=α. (C)epBD 1sin -=α. (D) ep BD 1cos -=α.【答】电子在磁场中的轨迹为一段圆弧,如图。
第十一章综合练习题及答案

第十一章中国特设社会主义的文化建设一、单选题1.发展社会主义文化必须坚持的方向是()。
A.为人民服务,为社会主义服务B.社会主义的方向C.为精神文明服务,为物质文明服务2.社会主义精神文明建设的目标是()。
A.提高全民族的思想道德素质和科学文化水平B.培育“四有”新人C.在全社会形成共同理想和精神支柱3.社会主义精神文明建设的根本任务是()。
A.使得社会主义精神文明建设和物质文明建设协调发展B.提高社会主义生活质量。
C.提高整个中华民族的思想道德素质和科学文化水平4.集中体现社会主义精神文明建设的性质和方向的是()。
A.社会主义思想道德建设。
B.教育科学文化建设C.马克思主义的理论建设5.社会主义道德的核心是()。
A.为人民服务B.集体主义C.爱国主义6.社会主义道德的基本原则是()。
A.爱国主义B.为人民服务C.集体主义7.有中国特色的社会主义文化建设的根本是()。
A.发展教育和科学B.在全社会形成共同理想和精神支柱C.深化文化体制改革8.新时期我国爱国主义的主题是()。
A.实现国家统一B.增强人民凝聚力C.建设有中国特色的社会主义9.搞好道德建设的两种基本手段和途径是()A.教育和引导B.教育和法制C.法制和引导10.社会主义道德建设要解决的问题是()。
A.经济社会发展的社会主义方向问题B.为物质文明建设提供智力支持问题C.整个民族的精神支柱和精神动力问题11.发展我国社会主义科学和文化艺术的方针是()。
A.弘扬主旋律,提倡多样化B.百花齐放,百家争鸣C.一手抓物质文明,一手抓精神文明12.社会道德和职业道德的基本规范()。
A.勤劳勇敢B.诚实守信。
C.热爱祖国13.建立社会主义思想道德体系,必须()。
A.以为人民服务为核心,以集体主义为原则B.以为人民服务为重点,以集体主义为核心C.以为人民服务为核心,以集体主义为重点14.当今世界范围的经济竞争、综合国力的竞争,实质上是()。
A.科学技术的竞争和民族文化的竞争B.民族文化的竞争和人口素质的竞争C.科学技术的竞争和民族素质的竞争15.社会主义道德的基本要求是()。
第11章 习题提示和答案

h1 xh1 (1 x)h1 1 358.95 kJ/kg ,qc h1 h5 1 060.7 kJ/kg ,可用T s 图上面积 155'1'1
表示, wnet
h2 h1 184.0
kJ/kg ,
qc wnet
5.77 , qm
qQc qc
wnet
wC wT
65.25
kJ/kg ,
qc wnet
0.916 , I
T0sg
T0 c p
ln
T2 ' T2
11.83
kJ/kg 。
11-6 某采用理想回热的压缩气体制冷装置(循环示意见图 11-3),工质为某种理想气体,
循环增压比为 5 ,冷库温度 Tc 40 C ,环境温度为 300K,若输入功率为 3kW,试计算:
qc,a cp (T1 T4,a ) 71.2 kJ/kg , qc,b cp (T1 T4,b ) 110.7 kJ/kg 。
11-4 若题 11-3 中压气机绝热效率C,s 0.82 ,膨胀机相对内效率T 0.85 ,(1)分别
计算1 kg 工质的制冷量,循环净功及循环性能系数;(2)若取空气比热容是温度的函数,再
氟利昂 12。今有以氟利昂 134a 为工质的制冷循环,其冷凝温度
