塑胶手柄检验SIP
注塑SIP检验指导书

V
V 首件及制程 12H/1模/次 V
5.尺寸
/
卡尺
首件及制程 4H/2模/次
V
6.测试
/
测试仪/冰 箱
首件2模
V
7.包装
1.产品无错装、多装、少装 2.包装箱无残留标签、无 脏污3.产品标识清楚、正确目视每批V变更人变更内容
版本
日期
编制:
审核:
会签:
审批:
0.01 0.65 1.00 目视 V V 首件及制程 检验/每 2H/3模/次
1、产品不可有缺胶、缩水、碰伤、发白、混色、气纹 、料花、脏污、拉伤、烧焦、顶白,顶高、变形、拖 伤,拉裂 2.外观 2、产品周边披锋不可大于0.05mm 3、产品表面的尘点、异物、异色点直径在0.5mm内, 两点间隔3cm以上,单面允收2点。 3.装配 4.重量 / 塞尺 电子秤 目视
品质检验指导书
版本 类别 物料编号 ■注塑 A0 □丝印 页次 机型名称 产品名称 检查项目
1.颜色
1/1
发行日期 模具编号 材质 判 定 标 准
以样件为准,用色差仪检测(△E<0.8)
文件编号 AQL标准 颜 色
GB/T2828.1-2012
本色 AQL标准 检测工具 检验频率 CR MAJ MIN
SIP-塑胶件通用检验标准

附著力
用百格測試後,掉漆面積在5%以下
√
百格刀
14
色差
色差△E≦1.0, △L≦0.6, △a≦0.3, △b≦0.3
√
色差機
15
脫漆
A、B面:不可有或比照限度sample
√
污點卡
目視
C面:面積<0.2mm2允收兩點,距離大于100mm
√
16
溢漆
溢漆不可,或比照sample
√
目視
17
雜質
A面: 面積<0.2mm2允收1點
判定
工具
CR
MA
MI
5
流痕
A面:不允許
√
目視
樣板
B、C面:明顯流痕不允許或比對簽樣
√
D面:不作管控
√
6
缺料
A面:不允許
√
目視
樣板
B、C面:不允許
√
D面:不允許或比對樣品
√
7
結合線
A、B面:有明顯結合線不允許
√
目視
樣板
C、D面:明顯結合線不允許或比對樣品
√
8
毛邊
ABC面:不允許或比對樣品
√
目視
樣板
D面:不作管控或比對樣品
C面(三級區域):經組裝後,位於使用者後面與前框、底盤的底面之區域;
D面(四級區域):經組裝後,位於正面、上面、後面、兩側下方均無法觀測之區域;
5塑膠件不良現象種類
5.1尺寸:依圖面或承認書或工程簽認樣品, 如未在公差(含承認書)範圍內將被拒收
5.2塑膠件成型之表面缺點
5.2.1黑點:因雜質造成塑膠射出品表面黑色粘狀物。
1檢驗環境
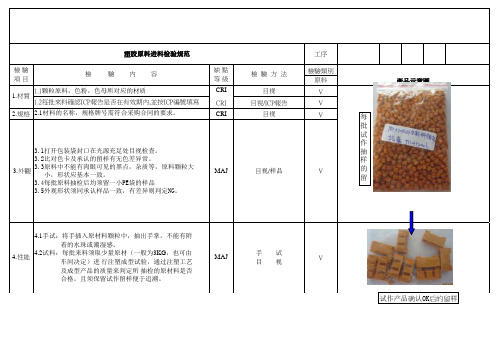
塑胶原料进料检验SIP
CRI 2.規格CRI
工序檢 驗 方 法
檢 驗項 目CRI 產品示意圖
檢驗類別塑胶原料进料检验规范
原料
目视
目视目視/ICP報告
2.1材料的名称,规格牌号需符合采购合同的要求。
1.材質
目视/样品MAJ 1.1颗粒原料,色粉,色母所对应的材质
1.2每批來料確認ICP報告是否在有效期內,並按ICP編號填寫
檢 驗 內 容
缺 點等 級V V V
3.1打开包装袋封口在光源充足处目视检查。
3.2比对色卡及承认的留样有无色差异常。
3.3原料中不能有肉眼可见的黑点,杂质等,原料颗粒大
小,形状应基本一致。
3.4每批原料抽检后均须留一小PE袋的样品
3.5外观形状须同承认样品一致,有差异则判定NG。
V
4.性能
4.1手试:将手插入原材料颗粒中,抽出手掌,不能有附 着的水珠或潮湿感。
4.2试料:每批来料须取少量原材(一般为3KG ,也可由
