产品制程不良率统计表.xls
制程异常追踪记录表
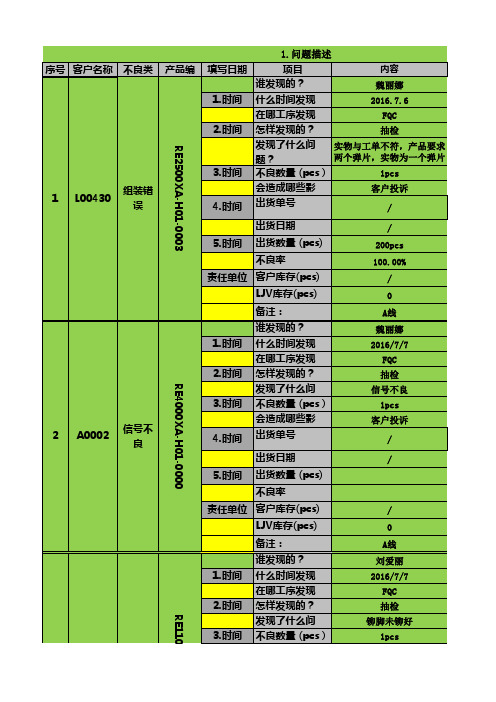
备注: 谁发现的? 什么时间发现 的在?哪工序发现 的怎?样发现的? 发现了什么问 题不?良数量 (pcs) 会造成哪些影 响出?货单号
出货日期 5.时间 出货数量 (pcs)
不良率 责任单位 (客d户p库pm存)(pcs)
LJV库存(pcs)
A线 魏丽娜 2016/7/7
FQC 抽检 信号不良 1pcs 客户投诉
责任人
根本原因分析:
责任人及完成时 间
改善对策:
因机台模具弹簧问题,导致现类似 问题,及时调机.
5.改善对策 责任人及完成时间
6.预防措施
7.效果确认
相关文件及防呆措施 责任人及完成时间 确认人
席春辉 2016-7-7
责任人及完成时间
席春辉 2016-7-7
责任人 席春辉
完成时间 2016/7/7
流出原因分析:
质量工程师填写
4.原因分析 责任人及完成时 间
1.手感检测时,未确认扭力是否 与工单相符; 2.在排版送检前,打包人员未核 对工单与实物是否一致.
席春辉
拦截对策:
5.改善对策
1.在检手感时,必须确认扭 力范围与工单一致; 2.排版人员必须仔细确认实 物与工单一致后,才可贴标 识送检.
责任人及完成时间 相关文件及防呆措施 责任人及完成时间 确认人
责任人及完成时间
责任人及完成时间 相关文件及防呆措施 责任人及完成时间 确认人
黄列萍 2016-7-8
黄列萍 2016-7-8
责任人及完成时间
黄列萍 2016-7-8
8. 是否关闭 已关闭
已关闭
已关闭
LJV WI数量及处理方式: 客户处产品处理方式:
姓名 宁泳铭 易小芳 黄列萍 饶志武
产品制程不良率统计表

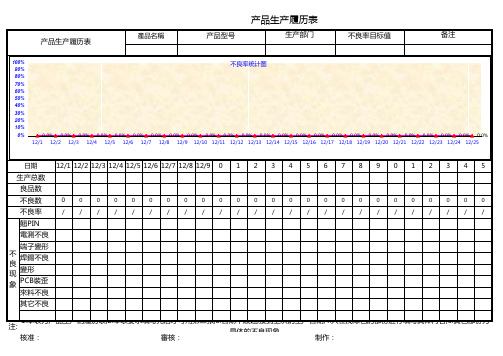
产品生产履历表
产品生产履历表
產品名稱
产品型号
核准:
審核:
制作:
不良項目
不良數量 累計不良比率
不良率
翹PIN 1000 31.3% #DIV/0!
電測不良 800
56.3% #DIV/0!
端子變形 600
75.0% #DIV/0!
制程不良統計表
焊錫不良 400
87.5% #DIV/0!
端子鉚壓變形 230
94.7% #DIV/0!
PCB裝歪 100
日期
12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/2 12/2 12/2 12/2 12/2 12/2 12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5
97.8% #DIV/0!
來料不良 5099.4% DIV/0!其它不良 20
100.0% #DIV/0!
合計 3200
#DIV/0!