为 40℃,蒸发器温度为-20℃(图 11-4),求:(1)蒸发器和冷
凝器的压力;(2)循环的制冷系数。
提示和答案:若非特别说明制冷剂离开蒸发器进入压缩机时
的状态可近似为温度为蒸发器内温度的干饱和蒸气,离开冷凝器
图 11-4
时的状态为冷凝器内温度的饱和液;节流过程焓值不变。据 t1 20 C 、 t3 40 C ,查氟
第十一章市场失灵和微观经济政策(习题及答案)

第十一章市场失灵和微观经济政策(习题及答案)一.选择题1.由于垄断会使效率下降,因此任何垄断都是要不得的,这一命题()A、一定是正确的B、并不正确C、可能是正确的D、基本上是正确的2.某一经济活动存在外部经济是指该活动的()A、私人利益大于社会利益B、没有私人成本C、私人利益小于社会利益D、社会成本大3.某人的吸烟行为属于()A、生产的外部经济B、消费的外部经济C、生产的外部不经济D、消费的外部不经济4.政府提供的物品()公共物品。
A、一定是B、不都是C、大部分是D、少部分是5.市场不提供纯粹公共物品,是因为()A、公共物品不具有排他性B、公共物品不具有竞争性C、消费者都想“免费乘车”D、以上三种情况都是6.下面哪一个可能引起正的外部性:()A、购买一部个人电脑B、消费比萨饼C、教育一个人D、在一个封闭的空间里吸烟7.下面哪一个不产生外部性:()A、一个消费者吃一条巧克力B、一个企业向空间中排放污染物C、一个家庭主妇铲掉家门外面的雪D、一个人吸烟E、一个养蜂人的蜜蜂给邻居的果树授粉8.下面哪一个是政府失灵的原因:()A、外部性和公共物品B、完全信息C、激励问题D、政府的消费二、简答题1、垄断是如何造成市场失灵的?2、为什么市场上外部不经济的物品生产的多,而外部经济的物品生产的少?3、公共物品为什么不能依靠市场来提供?【参考答案】一、选择题BCDB DCAA二、简答题1、垄断是如何造成市场失灵的?解答:要点如下:第一,在垄断情况下,厂商的边际收益小于价格.因此,当垄断厂商按利润最大化原则(边际收益等于边际成本)确定产量时,其价格将不是等于而是大于边际成本,以更高的价格生产了更低的产量,这就出现了低效率的情况.第二,为获得和维持垄断地位从而得到垄断利润的寻租活动是一种纯的浪费.这进一步加剧了垄断的低效率情况.2、为什么市场上外部不经济的物品生产的多,而外部经济的物品生产的少?解答:要点如下:外部性使产品生产的社会成本与私人成本不一致,或者使产品生产的社会收益与私人收益不相等,从而使某种产品的生产,从社会的角度看,存在过多或者过少的弊病。
第11章机械波作业答案

y
Acos(t
2p l
x)
y
Acos(t
2p l
x)
沿x轴负向传播的波在x=-5λ/4处的振动方程为
y
入
A cos[ t
2p l
(
5 4
l )]
A cos( t
p
) 2
波密介质反射,反射波在该点引起的振动方程为
y反
A cos (t
p
2
p
)
A cos (t
2. 如图所示,一平面简谐波沿Ox轴负方向传播,
波 则P处长波质为的点波l,_若动_t1_P方_处_程l_质l_是_点时_y的_刻_振_A的_c动_o振_s[方_2动_π程_状_(t是_态__xyl与p__l_)A_Lc_πo2_s](。y2π t ,π2 )
O处的质点t1时刻的振动状态相同。
2p
x)
l
6、一微波探测器位于湖面以上0.5米处,一发射波长为21 ㎝的单色微波射电星从地平线上缓缓升起,探测器将相继 指出信号强度的极大值和极小值,当接收到第一个极大值 时,射电星位于湖面以上什么角度?