车间决定)进 行注塑成型试验,通过注塑工艺 及成型产品的质量来判定所 抽检的原材料是否 合格。
且须保留试作留样便于追溯。
MAJ
手 试目 视
V
3.外觀
每批试作抽样的留。
塑胶机壳产品检验标准
6.6.2磨擦测试(Abrasion Test - RCA)(纸带存储条件:干燥箱,相对湿度40±5%RH)
☆测试对象:UV、PU、橡胶漆、金属漆、电镀件、印刷产品
☆试验方法:
真空溅镀及镀金产品:RCA耐磨仪,175g力,连续200圈,每50圈检查机壳表面的油漆,至150圈时,每10圈检查机壳表面的油漆
银纹:在塑料件表面上沿树脂流动方向上所呈现出的银白色条纹。
彩虹现象:指透明区域在反光条件下出现彩色光晕现象。
透明度差:指透明区域出现模糊、透明度不佳的现象。
3.3.2电镀、表面喷涂缺陷定义:
流纹:产品表面上以浇口为中心而呈现出的年轮状条纹。
积漆:在喷漆件表面上出现局部的油漆堆积现象。
桔纹:在漆层表面出现桔子皮状皱痕。
UV/PU/金属漆/电镀件涂层:未划破见底材
橡胶涂层:用橡皮擦去其铅笔(铅笔用三菱UniF)痕迹后,应不留下划痕
金属装饰片:检查产品表面有无划痕,当有1条以下时为合格。
镜片Class 1:4H OK
镜片Class 2:2HOK
镜片Class 3:F OK
镜片Class 4: BOK
镜片Class 5:3B OK
飞边:由于注塑工艺或模具原因,造成在塑料件的边缘分型面处所产生的废边。
细碎划痕:由于摩擦或滑划而造成产品表面留下点、线或块状的轻度残留线印记,目测看不出深度。
硬划痕:由于摩擦或滑划而造成产品表面留下点、线或块状的损伤。
碰伤:由于碰撞而造成产品表面有明显可视的缺损、变形或凹坑。
气泡:由于原料在成型前充分干燥,水分在高温的树脂中气化而形成气泡。
光泽差异:漆层表面光泽度超出标准样品的光泽差异。
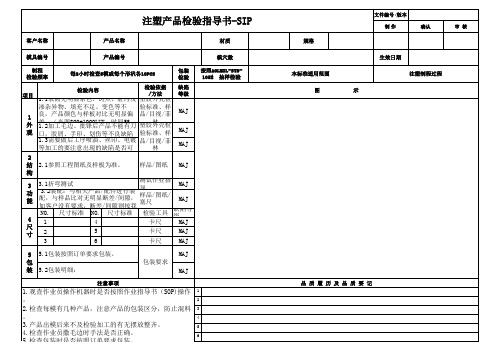
塑胶检验指导书(SIP)
制 作确认xxx产品规格文件编号 /版本生效日期包装检验1.1:表面无明显杂色、斑点、脏污及渗杂异物、填充不足、变色等不良,产品颜色与样板对比无明显偏差。
(光源600-900LUX,30-40W.时间5S,距离30-40CM)2.1:参照工程图纸及样板为准。
5.1:包装按照订单要求包装。
3.1:产品拉力的长度应达到产品本身长度的2.5倍,不能有断裂现象。
比如产品本身20mm,需拉伸50mm不能断裂为OK。
3.2:胶的硬度要求为40℃±2℃,但拉伸后需回原形。
回形时间不能太慢,回形时间约1-2S.4.1:在客户无要求时,正常做货时则不需测量尺寸,新模打样时参照工程图纸测量。
1.观查作业员操作机器时是否按照作业指导书(SOP)操作。
2.检查每模有几种产品,对每种产品的颜色注意是否摆放正确。
3.检查对需要喷油移印位置对照样板及图纸?有无摆放整齐。
4.检查作业员撒毛边时手法是否正确。
5.检查包装时是否按照订单要求包装。
6.底部位置是否平整,须有站立 功能7. 检查移印图案是否完整8.搪胶产品还需做搪胶生熟度测试。
不能有掉皮等现象。
1外观2结构3功能4尺寸5包装检验內容良品与不良图片1.2:撒毛边后产品不能有刀口,毛边等不良缺陷。
1.3:需移印丝印的产品出模数一定要完整,不能有裂开或断裂。
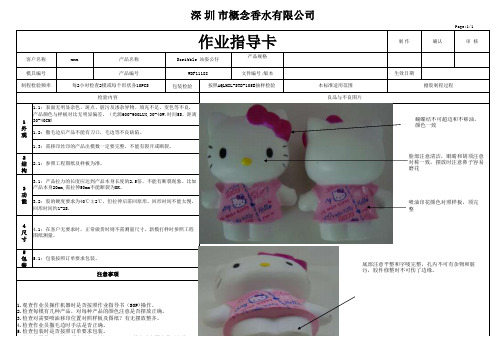
注意事项模具编号产品编号WDF11188制程检验频率每2小时检查2模或每个形状各10PCS按照AQLMIL-STD-105E抽样检验本标准适用范围搪胶制程过程深 圳 市概念香水有限公司作业指导卡客户名称产品名称Scribble 站姿公仔图示蝴蝶结不可超边和不颜色一致脸部注意清洁,眼睛和对称一致,摆放时注意磨花底部注意平整和字唛完整,孔内不可有杂物污,胶件修整时不可伤了边缘。
