产品制程不良新资料率统计表
不良品统计图

12月份包装车间不良品比例分析图
30.00% 25.00% 20.00% 15.00%
26.34%
11.76%
12.32%
15.00%
11.76%
12.32%
10.00% 5.00% 3.55% 1.48% 4.28% 1.97% 1.02% 0.58%
广东 卓业 打火 机制 造有 限公
司
12月 份车 间制 程不 良品 统计 表
一、 质量 目标 达 成: (试 火)
1、试火 制程检 验合格 率:95. 92 %(公 司目 标:99.0 0%)
83546
不良比例 1.13%
A9
DF
DK
DK2 DN DS1 S1 SH
2012年 12月份 共生产
7388280 PCS,其 中合格 有
40.00%
12月份来料不良比例分析图
20.00%
0.00% 分厂
沃旺
正声 兴扬 日兴昌
华振
祥瑞
杰达
易龙泰 风磊
浩宇 德顺鑫 华信 宇达
精诚 精诚 杰凯威
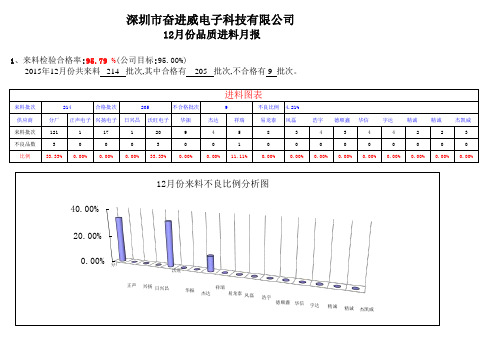
深圳市奋进威电子科技有限公司
12月投诉事件
1、出厂大货合格率:99.89 %(公司目标:99.70%) 2015年12月份共出货 2187928 PCSS,退回不良品有2487 PCS。
30.00%
25.00%
20.00%
15.00%
10.00% 5.00% 0.00%
6.27%
0.26% 0.22% 1.29% 0.13%
0.11%
4.93% 0.72% 0.02%
成品检验不良统计分析图表

8
90.91%
90.00%
7
81.82%
6
6
63.64%
5
4
4
3
36.36%
2
80.00%
不良数7量0.00% 占总不6良0.0比0% 累计百5分0.0比0% 目标值40.00%
30.00%
2
11
20.00%
1 36.36%27.27%18.18% 9.09% 4.55% 4.55% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 10.00%
责任划分
序号
不良内容
不良数量 占总不良比 累计百分比 目标值
不良现象数据统计分析图表
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Байду номын сангаас16
17
18 其它
8 6 4 2 1 1
检验总数 总不良数 总不良率
36.36% 27.27% 18.18% 9.09% 4.55% 4.55% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%
序号 生产日期
产品名称
生产数量 检验数量 直通率 不良率
成品检验不良统计分析图表
不良内容明细
不良数 其它
1
400
400 98.25% 1.75% 2 1 1 1 1 1
7
2
398
398 97.99% 2.01% 3 1 2 1 1
8
3
412
412 98.79% 1.21% 1
产品制程不良率统计表
/
/
/
/
/
/
/
/
累計不良比率 不良率
1200 1000
不良項目 不良數量
翹PIN 1000 31.3% #DIV/0!
電測不良 800 56.3% #DIV/0!
端子變形 600 75.0% #DIV/0!
焊錫不良 400 87.5% #DIV/0!
端子鉚壓變形 230 94.7% #DIV/0!
日期
12-1 12-2 12-3 12-4 12-5 12-6 12-7 12-8 12-9 12-10 12-11 12-12 12-13 12-14 12-15 12-16 12-17 12-18 12-19 12-20 12-21 12-22 12-23 12-24 12-25
生产总数 良品数 不良数 不良率 翹PIN 電測不良 端子變形 不 焊錫不良 良 端子鉚壓變形 现 象 PCB裝歪 來料不良 其它不良
87.5%
94.7%
80.0% 60.0%
400 230 100 50
40.0% 20.0%
20
0.0%
翹PIN
電測不良
端子變形
焊錫不良
端子鉚壓變形
PCB裝歪
來料不良
其它不良
不良項目
不良率
原因分析
改善對策
負責人
預完日
PCB裝歪 100 97.8% #DIV/0!