解:如图,设出现第一极大值时射电星与湖面成
θ角。由射电星射出的1、2波束是相干波,在探
测器处P点两波的波程差为
p
2
)
则反射波的波函数为
y
Acos[(t x 5l / 4) p ] Acos(t 2p
u
2
l
x)
最后在
y
5l x0
4
y y
区间形成驻波,其表达式为 2 A cos 2p x cos t
第11章习题答案

十一章课后习题答案一、选择题1. 下列关于异常的叙述错误的是(A )。
A.编译错属于异常,可以抛出B.运行错属于异常C.硬件故障也可当异常抛出D.只要是编程者认为是异常的都可当异常抛出2. 下列叙述错误的是(B )。
A.throw语句须书写在时语句块中B.throw语句必须在try语句块中直接运行或通过调用函数运行C.一个程序中可以有try语句而没有throw语句D.throw语句抛出的异常可以不被捕获3. 关于函数声明float fun(int a,int b)throw,下列叙述正确的是(B )。
A.表明函数抛出float类型异常B.表明函数抛出任何类型异常C.表明函数不抛出任何类型异常D.表明函数实际抛出的异常4. 下列叙述错误的是(C)。
A.catch(…)语句可捕获所有类型的异常B.一个try语句可以有多个catch语句C.catch(…)语句可以放在catch语句组的中间D.程序中try语句与catch语句是一个整体,缺一不可二、简答题1. 什么是命名空间,怎样定义命名空间?答:命名空间是一个保持唯一名称的区域,其实质是一个作用域。
语法为:namespace A //定义一个命名空间A{int a;float b;void f(){…}}其中namespace为定义的关键字,A为命名空间的名字。
2. 什么是异常,什么是异常处理?答:在编写程序时,总是会不可避免地遇到一些问题。
尤其是在设计一个类时,总要包含一些错误处理。
C++提供了异常处理机制,它把错误检查和错误处理分开。
如设计类专门检查各种可能出现的错误,类的使用者则提供具体的错误处理程序。
3. C++异常处理处理有哪些特点?答:异常处理的思路是:发现错误的函数可以不具有错误处理能力。
这个函数会引发一个异常,希望它的调用者能捕获这个异常并处理这个错误。
如果调用者也不能处理这个错误,还可以联系给上层调用者处理。
这种传播会一直继续到异常被处理为止。
第十一章课后习题答案
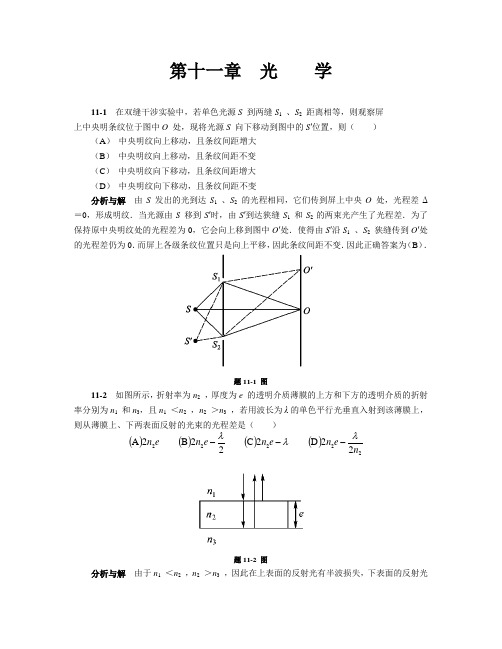
第十一章 光 学11-1 在双缝干涉实验中,若单色光源S 到两缝S 1 、S 2 距离相等,则观察屏 上中央明条纹位于图中O 处,现将光源S 向下移动到图中的S ′位置,则( )(A ) 中央明纹向上移动,且条纹间距增大(B ) 中央明纹向上移动,且条纹间距不变(C ) 中央明纹向下移动,且条纹间距增大(D ) 中央明纹向下移动,且条纹间距不变分析与解 由S 发出的光到达S 1 、S 2 的光程相同,它们传到屏上中央O 处,光程差Δ=0,形成明纹.当光源由S 移到S ′时,由S ′到达狭缝S 1 和S 2 的两束光产生了光程差.为了保持原中央明纹处的光程差为0,它会向上移到图中O ′处.使得由S ′沿S 1 、S 2 狭缝传到O ′处的光程差仍为0.而屏上各级条纹位置只是向上平移,因此条纹间距不变.因此正确答案为(B ).