喷油印花颜色对照样板4.检查作业员撒毛边时手法是否正确。
6.底部位置是否平整,须有站立 功能 7. 检查移印图案是否完整 8.搪胶产品还需做搪胶生熟度测试。
注塑模具检验规范SIP

水路 冷却系统
水路接口类型是否与顶出系统干涉? 堵铜有无问题? 是否有排气镶块?
密封圈
是否需耐高温圈?
铍铜
排气系统 顶出系统 表面处理 抽芯 行位 模仁 模胚
是否有排气针?
位置是否合适?
顶出是否平衡?
回针是否顺畅?
顶针板有无变形等?
表面是否无波纹?
针对特殊材料是否硬化处 纹面是否均匀? 理?
是否加排气槽?
是否顺畅?
间隙?
行程是否足够?
飞模是否到位?
材质
与模胚间隙
制造商
导柱是否光滑?
模胚 开模
行程是否足够? 是否平衡?
�
注塑模具检验规范mouldchecklist检验项目检验内容浇注系统浇口冷却系统水路密封圈排气系统顶出系统表面处理材质与模胚间隙类型圆形是否主流道末端
注塑模具检验规范 Mould check list
检验项目 检验内容 1 2 3 4 5 备 注
浇口
类型圆形矩形分流道-
流道
冷料井
是否主流道末端? 是否分流道末端? 形状深度-
注塑产品检验基准卡SIP

修 版 记 录 编制:
1、客户特殊要求,按客户要求进行管控。 2、正常巡检时2H/一次,特殊产品或者客户要求加严为1H/一次。 外观A区:产品正面位置的外观;B区:产品侧面位置的外观;C区:为产品背面位置外观;D区 到产品内的位置外观 修订内容 修订者 修订日 版次
审核:
批准:
**有限公司 准卡(SIP) 首检、 Nhomakorabea品、出货 A0(图纸A1)
日常管理
1、首检 和巡检: 检查记录 表; 2、出 货:产品 出厂检测 报告
管控。 者客户要求加严为1H/一次。 :产品侧面位置的外观;C区:为产品背面位置外观;D区:为装 修订日期
*******有限公司 检验基准卡(SIP) 客户名称 产品名称 产品件号 图示: 模具编号 模穴数 材料及颜色 文件编号 适用范围 图纸版本 首检、制品、出货 A0(图纸A1)
项次
1
2 3 4 5 6
检查规格 检验方法/频度 1.胶口不能凸起,不能凹入产品表面0.1mm; 2、产品表面不能有露纤、缩水、毛刺。拉伤、拉白、流痕、混色、异 物等不良现象(B、C、D区肉眼不易发现可以接受)。 3、产品颜色与样板一致,与互配产品配套无色差; 1、首 A区:不允许 目测/对 件:正常 4、 B区:0.05mm≤W≤0.1mm,l≤5.0mm允许一处; 比样板 检验 3-5 刮伤 C区:0.05mm≤W≤0.1mm,l≤5.0mm允许两处,两处距离大于 外观 /擦 (目视距 模; 100mm;0.05mm≤W≤0.1mm,l≤10.0mm允许一处; 离30-40 2、制程 伤 D区:不影响正常使用;(l:刮伤长度;W:刮伤宽度) 公分 检:正常 2 检验3-5 5、 A区:小于或等于0.08mm 仅允许一点; 2 模/2小 污点 B区:小于或等于0.20mm 允许两点,两点距离大于130mm; 时; 3 /杂 C区:小于或等于0.20mm2允许两点,两点距离大于80mm; 、出货 质 D区:不影响正常使用; 检:正常 游标卡尺 检验,抽 尺寸量测 产品尺寸按照上图图示测量并记录报表; 结构 无缺胶、线圈骨架无裂纹或开裂现象 检比例为 5%. 日期章 产品标识的年、月必须与实际生产的年、月相符 目视 1、包装箱(袋)标签名称、件号、材料、数量要与实物相符 2 包装检验 、包装箱(袋)不可破损、裂开。 电子称 克重 备注