97.8%
來料不良 50 99.4% #DIV/0!
99.4%
其它不良 20 100.0% #DIV/0!
合計 3200 #DIV/0!
100.0% 100.0%
1000 800 800 600 400 200 0 31.3% 56.3% 600 75.0%
制程不良统计表
上月合格率 压铸不 抛光不 去毛刺 喷砂不
良
良 不良 良
0
0
0
0
#REF! #REF! #REF! #REF!
2500 2500 2500
不合
审 核确 认制 表
虞忠 陈勇 彭程不合Fra bibliotek分布震磨不 喷塑不 电镀 机加工
其
良 良 不良 不良
它
0
0
0
0
000
### ###
汇总
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
7月份质量月报 (制程检验状况表)
合格率 target:
型号 生产数量
合计
0
批合格率 目標值
98.00% 98.00% 98.00% 98.00% 98.00% 98.00% 98.00% 98.00% 98.00%
合格数量 合格率(%) 不合格PPM
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0!
0
#DIV/0!
抽樣不不合格占有率 合格率 2500
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
制程不良率统计分析表
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.08% 0.07% 0.19%
32
100.00%
26 80.00% 65.33% 57.336%0.00%
40.00%
22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67%
0
0
0
0
0
0
0
0
0
未入 多件 掉件 极性反 偏位 撞件 来料不良脚铜铂翘 溢胶 立片
20.00%
0.00% 线路断
检查人 完成日期
/
/
2
1
8
1
1
2
2
00 ///
掉件
极性反
偏位
撞件
来料不良
脚铜铂翘
溢胶
立片
线路断
注: 1:本表为产品生产的履历表;2:红色为旧件.
核准:
審核:
32 26
制作:
0.0% /31
8/31
0 0 /
制程不良統計表
不良項目
少锡 偏位 浮高 漏焊 反片 损件 包焊 有异物 稀薄 模糊 连焊 缺件 锡洞 焊剂 内脏 引脚变形 支架反向
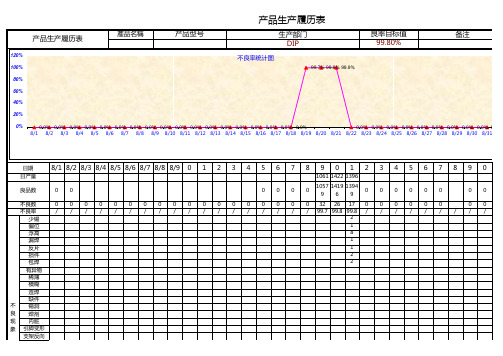
产品生产履历表
产品生产履历表
120% 100%
產品名稱
产品型号
生产部门 DIP
不良率统计图
99.7% 99.8% 99.9%
良率目标值 99.80%
备注
80%
60%
40%
20%
0%
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
SMT制程不良统计表

500 500 500 800 2000 100 1400 200 3000 1800 1400 2000 2000 200 3000 215 215 215 215 1000 2000 2000 2000 3000 3000 3000 3000 3000 3000 3000 3000 1000 6 √ 1 √ 1 2 √ √ 4 √ 3 √ 2 √ 2 √ 1 2 √ √ 1 √ 2 √ 1 36 √ 39 √ 4 5 √ √ 2 1 √ √ 3 1 √ √ 1 √ 12 √ 24 √ 2 4 √ √ 3 3 √ √ 1 √ 8 √ 2 √ 2 1 1 √ √ 2 √ 1 1 √ √ 1 √ 1 √ 1 2
31 √
13 130 √ 12 √ 3 √ 28
28 29 30 31
2014/2/18 2014/2/18 2014/2/19 2014/2/19
S1_LH_right A S1_RH_right A S1_RH_left A lower dekc PCB 03
BG30-1402003 BG30-1402004 BG30-1402006 BG30-1402017
