冲压产品控制计划(control plan)
控制计划cp英文缩写

控制计划(Control Plan) - CP英文缩写1. 引言控制计划(Control Plan)是一种用于确保产品或过程质量的工具。
它的主要目标是明确产品和过程中的关键特征,并确定相应的控制措施以确保这些特征达到预期要求。
本文将介绍控制计划的定义、作用、编制步骤以及关键要点。
2. 定义控制计划(Control Plan)是一种文档,用于记录产品或过程的关键特征,以及为达到这些特征所采取的控制措施。
它通常与产品质量管理系统的其他文档(如质量手册、程序文件等)相互关联,共同确保产品和过程的质量。
3. 作用控制计划在产品开发和生产过程中发挥着重要作用。
它主要用于以下几个方面:3.1 确定关键特征控制计划通过明确产品或过程中的关键特征,帮助团队理解需要特别关注的方面。
这些特征可能与产品的功能、性能、外观等相关,也可能与生产过程的稳定性、控制能力等相关。
通过明确这些关键特征,团队能够更好地制定相应的控制策略。
控制计划明确了为确保产品或过程质量采取的控制措施,包括但不限于尺寸测量、工艺参数控制、工具和设备校准等。
这些控制措施的规范化有助于提高生产过程的稳定性和一致性,降低质量风险。
3.3 审核和改进控制计划作为一种文档,可以被审核和改进。
通过定期审查控制计划,可以发现潜在的问题和改进机会,并及时做出相应的调整。
这有助于持续提升产品和过程的质量水平。
4. 编制步骤编制控制计划通常需要经过以下几个步骤:4.1 确定关键特征在制定控制计划之前,需要首先明确产品或过程中的关键特征。
这些特征可以通过设计规范、用户需求、技术要求等途径获取。
团队需要对这些特征进行评估,确定其重要性和可测性。
根据关键特征的评估结果,制定相应的控制措施。
控制措施应具体、可操作,并能够确保关键特征的合格水平。
同时,还需要考虑控制措施的有效性和可行性。
4.3 编写控制计划根据确定的关键特征和控制措施,编写控制计划文档。
控制计划文档应包括关键特征的描述、测量方法、控制要点、控制频率、负责人等信息。
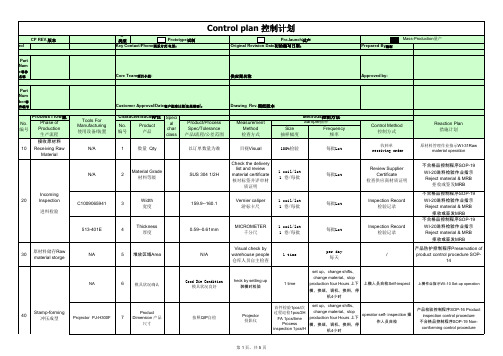
金属冲压加工控制计划
20
Incoming Inspection 进料检验
C1009065941
3
Width 宽度
159.9--160.1
1 coil/lot 1 卷/每批
每批Lot
Inspection Record 检验记录
513-401E
4
Thickness 厚度
0.59--0.61mm
MICROMETER 千分尺
1 coil/lot 1 卷/每批
Product/Process Spec/Tolerance 产品/流程/公差范围 以订单数量为准
Measurement Method 检查方式 目视Visual Check the delivery list and review material certificate 核对标签并评审材 质证明 Vernier caliper 游标卡尺
N/A
பைடு நூலகம்
2
Material Grade 材料等级
SUS 304 1/2H
1 coil/lot 1 卷/每批
每批Lot
Review Supplier Certificate 检查供应商材质证明
不合格品控制程序SOP-19 WI-20进料检验作业指示 Reject material & MRB 拒收或签发MRB 不合格品控制程序SOP-19 WI-20进料检验作业指示 Reject material & MRB 拒收或签发MRB 不合格品控制程序SOP-19 WI-20进料检验作业指示 Reject material & MRB 拒收或签发MRB 产品防护控制程序Preservation of product control procedure SOP-14
CP控制计划(control_plan培训内容)
10、制定并实施控制计划对组织有什么好处? ■ 质量:控制计划方法论减少了浪费并提高了在设 计、制造和装配中的产品质量。这一结构性方法 为产品和过程提供了一完整的评价。控制计划识 别过程特性并帮助识别导致产品特性变差(输出 变量)的过程特性的变差源(输入变量)。 ■ 顾客满意程度:控制计划聚焦于将资源用于对顾 客来说重要的特性有关的过程和产品。将资源正 确分配在这些重要项目上有助于在不影响质量的 情况下,降低成本。 ■ 交流:作为一个动态文件,控制计划明确并传达 了产品/过程特性、控制方法和特性测量中的 变化。
◆ 控制计划是质量策划过程的一个重要阶段,是对控制零件和过程的
体系的全面策划;一个单一的控制列的产品。
◆ 控制计划是一份动态文件,它在整个产品寿命周期中得到保持和使
用,并随着测量系统和控制方法的评价和改进对其进行修订,以确
保按顾客的要求制造出优质的产品。
13、样件控制计划、试生产控制和生产控制计划的区别:
③ 生产 — 在大批量生产中,对产品/过程特性所涉及尺寸测量、材料和性能 /功能试验、过程控制、检验和试验的测量系统作出书面描述(包括:原材料 检验/试验、入库/贮存、生产/制造/加工、作业员首检和自检、检验员过程 巡检/试验、包装、成品/最终检验/试验、全尺寸检验和功能试验、成品入库 /贮存、出货)。
8、核心小组: 填入负责制定控制计划最终版本的人员 的姓名和电话或传真。建议将所有小组 成员的姓名、电话或传真、地址都包括 在所附的分配表中。
控制计划核心小组成员清单
制定部门:技术部
产品名称
序 号
姓名
部门
规格/型号
职务
住址
1 刘工 技术部 经理
制定日期:2006年05月10日
冲压控制计划_Control_Plan
Prototype Pre-Launch Production Key Contact/Phone Core Team: Supplier/Plant Approval/Date Other Approval/Date (If Req'd.) Date (Orig.) Date (Rev.) Control Plan Number: CD/JLLS-01 Part Number/Latest Change Level: MZ8023-B Part Name/Description: DOME LAMP SPRING CLIP/汽车配件(五金件) Supplier/Plant:重庆崇德金属制品有限公司 Supplier Code : CD
PROCESS NAME/ OPERATION DESCRIPTION 过程名称 /操作描述
MACHINE, DEVICE JIG, TOOLS FOR MFG.机器、装置 、工装、夹具
CHARACTERISTICS/特性
Special characteristi c CLASS 特 殊特性分类
METHODS/方法 PRODUCT/PROCESS 产品、过程 SPECIFICATION/规范 TOLERANCE/公差 SUS302 EVALUATION/评价 MEASUREMENT/测量 TECHNIQUE/技术 材质报告 每批 验证质保书 SAMPLE/样本 SIZE/容量 FREQ./频率 CONTROL METHOD/控制方法 Responsibility REACTION PLAN/反应计划
卡尺 卡尺 卡尺 角度尺 卡尺
目测 3件 10分钟
巡检、作业员
调整/再检查
12.8±0.2 7.03±0.2 40° 10.7
控制计划(control-plan)
4、控制计划(CP)的目的: 提供结构性的途径;最大限度地减少过程和产品变 差;使控制计划在整个产品寿命周期中得到保持和 使用,确保按顾客的要求制造出优质的产品。
5、控制计划(CP)实施的时机和范围:
公司内所有的产品(包括:新产品和常规产品-老 产品和旧产品) 6、控制计划对用来最大限度减少过程和产品变差的体系 作了简要的书面描述。控制计划不能替代包含在详细 的操作者指导书中的信息。