注塑部品检查基准书(SIP)

包装检 验
包装材料与装箱数量
项目 检验类别 FA 首末件检查 PQC 工程检查 FQC 入库检查
包装箱、隔板、装箱数量符合“捆包仕样书”之规定。
频率 首检:生产前,生产暂停后再生产时。末检:生产结束后。 外观:每2小时一次,每次抽查10pcs/1模;尺寸:2模/4小时。 外观AQL=0.65(ISO2859-1),尺寸抽检2模
FA/O FA/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O
O
模具取数
重要度 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 重要 重要 重要 重要 重要
E
O
重要
产品颜色 原料与型号
产品图样
图面版本 日期
色调
自然色
使用材料(型号)
POM
使用材料(安规等级) UL94HB(HBF)以上认可品
顶针迹
凹0.2以下
通纸面,摺动面
划伤、缩水、融接线、PL线、凸出等不可(一点划线部)
[1]
尺寸检 oHS适合品(构成部材·副资材RoHS适合证明清单+分析数据)
RoHS RoHS
XX有限公司
注塑部品检查基准书(SIP)
客户
品名
品番
模具编号
项目
检查内容
样品核对
检查要领 形状、结构、刻印等符合标准样板
表面状态
无污垢、异物及油类附着等
一般外观
符合外观品质基准
形状
与图面形状无不同
变形· 破损
无
裂纹·白化·短喷射 无
外观检 毛边量(含分型面) 查 取毛边屑
0.1以下 无附着
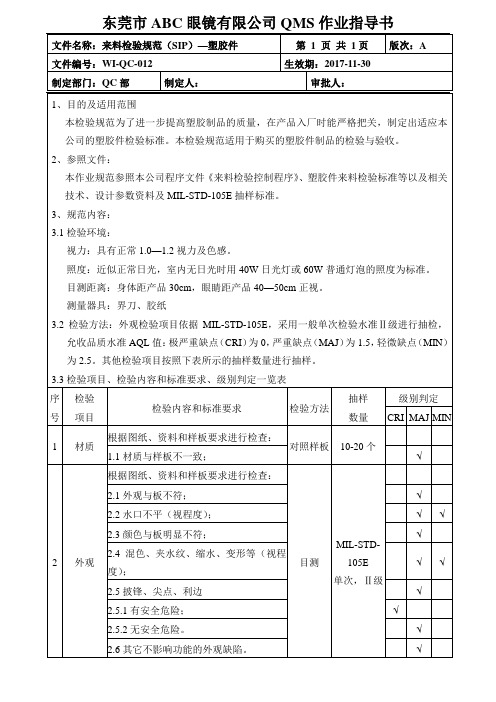
眼镜架作业指导书:12来料检验规范(SIP)—塑胶件(2页)
√
备注
1、标有“ * ”项为视其情况选择的检验项目;
2、根据签板、产品检验规格来检验;
3、如果客户有规格说明,则按相关说明检验;
4、规格若有特别图纸标注公差,则依据图纸检验。
3.3检验项目、检验内容和标准要求、级别判定一览表
序号
检验
项目
检验内容和标准要求
检验方法
抽样
数量
级别判定
CRI
MAJ
பைடு நூலகம்MIN
1
材质
根据图纸、资料和样板要求进行检查:
对照样板
10-20个
1.1材质与样板不一致;
√
2
外观
根据图纸、资料和样板要求进行检查:
目测
MIL-STD-
105E
单次,Ⅱ级
2.1外观与板不符;
1、目的及适用范围
本检验规范为了进一步提高塑胶制品的质量,在产品入厂时能严格把关,制定出适应本公司的塑胶件检验标准。本检验规范适用于购买的塑胶件制品的检验与验收。
2、参照文件:
本作业规范参照本公司程序文件《来料检验控制程序》、塑胶件来料检验标准等以及相关技术、设计参数资料及MIL-STD-105E抽样标准。
3、规范内容:
3.1检验环境:
视力:具有正常1.0—1.2视力及色感。
照度:近似正常日光,室内无日光时用40W日光灯或60W普通灯泡的照度为标准。
目测距离:身体距产品30cm,眼睛距产品40—50cm正视。
测量器具:界刀、胶纸
3.2检验方法:外观检验项目依据MIL-STD-105E,采用一般单次检验水准Ⅱ级进行抽检,允收品质水准AQL值:极严重缺点(CRI)为0,严重缺点(MAJ)为1.5,轻微缺点(MIN)为2.5。其他检验项目按照下表所示的抽样数量进行抽样。
注塑产品标准检验指导书SIP (制程)案例样板
2 结 2.1:参照检验图及样板为准,不可有披锋、缺胶、料脆。 构
3 3.1:产品装配PCB,检验是否平贴,特别地,除了用手掰扣位做初步判定 功 外,还应对扣位料脆采用推力计进行量化检验,并与异常品的数值进行比 能 对;重点是设计定位环模拟治具装配,防止扣位脚断裂。
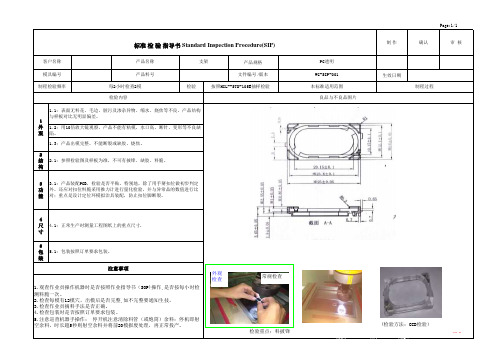
标准 检 验 指导书 Standard Inspection Procedure(SIP)
客户名称
产品名称
支架
产品规格
模具编号 制程检验频率
产品料号 每2小时检查2模 检验內容
检验
文件编号 /版本 按照MIL--STD-105E抽样检验
1.1:表面无料花、毛边、脏污及渗杂异物、缩水、烧焦等不良,产品结构 与样板对比无明显偏差。 1 外 1.2:用10倍放大镜观察,产品不能有粘模,水口高,断针,变形等不良缺 观 陷。
PC透明
图示
01 本标准适用范围
良品与不良品图片
制作
Page:1/1
确认
审核
生效日期
制程过程
4 尺 4.1:正常生产时测量工程图纸上的重点尺寸. 寸
5 包 5.1:包装按照订单要求包装。 装
注意事项
1.观查作业员操作机器时是否按照作业指导书(SOP)操作,是否按每小时检 测料脆一次。 2.检查每模有12模穴,出模后是否完整,如不完整要通知生技。 3.检查作业员摘料手法是否正确。 4.检查包装时是否按照订单要求包装。 5.注意巡查机器手操作: 停开机注意清除料管(或炮筒)余料:停机即射 空余料,时长超5秒则射空余料并将前20模报废处理,再正常投产。
外观 检查
常规检查
检验重点:料披锋 图图示示
图图1 4
塑胶成型_SIP检验规范范本

检验标准(SIP)
客戶 文件名稱: 文件編號 IPQC--SIP GR-DY-SIP-002 品名 客戶料號: 贵荣料號: 顏色: 透明 檢驗距離:35~45CM 版本: 制/修订日期 工序顺序: 成型材質(外): 檢驗時間:10s 檢驗角45±5° A/0
外观检验条件:
光源:500~800lux
检 序号 规格(尺寸单位:mm) 验 A B C D E 尺寸 F
检验 工具
C C C C C C
检验代码
⊙ /☆ ⊙/*/☆ ⊙ /*/☆ ⊙ ⊙ /*/☆ ⊙ /*/☆
缺点 定义 抽样判定
说
明
外观 01
产品结构形状与图纸相 符;胶芯无脏污、缺pin、 起泡、缩水、变形、压 伤;端子无压伤、变形、 翘PIN、裸铜、划伤,压到 位。 实物、品名料号与标签、 订单规格一致,符合包装 规范
H
⊙ /*/☆
包装 03 检规版本 A0
H/L
☆/♀
变更内容 新版发行
变更人
1、工具代码说 Maj 明: A-千分尺 Maj B-卡尺 C-投影仪 Maj D-工具显微镜 E-厚薄规 Maj F-高度仪 3PCS/2H G-放大镜 Maj AC/RE H-目视/手感 =0/1 I-微小阻抗测试仪 Maj J-牙规/环规 K-针规 L-推拉力计/扭力计 M-治具 O-实配 N-电镀报告/COC O-外观限度样板 P-盐雾测试箱 2、其它: 1)代号用“&” 连接表示两项或以 AQL=0.65 上都须使用;用“^ Min AC/RE=0/1 ”连接表示可只选 其中一项; 2)检验代码: ※-进料检验,⊙首件检验,*-巡回 每批 Min 检验,☆-入库检 C=0 验,♀-出货检验。 3)符号“◇”表 示关键产品特性, 变更日期2013-来自核准:工程:审核:
sip塑胶外壳检验指导书

品名:移动电源型号文件编号
版本
客户: /通用版本XY-WI-D-10(塑胶)通用版本
图示
序号123
序号123
4
56789序号12
34