LM-12DS02900 lower dekc PCB 03 lower deck PCB 04 upper deck PCB 02 corner LH STOP turn upper deck PCB 03 upper deck PCB 05 upper deck PCB 06 upper deck PCB 08 upper lower left upper lower right LM-12DS02900 lower RH STOP TURN upper lower right upper deck PCB upper deck PCB 08 upper deck PCB 05 lower deck PCB 4 lower deck PCB 01 upper left 2 G upper right upper deck 06 upper deck 08 lower deck PCB 01 lower deck PCB 05 LM-12DS02900 lower right
品质不良统计表
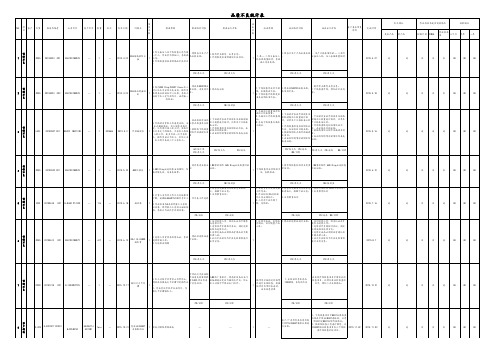
在本线外观检查项目中增加此项 检查项目,并增加至分析检查项
目中,增加二次全检确认。
2015.12.21
是
PD/田军
PD/田军
PD/田军
PD/田军
客
8
户 抱
S-CUV S-CUV1511101001
BJ92LBP34
44306T7J H011M1
1pcs
--
2015.10.31
变速箱端BOOT 未装配到位
流出。
PD/冉大杰
ME/张传星 PD/冉大杰
2015.12.27
是
是
1、对厂内P32R库存EPT小
Band夹紧位置进行全检,并
客
12
户 抱
P32R P32R160304001 EBJ100MBG35A
39100 4BA1E
1PCS
XE2FY11C3 052
2016/3/4
BOOT装配位置 不良
1
1、制程中拉力过大导致BOOT装配 位置不良
2、流出对策--a.出货时要求备货 员分件号逐项备货,并且备货完
成后要再次确认。(12/4许小
2015.12.4
2015.12.08
龙) b.对备货人员再次进行备货
是
是
流程培训。(12/4许小龙)
SP/许小龙
SP/许小龙
SP/许小龙
SP/许小龙
制
10
程 不
良
1、制作刀具补正方法OPL对全员培训
S-CUV 20151220001
1
出货员换装时零件识别错误导致标 签贴反
对客户端出货标签 互换后使用;
现出货对照主要为零件条码/厂内件号 /客户件号核对,后续增加零件条码/ 厂内件号/客户件号/实物照片对照 表,防止下次再发。
制程不良统计表
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
日期
班别 产品类别 檢驗數量
100.00% 80.00% 60.00%
#DIV/0! #DIV/0! #DIV/0!
60.00% 40.00% 20.00% 0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
0.00%
前三项不良 不良率
原因分析
17周前三项不良
17周前三项不良
18周前三项不良
总结:
前三大不良机种 不良率
不良原因
原因分析
日期
机种
检验数
产能达成率及不良统计表
9月
10月
11月
12月
0
注:产能每月达成率≧99% 计算分解公式:(实际达成量/目标达成量)×100%,制程不良率≦2% 计算分解公式:(制程不良总重量/制程总重量)×100%,成品不良率≦1% 计算分解公式:(成品不良量/总生产量)×100%,达成 打“√”,未达成目标打“×”并备注原因。(原因可附页)
产能达成率及不良统计表
年
产品名称:
产能达成率统计
月份
目标产量 (KG)
实际达成量 (KG)
达成率
是否达 成目标
制程总量 (KG)
制成不良率
不良率统计
制程不良量 (KG)
不良率
是否达 成目标
总生产量 (KG)
成品不良率
成品不良量 (KG)
不良率
是否达 成目标
负责人确认
日期
1月
2月
3月
4月
5月
6月ቤተ መጻሕፍቲ ባይዱ
7月
8月
制表:
HDPD-
核准:
备注 不良量/总生产量)×100%,达成目标
最新不良品统计图
30.00%
25.00%
20.00%
15.00%