22、特殊特性分类: 22.1 填入顾客指定的或整车厂(OEMs)要求的或公 司内部确定的(包括与顾客等效的特殊特性符 号)产品和/或过程的特殊特性符号。或者这 一栏可空着用来填写未指定的特性。 22.2 顾客可以使用独特的符号来识别那些诸如影响 顾客安全、法规符合性、功能、配合或外观的 重要特性。 22.3 这些特殊特性符号主要是用来识别那些诸如影 响顾客安全、法规符合性、功能、配合或外观 的重要特性,这些特殊特性的符号标识为“关 键”、“主要的”、“安全的”、“重要的”。 注:但特性的重要性等级很高(如:安全、关 键、重要特性)时,顾应把重点放在: ◆ 满足所有顾客的要求; ◆ 控制过程,而不是产品; ◆ 预防而不是发现; ◆ 把目标定在自然容限,而不是产品规格容限; ◆ 防错而不是检验; ◆ 管理控制方法。
27.5 当选择控制方法时,应考虑: ◆ 特性的重要性; ◆ 变差的来源。 注:理解特性变差的原因,对指导小组人员选 用正确的控制方法具有十分重要的作用。
21、过程: 21.1 填入过程特性的相关内容,过程特性是指在其 发生时才能测量出的、与被识别产品特性具有 因果关系的过程变量(输入变量)。 21.2 多方认证小组应识别和控制其过程特性的变差 以最大限度减少产品变差。 21.3 对于每一个产品特性,可能有一个或更多的过 程特性。 21.4 在某些过程中,一个过程特性可能影响多个产 品特性。
控制计划(control plan)
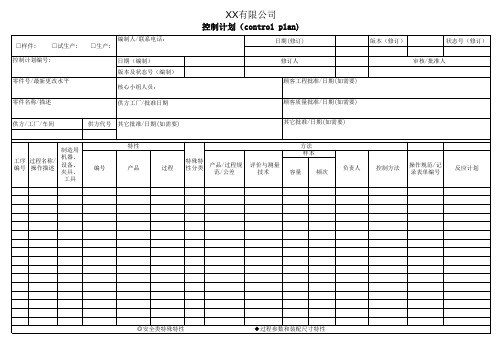
◆过程参数和装配尺寸特性
□样件; □试生产; 控制计划编号: 零件号/最新更改水平 零件名称/描述
编制人/联系电话: □生产;
日期(编制) 版本及状态号(编制)
核心小组人员:
供方工厂/批准日期
供方/工厂/车间
供方代号 其它批准/日期(如需要)
XX有限公司
控制计划(control plan)
日期(修订)
版本(修订)
状态号(修订)
修订人
审核/批准人
顾客工程批准/日期(如需要)
顾客质量批准/日期(如需要)
其它批准/日期(如需要)
制造用
工序 过程名称/ 编号 操作描述
机器、 设备、 夹具、
Hale Waihona Puke 工具编号特性 产品
过程
特殊特 性分类
产品/过程规 范/公差
评价与测量 技术
方法 样本
容量 频次
负责人
控制方法
操作规范/记 录表单编号
反应计划
◎安全类特殊特性
浅谈控制计划(CONTROLPLAN)的三个阶段

浅谈控制计划(CONTROLPLAN)的三个阶段控制计划(Control Plan)是产品质量管理的重要工具之一,用于确保产品在制造过程中能够达到预期的质量要求。
控制计划一般包含三个阶段:前控制、过程控制和后控制。
下面对这三个阶段进行详细的讨论。
一、前控制阶段前控制阶段是制定控制计划的第一步,主要目的是在产品正式投产之前,通过对设计、工艺和生产过程进行评估和分析,确定合适的控制措施,以及相应的监控指标和检验手段。
前控制的主要任务有:1.收集和分析相关数据:需要对产品的设计和工艺进行深入的研究和分析,收集相关的数据,包括产品的功能要求、制造工艺参数、原材料要求等信息。
2.评估和优化设计和工艺:通过对产品的设计和工艺进行评估,发现可能存在的问题和风险,提出改进措施,并进行优化。
3.制定控制计划:基于前期的研究和分析结果,制定相应的控制计划,明确需要进行的控制措施、监控指标和检验手段等。
4.建立产品质量标准:根据产品的设计要求和市场需求,建立相应的产品质量标准,明确产品的质量目标和要求。
二、过程控制阶段过程控制阶段是制造过程中最关键的环节,主要是根据前控制阶段制定的计划进行实施和监控,以确保产品制造过程达到预期的质量要求。
过程控制的主要任务有:1.建立过程监控体系:根据前控制阶段确定的监控指标和检验手段,建立完善的过程监控体系,包括监控点的选择、监控频率的确定等。
2.实施过程控制:根据控制计划,实施相应的过程控制措施,如控制工艺参数、制定操作规范、执行5S管理等,以确保产品制造过程的稳定性和可控性。
3.检验和测量:根据控制计划中的检验手段,对产品进行检验和测量,及时发现和纠正可能存在的问题和异常情况,并采取相应的措施进行改进和调整。
4.数据分析和反馈:根据过程控制过程中产生的数据,进行分析和统计,评估过程的稳定性和能力,及时反馈给相关人员,以便进行改进和优化。
三、后控制阶段后控制阶段是在产品制造完成后,对产品进行最终的检验和评估,以确保产品符合质量要求,并对整个控制计划进行评估和总结。
control plan的作用
control plan的作用
Control plan是指控制计划,是质量管理体系中的重要文件之一,它的作用主要体现在以下几个方面:
1. 控制过程,控制计划主要用于控制生产过程中的关键特性和
参数,确保产品的质量稳定性。
通过设定合适的控制点和控制标准,可以有效监控生产过程中的关键环节,及时发现并纠正可能导致产
品质量问题的因素,从而保证产品符合质量要求。
2. 标准化,控制计划可以帮助企业建立标准化的作业程序和工
艺流程,明确各项质量控制活动的责任人和操作方法,为生产过程
提供明确的指导,有利于提高工作效率和减少操作失误,从而保证
产品质量的稳定性和一致性。
3. 问题预防,通过制定控制计划,企业可以在生产过程中预先
识别可能存在的问题和风险,并采取相应的控制措施和预防措施,
以防止质量问题的发生,提高产品的合格率和一致性。
4. 持续改进,控制计划也为持续改进提供了重要的依据和支持。
通过对控制计划的执行情况进行监控和分析,企业可以及时发现生
产过程中存在的问题和不足,从而有针对性地进行改进和优化,不断提升产品质量和生产效率。
总之,控制计划在质量管理体系中扮演着至关重要的角色,它通过规范生产过程、预防问题发生、持续改进等方式,有效地保证产品质量的稳定性和一致性,是企业质量管理工作中不可或缺的重要组成部分。
2024年冲压生产控制计划书

冲压生产控制计划书目录1.引言2.冲压生产概述3.生产控制目标与原则4.生产流程分析5.质量控制措施6.设备管理与维护7.物料管理与库存控制8.生产进度管理9.成本控制与分析10. 应急预案与风险管理1 1.持续改进与绩效评估1 2.结论1 3.附录第1节:引言随着制造业的快速发展,冲压生产作为重要的金属加工工艺,其效率和质量直接影响着产品的竞争力。
因此,制定一份科学合理的冲压生产控制计划书对于确保生产过程的高效、稳定和持续改进至关重要。
本计划书旨在为2024年的冲压生产提供全面、系统的控制策略,以满足不断增长的市场需求和日益严格的客户要求。
第2节:冲压生产概述冲压生产是指利用冲压设备,如冲床、压力机等,在金属板材、带材、管材等材料上进行冲孔、切割、成形等加工过程。
冲压生产广泛应用于汽车、电子、家电、航空航天等众多领域。
在2024年的生产规划中,我们将重点发展高效、节能、自动化的冲压生产线,以提高生产效率和产品品质。
第3节:生产控制目标与原则我们的生产控制目标是在保证产品质量的前提下,最大限度地提高生产效率,降低成本,并确保生产过程的稳定性和可持续性。
为此,我们遵循以下原则:1.质量第一:严格控制产品质量,确保产品符合国际标准和客户要求。
2.效率优先:优化生产流程,提高设备利用率,缩短生产周期。
3.成本控制:通过精细化管理和技术创新,降低生产成本。
4.持续改进:不断引入新技术、新工艺,持续改进生产流程。
第4节:生产流程分析我们将对冲压生产的整个流程进行详细分析,包括工艺设计、设备选型、生产组织、物流管理等,以确保每个环节的顺畅衔接和高效运作。
同时,我们将引入ERP系统,实现生产信息的实时监控和数据分析,为决策提供支持。
第5节:质量控制措施质量控制是冲压生产的核心。
我们将采用先进的质量管理体系,如ISO 9001,并结合在线检测、离线检测等手段,确保产品符合质量标准。
此外,我们还将实施全流程的质量追踪,以便及时发现和解决问题。
冲压产品控制计划(control plan)
Control Plan
Date (Original)/日期(初版) □ Proto-type (样件) Control Plan Number (编号): Part Number/Latest Change Level (产品代号/最新版本) Core Team (核心小组) * Customer Eng'g Approval/Date, If Req'd (顾客工程的承认/日期,需要时) □ Pre-launch (试生产) ■ Production (量产) Key Contact/Phone (关键联系人/电话) Date (Revision)/日期 (改订) * Customer Quality Approval/Date, If Req'd (顾客品质的承认/日期,需要时)