XXX电子有限公司SIP检验指导书
塑胶检验流程:
1.核对样品与BOM单是否OK
2.看表面是否有/手指文/压伤/丝印不良/刮花/脏污/色差/亮点/变形/流文等不良。
3.使用色卡对颜色的确认是否OK并对丝印做酒精耐磨测试看丝印或橡胶油是否有脱落现象。
4.使用卡尺外观的测量是否与样品相同。
制作: 审核: 核准:
产品名称及编
号
塑胶/外壳
抽样计划SIP检验指导书
塑胶/外壳检验标准
产品名称
MTL STD-105E(G=11)正常检验单次抽样,CR:AQL=0.65MI:AQL=1.5
测试丝印
酒精耐磨测试
检验项目检验工具外观卡尺品质重点管控不良项目
检验要求说明
外壳不能有 缩水/刮伤,(轻微刮伤可接受≥3mm 以下)
不允许有毛边/手指文/压伤/丝印不良/刮花/脏污/色差/亮点/变形/流文等不良
通用版本外壳/吸塑
版本更新
编制日期页数2017.6.16共1页材料编号材料名称看表面是否有/手指文/ 压伤/丝印不良/刮花/ 脏污/色差/亮点/变形/
使用色卡对颜色的确认是否OK 并对丝印做酒精耐磨测试看丝印 或橡胶油是否有脱落现象。
注塑产品检验指导书-SIP
5 5.1包装按照订单要求包装。 包 装 5.2包装明细:
MAJ 包装要求
MAJ
注意事项
1.观查作业员操作机器时是否按照作业指导书(SOP)操作 1
。
2
2.检查每模有几种产品,注意产品的包装区分,防止混料 3
。
4
3.产品出模后来不及检验加工的有无摆放整齐。
5
4.检查作业员撒毛边时手法是否正确。
6
5.检查包装时是否按照订单要求包装。
规格
图示
本标准适用范围 图
文件编号 /版本 制作
确认
审核
生效日期 注塑制程过程
示
品质履历及品质要记
4.检查作业员撒毛边时手法是否正确。 5.检查包装时是否按照订单要求包装。
7
图2
8
图图示示
图图1 4
图3
图图52
图图图436
构
3 功 能
4
3.1折弯测试 3.2装配:与相关产品/配件进行装
配,与样品比对无明显断差/间隙,
如客户没有要求,断差/间隙则按我 NO. 尺寸标准 NO. 尺寸标准
测试作业指 导 样品/图纸/ 塞尺
检验工具
MAJ
MAJ 缺陷等 级
1
4
卡尺
MAJ
尺
寸2
5
Байду номын сангаас
卡尺
MAJ
3
6
卡尺
MAJ
按照AOLMIL-STD105E 抽样检验
MAJ
外 差 1.。 2加(工光毛源边80、0-批10锋00后LU产X,品.时 不间 能5有S, 刀 塑胶林外壳检 观 口,胶屑、手印、划伤等不良缺陷 验标准、样
MAJ
塑胶外壳类检验规范

卡尺 MA
直徑 0.25mm 以下
0
12
卡尺 MI
直徑 0.30mm 以下
0
12
3 毛邊
1. 有影響結構組裝與功能問題不允許毛邊 2. L5T 之 LCD BEZEL 內邊框不允許有毛邊. 3. 按實際需求:以不影響組裝,及比對樣品另訂之
卡尺 MI
目視 比對樣 MI
品
達裕科枝
塑膠外殼類檢驗規範
文件編號:SIP-001-044 制訂日期: 2004 年 04 月 15 日 版本:1.1 頁號: 6/7
無
8
分解 檢驗
無
無
無
無
9.1 進料附件確認
CR
無
無
9
其 確認物料於進料時,供應商是否依承認書內之要求隨貨 他 附“出廠檢驗測試報告”或“材質證明書”。
判定工具:目視檢驗。
達裕科枝
塑膠外殼類檢驗規範
文件編號:SIP-001-044 制訂日期: 2004 年 04 月 15 日 版本:1.1 頁號: 5/7
手感 MA
刮傷
長 5mm 以下,寬 0.1mm 以下,間距 100mm 以上(無感傷痕)
1