10.00% 5.00% 0.00%
6.27%
0.26% 0.22% 1.29% 0.13%
0.11%
4.93% 0.72% 0.02%
1.21% 0.38%
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
1.20%
2.86% 19.52% 30.06% 4.18% 1.02% 0.15%
XO Y1 点 12900 6950 1450 7.63% 4.11% 0.86%
18.00% 16.00% 14.00% 12.00%
12月份检测车间不良品比例分析图
16.44%
12.00%
10.00% 8.00%
包装 车间
总产量 机型 不良品数 比例
6427340 8BL 9BL 11980 5000 3.55% 1.48%
合格数 A1
14450 4.28%
1.65%
6089960 不良品数
A2
A5
DB2
6660 3450 1970
1.97% 1.02% 0.58%
5.88%
1.27%
2.79% 4.00% 2.42% 0.62% 1.02%
出货总量 2187928 机型 大电流 音小
不良品数 1681 153 比例 67.59% 6.15%
合格数 麦无 258
10.37%
2185441 杂音 200 8.04%
退货数
2487
不良比例 0.11%
1月客退不良品比例分析图
杂音8.04% 麦1无0.37%
6.15%音小
产品质量不良情况分析表

产品质量不良情况分析表时间产品名称不良现象不良数量不良率根本原因改善措施2021/1/1 产品A 缺口10 5% 模具问题1. 更换模具2. 加强质检2021/1/1 产品A 色差 5 2.5% 原材料问题1. 调整原材料供应商2. 加强原材料质检2021/1/2 产品B 弯曲8 4% 产品设计问题1. 优化产品设计2.加强生产过程控制2021/1/2 产品B 断裂 6 3% 生产工艺问题1. 优化生产工艺2.增加工艺参数监控2021/1/3 产品漏液12 6% 机器故 1. 定期维护机器2.C 障安装液体检测装置2021/1/3 产品C 导电不良3 1.5% 零部件问题1. 更换导电零部件2. 强化零部件检验不良率分析根据以上表格数据,我们可以对产品的不良率进行分析。
不良率是指在生产过程中或产品使用中,出现不符合质量标准的产品数量占总产量的比例。
产品A在2021/1/1出现了两种不良现象,分别是缺口和色差。
缺口问题的不良率为5%,主要原因是模具问题。
为了改善这个问题,我们需要更换模具并加强质检工作。
而色差问题的不良率为2.5%,主要原因是原材料问题。
为了改善色差问题,可以调整原材料供应商并加强原材料质检。
产品B在2021/1/2出现了弯曲和断裂两种不良现象。
弯曲问题的不良率为4%,根本原因是产品设计问题。
为了改善弯曲问题,我们需要优化产品设计并加强生产过程控制。
断裂问题的不良率为3%,主要原因是生产工艺问题。
为了解决断裂问题,我们需要优化生产工艺并增加工艺参数监控。
产品C在2021/1/3出现了漏液和导电不良两种问题。
漏液问题的不良率为6%,主要原因是机器故障。
为了解决漏液问题,我们需要定期维护机器并安装液体检测装置。
导电不良问题的不良率为1.5%,主要原因是零部件问题。
为了改善导电不良问题,我们需要更换导电零部件并加强零部件检验。
通过不良率分析,我们可以定位产品质量问题的根本原因,并提出相应的改善措施,从而提高产品质量和生产效率。
制程查验不良周统计表
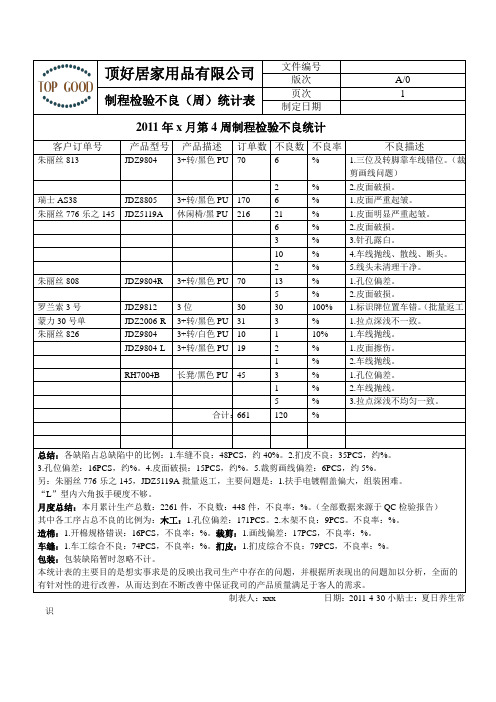
顶好居家用品有限公司文件编号版次A/0制程检验不良(周)统计表页次 1制定日期2011年x月第4周制程检验不良统计客户订单号产品型号产品描述订单数不良数不良率不良描述朱丽丝813 JDZ9804 3+转/黑色PU 70 6 % 1.三位及转脚靠车线错位。
(裁剪画线问题)2 % 2.皮面破损。
瑞士AS38 JDZ8805 3+转/黑色PU 170 6 % 1.皮面严重起皱。
朱丽丝776-乐之145 JDZ5119A 休闲椅/黑PU 216 21 % 1.皮面明显严重起皱。
6 % 2.皮面破损。
3 % 3.针孔露白。
10 % 4.车线抛线、散线、断头。