依不合格品管制程序
3 4
一份 两次 100% 100%
100%
每批 每天 每批 每批
每小时
隔离送第三方验证 调整湿度 退料 退料 清理、调整模具
20
入库/贮存 材料投入
托车 托车、放料盘、卡尺 、千分尺
1 1 2 3 4 5 6 7 8 宽度(D4) 宽度(A7) 位置度(D8) 直线度(C3) 长度(C8) 长度(A8) 长度(B8) 宽度(C7) 长度(D8) 对称度(D8) 长度(A5) BURR 扇形 扭曲度 外观 规格
TE03P-0001-0106
泰科电子(苏州)有限公司
* Other Approval/Date, If Required (其他的承认/日期)
* Other Approval/Date, If Required (其他的承认/日期,需要时)
Part/ Process No. (产品/ 工程No.)
2024年冲压质量控制计划

2024年冲压质量控制计划引言:在制造业中,冲压工艺是一种常见的金属成型方法,广泛应用于汽车、电子、家电等行业。
冲压质量控制是确保产品符合设计要求和客户期望的关键环节。
本计划旨在为2024年的冲压质量控制工作提供指导,以确保产品质量的稳定性和一致性。
一、质量控制目标△提高一次通过率至95%以上。
△将不良品率降低至0.5%以下。
△缩短产品周期时间10%。
△提高客户满意度至98%。
二、组织结构与职责△成立质量控制小组,由质量经理领导。
△明确各部门在质量控制中的职责,包括生产、工程、采购、检验等。
△定期组织质量会议,讨论问题解决和持续改进。
三、设备管理△定期维护和校准冲压设备,确保设备精度。
△建立设备保养计划,记录维护历史。
△实施预防性维护,减少突发故障。
四、原材料管理△严格筛选供应商,确保原材料质量稳定。
△建立原材料检验流程,对每批材料进行检测。
△实施原材料追溯系统,便于问题追踪。
五、生产过程控制△制定详细的作业指导书,确保操作的一致性。
△实施在线监测系统,实时监控生产数据。
△定期进行工艺审核,优化生产流程。
六、检验与测试△建立多层次的检验体系,包括首检、巡检、终检。
△使用先进的检测设备,确保检测结果的准确性。
△制定异常处理流程,快速响应和处理不良品。
七、持续改进△分析质量数据,识别问题和潜在风险。
△实施六西格玛、精益生产等方法,持续改进质量。
△鼓励员工参与改进活动,分享最佳实践。
八、培训与教育△提供定期的质量培训,提升员工质量意识。
△针对新工艺、新设备进行专项培训。
△建立知识管理系统,共享质量管理知识。
九、质量文化△倡导“质量第一”的企业文化。
△鼓励全员参与质量管理活动。
△认可和奖励质量表现优异的团队和个人。
结语:通过上述措施的实施,我们相信能够在2024年实现预期的质量控制目标,提升冲压产品的市场竞争力。
质量控制是一个持续的过程,需要全体员工的共同努力和持续改进的精神。
我们承诺将不懈努力,为客户提供高质量的产品和服务。
Control_Plan控制计划

控制计划--益处 控制计划--益处 --
质量:控制计划方法论减少了浪费并提高了在设计、 质量:控制计划方法论减少了浪费并提高了在设计、制 减少了浪费并提高了在设计 造和装配中产品质量。 造和装配中产品质量。 顾客满意度: 顾客满意度:控制计划集中将资源用于与对顾客来说重 要的特性有关的过程和产品,降低成本。 要的特性有关的过程和产品,降低成本。 交流:作为一个动态文件,控制计划明确并传达了产品 交流:作为一个动态文件,控制计划明确并传达了产品/ 过程特性、控制方法和特性测量中的变化。 过程特性、控制方法和特性测量中的变化。 特性 中的变化
表格栏目说明
表格栏目说明
7) 主要联系人 电话 ) 主要联系人/电话 填入负责控制计划的主要联系人姓名和电话号。 填入负责控制计划的主要联系人姓名和电话号。 8) 核心小组 ) 填入负责制定控制计划最终版本的人员的姓名和电话号。 填入负责制定控制计划最终版本的人员的姓名和电话号。建议将所有小组 成员的姓名、电话号和地址都包括进所附的分配表中。 成员的姓名、电话号和地址都包括进所附的分配表中。 9) 供方 工厂批准 日期 ) 供方/工厂批准 工厂批准/日期 如必要,获取负责的制造厂批准。 如必要,获取负责的制造厂批准。
控制计划--概述 控制计划--概述 --
控制计划不能替代包含在详细的操作 者指导书的信息。 者指导书的信息。 控制计划作为一动态文件, 控制计划作为一动态文件,反映当前 使用的控制方法和测量系统。 使用的控制方法和测量系统。
控制计划--表格 控制计划--表格 --
表格栏目说明
表格栏目说明
1) 样件、试生产、生产 ) 样件、试生产、 表示适当的分类: 表示适当的分类: 样件——在制造过程中,进行的尺寸 在制造过程中, 样件 在制造过程中 测量、材料和性能试验的描述; 测量、材料和性能试验的描述; 试生产——在样件试制后试生产,进 在样件试制后试生产, 试生产 在样件试制后试生产 行的尺寸测量、材料和性能试验的描述; 行的尺寸测量、材料和性能试验的描述; 生产——在正式生产中,产品 过程特 在正式生产中, 生产 在正式生产中 产品/过程特 过程控制、 性、过程控制、试验和测量系统人全面文 件化描述。 件化描述。 2) 控制计划编号 ) 如适用时,输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码( 如适用时,输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码(第 页共 页) 3) 零件编号、最新更改等级 ) 零件编号、 填入被控制的系统、子系统或部件编号。适用时, 填入被控制的系统、子系统或部件编号。适用时,填入源于图样规范的最近工程更改 等级和/或发布日期 或发布日期。 等级和 或发布日期。 4) 零件名称 描述 ) 零件名称/描述 填入被控制产品/过程的名称和描述 过程的名称和描述。 填入被控制产品 过程的名称和描述。 5) 供方 工厂 ) 供方/工厂 填入制定控制计划的公司和适当的分公司/工厂 部门的名称。 工厂/部门的名称 填入制定控制计划的公司和适当的分公司 工厂 部门的名称。 6) 供方代码 ) 填入按采购机构要求的识别号
Control Plan 控制计划

概述
• 描述了过程的每阶段所需的控制措施,包括保证所有的 过程输出将处于控制状态的进货、(IQC、仓储)、加工 (外包加工的运输过程)、QC、出厂和阶段性的要求 • 在正式生产运行当中,控制计划提供了用来控制特性的 过程监测和控制方法
• 反映了与所期望的不断更新和改进的过程的改变状况相 对应的战略
• 产品特性是正常工装寿命性能的一个非常重要的度量
以操作人员为主的过程
• 对操作人员的知识和控制具有敏感性和依赖性 • 特殊过程特性是操作者的知识和控制
应用检查表进行控制计划评审
VISTEON CONFIDENTIAL
课程结束
VISTEON CONFIDENTIAL
-- 这一结构性方法为产品和过程提供了一完整的评 价。 -- 控制计划识别过程特性并帮助识别导致产品特性 变差的原因
建立控制计划的好处
• 顾客满意程度: —— 控制计划集中将资源用于与对顾客来说重要 的特性有关的过程和产品。 —— 将资源正确分配在这些重要项目上有助于在 不影响质量的情况下,降低成本。
• · 在这类过程当中,设备的设定是关键的变量。对产品特性的能力研究 表明如果设定适当,则操作具有很高的能力和稳定性。设定规范成为 影响产品特性的过程特性;
• · 过程特性的控制类别包括首件检验规程,以及对机器是否按批准的设 定卡正确设定的验证; • · 对产品特性进行测量以保证设定正确,并且没有产生异常的特殊原因。 在一般情况下,检验之间可以使用批控制。
建立控制计划
• 建立一个多专业的工作小组
• 过程流程图;
• 系统/设计/过程失效模式及后果分析; • 特殊特性清单; • 从相似零件得到的经验; • 跨功能小组对过程的了解;