2 擦傷
磨傷 長 10mm 以下,寬 0.1mm 以下,距 100mm 以上(無感傷痕)
0
23 12
卡尺 MA 卡尺 MA
長 10--20mm 以上,寬 0.1mm 以下,間距 150mm 以上(無感傷痕)
0
01
b. 有上述不良現象,但不影響產品之性能、作業性、儲 MIN 存性與再運輸性。
判定工具:目視檢驗。
3.1 產品標示、印刷(字體圖樣)
AQL 無
檢查產品之內、外標示或符號是否與承認書、樣品要求 外 (字體大小、粗細、字距、字型、位置)相符合,另其標
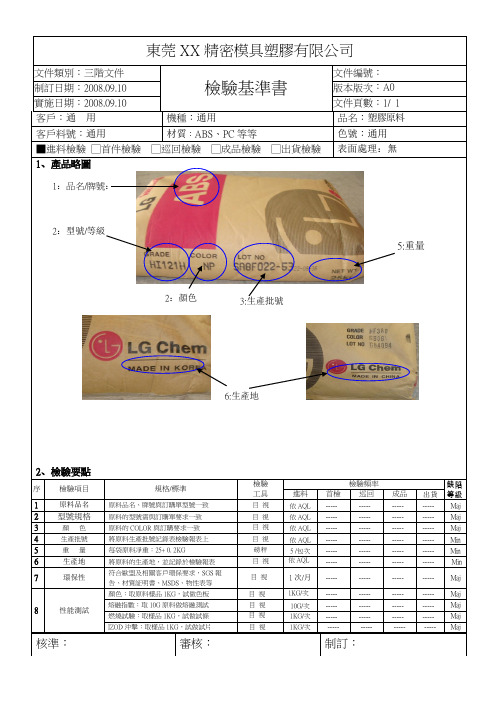
SIP-检验基准书(塑胶原料)
檢驗 工具
目 視 目 視 目 視 目 視 磅秤 目 視 目 視 目 視 目 視 目 視 目 視
ቤተ መጻሕፍቲ ባይዱ進料
依 AQL 依 AQL 依 AQL 依 AQL 5 /包次 依 AQL
首檢 ---------------------------------------------
檢驗頻率 巡回 ---------------------------------------------
型號規格
顏 重 色 量 生產批號
生產地 環保性
1 次/月
1KG/次 10G/次 1KG/次 1KG/次
8
性能測試
核準:
審核:
制訂:
生產地2檢驗要點序檢驗項目規格標準檢驗工具檢驗頻率缺陷等級進?首檢巡回成品出貨1原料品名原?品名牌號與訂購單型號一致目視依aql????????????????????maj2型號規格原?的型號需與訂購單要求一致目視依aql????????????????????maj3顏色原?的color與訂購要求一致目視依aql????????????????????maj4生產批號將原?生產批號記錄表檢驗報表上目視依aql????????????????????min5重?每袋原?凈重
成品 ---------------------------------------------
1 2 3 4 5 6 7
出貨 ---------------------------------------------
缺陷 等級 Maj Maj Maj Min Min Min Maj Maj Maj Maj Maj
2:型號/等級
5:重量
2:顏色
3:生產批號
塑胶件SIP
深圳科奈信科技有限公司文件版次:A/O制定日期:2012-2-8文件标题:塑胶件进料作业指导书制定部门:品质部页次:1/4目的:为规范我司塑胶件检验标准统一,提高品质效率特制定此检验标准,使品质标准进入管理规范化。
适用范围:适用于公司所有塑胶件检验。
AQL抽值计划:CR:0 MAJ: MIN:检验工具:卡尺、3M胶、目视。
检验依据:样品、BOM清单、图纸、作业指导书、变更单、联络单、客户要求等。
外观检验:.1包装检验:来料外标识如名称、型号、规格、数量、日期应符合我司采购订单要求。
每一批来料包装外标识需与实物一致。
只允许一批数量只有一个尾数箱。
表面检查:表面(A面)不能有划伤、刮花、缺料、披锋、变形、水纹、气纹、缩水、料花、异色点、流痕、无光泽等。
表面(B面)可允许有轻微划伤、麻点、异色点、刮花、水纹等。
表面(C面)不允许有柱子断裂、破裂、其它扣位粘模、缺料等。
尺寸检验:根据样品、BOM清单、图纸检验来料尺寸是否符合要求。
试装检验:根据来料实物与相应机型组装检查是否符合组装要求。
不可出现断差、缝隙、变形等不良现象。