题11-1 图11-2 如图所示,折射率为n 2 ,厚度为e 的透明介质薄膜的上方和下方的透明介质的折射率分别为n 1 和n 3,且n 1 <n 2 ,n 2 >n 3 ,若用波长为λ的单色平行光垂直入射到该薄膜上,则从薄膜上、下两表面反射的光束的光程差是( )()()()()2222222D 2C 22B 2A n e n e n e n e n λλλ---题11-2 图分析与解 由于n 1 <n 2 ,n 2 >n 3 ,因此在上表面的反射光有半波损失,下表面的反射光没有半波损失,故它们的光程差222λ±=∆e n ,这里λ是光在真空中的波长.因此正确答案为(B ). 11-3 如图(a )所示,两个直径有微小差别的彼此平行的滚柱之间的距离为L ,夹在两块平面晶体的中间,形成空气劈形膜,当单色光垂直入射时,产生等厚干涉条纹,如果滚柱之间的距离L 变小,则在L 范围内干涉条纹的( )(A ) 数目减小,间距变大 (B ) 数目减小,间距不变(C ) 数目不变,间距变小 (D ) 数目增加,间距变小题11-3图分析与解 图(a )装置形成的劈尖等效图如图(b )所示.图中 d 为两滚柱的直径差,b 为两相邻明(或暗)条纹间距.因为d 不变,当L 变小时,θ 变大,L ′、b 均变小.由图可得L d b n '==//2sin λθ,因此条纹总数n d b L N λ//2='=,因为d 和λn 不变,所以N 不变.正确答案为(C )11-4 在单缝夫琅禾费衍射实验中,波长为λ的单色光垂直入射在宽度为3λ的单缝上,对应于衍射角为30°的方向,单缝处波阵面可分成的半波带数目为( )(A ) 2 个 (B ) 3 个 (C ) 4 个 (D ) 6 个分析与解 根据单缝衍射公式()()(),...2,1 212 22sin =⎪⎪⎩⎪⎪⎨⎧+±±=k λk λk θb 明条纹暗条纹 因此第k 级暗纹对应的单缝波阵面被分成2k 个半波带,第k 级明纹对应的单缝波阵面被分成2k +1 个半波带.由题意23sin /λθ=b ,即对应第1 级明纹,单缝分成3 个半波带.正确答案为(B ).11-5 波长λ=550 nm 的单色光垂直入射于光栅常数d =1.0 ×10-4 cm 的光栅上,可能观察到的光谱线的最大级次为( )(A ) 4 (B ) 3 (C ) 2 (D ) 1分析与解 由光栅方程(),...1,02dsin =±=k λk θ,可能观察到的最大级次为()82.1/2dsin max =≤λπk 即只能看到第1 级明纹,答案为(D ). 11-6 三个偏振片P 1 、P 2 与P 3 堆叠在一起,P 1 与P 3的偏振化方向相互垂直,P 2与P 1 的偏振化方向间的夹角为45°,强度为I 0 的自然光入射于偏振片P 1 ,并依次透过偏振片P 1 、P 2与P 3 ,则通过三个偏振片后的光强为( )(A ) I 0/16 (B ) 3I 0/8 (C ) I 0/8 (D ) I 0/4分析与解 自然光透过偏振片后光强为I 1 =I 0/2.由于P 1 和P 2 的偏振化方向成45°,所以偏振光透过P 2 后光强由马吕斯定律得445cos 0o 212/I I I ==.而P 2和P 3 的偏振化方向也成45°,则透过P 3 后光强变为845cos 0o 223/I I I ==.