1200 1000
800 600 400 200
0
1000 31.3%
翹PIN
800 56.3%
電測不良
75.0% 600
端子變形
87.5%
94.7%
400 230
生产部门
不良率目标值
产品制程不良率统计表
/
/
/
/
/
/
/
/
累計不良比率 不良率
1200 1000
不良項目 不良數量
翹PIN 1000 31.3% #DIV/0!
電測不良 800 56.3% #DIV/0!
端子變形 600 75.0% #DIV/0!
焊錫不良 400 87.5% #DIV/0!
端子鉚壓變形 230 94.7% #DIV/0!
日期
12-1 12-2 12-3 12-4 12-5 12-6 12-7 12-8 12-9 12-10 12-11 12-12 12-13 12-14 12-15 12-16 12-17 12-18 12-19 12-20 12-21 12-22 12-23 12-24 12-25
生产总数 良品数 不良数 不良率 翹PIN 電測不良 端子變形 不 焊錫不良 良 端子鉚壓變形 现 象 PCB裝歪 來料不良 其它不良
87.5%
94.7%
80.0% 60.0%
400 230 100 50
40.0% 20.0%
20
0.0%
翹PIN
電測不良
端子變形
焊錫不良
端子鉚壓變形
PCB裝歪
來料不良
其它不良
不良項目
不良率
原因分析
改善對策
負責人
預完日
PCB裝歪 100 97.8% #DIV/0!
97.8%
來料不良 50 99.4% #DIV/0!
99.4%
其它不良 20 100.0% #DIV/0!
合計 3200 #DIV/0!
100.0% 100.0%
1000 800 800 600 400 200 0 31.3% 56.3% 600 75.0%
利用excel表格制作各种品质图表(QC7+MSA+SPC)1

不良比率
不良数量 累积不良率
螺纹不良
位置度超差
X = average ( X a + X b + X c ) 例 Xa
对应键入公式: 极差分为4种: 1. 个人每个样板测量间的Ra; 2. 个人10个样板间R的平均值 R 3. 所有人的 R 平均值 R 4. 零件均值极差Rp Ra=MAX(B11:B13)-MIN(B11:B13) R = average ( R 1 + R 2 + R 3 ... + R 10 )
步骤4: 由结果编写条件式 判别原则: 当GR&R<10%时,可以接受; 当<10GR&R<30%时,条件下接受; 当GR&R>30%时,不可以接受; 当ndc>=5时,可以接受; 当ndc<5时,不可以接受
=IF((J20/100)<10%,"可以接受",IF((J20/100)>30%,"不可以接受","条件下接受")) =IF(J28<5,"不可接受","可以接受") %GR&R Excel版本制作完成 版本制作完成! 版本制作完成
msa与excel的结合运用?评定测量系统的质量?确定能对每个零件重复读数的测量系统?评估新的测量量具?比较不同的测量方式找到最佳方案?找到并解决测量系统的误差msa意义再现性稳定性线性重复性偏倚小样法交叉法计量型计数型msa类别
产品质量数据分析报告--模板

1、生产成品组装环节不良率趋势
时间
1月
生产数
1150
不良数
8
不良率
0.70%
直通率
99.3%
目标值
98%
2月 0 0
0.0% #DIV/0!
98%
3月 663
2 0.30% 99.7%
98%
4月 1839
2 0.11% 99.9%
98%
5月 3280
17 0.52% 99.5%
0 3000
8 0.1%
6
4
2
1
0
0
0
0.0%
0.0%
1月
2月
3月
2月 0 0
0.0% 0
3000
0.1% 2
4月
3月 769
1 0.1% 1300 3000
0.1%
4
4月 2180
2 0.1% 917 3000
5月 2808
4 0.1% 1425 3000
品质出厂检验不良趋势图
5月
6月
7月
8月
1月
备注 触屏 NG 烧录卡文件缺
小结:
本月3C24项目生产3280台,生产发现17台不良,不良率为0.52%,未超出控制目标,主要不良是物料不良7台,制程不良8台, 。
二、品质部出厂检验数据统计分析:
1、品质部出厂检验不良 率趋势
时间 检验数 不良数 不良率 不良PPM 目标值
1月 254
0 0.0%
不良数 不良率
0.00%
月
9月
10月
11月
12月
重测试/重组装 0%
制程不良率统计分析表
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.08% 0.07% 0.19%
32
100.00%
26 80.00% 65.33% 57.336%0.00%
40.00%
22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67%
0
0
0
0
0
0
0
0
0
未入 多件 掉件 极性反 偏位 撞件 来料不良脚铜铂翘 溢胶 立片
20.00%
0.00% 线路断
检查人 完成日期
/
/
2
1
8
1
1
2
2
00 ///
掉件
极性反
偏位
撞件
来料不良
脚铜铂翘
溢胶
立片
线路断
注: 1:本表为产品生产的履历表;2:红色为旧件.