可靠性测试:9.百格测试:在电镀或表面处理五金件上用刀片在表面上划1*1MM距离百深圳科奈信科技有限公司文件版次:A/O制定日期:2012-2-8文件标题:塑胶件进料作业指导书制定部门:品质部页次:2/4格用3M胶垂直90℃迅速拉起表面不可有脱落,连续3次测试无脱落则OK。
附着力测试:在表面丝印字体上用3M胶垂直90℃迅速拉起表面不可有脱落,连续3次测试无脱落则OK。
材质检验:根据BOM清单要求检查塑胶件是否符合所要求的材质。
如ABS料、PC 料、抽粒、PB料等不可出现用错材质现象。
不良缺陷分类及限度允收标准:项目不良缺陷AQL水准CR MAJ MIN外观1.来料外表面标识数量、规格、型号、名称等与采购▲订单不符合及与送货单要求跟实物不符合。
2.表面有轻微划伤、碰伤、刮花、麻点在40W日光灯▲目视距离为30CM、时间3S不清晰。
SIP-IQC-026来料检验作业指导书解析

●透底:在喷漆件表面出现局部的油漆层过薄而露出基体颜色的现象。
●桔皮:在喷漆件或电镀件表面出现大面积细小的皱纹,像桔子皮样的外观
●鱼眼:由于溶剂挥发速度不适而造成在喷漆件表面有凹陷的现象。
●多喷/少喷:超出/少于图纸上规定的喷涂区域。
(只超出套色范围和溢油的情况)
●亮点:在喷漆件或者塑料件表面出现的颜色较周围光亮的区域。
4.3外观缺陷的检验方法及要求:
4.3.1视力:具有正常视力 0.8~1.2视力和色感,且不具备色盲或色弱
4.3.2 照度:正常日光灯灯照射下距物件为1.0米~1.2 米时的照明,室内无日光时用40W日光灯或60W普通灯泡
的照度为标准。
4.3.3目测距离:眼睛距离产品30~50CM直视为准
4.3.4观察时间:3~10秒
4.4轻重不良的区分
4.4.1关于塑件的外观A、 B、 C 、D面检验的方法:
注: A面:在正常的产品操作中可见的表面及LOGO面。
如:产品的上盖、前端及接口处
B面:在正常的产品操作中不常可见的表面。
如:产品的侧面
C面:在正常的产品操作中不可见的表面。
如:产品底面
D面:指产品结构的非外露面。
如:产品的内表面及内表面的结构
4.5具体操作见下图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机种:品名:客户料号:料号:
颜色:
检验距离:35-45CM 软胶此处未包牢易漏水为NG
LED灯位置缺胶NG 实配机芯喷油镭雕图案位置清晰准确为OK
使用医用级酒精,用无尘布包着500g砝码,60次/分钟 MIN 摩擦50次 MIN 手柄测试位未有明显掉漆为OK
检 查 方 法
抽样频率&AQL
同批手柄壳材质颜色及丝印颜色需与充电/座尾盖颜色比对是否一致施压:1KG MIN
速度: 60次/分钟 MIN 按键次数:1万次 MIN
气密性通过为OK
防水测试夹具在气压为0.2Mpa下将手柄按键包胶
位置完全沉入水中,有气泡冒出则为NG
判定标准
检查项目软胶周圈拱起变形装配
NG
按键边缘硬胶凸起NG 软胶水口断裂后漏硬胶NG,水口位未剪平NG
软胶按键边缘剪伤NG 按键硬度为:30-40邵
氏
实配机芯喷油镭雕有漏光为NG 用机芯组件试装:沿手柄壳槽位往里推到位,力度稍有点紧为OK,如力度很小或自然状态下就可
以到位则为NG
外观检验条件:光源:500-800lux
检验时间:
检验角度:45±5°
按键包胶5kg拉力测试
直接剥离为NG
按键软胶与硬胶结合处有裂缝为NG
按键包胶5kg推拉力测试未直接剥离为OK
(有软胶残留,不易撕扯)
制/修订日期2018/4/27
二工序处理:档编号QC-010
成型材质(外):文件名称:电动牙刷手柄壳
广东锐迈电器有限公司
手柄壳通用检验指导书
版本:A/0制/修订部门品质部客户通用。