故答案为(C ).11-7 一束自然光自空气射向一块平板玻璃,如图所示,设入射角等于布儒斯特角i B ,则在界面2 的反射光( )(A ) 是自然光(B ) 是线偏振光且光矢量的振动方向垂直于入射面(C ) 是线偏振光且光矢量的振动方向平行于入射面(D ) 是部分偏振光题11-7 图分析与解 由几何光学知识可知,在界面2 处反射光与折射光仍然垂直,因此光在界面2 处的入射角也是布儒斯特角,根据布儒斯特定律,反射光是线偏振光且光振动方向垂直于入射面.答案为(B ).11-8 在双缝干涉实验中,两缝间距为0.30 mm ,用单色光垂直照射双缝,在离缝1.20m 的屏上测得中央明纹一侧第5条暗纹与另一侧第5条暗纹间的距离为22.78 mm .问所用光的波长为多少,是什么颜色的光?分析与解 在双缝干涉中,屏上暗纹位置由()212λ+'=k d d x 决定,式中d ′为双缝到屏的距离,d 为双缝间距.所谓第5 条暗纹是指对应k =4 的那一级暗纹.由于条纹对称,该暗纹到中央明纹中心的距离mm 27822.=x ,那么由暗纹公式即可求得波长λ.此外,因双缝干涉是等间距的,故也可用条纹间距公式λdd x '=∆求入射光波长.应注意两个第5 条暗纹之间所包含的相邻条纹间隔数为9(不是10,为什么?),故mm 97822.=∆x 。
第十一章 简单电路知识点——答案

二、组装电路一、串联和并联1.串联:把电路中的元件依次连接起来的电路叫做串联。
2.串联电路的特点:(1)电流只有一条路径,没有分支。
(2)开关可以控制整个电路,跟其所处位置无关。
(3)用电器工作时互相影响,其中一个发生故障,整个电路不能正常工作。
3.并联:把电路中的元件并列地连接在电路中的两点之间,电路中的电流分为几个分支,分别流经几个元件,这种连接方式叫做并联。
4.并联电路的特点(1)电路有若干个分支,干路和任意支路可构成一条电流路径,电流有若干条路径。
(2)干路上的开关控制整个电路,支路上的开关控制所在支路。
(3)各条支路中的用电器工作时互不影响,一条支路中的用电器发生故障,其它支路中的用电器可以正常工作。
注意:判断串并联电路的方法①定义法:用电器逐个顺次连接且互相影响的是串联电路,用电器并列连接起来再连入电路,能各自独立工作互不影响的是并联电路。
②电流法:凡是电路中电流只有一条路径的,一定是串联电路,电路中电流有两条或两条以上路径的是并联电路。
③拆除法:断开用电器,若其它用电器不能工作,则该用电器与其它用电器串联,若其它用电器仍能工作,则该用电器与其它用电器并联。
④短路法:用一根导线将某一用电器短路,如果其它用电器仍能工作,这几个用电器与该用电器是串联;如果其它用电器都不能工作,则这几个用电器与该用电器是并联。
5.串联电路和并联电路的特点对比比较项目串联电路并联电路连接方式电路元件顺次连接并列地连接在两点之间电流路径只有一条不止一条,有多条支路相互影响一用电器发生故障,其它用电器也不工作一条支路用电器发生故障,不影响其它支路用电器开关作用一个开关同时控制所有的用电器支路开关控制该支路用电器,干路开关控制所有支路二、生活中的电路实际生活中有关串联电路和并联电路的应用十分广泛,如用来装饰殿堂、居室、圣诞树的小彩灯,有些就是串联的,街上的路灯、家中的电视、电灯、洗衣机、电冰箱等都是并联的。
1.电压表是测量电压大小的仪表,电路中的符号是常用电压表有三个接线柱:“-”、“3”、“15”,两个量程“0~3V”、“0~15V”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第11章凝固缺陷及控制
1.何谓枝晶偏析、晶界偏析、正偏析、负偏析、正常偏析、逆偏析和重力偏析?