2 % 5.线头未清理干净。
朱丽丝808 JDZ9804R 3+转/黑色PU 70 13 % 1.孔位偏差。
5 % 2.皮面破损。
罗兰索3号JDZ9812 3位30 30 100% 1.标识牌位置车错。
(批量返工)蒙力30号单JDZ2006-R 3+转/黑色PU 31 3 % 1.拉点深浅不一致。
朱丽丝826 JDZ9804 3+转/白色PU 10 1 10% 1.车线抛线。
JDZ9804-L 3+转/黑色PU 19 2 % 1.皮面擦伤。
1 % 2.车线抛线。
RH7004B 长凳/黑色PU 45 3 % 1.孔位偏差。
1 % 2.车线抛线。
5 % 3.拉点深浅不均匀一致。
合计: 661 120 %总结:各缺陷占总缺陷中的比例:1.车缝不良:48PCS,约40%。
2.扪皮不良:35PCS,约%。
3.孔位偏差:16PCS,约%。
4.皮面破损:15PCS,约%。
5.裁剪画线偏差:6PCS,约5%。
另:朱丽丝776-乐之145,JDZ5119A批量返工,主要问题是:1.扶手电镀帽盖偏大,组装困难。
“L”型内六角扳手硬度不够。
月度总结:本月累计生产总数:2261件,不良数:448件,不良率:%。
(全部数据来源于QC检验报告)其中各工序占总不良的比例为:木工:1.孔位偏差:171PCS。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
預完日
來料不良 50 99.4% #DIV/0!
99.4%
其它不良 20 100.0% #DIV/0!
合計 3200 #DIV/0!
100.0% 100.0% 80.0%
60.0%
94.7%
40.0%
翹PIN
電測不良
端子變形
焊錫不良
端子鉚壓變形
PCB裝歪
來料不良
其它不良
不良項目
不良率
原因分析
改善對策
負責人
0 /
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
//Biblioteka ////
/
/
/
制程不良統計表
累計不良比率 不良率
1200 1000 1000 800 800 600 400 200 0 31.3% 56.3% 600 400 230 100 50 20.0% 20 0.0% 75.0% 87.5%
不良項目 不良數量
翹PIN 1000 31.3% #DIV/0!
電測不良 800 56.3% #DIV/0!
端子變形 600 75.0% #DIV/0!
焊錫不良 400 87.5% #DIV/0!
端子鉚壓變形 230 94.7% #DIV/0!
PCB裝歪 100 97.8% #DIV/0!
97.8%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
12/2
12/3
12/4
12/5
12/6
12/7
12/8
12/9
12/10 12/11 12/12 12/13 12/14 12/15 12/16 12/17 12/18 12/19 12/20 12/21 12/22 12/23 12/24 12/25
产品生产履历表
产品生产履历表
產品名稱
产品型号
生产部门
不良率目标值
备注
100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0%
不良率统计图
0.0% 12/1
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
0.0%
日期
12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 12/10 12/11 12/12 12/13 12/14 12/15 12/16 12/17 12/18 12/19 12/20 12/21 12/22 12/23 12/24 12/25
生产总数 良品数 不良数 不良率 翹PIN 電測不良 端子變形 不 焊錫不良 良 端子鉚壓變形 现 象 PCB裝歪 來料不良 其它不良 注: 1:本表为产品生产的履历表;2:本表要求填写完后才可用第二张;3:日期不顺延,接到上次的生产日期;4:只在浅绿色的部份进行填写具体内容;5:黄色部份为具体的不良现象. 核准: 審核: 制作: