XXXX产品直通率报表工具xls
财务分析报表产品成本分析表excel模版
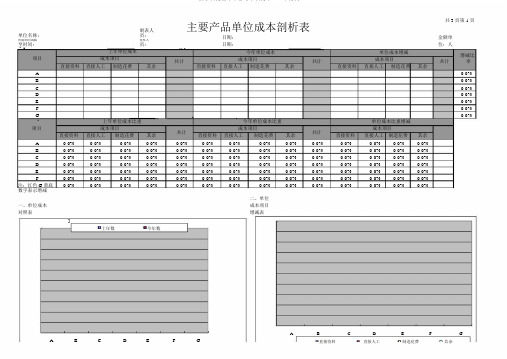
制表人单位名称:员:所属期间或截复核人至时间:员:1010上年单位成本项目成本项目直接资料直接人工制造花费其余主要产品单位成本剖析表共3页第 1页日期:金额单日期:位:人010101今年单位成本单位成本增减增减比成本项目成本项目共计共计共计率直接资料直接人工制造花费直接资料直接人工制造花费其余其余A0.0% B0.0% C0.0% D0.0% E0.0% F0.0% G010.0% 01上年单位成本比重今年单位成本比重单位成本比重增减项目成本项目共计成本项目共计成本项目直接资料直接人工制造花费其余直接资料直接人工制造花费其余直接资料直接人工制造花费其余A0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%B0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%C0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%D0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%E0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%F0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%注:红色G黄底0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%数字表示增减二、单位一、单位成本成本项目对照表增减表]上年数今年数A B C D E F GA B C D E F G直接资料直接人工制造花费其余单所位属名时称期:或截止时间:三、单位成本构造增减表100.0%90.0%80.0%70.0%主要产品单位成本剖析表A B C D E F G制表人员复:核人日期:员:日期:四、直接资料比重对照表100.0%80.0%共3页第 2页直接资料直接人工制造花费其余金额单位:人60.0%60.0% 50.0%40.0% 40.0%30.0%20.0% 20.0%10.0%0.0% 0.0%A B C D E F G A直接资料直接人工制造花费其余六、制造五、直接人工花费比重比重对照表对照表100.0%100.0%80.0%80.0%60.0%60.0%40.0%40.0%20.0%20.0%0.0%0.0%A B C D E F G A上年比重今年比重七、其余花费审计结比重对照表论:100.0%80.0%B C D E F G上年比重今年比重B C D E F G上年比重今年比重60.0%共3页第 3页60.0%主要产品单位成本剖析表40.0%20.0%0.0%A B C D E F G上年比重今年比重。
华为产品可制造性设计指导书

单板可制造性设计指导书0定义 Definition可制造性设计:单板可制造性是单板必须具备的、通过良好的单板工艺设计来实现的一个重要特性,具体表现在满足设备工艺能力,大的工艺窗口,高的生产效率,低的制造成本,可接受的制造缺陷率,以及单板的高工艺可靠性。
可制造性设计是单板工艺设计的主要内容,主要包括元器件工艺性认证、单板工艺路线设计、PCB工艺设计、单板工艺可靠性设计等业务,覆盖产品开发全过程。
1 目的Objective本流程的目的:规范产品/单板可制造性设计过程,明确单板工艺设计活动,对单板工艺设计过程实施有效控制。
本流程是IPD流程直接支撑子流程。
2 适用范围Scope本流程适用于所有产品/单板的可制造性设计。
3 KPI指标 KPI Index4流程图Flow Chart设计建议 环境需求安规需求EMC 需求防护需求可制造性需求(初稿)002环保需求单板清单相关工艺规范PCB 工艺设计规范PCB 设计及工艺设计要求PCB PCB 设计及工艺设计要求查检表查检表工艺仿真结果单板试制方案PCB PCB 单板TR4A TR5检表表PCB BOMTR6量产单板工艺问题受理和解决AME (单板工艺)023市场失效单板工艺分析改进AME (单板工艺)024工艺设计能力提升AME (单板工艺)5 流程说明 Instructions of Process 001通过相关工艺规范和类似产品在我司地加工质量水平,了解公司现有制造工艺能力。
001b可制造性需求已经在《概念阶段确定可制造性需求指南》和《单板可制造性需求基线》中列出了通用的单板可制造性需求,该需求是保证单板可以加工制造的基本要求,拟制新产品可制造性需求时,可以在基线的基础上进行裁减。
新开发的产品可能还有区别于通用单板可制造性需求的其他需求,需要在《工程设计调研与设计建议》文档中分析产品特点,收集相关信息,结合对业界及我司类似产品的可制造性分析,由单板工艺工程师在通用可制造性需求的基础上提出并写入《可制造性需求》文档中。
出货统计表格模板
出货统计表格模板1. 引言出货统计表格是一种用来记录和分析企业出货情况的工具。
通过统计和分析出货数据,企业可以了解产品的销售情况,并参考这些数据来制定销售策略和决策。
本文将介绍一个出货统计表格的模板,帮助企业快速建立自己的出货统计系统。
2. 表格结构出货统计表格通常包括以下几个基本字段:•日期:记录出货的日期。
•产品名称:记录出货的产品名称。
•数量:记录出货的产品数量。
•单价:记录出货的产品单价。
•总价:根据数量和单价计算得出的产品总价。
•客户名称:记录购买产品的客户名称。
•联系方式:记录客户的联系方式,如电话、邮箱等。
在这个基本表格结构的基础上,可以根据具体需求添加其他字段,如产品种类、地区、销售人员等。
3. 使用方法使用出货统计表格模板可以按照以下步骤进行:1.在电子表格软件(如Excel或Google Sheets)中创建一个新表格。
2.在第一行输入上述提到的字段头部(日期、产品名称、数量等)。
3.从第二行开始,逐行输入出货数据,每个字段对应相应的数据。
4.根据需要可以进行一些计算,比如计算总价等。
5.根据需要可以添加筛选、排序等功能,以便更好地分析数据。
4. 数据分析通过对出货统计数据的分析,企业可以得到以下一些有用的信息:•销售趋势:通过观察每天、每周、每月或每年的出货数据,可以了解产品的销售趋势,从而预测未来的销售情况。
•热销产品:通过分析不同产品的销量,可以确定哪些产品是热销产品,而哪些产品可能需要进一步推广或改进。
•客户分析:通过分析客户名称、购买数量等信息,可以了解客户的购买行为和偏好,从而制定有针对性的销售策略。
•区域分布:通过分析不同地区的销售数据,可以了解产品在不同地区的销售情况,从而决定是否需要调整不同地区的销售策略。
5. 结论出货统计表格是一个重要的销售管理工具,通过统计和分析出货数据,企业可以了解销售情况并制定相应的销售策略。
本文介绍了一个出货统计表格模板,并给出了相关的使用方法和数据分析建议。
生产直通率记录报表

机加工车间生产直
1 1 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00
1
1
0
0 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%
压铸车间生产直通率趋势图
96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50% 96.50
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00
0
注塑车间生产直通率
1/14
1/15
1/16
1/17
1/18
1/19
1/20
1/21
1/22
1/23
1/24
1/25
1/26
1/27
1/28
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00% 97.00%
新试产总结报告new

批准:
刘文平
NPI:王文剑
□ 可以转入量产 □ 限时改善,可量产 □ 不可量产,需重新试产
说明:
工程:李明龙
表单编号:xxxx-B11D05/A4
架的其中部分供电低于正常电压5.0V。
维修员
备注
类别 NO
1 物 料
2 半成 品处
理 成品 处理
研发评分: 8 签名: 文黎阳
物料名称
移动电源 面壳 移动电源中框 移动电源 底壳
物料编码
KY14-PB-SS006-01 KY18-PB-SS006-59 KY15-PB-SS006-01
产线数量
10 10 10
要个按照BOM要求作业。
工程
王文剑
6月17日
电子类
遮光海绵没有物料
100.00%
BOM漏建
临时措施:找临时物料替代。 长期措施:更改BOM(长:20,宽: 6,厚:3)\MM,2个用量,工程变更 增加物料。
工程
王文剑
6月18日
保护板需要两个MOS管,实际没 有
100.00%
BOM漏建
临时措施:将保护板增加MOS管。 长期措施:更改BOM,增加2个MOS管
临时措施:品质与项目确认暂时生产 。长期措施:通知供应商改善,量产 时品质严格按照图纸检测。
采购
付琴
6月21日
NO
不良现象描述
1
老化后确认长时间充电不饱和
数量
4
二、试产不良品维修统计
比例
5.00%
原因分析
第一次老化后发现长时间充电不饱和的4PCS, 经过研发试验电源本身没有问题,可能是老化架供 电有异常,故进行二次老化试验,在完全将电放空 后,再进行12小时充电发现无异常,则说明老化
产品直通率统计操作指导书

产品直通率统计操作指导书1目的为规范产品直通率的收集、计算方法,综合反映产品加工过程的质量水平2概述指导书定义指导生产环节产品直通率的统计方法,用于支持试制阶段和量产阶段的产品直通率统计3术语名称定义工序误测数()产品在该工位测试三次,首次测试失败,重新测试,第二次通过,作为误测;第二次不通过,第三次才通过,且未进入维修工站,记为误测;False Pass Quantity测试次数第一次第二次第三次判定结果FAIL FAIL PASS 误测FAIL Pass 误测指产品无缺损通过测试数量(误测视为不通过,前工位的维修品以及误测不计入,即单工序一次通过数);First Pass Quantity测试次数第一次第二次第三次判定结果工序一次通过数 PASS * * PASS不良数FAIL FAIL FAIL FAIL工序误测率()该工序误测数占工位测试总数的百分比(False Yield)=*100%工序一次通过率()生产线上单个工序的工序通过数(First Pass Quantity)占该工位测试总数的所占百分比例,误测(false)或者维修(Repair)才通过测试的(系统中已经判定过误测或不良的SN均作为不良),不纳入一次直通率数据统计;(FPY:First Pass Yield)=*100%通过该工位的良品数(不包含维修品)占该工位测试总数的百分比(PY:Pass Yield)=*100%产品一次直通率(FPY)已定义的要参与计算检验或检测工序一次直通率的乘积产品一次直通率(FPY)=产品综合直通率(PY) 已定义要参与计算检验或检测工序的各个工序良品率通过率的乘积产品良率(PY)=测试工序一次直通率(与“产品一次直通率”的差异是不包含SMT炉后和FVMI) 已定义要参与计算检验或检测所有测试工位的工序一次直通率的乘积测试工序一次直通率=4操作说明4.1 直通率计算说明:4.1.1 产品直通率计算=4.1.2对手机产品直通率计算:SMT检验,单板测试,整机测试,整机外观检查(FVMI)分为4段,各产品线直通率为4段通过率的乘积,如手机产品直通率=SMT*单板测试*整机测试* FVMI *100%;测试直通率=单板测试*整机测试4.2 直通率统计数据来源工序数据采集点数据来源数据采集责任人SMT 回流炉后IPQC检验炉后AOI检验,分板检查;IPQC检验记录,AOI检验记录IPQC单板工序装备测试装备测试故障板维修整机装备调测记录,维修记录调测操作员其他单板测试工序故障版维修其他调测记录,维修记录调测员,维修员整机测试工序非自动化测试设备,采用手动测试数数据和手动测试故障板维修整机调测记录,维修记录调测操作员,FQC 自动化测试装备采用装备测试记录维修整机装备调测记录,维修记录调测操作员装备测试装备测试故障板维修整机装备调测记录,维修记录调测操作员MMI自动测试,MMI手动测试,手动测试故障板维修整机调测记录,维修记录调测操作员,维修员整机外观终检(FVMI)外观终检外观终检记录调测操作员,FQC 4.3 工序分类、数据来源及数据合并原则总体原则:用于数据统计的工序分类按照产品所处状态分为,按照SMT,单板测试、整机测试以及整机外观检查(FVMI)分类,所有工艺路线上部署的工序,均需要纳入直通率统计,但用于数据统计计算的工序,以质量部发布会签版本为准。
营销实战工具销售业务管理Excel模板
营销实战工具——销售业务管理任一部门季度销售数据深度分析工具专业深度分析 丰富图表呈现 随机查询数据全面掌握某部门各月度、各产品编号、各产品名称、各产品类别销售数据返回首页产品基础数据及标准参数设置1月份产品销售数据明细记录2月份产品销售数据明细记录3月份产品销售数据明细记录任一部门各月度及总体销售数据分析任一部门各产品(按名称)销售数据分析任一部门各产品(按类别)销售数据分析任一部门各产品(按编号)销售数据分析特点使用说明1.操作步骤。
第一步:在《产品基础数据及标准参数设置表》中填入基础数据,然后该表中会自动生成下拉菜单名称标准(部分补充信息需要手工录入);第二步:在各月销售数据明细表中录入数据,其中个别项目为自动计算,产品信息只需要录入产品编号,其它信息可通过下拉菜单形式输入(数据录入要求完整,否则会影响最终的数据统计结果);第三步:在各查询及分析表中根据下拉菜单填好查询或者分析对象,即可自动生成所有数据与图表。
2.数据添加。
下拉菜单为自动生成,而且可以在基础数据表中任意修改、添加数据;各明细表中的数据可以任意添加(主要指行数,但是不建议增加列项目或者更改项目名称,否则一些全自动表格中数据会出现错误);各分析表格中如果行数不够(可能分析对象很多),也可以任意添加,具体添加方法请按照表格中提示说明操作。
2.丰富图表呈现。
本工具中各分析表格中的数据分析结果都采取了特别制作的图表(簇状图、面积图、折线图、饼图等相结合)予以清晰呈现,具有比较好的可视化分析效果。
3.随机查询数据。
本工具可以随机查询和分析任一部门的销售数据,在每一个分析表格的第一行输入任一部门名称即可,而且,在分析表格最上部显示的是该部门的总体销售数据,方便用户对照总体数据来进行深度分析。
4.录入便捷高效。
本工具中产品类别、产品名称、产品编号、销售人员、部门、区域、渠道等都设置了下拉菜单,数据录入、查询数据时都无需重复输入文字。
(只需要在《产品基础数据及标准参数设置》表中设置好即可,且可以随意修改)而且,在很多分析表格中,产品基本信息也是全自动生成的,只需要输入查询及分析对象即可。
售后车间主管日报内容

售后车间主管日报内容自从xx年xx月进入某某公司制造部担任车间主任一职,回首也有四个月了,饱尝过酸甜苦辣百味瓶。
在各级领导的带领下,机器设备的增加;人员的稳定;在质量体系iso9000认证的试行推动下,产量、质量都有明显的提高,公司日趋向做大、做强。
具体表现在以下八方面:一、产量方面产量从8月份入库量为680603pcs到12月份dem产量达到1503353pcs,oem335353pcs,短短三四个月,产量翻了一倍多,这组数据正说明了在张总、陈工的正确带领下,在晶体制造部所有员工的共同努力下,才会创造出某某公司制造部产量有史以来最高、最好水平。
二、质量方面1、各工序的合格率在以前的基础上都均有明显提高,直通率由10月份83。
xxxx到12月份达到84。
xxxx,提高了1。
xxxx,直通率也创下了某某公司制造部产量有史以来最高、最好水平。
2、客户的投诉比以前有明显的下降,成品出货的质量也在从工艺、管理等方面加强控制。
3、从9月到12月生产制程重大质量事故共发生了两起,14。
7456mhz/s和太莱的12mhz/s印错字。
三、人员管理方面9月、10月因管理等多方面的原因,新员工也在不断的补充,但人员的流动性比较大。
11月、12月这两个月老员工的稳定性在加强管理、提高工资待遇等因素下有所提高。
但也有因为管理方面的不足造成个别员工的思想波动性比较大。
另一方面,由于我们是生产型企业,员工的素质参差不齐,缺少在这方面对员工按层次进行培训。
四、物耗方面1、主要原材料车间每月对返基和返修晶片等及时回收利用,但少量员工因技能、机器设备不稳定性方面原因造成合格率低,加大原材料的投入量,影响了一次性直通率。
2、主要辅材料银丝和手指套控制不是太好,有待于在XX年中加强管制。
五、数据报表方面产量日报表、周报表、月报表、个人产量等都能准确无误、及时的统计好,随着iso9000质量体系试行的推动下,产品批量卡等数据报表也能准确的统计好,方便于车间进行查找、跟踪及总结影响产量、质量的原因。
车间年终工作总结

车间年终工作总结一、产量方面产量从8月份入库量为680603pcs到12月份dem产量达到1503353pcs,oem335353pcs,短短三四个月,产量翻了一倍多,这组数据正说明了在张总、陈工的正确带领下,在晶体制造部所有员工的共同努力下,才会创造出某某公司制造部产量有史以来最高、最好水平。
二、质量方面1.各工序的合格率在以前的基础上都均有明显提高,直通率由10月份83.xxxx到12月份达到84.xxxx,提高了1.xxxx,直通率也创下了某某公司制造部产量有史以来最高、最好水平。
2.客户的投诉比以前有明显的下降,成品出货的质量也在从工艺、管理等方面加强控制。
3.从9月到12月生产制程重大质量事故共发生了两起,14.7456mhz/s 和太莱的12mhz/s印错字。
三、人员管理方面9月、10月因管理等多方面的原因,新员工也在不断的补充,但人员的流动性比较大。
11月、12月这两个月老员工的稳定性在加强管理、提高工资待遇等因素下有所提高。
但也有因为管理方面的不足造成个别员工的思想波动性比较大。
另一方面,由于我们是生产型企业,员工的素质参差不齐,缺少在这方面对员工按层次进行培训。
四、物耗方面1.主要原材料车间每月对返基和返修晶片等及时回收利用, 但少量员工因技能、机器设备不稳定性方面原因造成合格率低,加大原材料的投入量,影响了一次性直通率。
2.主要辅材料银丝和手指套控制不是太好,有待于在xx年中加强管制。
五、数据报表方面产量日报表、周报表、月报表、个人产量等都能准确无误、及时的统计好,随着iso9000质量体系试行的推动下,产品批量卡等数据报表也能准确的统计好,方便于车间进行查找、跟踪及总结影响产量、质量的原因。
六、工艺方面1.为了确保产品的品质的稳定性,人工上架在10月底对操作工艺进行了修改,由原来的两点胶规定为三点胶,在张总的指点及班组的监控下,人工上架的员工现已熟练的按更改后的工艺进行操作。
制造工厂质量目标

的良品比率就是所謂的直通率
(注:返修品重检不计入检验总数)
≥99.68% 终检统计报表
QA
每月5号前
分解至每月 ≥99.68%
5
市场失效率 (质保期内)
市场所反馈产品在质保期内功能失效数 占累计交货数中的比重
质保期内失效品数/总交货数*1000000
≤80PPM 客退统计报表
QA
每月5号前
分解至每月 ≤80PPM
XXXX公司质量方针与质量目标
质量方针:(由公司最高管理者定义公司在质量方面宗旨,当公司经营方针变更时修订)
质量目标:明细如下表(质量目标达成情况作为管理评审的重要内容,可每年度修订目标1次)
序号 公司质量目标
定义
1
客户满意度 客户对产品和服务的满意度
2 有效客诉件数 公司责任所造成的客户抱怨次数
3
Hale Waihona Puke 6 QA抽验合格批率 产品出货检验合格批次率
QA抽检合格批次数/出货总检批数*100%
造成损失达RMB10000元以上的事故或严
7
重大事故次数
重影响公司形象及品牌信誉的质量事件 (如出货产品被召回、媒体负面曝光
统计重大事故次数
等)之次数
≥99.8% QA抽检统计报表
QA
每月5号前
分解至每月 ≥99.8%
交期达成率 产品交货期达成占比
计算方法
业务向客户发出《客户满意度调查表》, 并统计客户评分总分,计算平均得分(标 准分为100,客户数N) 计算公式:总得分/N
统计所有由于公司责任所造成的客诉件数
目标
数据来源
数据收集 单位
统计时间
备注
≥85分
客户满意度调查 统计数据
生产数据统计

待维修 壳体不良
32709
汇 总 表
3
不良分类
SMT工序 波峰工序 分板工序 物料不良
其他 一次不良总计 一次良率总计 维修转良总计 最终不良总计 最终良率总计
第1&2批次12500套
不良数
不良率
25
0.20%
37
0.30%
45
0.36%
10
0.08%
28
0.22%
145
1.16%
饼图
可以明显的表示各个数值的占比。是读 表人员能直观快速的看到重要数据
排列图
帕累托图:可以用于不良问题的分享及 统计,确定产生质量问题的主要因素。
柱形图
控制图
可以用于个工序周期性数据对比,也可 以是两个活三个数据,产能、合格率等。
用于分析和判断过程是否处于稳定状态所 使用的带有控制界限的图,是具有区分正 常波动和异常波动的功能图表,是现场质
生产数量
一次生产不良 数
一次生产合格率(%)
最终不良数
最终合格率
33000
20
99.939%
0
100.000%
33000
30
99.909%
2
99.994%
33000
82
99.752%
22
99.933%
33000
3
99.991%
0
100.000%
33000
291
99.118%
251
99.239%
33000
0.07%
23
0.06%
8
0.02%
13
0.26%
2
0.02%