答:枝晶偏析,又称晶内偏析,是在一个晶粒内出现的成分不均匀现象,常产生于具有结晶温度范围、能够形成固溶体的合金中。
对于溶质分配系数k0<1的固溶体合金,晶粒内先结晶部分含溶质较少,后结晶部分含溶质较多。
这种成分不均匀性就是晶内偏析。
固溶体合金按树枝晶方式生长时,先结晶的枝干与后结晶的分枝也存在着成分差异,因此又称为枝晶偏析。
晶界偏析:在合金凝固过程中,溶质元素和非金属夹杂物常富集于晶界,使晶界与晶内的化学成分出现差异,这种成分不均匀现象称为晶界偏析。
正偏析与负偏析:根据合金各部位的溶质浓度Cs与合金原始平均浓度C0的偏离情况分,凡Cs>C0者,称为正偏析;Cs<C0者,称为负偏析。
正常偏析:当合金的溶质分配系数k0<1时,凝固界面的液相中将有一部分溶质被排出,随着温度的降低,溶质的浓度将逐渐增加,越是后来结晶的固相,溶质浓度越高。
当k0>1时则与此相反,越是后来结晶的固相,溶质浓度越低。
按照溶质再分配规律,这些都是正常现象,故称之为正常偏析。
逆偏析:铸件凝固后常出现与正常偏析相反的情况,即k0<1时,铸件表面或底部含溶质元素较多,而中心部位或上部含溶质较少,这种现象称为逆偏析。
重力偏析:重力偏析是由于重力作用而出现的化学不均匀现象,通常产生于金属凝固前和刚刚开始凝固之际。
当共存的液体和固体或互不相溶的液相之间存在密度差时,将会产生重力偏析。
2、简述凝固裂纹的形成机理及防止措施。
答:(1)凝固裂纹的形成机理
金属在凝固过程中要经历液-固状态和固-液状态两个阶段,在温度较高的液-固阶段,晶体数量较少,相邻晶体间不发生接触,液态金属可在晶体间自由流动,此时金属的变形主要由液体承担,已凝固的晶体只作少量的相互位移,其形状基本不变。
随着温度的降低,晶体不断增多且不断长大。
进入固-液阶段后,多数液态金属已凝固成晶体,此时塑性变形的基本特点是晶体间的相互移动,晶体本身也会发生一些变形。
当晶体交替长合构成枝晶骨架时,残留的少量液体尤其是低熔共晶,便以薄膜形式存在于晶体之间,且难以自由流动。
由于液态薄膜抗变形阻力小,形变将集中于液膜所在的晶间,使之成为薄弱环节。
此时若存在足够
大的拉伸应力,则在晶体发生塑性变形之前,液膜所在晶界就会优先开裂,最终形成凝固裂纹。
(2)凝固裂纹的防止措施
A 冶金措施:1)限制有害杂质2)微合金化和变质处理3)改进铸钢的脱氧工艺4)改善金属组织5)利用“愈合”作用
B 工艺措施
●焊接工艺措施
1)适当降低热输入,避免熔池过热。
热输入较大时,易形成粗大的柱状晶,增加偏析程度,同时晶界上低熔点共晶熔化较严重,焊接应力也较大。
因此凝固裂纹和液化裂纹形成倾向大。
2)针对不同的焊接方法和接头型式,合理调整焊接工艺参数,获得合适的焊缝成形系数。
适当增加成形系数,使低熔点共晶聚集在焊缝上部,与焊缝收缩应力成一定角度,有利于防止凝固裂纹的产生。
3)焊缝凹进部位过热严重,易形成液化裂纹,凹度d越大,裂纹倾向越大。
控制凹度使d<1mm,可减少液化裂纹倾向。
4)在接头设计和装焊顺序方面,应尽量降低接头的刚度或拘束度,尽可能使大多数焊缝在较小刚度条件下焊接,以改善焊接接头的应力状态。
●铸造工艺措施
1)减小铸件的收缩应力,如增加铸型和型芯的退让性,预热铸型,在铸型和型芯表面刷涂料等,可降低热裂倾向。
2)改进浇注方法,设置合理的浇道数量,控制浇注速度等,以控制铸件的冷却速度,使铸件各部分的温度相对均匀。
3)设计合理的铸件结构,避免直角或十字交叉的截面。
必要时设置防裂肋,在两壁相交部位采用冷铁加速热节的冷却等,也是防止铸件热裂的重要措施。