核准:
審核:
32 26
制作:
0.0% /31
8/31
0 0 /
制程不良統計表
不良項目
少锡 偏位 浮高 漏焊 反片 损件 包焊 有异物 稀薄 模糊 连焊 缺件 锡洞 焊剂 内脏 引脚变形 支架反向
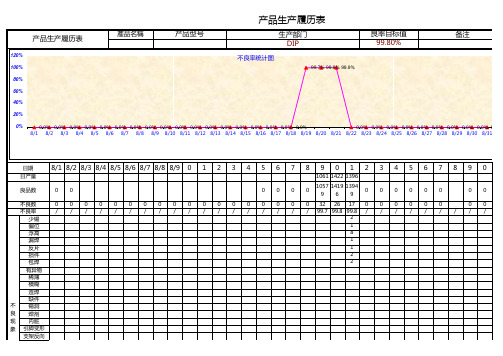
产品生产履历表
产品生产履历表
120% 100%
產品名稱
产品型号
生产部门 DIP
不良率统计图
99.7% 99.8% 99.9%
良率目标值 99.80%
备注
80%
60%
40%
20%
0%
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
XX供应商来料制程品质统计表
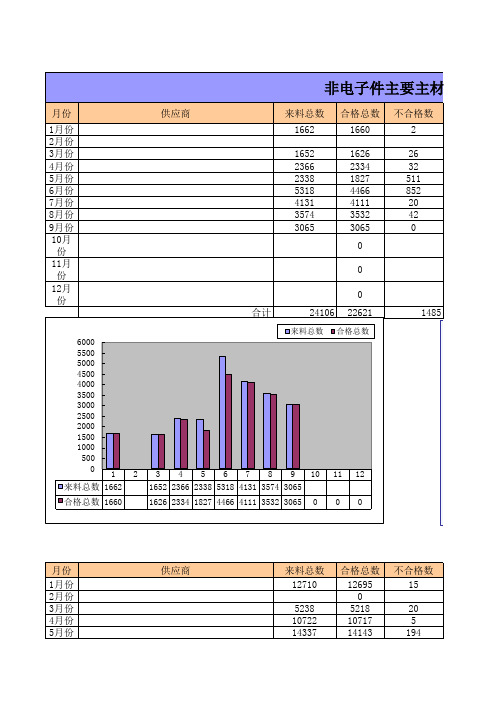
来料总数 合格总数
月份 1月份 2月份 3月份 4月份 5月份 6月份 7月份 8月份 9月份 10月份 11月份 12月份
供应商
来料总数 8467 50 7404 0 0 5700 9190 5451 7000
合计
10000 9000
8000
合格总数 8467 50 6204 0 0 3700 9190 5451 7000 0 0 0 43262 40062
9 95.00% 99.98% 0.02%
目标值 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00% 95.00%
合格率 100.00% 100.00% 83.79% #DIV/0! #DIV/0! 64.91% 100.00% 100.00% #DIV/0! #DIV/0! #DIV/0! 92.60%
不合格数 0 0 1200 0 0 2000 0 0 0
3200
7000 6000
6000 5000 4000 3000 2000 1000 0 1 2 50
50
3 740
620
4 0
0
5 0
0
6
7
8
9
10
0
11
0
12
0
来料总数 846 合格总数 846
570 919 545 700
370 919 545 700
0 0 0 132891
2188
35000 30000 25000 20000 15000 10000 5000
0
制程不良统计表
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
日期
班别 产品类别 檢驗數量
100.00% 80.00% 60.00%
#DIV/0! #DIV/0! #DIV/0!
60.00% 40.00% 20.00% 0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
前三项不良 不良率
原因分析
17周前三项不良
17周前三项不良
18周前三项不良
总结:
前三大不良机种 不良率
不良原因
原因分析
日期
机种
检验数
制程查验不良周统计表
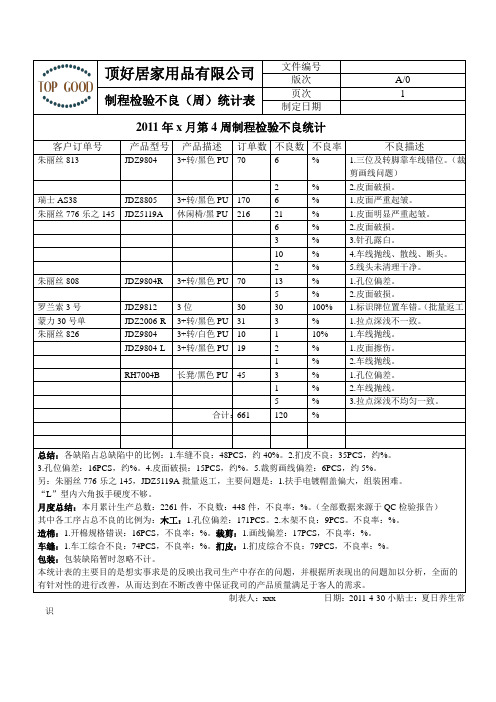
顶好居家用品有限公司文件编号版次A/0制程检验不良(周)统计表页次 1制定日期2011年x月第4周制程检验不良统计客户订单号产品型号产品描述订单数不良数不良率不良描述朱丽丝813 JDZ9804 3+转/黑色PU 70 6 % 1.三位及转脚靠车线错位。
(裁剪画线问题)2 % 2.皮面破损。
瑞士AS38 JDZ8805 3+转/黑色PU 170 6 % 1.皮面严重起皱。
朱丽丝776-乐之145 JDZ5119A 休闲椅/黑PU 216 21 % 1.皮面明显严重起皱。
6 % 2.皮面破损。
3 % 3.针孔露白。
10 % 4.车线抛线、散线、断头。
2 % 5.线头未清理干净。
朱丽丝808 JDZ9804R 3+转/黑色PU 70 13 % 1.孔位偏差。
5 % 2.皮面破损。
罗兰索3号JDZ9812 3位30 30 100% 1.标识牌位置车错。
(批量返工)蒙力30号单JDZ2006-R 3+转/黑色PU 31 3 % 1.拉点深浅不一致。
朱丽丝826 JDZ9804 3+转/白色PU 10 1 10% 1.车线抛线。
JDZ9804-L 3+转/黑色PU 19 2 % 1.皮面擦伤。
1 % 2.车线抛线。
RH7004B 长凳/黑色PU 45 3 % 1.孔位偏差。
1 % 2.车线抛线。
5 % 3.拉点深浅不均匀一致。
合计: 661 120 %总结:各缺陷占总缺陷中的比例:1.车缝不良:48PCS,约40%。
2.扪皮不良:35PCS,约%。
3.孔位偏差:16PCS,约%。
4.皮面破损:15PCS,约%。
5.裁剪画线偏差:6PCS,约5%。
另:朱丽丝776-乐之145,JDZ5119A批量返工,主要问题是:1.扶手电镀帽盖偏大,组装困难。
“L”型内六角扳手硬度不够。
月度总结:本月累计生产总数:2261件,不良数:448件,不良率:%。
(全部数据来源于QC检验报告)其中各工序占总不良的比例为:木工:1.孔位偏差:171PCS。
五金加工企业制程不良追踪改善表

1.模具拉伸镶件磨损,拉伸凸凹模局 1.更换拉伸镶件,模具定期保养
部间隙过大,拉伸时产品起皱,从 2.加强抽检力度,发现不良立即
而导致产品变形不良
隔离,杜绝不良流出
胡xx
7/10
1.现场物料周转,作业过程中方法不 1.宣导员工跟物料员现场物料周
2.5%
2.15% 2.10%2.12%2.01% 对
转,作业过程中注意三伤问题,
贴合后歪斜
毛xx 苏xx
7/10
支架来料13.71MM尺寸偏小,导致 加强来料管控,拦截支架13.71
1.5% 0.87%
1.0% 0.59%
0.88% 1.01%0.89% 0.49%
具里面导致在运输中有压伤的;
3.对员工做教育训练,并监督相
4.清洗过漂洗时产品没有完全在清洗 关工站将产品完全放在清洗治具
治具里面,治具一层叠一层时有压 里面;
茶xx
7/8
0.5%
伤;
4.自动化优化程序;
0.0%
5.烘干时,烘干机出炉时,产品没有 5.培训检验员检验项目及标准流
0.0% 6/28 6/29 6/30 7/1 7/2 7/3 7/4
不良原因
改善对策
责任人 完成日期
1.模具冲头,刀口磨损或崩缺,产生 1.研磨或更换冲头刀口,模具定
毛刺
期保养,备品准备充足;
2.模具中有毛刺或废料遗留在模具工 2.模具上增加风枪吹净模具工作
作表面上,未及时清理干净导致产 表面上的毛刺及废料;
胡xx 7/6
品压伤。
3.加强抽检力度,发现不良立即
隔离,杜绝不良流出。
1.5% 0.92%1.06%1.26%1.12%0.91%0.89%1.04% 1.0%
某产品不良率推移图
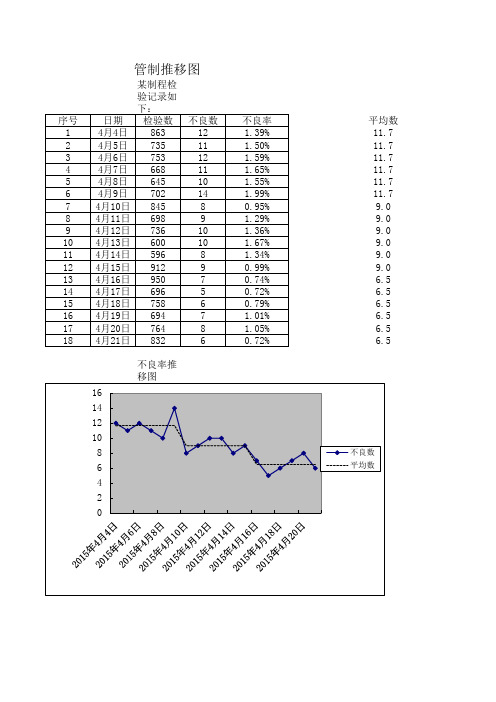
不良数 平均数
2015年4月4日到2015年4月9日为改善前某产品报废 统计数据,经了解在焊接时焊头磨损长时间未进行 更换,外加操作工作业不规范造成产品变形。4月 10日到4月15日为改善过程,改善措施为更换已磨 损焊头,对操作工人的操作方法进行改进,使其标 准化操作,4月16日到4月21日为改善后报废情况, 焊头已更换并且工人已经完全按照标准进行操作。 经验证,改善情况良好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产总数
良品数
不良数
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
不良率
/
/
/
/
////来自///
/
/
/
/
/
/
/
/
/
/
/
/
/
/
翹PIN
電測不良
端子變形
不 良
焊端錫子不 鉚良壓
现 變形
象 PCB裝歪
來料不良
其它不良
注:
1:本表为产品生产的履历表;2:本表要求填写完后才可用第二张;3:日期不顺延,接到上次的生产日期;4:只在浅绿色的部份进行填写具体内容;5:黄色部份为 具体的不良现象.
核准:
審核:
制作:
不良項目
不良數量 累計不良比率
不良率
翹PIN 1000 31.3% #DIV/0!
電測不良 800
56.3% #DIV/0!
端子變形 600
75.0% #DIV/0!
制程不良統計表
焊錫不良 400
87.5% #DIV/0!
端子鉚壓變形 230
94.7% #DIV/0!
PCB裝歪 100
97.8% #DIV/0!
來料不良 50
99.4% #DIV/0!
其它不良 20
100.0% #DIV/0!
合計 3200
#DIV/0!
1200 1000
800 600 400 200
0
1000 31.3%
翹PIN
800 56.3%
電測不良
75.0% 600
端子變形
87.5%
94.7%
400 230
日期
12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/2 12/2 12/2 12/2 12/2 12/2 12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5
焊錫不良
端子鉚壓變形
97.8%
100 PCB裝歪
99.4%
50 來料不良
100.0% 100.0%
80.0%
60.0%
40.0%
20 其它不良
20.0% 0.0%
不良項目
不良率
原因分析
改善對策
負責人
預完日
产品生产履历表
产品生产履历表
產品名稱
产品型号
生产部门
不良率目标值
备注
100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0%
不良率统计图
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 12/10 12/11 12/12 12/13 12/14 12/15 12/16 12/17 12/18 12/19 12/20 12/21 12/22 12/23 12/24 12/25