• 设计评审报告;
Control Plan控制计划

页 共 页) 3) 零件编号、最新更改等级 填入被控制的系统、子系统或部件编号。适用时,填入源于图样规范的最近工程更改 等级和/或发布日期。 4) 零件名称/描述 填入被控制产品/过程的名称和描述。 5) 供方/工厂 填入制定控制计划的公司和适当的分公司/工厂/部门的名称。 6) 供方代码 填入按采购机构要求的识别号
通知工长
隔离并调 整
实例操作
零 过程名称/ 件 操作描述 / 过 程 编 号 40 冲压成型
50 机加工
60 成品组装
…
机器、装 置
夹具、工 装
特性
编 产品 过程 号
冲床 #2 模具#222
数控车床 #3
装配夹具 XYZ-012
…
有孔
深度
安装 正确
特
殊 特 性
产品/过程规 范/公差
分
方法
评价/测量
表格栏目说明
表格栏目说明
特性:
18)编号 必要时,填入所有适当文件相互参照用的编 号。
19)产品 产品特性为在图纸或其它主要工程信息中所 描述的部件、零件或总成的关键尺寸或性能。
20)过程 过程特性是与被识别产品特性具有因果关系 的过程变量(输入变量)。
21)特殊特性分类 顾客可以使用独特的符号来识别那些诸如影 响顾客安全、法规符合性、功能、配合或外 观的重要特性。
特
殊 特 性
产品/过程 规范/公差
分
类
订单要求
方法
评价/测量
样本
技术
容量 频率
控制方法
目测
3包 每批 进料单
1 材料 成份
CP控制计划(control-plan培训内容)
注2:在产品质量先期策划(APQP)中,控制计划(CP)是重要的输出。
3、ISO/TS 16949:2009质量管理体系对APQP的要求:
同原料生产出来的一组和一个系列的产品。
◆ 控制计划是一份动态文件,它在整个产品寿命周期中得到保持和使
用,并随着测量系统和控制方法的评价和改进对其进行修订,以确
保按顾客的要求制造出优质的产品。
◆ 当发生下述情况时,多方认证小组必须重新评审和更新控制计划:
① 产品更改;
② 过程(工序)更改;
③ 过程(工序)不稳定
法 样本
容量 频率
控制方法
反应 计划
15、CP 与 APQP、FMEA、PPAP、MSA 和 SPC 的关系:
DFMEA 样件CP
PFMEA 试生产CP
PPAP
MSA
SPC
SPC
(Ppk≧1.67) (Cpk≧1.33)
生产CP
第一阶段 第二阶段
计划和 确定项目
产品设计 和开发
样件制作
第三阶段
过程设计 和开发
生产控制计划中的内容必须包括产品总成的全尺寸检验和功能/性能试验、 产品最终审核,且其检查的频率和容量可以以抽样的方式进行(生产控制计 划中的全尺 寸检验和功能/性能试验的检查频率和容量一般为每种产品每年 至少一次和一件)。
14、控制计划 与“过程流程图”和“FMEA”的关系:
过程 编号
过程流程图
④ 过程(工序)能力不足;
⑤ 检验方法、频次等修改。
控制计划(CP)

④ 过程(工序)能力不足;
⑤ 检验方法、频次等修改。
一、控制计划(CP)概要介绍(8/10)
12、样件控制计划、试生产控制和生产控制计划的区别: ① 样件 — 在样件制造过程中,主要针对原材料的检验/试验和成品的尺寸测量和 性能试验的描述;如顾客有要求时,公司必须编制样件控制计划;样件控制计划 中的内容必须包括产品总成的全尺寸检验和功能/性能试验(破坏性试验除外), 且其检查的频率和容量必须为连续性和100%。样件试制数量一般为5—10件。 ② 试生产 — 在样件试制之后,大批量生产投产之前,对产品/过程特性所涉及尺寸 测量、材料和性能/功能试验、过程控制、检验和试验的测量系统等作出描述(包 括:原材料检验/试验、入库/贮存、生产/制造/加工、作业员首检和自检、检验 员过程巡检/试验、包装、成品/最终检验/试验、全尺寸检验和功能试验、成品入 库/贮存、出货)。试生产控制计划中的内容必须包括产品总成的全尺寸检验和功 能/性能试验(破坏性试验除外),且其检查的频率和容量必须为连续性和100%。 试生产试作的数量一般为310—400件之间,除非顾客另有书面规定。试生产的产 品总成之全尺寸检验和功能/性能试验必须为合格的300件总成中的每一件总成的 全尺寸检验和功能/性能试验的所有数据。 ③ 生产 — 在大批量生产中,对产品/过程特性所涉及尺寸测量、材料和性能/功能 试验、过程控制、检验和试验的测量系统作出书面描述(包括:原材料检验/试 验、入库/贮存、生产/制造/加工、作业员首检和自检、检验员过程巡检/试验、 包装、成品/最终检验/试验、全尺寸检验和功能试验、成品入库/贮存、出货)。 生产控制计划中的内容必须包括产品总成的全尺寸检验和功能/性能试验(破坏性 试验除外)、产品最终审核,且其检查的频率和容量可以以抽样的方式进行(生产 控制计划中的全尺寸检验和功能/性能试验的检查频率和容量一般为每种产品每年 至少一次和一件)。
五金冲压件控制计划
控制计划编号:制定日期客户工程批准/日期客户质量批准/日期修订日期样板容量检测频率目 视每批次每批次通知供应商目 视每批次每批次材质证明每批次每批次千分尺每批次每批次卡 尺每批次每批次目 视 5 PCS 10分钟1治具30分钟2治具30分钟3千分尺1小时4三次元/治具1小时5深度计1小时△6高度尺1小时7卡尺1小时目 视每批次全 检选 别磅 秤每批次每批次返 工目 视全 检全 检目 视全 检全 检目 视每批次每批次目 视返 工△ 产品特性--SPC控制 目 视☆ 过程同(2)6出货叉车目视/清点每批次每批次达成一致单据数量是否与实际相符 2 PCS C=0是否清晰,与内装产品是否符合不可有生锈,变形,划伤材质: SPCC-SD 厚度: T=0.8AQL允收水准部品有无生锈,变形,划伤<<部品检查基准书>>标准 1.停机,修模.2.对不良品进行隔离;3.选别及返工或报废8000PCS/箱有无变形,损坏是否清晰,正确18.04±0.12726.66±0.156.64±0.26产品不可变形,压伤,擦伤<<制程检验指导书>><<包装作业指导书>>入库叉车213包装冲压成型200T冲床5出货检查评价测量方法样本来料检验磅 秤4产品编号 外观不可变形,压伤,擦伤,批锋特殊特性分类产品/过程 规范/公差核心小组:供方/工厂批准日期供方代码数量产品名称Rev.供方/工厂尺寸特殊特性素材不可少数标识外箱标识尺寸外观过程编号过程名称使用工装设备反应计划控制指引样板( ) 试产( ) 量产( ∨ )主要联系人: 电话:退回供应商数 量<<来料检验标准>>外 观规 格宽度: W=91.0数量返 工外 观41.54±0.12751.94±0.050.8+0.02/-0.0425.4±0.127<<部品检查基准书>>隔离,发不良联络高双艳。
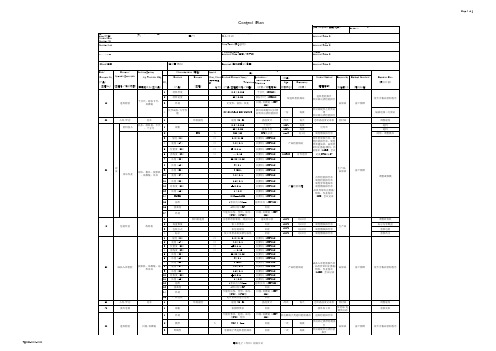
冲压控制计划范例(中英文)

容量Size频率Freq.入库move to storage材料规格、数量Material Specificationquantity送货单Bills of dilivery 1每批per lot 到货计划Material plan A-1◇C≤0.15、Si≤0.05、Mn≤0.60、S≤0.035、P≤0.035化学成分分析Chemical elementanalysis 1每批per lot A-2◇抗拉强度Tensile strength ≥305Mpa、屈服强度Yield strength ≥175Mpa、断后伸长率Elongation≥29力学性能分析Mechanical propertiesanalysis 1每批per lot 2.5±0.20-25mm(0.001)外径千分尺outside micrometer3每批per lot 1250(+10,0)2600(+40,0)0-3m(1)卷尺Tape measure3每批per lot存放Storage275±10-300mm(0.02)游标卡尺Calipers无毛刺No Burr目视Visual设备间隙Shears gap0.2(+0.05,0)目测设备间隙参数设定Visual equipment gap parameter settings 1每班Every shift调整设备、上报Adjustment equipment ,reportingφ265±0.50-300mm(0.02)游标卡尺Calipers无毛刺No Burr目视Visualφ141.5(+1.0,0)0-150mm(0.02)游标卡尺Calipers 50.5(+1.5,-1.0)0-300mm(0.02)高度尺Height Gages冲压落料Punch剪板机下料Shears CuttingQC12Y-12*2500/液压剪板机Hydraulic shears冲压拉深成形Punch反应计划Reaction Plan标识、隔离、退货Identification ,Separate ,Reject标识、隔离、调整设备Identification ,Separate,Adjustment device标识、隔离、检查模具Identification ,Separate ,Checkthe die标识、隔离、检查模具Identification ,Separate ,Checkthe die控制方法Control Method原材料检验报告Raw materials inspection report原材料检验记录Raw material inspection records检验记录Inspection record检验记录Inspection record检验记录Inspection record首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs 首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs编号NO.过程Process特殊特性分类SpecialChar.Class原材料入厂检验Receiving Raw material and Inspection产品Product过程名称/操作描述Process Name/OperationDescription生产设备Machine.Device Jig.Tools For Mfg.零件/过程编号Part/Process Number10203040HD130-H002/拉深模Drawing Die高度HeightJA21-160/160T冲床Presses直径Diameter HD110-H009/落料模Blanking die 外观Appearance JY32-315/315T油压机Hydraulic Press 直径Diameter 产品标识和防护控制程序 HD/PF02-SP09Product identification and protection control program条料宽度尺寸Material width dimension外观Appearance力学性能Mechanical properties 原材料厚度尺寸thickness dimension 原材料长/宽尺寸Length/width dimensions特性Characteristics 方法Methods样本Sample化学成分chemical element 产品/过程/规范/公差Product/ProcessSpecification/Tolerance评价/测量技术Evaluation Measurement Technique零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)供方代号Supplier Code其它批准/日期(如需要)Other Approval/Date (If Req'd)供方/工厂Supplier/Plant:其它批准/日期(如需要)Other Approval/Date(If Req'd)零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)核心小组Core Team:容量Size频率Freq.反应计划Reaction Plan控制方法Control Method编号NO.过程Process特殊特性分类SpecialChar.Class产品Product过程名称/操作描述Process Name/OperationDescription生产设备Machine.Device Jig.Tools For Mfg.零件/过程编号Part/Process Number特性Characteristics 方法Methods样本Sample产品/过程/规范/公差Product/ProcessSpecification/Tolerance评价/测量技术Evaluation Measurement Technique零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)供方代号Supplier Code其它批准/日期(如需要)Other Approval/Date (If Req'd)供方/工厂Supplier/Plant:其它批准/日期(如需要)Other Approval/Date(If Req'd)零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)核心小组Core Team:47±10-300mm(0.02)深度尺Depth Gages首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs首末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压力Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa目视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ142.5(+0.2,-0.3)0-150mm(0.02)游标卡尺Calipers 50.5(+1.5,-2.0)0-300mm(0.02)高度尺Height GagesA-3◇47±10-300mm(0.02)深度尺Depth Gages首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs首末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压力Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa目视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ214±0.50-300mm(0.02)游标卡尺Calipers6×φ8.7±0.250-150mm(0.02)游标卡尺Calipers A-4◇HDJ-H0001检具Gage首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrsφ205±0.750-300mm(0.02)游标卡尺Calipers 冲压拉深成形Punch冲压切边冲孔Trimming and PunchingJA21-160/160T冲床Presses整形ShapingJB21-160B-SM/160T冲床标识、隔离、检查模具Identification ,Separate ,Checkthe die标识、隔离、检查模具Identification ,Separate ,Checkthe die检验记录Inspection record检验记录Inspection record检验记录Inspection record检验记录Inspection record首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 首末检1次、巡检每4小时、自检每1小时first and end inspection首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs 首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection3pcs,self-inspection 3pcs首末检1件、巡检3件、自检3件first and endinspection405060直径Diameter直径Diameter 孔径diameter I.D.HD146-H011/切边冲孔模Trimming and Punching die位置度Location degreeJY32-315/315T油压机Hydraulic Press 直径Diameter HD134-H014/整形模Shaping Die高度Height深度Depth深度Depth容量Size频率Freq.反应计划Reaction Plan控制方法Control Method编号NO.过程Process特殊特性分类SpecialChar.Class产品Product过程名称/操作描述Process Name/OperationDescription生产设备Machine.Device Jig.Tools For Mfg.零件/过程编号Part/Process Number特性Characteristics 方法Methods样本Sample产品/过程/规范/公差Product/ProcessSpecification/Tolerance评价/测量技术Evaluation Measurement Technique零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)供方代号Supplier Code其它批准/日期(如需要)Other Approval/Date (If Req'd)供方/工厂Supplier/Plant:其它批准/日期(如需要)Other Approval/Date(If Req'd)零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)核心小组Core Team:10(+2,0)0-300mm(0.02)高度尺Height Gages85°±0.5°0-360°(2′)万能角度尺Universal angle rulerA-5◇首末检、巡检0-10mm(0.01)百分表/自检 0-1mm塞尺First and endinspection 0-10mm(0.01) Dialindicator/Self-inspection 0-1mmFeeler首末检1件、巡检5件(X-R图)、自检5件first and end inspection 1pcs,inspectio n 5pcs(X-R chart),self-inspection 5pcs末检1次、巡检每2小时、自检每1小时first and endinspection1,inspection every2hrs,self-inspection everyhrsφ4(+2,-1)0-150mm(0.02)游标卡尺Calipers 1±0.250-300mm(0.02)高度尺Height Gages90无油污No dirt 目测Visual全检Full inspection每批per lot检验记录Inspection record 标识、隔离、退货Identification ,Separate ,Reject喷塑气压Spray pressure0.4-0.5MPa喷塑电压Spray voltage 50-60KV烘烤温度Bakingtemperature 180-200℃烘烤时间Baking time30-40min 无漏喷No leakage jet目测Visual产线喷塑SprayXNG-36-1B/粉末喷涂生产线Powder coating production lines冲压压字Pressure logo冲压翻边成形FlangingJB21-160B-SM/160T冲床Presses标识、隔离、检查模具Identification ,Separate ,Checkthe die标识、隔离、检查模具Identification ,Separate ,Checkthe die调整设备、上报Adjustment equipment ,reporting检验记录Inspection record检验记录Inspection record检验记录Inspection record检验记录Inspection recordper lot全检Full inspection时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs每班Every shift目测Visual件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs17080100外观AppearanceHD150-H005/压字模Pressure logo die(E32629-1)高度HeightHD150-H006/压字模Pressure logo die(E32629-3)外协镀锌Outsourcing galvanized外观Appearance高度Height 角度AngleHD124-H008/翻边模Flanging die平面度FlatnessJA21-160/160T冲床Presses孔径diameter I.D.容量Size频率Freq.反应计划Reaction Plan 控制方法ControlMethod编号NO.过程Process特殊特性分类SpecialChar.Class 产品Product过程名称/操作描述Process Name/OperationDescription 生产设备Machine.DeviceJig.ToolsFor Mfg.零件/过程编号Part/ Process Number特性Characteristics方法Methods样本Sample产品/过程/规范/公差Product/ProcessSpecification/Tolerance评价/测量技术EvaluationMeasurementTechnique零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)供方代号Supplier Code其它批准/日期(如需要)Other Approval/Date (If Req'd)供方/工厂Supplier/Plant:其它批准/日期(如需要)Other Approval/Date(If Req'd)零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)核心小组Core Team:A-5◇0.15mm塞尺(端盖平放在大理石台面,上面压5kg物体)/0.15mmfeeler ( cover flat on themarble countertops, pressure5kg objects above )盐雾试验≥1000小时/Salt spray test≥1000hrs盐雾腐蚀试验机/Salt spray corrosiontest machine3每季度Each quarter盐雾试验报告Salt spray testreport110丝印完整Full screen目测Visual全检Fullinspection每批per lot检验记录Inspectionrecord标识、隔离、退货Identification ,Separate ,RejectA-3◇47±10-300mm(0.02)深度尺Depth Gages10A-4◇HDJ-H0001检具Gage10A-5◇0.15mm塞尺(端盖平放在大理石台面,上面压5kg物体)/0.15mm feeler (cover flat on themarble countertops,pressure 5kg objectsabove )10包装规范PackagingSpecifications点数Counting2箱2 box标识、隔离、返工Identification ,Separate ,Rework清晰Clear目测Visual包装规范PackagingSpecifications目测Visual物资发货单Material Invoice点数Counting喷塑SprayXNG-36-1B/粉末喷涂生产线Powder coatingproduction lines标识、隔离、返工Identification ,Separate ,Rework 入库&出货Warehousing & shipping抽检并包装Sampling inspection and packaging标识、隔离、返工Identification ,Separate ,Rework标识、隔离、处理Identification ,Separate ,Dealwith检验记录Inspectionrecord检验记录Inspectionrecord物资发货单Material Invoice每批per lot每批per lot每批per lot全检Fullinspection全检Fullinspection100120 130平面度Flatness数量Quantity标识Label包装Package数量Quantity防腐蚀性能Corrosion外协丝印Outsourcing Screen外观Appearance深度Depth位置度Location degree平面度Flatness。
control plan的含义

控制计划(Control Plan)是一种质量管理工具,用于确保产品或过程在生产过程中能夶照正确的标准和规范进行生产。
它是质量管理体系的重要组成部分,通过对产品和过程的控制,可以确保产品的质量稳定性和一致性,提高生产效率,降低生产成本,提高客户满意度和市场竞争力。
控制计划通常包括以下内容:1. 确定关键质量特性在制定控制计划时,首先需要确定产品或过程的关键质量特性。
关键质量特性是指直接影响产品质量的特性,通常包括尺寸、形状、表面光洁度、材料强度等。
通过识别关键质量特性,可以有效地引导控制计划的制定方向,并确保重点把控。
2. 制定控制标准在确定了关键质量特性后,需要制定相应的控制标准。
控制标准是指针对关键质量特性所制定的质量要求和限制条件,可以包括尺寸公差、表面粗糙度、质量等级等。
控制标准的设定需要充分考虑产品的实际使用环境和客户的需求,确保产品能够满足质量要求。
3. 制定控制方法制定了控制标准后,需要确定相应的控制方法。
控制方法是指通过什么手段和方式来控制产品或过程的关键质量特性,通常包括工艺参数的设定、设备的校准、作业指导书的编写等。
控制方法应该结合实际情况,确保能够有效地控制产品或过程的质量特性。
4. 制定控制程序在制定控制计划时,还需要制定相应的控制程序。
控制程序是指具体的操作步骤和流程,用于实施控制方法并监控产品或过程的质量状况。
控制程序需要清晰明确,操作简便易行,以便生产人员和质检人员能够准确执行。
5. 确定控制频率在制定控制计划时,需要确定相应的控制频率。
控制频率是指对产品或过程进行控制和监控的频率,可以根据不同的质量特性和重要程度来确定。
一般来说,关键质量特性需要更高的控制频率,以确保产品质量的稳定和一致。
控制计划是确保产品或过程质量稳定的重要手段,它涵盖了确定关键质量特性、制定控制标准、制定控制方法、制定控制程序和确定控制频率等内容。
通过科学合理地制定和执行控制计划,可以有效地提高产品质量,满足客户需求,提升企业的市场竞争力。
Control Plan控制计划

表格栏目说明
25)控制方法 ) 进行控制的简要描述,必要时包括程序编号. 进行控制的简要描述,必要时包括程序编号. 所用的控制应是基于对过程的有效分析.可以使用统计过程控制,检验,计数数据, 所用的控制应是基于对过程的有效分析.可以使用统计过程控制,检验,计数数据,防 错和取样计划等来对操作进行控制.为了达到过程控制的有效性,应不断评价控制方法. 错和取样计划等来对操作进行控制.为了达到过程控制的有效性,应不断评价控制方法. 26)反应计划 ) 规定了为避免生产不合格产品或操作失控所需要的纠正措施. 规定了为避免生产不合格产品或操作失控所需要的纠正措施.这些措施通常应是最接近 过程的人员(操作者,作业准备人员或主管)的职责,并应在计划中清晰地指定. 过程的人员(操作者,作业准备人员或主管)的职责,并应在计划中清晰地指定. 在所有的情况下,可疑或不合格的产品由反应计划指定的负责人员进行清晰地标识, 在所有的情况下,可疑或不合格的产品由反应计划指定的负责人员进行清晰地标识,隔 离和处理. 离和处理.
隔离并调 节设备 隔离并调 节设备 隔离并通 知工长
… …
… …
控制计划检查表
在制定控制计划时是否使用了控制计划方法论? 在制定控制计划时是否使用了控制计划方法论? 为了便于选择产品/过程特殊特性, 为了便于选择产品 过程特殊特性,是否已明确了所有已知的顾客 过程特殊特性 关注事项? 关注事项? 是否将所有产品/过程特殊特性纳入控制计划? 是否将所有产品 过程特殊特性纳入控制计划? 过程特殊特性纳 是否已明确要求检验的材料规范? 是否已明确要求检验的材料规范? 控制计划是否涉及从进货(材料 零部件),加工 零部件),加工/装配包括包装的 控制计划是否涉及从进货(材料/零部件),加工 装配包括包装的 全过程? 全过程? 是否已明确工程性能试验要求? 是否已明确工程性能试验要求? 是否具备控制计划所要求的量具和试验设备? 是否具备控制计划所要求的量具和试验设备? 如要求,顾客是否已批准控制计划? 如要求,顾客是否已批准控制计划? 供方和顾客之间的测量方法是否一致? 供方和顾客之间的测量方法是否一致?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TE03P-0001-0106
泰科电子(苏州)有限公司
(工程名/作业内容) (使用的设备/工夹具) 1 2
(产品) 材料厚度 材料宽度 外观 化学成份/力学性 能
(工程)
分类)
(样本大小)
依进料检验规范
10
进料检验
千分尺、游标卡尺、 显微镜
进料检验报告 供应商出货检验报告 品保部 供应商提供之材质证 明 供应商出货检验报告 仓库温湿度记录表 出库单 制程稽核报告单 首件检验报告单、制 程检验报告单、制程 异常通知单、品质异 常纠正措施/物料、作 业鉴审(MRB)会议 记录,PPK≧1.67 资材部 客户图纸
Method (方法) Evaluation / Sample (样品) Size Frequency (频次 ) (管理方式) (责仸部门) (相关标准) Control Method Respons'ty Related Standard Reaction Plan (反应计划)
Measurement Tolerance (评价/测定方法) 千分尺(JEW003) 游标卡尺(JEW002) 目视/显微镜(JEW025) 依供应商提供之材质 证明及出货检验报告 温湿度计 千分尺 游标卡尺 SPM显示表 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 扇形治具(JEW-028) 目视 目视/显微镜(JEW025) 速度指示表 目视 目视 目视 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 扇形治具(JEW-028) 目视 目视/显微镜(JEW025) 目视 温湿度计 目视 目视/显微镜(JEW025) 目视 目视
产品检验规范
100PCS
首件连续
30
冲 压 冲压作业
冲床、模具、投影机 、显微镜、治具
9 10 11 12 13 14 15 16 17 1
生产部、 品保部 首件检验报告单 制程检验报告单 制程异常通知单 制程稽核报告单 品质异常纠正措施/ 物料、作业鉴审 (MRB)会议记录
客户图纸 调整或修模
产品检验规范
环境湿度
湿度 30--60 0.8±0.015 62±0.05
±0.05 2.8±0.1 0.1/A ─/0.15 55.80±0.05 9±0.1 3.5± 0.1 2.8±0.1 1.5±0.1 0.2/A 1±0.2 0.03mm MAX 1米以内≤25mm 1米以内≤90° 不能有压伤、变形、油污、 歪PIN、缺PIN等
* Other Approval/Date, If Required (其他的承认/日期)
* Other Approval/Date, If Required (其他的承认/日期,需要时)
Part/ Process No. (产品/ 工程No.)
Process/ Operat'n Descript'n
收料机速度 每盘数量 包装方式 标示 宽度(D4) 宽度(A7) 位置度(D8) 直线度(C3) 长度(C8) 长度(A8) 长度(B8) 宽度(C7) 长度(D8) 对称度(D8) 长度(A5) 扇形 扭曲度 外观 产品包装 环境湿度 规格 外观 膜厚 焊锡性 ☆ □ □ □ □
注意纸带松紧度、绕盘方向 依工单要求 依包装规范 依工单要求核实填写标签 0.8±0.05 2.8±0.1 0.1/A ─/0.15 55.80±0.05 9±0.1 3.5± 0.1 2.8±0.1 1.5±0.1 0.2/A 1±0.2 1米以内≤25mm 1米以内≤90° 不能有压伤、变形、油污、 歪PIN、缺PIN等 是否依规范进行包装 湿度 30--60 依图纸要求 不能有雾状,起泡,油污, 歪PIN,变形 TIN 5--8um 电镀端子类进料检验规范
Product Name (产品名称)
* Supplier/Plant Approval/Date (供方/工厂的承认/日期)
* Other Approval/Date, If Required (其他的承认/日期,需要时)
Supplier /Plant (供方/工厂)
* Supplier Code (供应商 代码)
Measurement Tolerance (评价/测定方法) 目视/显微镜(JEW025) 温湿度计 目视
(工程名/作业内容) (使用的设备/工夹具)
(样本大小) 10PCS 两次
资材部
调整湿度
依产品检验规范 目视 投影机(JEW-012) 一模 每年
品保部
依不合格品管制程序
品保部
客户图纸
调整或修模
产品检验规范
成品入库检验报告单 、品质异常纠正措施/ 物料、作业鉴审 (MRB)会议记录
品保部
客户图纸
依不合格品管制程序
60 70
入库/贮存 委外电镀
托车
1 1 1 2
两次
每天
仓库温湿度记录表 委外加工单
资材部 资材部/电 镀供应商
调整湿度 重新发料
依电镀端子类进料检验规范 一次 一次 每批 每批
进料检验报告单 供应商之膜厚检测报 告 供应商提供出货检验 报告
Page 1 of 2
Control Plan
Date (Original)/日期(初版) □ Proto-type (样件) Control Plan Number (编号): Part Number/Latest Change Level (产品代号/最新版本) Core Team (核心小组) * Customer Eng'g Approval/Date, If Req'd (顾客工程的承认/日期,需要时) □ Pre-launch (试生产) ■ Production (量产) Key Contact/Phone (关键联系人/电话) Date (Revision)/日期 (改订) * Customer Quality Approval/Date, If Req'd (顾客品质的承认/日期,需要时)
100% 100% 100% 100%
每小时 每小时 每小时 每小时 制程稽核报告单 制程稽核报告单 制程稽核报告单 生产部
调整收料机 标示为零数盘 重新包装 重新改正
40
包装作业
收料机
2 3 4 1 2 3 4 5 6 7
50
成品入库检验
投影机、显微镜、扇 形治具
8 9 10 11 12 13 14 15
80
进料检验
目视/显微镜 3
品保部
客户图纸
依不合格品管制程序
TE03P-0001-0106
泰科电子(苏州)有限公司
Page 2 of 2 Part/ Process No. 80 (产品/ 工程No.) Process/ Operat'n Descript'n 进料检验 Machine Device, Jig, Tools for Mfg. 目视/显微镜 NO. (产品) 4 90 入库/贮存 托车 1 1 100 出货检验 显微镜 3 110 全尺寸检验 投影仪 1 标示 见图纸 产品包装 密着性 环境湿度 (工程) Characteristics (特性) Product Process Special Char. Class Product/Process Spec./ (特殊特性的 分类) Tolerance (产品/工程的规格/公差) 电镀端子类进料检验规范 湿度 30--60 是否依规范进行包装 依出货通知单和产品检验规 范 见图纸 Method (方法) Evaluation / Sample (样品) Size Frequency (频次 ) 每批 每天 (管理方式) 进料检验报告单, 供应商之出货检测报 告 仓库温湿度记录表 出货检验报告单、品 质异常纠正措施/物料 、作业鉴审(MRB) 会议记录 全尺寸检验报告单 Control Method Respons'ty 品保部 (责仸部门) Related Standard 客户图纸 (相关标准) Reaction Plan 依不合格品管制程序 (反应计划)
依不合格品管制程序
3 4
一份 两次 100% 100%
100%
每批 每天 每批 每批
每小时
隔离送第三方验证 调整湿度 退料 退料 清理、调整模具
20
入库/贮存 材料投入
托车 托车、放料盘、卡尺 、千分尺
1 1 2 3 4 5 6 7 8 宽度(D4) 宽度(A7) 位置度(D8) 直线度(C3) 长度(C8) 长度(A8) 长度(B8) 宽度(C7) 长度(D8) 对称度(D8) 长度(A5) BURR 扇形 扭曲度 外观 规格
Machine Device, Jig, Tools for Mfg. NO.
Characteristics (特性) Product Process
Special Char. Class Product/Process Spec./ (特殊特性的 Tolerance (产品/工程的规格/公差) 0.8±0.015 62±0.05 无变形,划伤,氧化 JIS C5191R & DIN CUSN6