模切件怎样报价
模切物料计算方法

模切物料计算方法嘿,朋友们!今天咱来聊聊模切物料计算方法。
这可不是什么高深莫测的东西,就像咱平时过日子算算账一样。
咱先说说模切物料,这就好比是做菜的食材,得准备得恰到好处,多了浪费,少了可就不够用啦。
那怎么计算呢?这可得有点小窍门。
想象一下,你要做一个精美的手工艺品,那需要的各种材料不就得算清楚嘛。
比如说纸张,你得知道它的大小、厚度,这就好比你知道了菜的分量和质地。
然后呢,根据你要做的东西的形状和尺寸,去预估需要多少纸张。
这就好像你要做一道菜,得根据菜量来准备相应的调料一样。
再比如说,有些模切物料是有纹路的,或者有特殊的形状要求,那这计算起来可就更得仔细啦。
就像你做一件衣服,得按照身材尺寸来裁剪布料,不能多也不能少呀。
咱举个例子哈,你要做一批小卡片,那你得先量好卡片的尺寸,然后根据纸张的大小,看看一张纸上能排下几个卡片。
这中间还得考虑到裁剪的损耗呢,可不能马马虎虎。
要是算少了,到时候不够用,那不就傻眼啦?要是算多了,那不是浪费钱嘛。
还有啊,不同的模切物料,它的计算方法可能还不太一样呢。
就好像不同的菜,烹饪方法也不同呀。
有的物料可能需要考虑它的弹性、伸缩性,这就得多留点儿余地。
其实啊,模切物料计算方法并不难,只要你多用心,多琢磨,就跟咱平时过日子一样,慢慢就熟练啦。
你想想,要是你能精确地算出需要多少物料,那不是能省不少事儿,还能省不少钱嘛!咱可别小看了这模切物料计算,这可是个技术活呢。
就像一个好厨师,能精准地掌握调料的用量,做出美味的菜肴。
咱也得能精确地计算模切物料,做出漂亮的产品呀。
所以啊,朋友们,别害怕,大胆去尝试,去算算看。
说不定你会发现,自己还挺有这方面天赋的呢!这不就是生活中的小乐趣嘛,咱得好好享受这个过程呀。
总之,模切物料计算方法,只要你用心去学,去实践,就一定能掌握。
到时候,你就能轻松搞定各种模切物料的计算,让你的工作或者爱好更加得心应手啦!加油吧!。
报价单1

品名料号客 户材质说明材料名称3M468宽(mm)1250长(m)552620元/支38.11元/M 2113mm 95G黄丹宽(mm)1090长(m)200500元/支 2.29元/M 2120mm 0宽(mm)长(m)元/支0.00元/M 2mm 0宽(mm)长(m)元/支0.00元/M 2mm 宽(mm)长(m)元/支0.00元/M 2mm 跳 距46mm 贴合次数1次模具穴数300元/付2穴数 量155000÷46×22卷*穴 ×90%=23.674KPCS 數 量2200000÷46×18卷*穴 ×90%=70.435KPCS 數 量30÷46×0卷*穴 ×90%=0.000KPCS 數 量40÷46×0卷*穴 ×90%=0.000KPCS 數 量50÷46×0卷*穴 ×92%=0.000KPCS材 料 費12620÷23.674KPCS 1PCS=0.1107元材 料 費2500÷70.435KPCS 1PCS=0.0071元材 料 費30÷0.000KPCS 1PCS=0.0000元材 料 費40÷0.000KPCS 1PCS=0.0000元材 料 費50÷0.000KPCS1PCS=0.0000元0.1178元裁切費12刀×0.5元/刀0.0003元裁切費10刀×0.5元/刀0.0001元裁切費0刀×0.5元/刀0.0000元分条費0.05元/M ÷0PCS/M 0.0000元分条費0.05元/M ÷0PCS/M 0.0000元贴合费0.1元/M ÷43.4783PCS/M 0.0023元冲工(模切机)1.5元/分钟÷150冲/分钟0.0050元品检费62.00元/天÷10KPCS/天0.0062元冲工(模切机)1.5元/分钟÷冲/分钟0.0000元品检费129.03元/天÷KPCS/天0.0000元冲工(冲床)0.8元/分钟÷冲/分钟0.0000元品检费129.03元/天÷KPCS/天0.0000元冲工(冲床)0.8元/分钟÷冲/分钟0.0000元品检费129.03元/天÷KPCS/天0.0000元0.0138元模具费300÷5万冲1PCS=0.0030元包装费用3.6÷KPCS/箱1PCS=0.00001PCS=0.0030元1PCS=0.1346元管銷費用0.0000元1PCS=0.1346元技术难度0%0.0000元无尘车间0%0.0000元利 潤30%0.0404元1PCS=0.1750元加工费 其他小计管销费用合计(成本)汇率0.01380.00300.00000.1346填写注意:批准:审核:制表:van0.11780.1750¥ -US$ 数据在黄色区域填写,若要修改其他数据请先取消保护工作表。
机械产品产品报价计算基础标准.

机械产品产品报价计算基础标准.对外报价成本计算标准为了统⼀各部门、分⼚的对外报价成本计算,特制订以下规定:1成本费划分:1.1 A 材料费、B 直接⼈⼯费、C 固定间接费⽤、D 可变间接费⽤1.2 锻造和热处理成本费的占⽤⽐例:a 直接⼈⼯费按单位成本费的38%计算;b 固定间接费按单位成本费的55%计算;c 可变间接费按单位成本费的7%计算。
2 单位成本费:2.1下料费:0.1元/ kg2.2锻造费:1.4元/kg;2.3⽑坯正⽕费:1.0元/ kg2.4热处理渗碳费:2.4.1 +普通抛丸3元/kg;(其中渗碳2.5;普通抛丸0.52.4.2 +强⼒抛丸费(轴类3.9元/kg;(其中渗碳2.5;强⼒抛丸1.42.4.3 +强⼒抛丸费(盘类3.2元/kg;(其中渗碳2.5;普通抛丸0.652.5热处理⾼频费1.6元/kg;2.6调质费1.6元/kg;2.7热处理磷化费1.2元/kg;2.8机加⼯⼯⼈薪⾦(⼈⼯费0.32元/分钟,(注:⼈⼯费(包括福利费按每⼈每⽉3000元计,每分钟0.32元。
2.9机加⼯可变间接费(制造费0.66元/分钟(可根据⼑具费⽤作适当调整。
3 成本费⽤计算规定:3.1材料费(A:按采购部门提供的钢材现⾏采购价(此价格应包含到公司的运费、含税;若⽑坯外购,材料费按外购的⽑坯价格。
3.2 直接⼈⼯费(B:B(元= B1+B2+B33.2.1 机加⼯⼯序⼈⼯费(B1:B1(元= 0.32×⼯时定额(分钟;3.2.2 锻造⼈⼯费(B2a 锻造(含正⽕费⼈⼯费B2(元= 0.40×⼯艺定额(kg;b ⽑坯正⽕费⼈⼯费B2(元= 0.11×⽑坯重量(kg。
3.2.3 热处理⼈⼯费(B3 :a 渗碳⼈⼯费B3(元= 0.48×零件重量(kg;b ⾼频⼈⼯费B3(元= 0.26×零件重量(kg;c 磷⼈⼯费B3(元= 0.20×零件重量(kg。
模具加工报价单
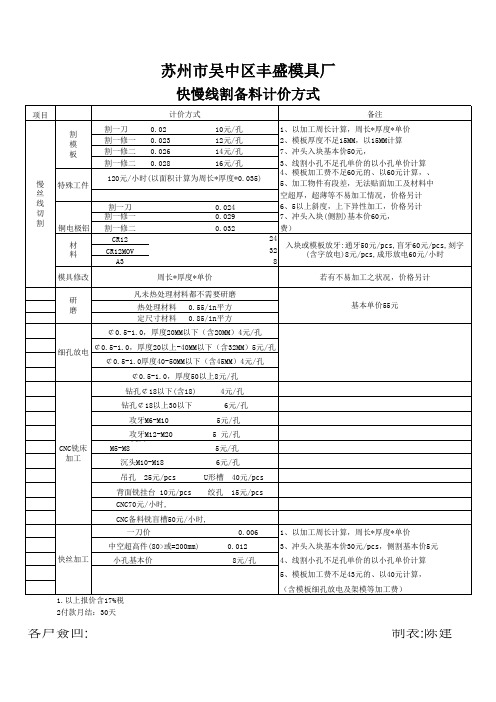
特殊工件
120元/小时(以面积计算为周长*厚度*0.035)
铜电极铝 材 料 模具修改 研 磨
割一刀 割一修一 割一修二 CR12 CR12MOV A3
0.024 0.029 0.032
¢0.5-1.0,厚度20MM以下(含20MM)4元/孔 细孔放电 ¢0.5-1.0,厚度20以上-40MM以下(含32MM)5元/孔 ¢0.5-1.0厚度40-50MM以下(含45MM)4元/孔 ¢0.5-1.0,厚度50以上8元/孔 钻孔¢18以下(含18) 钻孔¢18以上30以下 攻牙M6-M10 攻牙M12-M20 CNC铣床 加工 沉头M5-M8 沉头M10-M18 吊孔 25元/pcs 4元/孔 6元/孔 5元/孔 5 元/孔 5元/孔 6元/孔 U形槽 绞孔 4款月结:30天
模切工艺流程

工艺流程,开发新产品发布日期:2014年04月04日|工程师是一个很累的职业,因为你要掏心掏肺,很晚都还不能睡;也是一个很轻松的职业,稳定量产后,天天休息,看你怎么去对待自己的工作。
首先:产品开发阶段(打样)。
这是一个最重要的环节,因为一个公司想要赚钱,想要进步,就必须不断的开发新产品,而新产品在早期会有不断的问题产生,这时候就需要进行样品成本评估,因为后期的订单量大小和能否接到单的份额都是不确定的,那么合理评打样风险就显得尤为重要。
1.打样可行性。
我们面对客户乱七八糟的图纸和天马行空方案,有时候心力憔悴,花费了很大的精力和成本去满足了客户的样品需求,结果他们开发个几个月后,将方案设变,一切都成了白费;或者很困难的完成了样品开发,但量产又存在问题,而且有永不断绝的隐患产品,这些都是属于开发问题。
那么我们应该怎样去解决呢?去了解,客户的用途,为什么要这样做,可不可以用别的方式做,方便我们加工,同时方便客户使用。
因为,我们的图纸是客户方工程设计的,那么这时候可以去找工程沟通,为什么要这样做,千万别去找客户采购,他们什么都不懂,会要求你必须按图纸要,否则干嘛干嘛,遇到脾气不好的,你就悲剧了……我以前就遇到过一款,0.15mm厚的铝箔,方形,里面有需要切掉的部分,切掉0.5mm*4mm 的孔,怎么做效果都不理想,于是和客户工程沟通,了解了对方的使用方式,仅仅是为了折弯方便,于是我推荐了我的方案,直接将孔改成了直线,没有影响客户使用,却方便了我的工艺;2.报价。
当你觉得客户图纸可行时,就需要一个报价,报价就是心中设计一套预想量产方案,将你的方案所需要的成本核算出来,报给客户,因为未进行打样,很多问题都不清楚,所以需要把价格稍微抬高,比如增加损耗啊,材料加宽啊,增加几款辅料进去,这样若是客户能接受,那么在开发阶段你就有充分的成本调整空间了,千万别觉得自己很牛B,把什么工艺都想的很理想化,报的价格最低,竞争最有优势,一旦生产不出来,你就杯具了……;3.模具设计和材料的选择。
模具加工价格标准

计算方式 序号
材料
1
以面积计 算
2
3
一般钢材 铜电极
钨钢
模具加工价格标准
制表日期:2023/6/10
割一刀 0.017 0.02 0.026
割一修一 割一修二 割一修三
0.018
0.021
0.024
0.026
0.03
0.032
0.03
0.032
0.035
备注 单件最低收费40元
B、慢走丝割孔
3、慢走丝加工如由供应商代提供料,材料费在10元以内不收取材料费,高于10元按实际费用收取。
4、慢走丝和快走丝的引线长度按2MM计。
5、用0.15MM铜线加工以2倍计价,0.1MM铜线加工以2.5倍计价。
6、模板厚度在80-100MM的按1.2倍计价,101-130MM的按1.4倍计价,131-160的按1.8倍计价,161MM及以上 的价格另议。
7、以上报价均为人民币含税价17%增值税。
核准:
审核:
制表:
D、细孔放电
细孔放电孔直径(0.8-1.5MM),工件厚度50MM以下(含50MM)按2元/孔计算,工件厚度50MM以上(不含 50MM)的按3元/个计算。
E、铣床/磨床、CNC、电火花加工、抛光、钳工装配、编程、模具设计、工艺编排、模具管理费用
1、铣床35元/小时
2、磨床35元/小时
3、电火花18元/小时
4、CNC加工 60元/小时
5、抛光 30元/小时
6、钳工装配 35/小时
7、编程 45元/小时
8、模具设计 45元/小时
9、工艺编排 45/小时
10、模具管理费用为模具总费用0.5%
印刷有限公司对外加工报价单
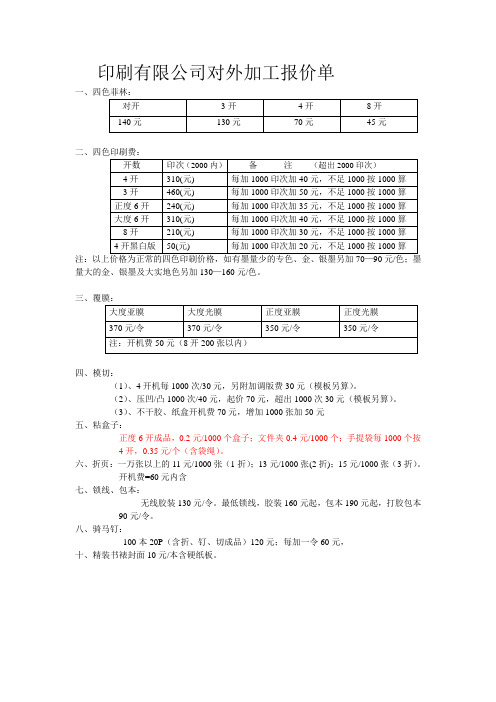
印刷有限公司对外加工报价单
二、四色印刷费:
量大的金、银墨及大实地色另加130—160元/色。
三、覆膜:
四、模切:
(1)、4开机每1000次/30元,另附加调版费30元(模板另算)。
(2)、压凹/凸1000次/40元,起价70元,超出1000次30元(模板另算)。
(3)、不干胶、纸盒开机费70元,增加1000张加50元
五、粘盒子:
正度6开成品,0.2元/1000个盒子;文件夹0.4元/1000个;手提袋每1000个按
4开,0.35元/个(含袋绳)。
六、折页:一万张以上的11元/1000张(1折);13元/1000张(2折);15元/1000张(3折)。
开机费=60元内含
七、锁线、包本:
无线胶装130元/令。
最低锁线,胶装160元起,包本190元起,打胶包本90元/令。
八、骑马钉:
100本20P(含折、钉、切成品)120元;每加一令60元,
十、精装书裱封面10元/本含硬纸板。
模切厂的加工费算法

模切厂的加工费算法与客户一般是这样的渐进方式:了解需求→提供原材料或解决方案→提供产品报价→打样→订单。
这里我要省掉前两个步骤和最后一个步骤。
产品报价和打样其实也是考验一个公司实力的重要依据,客户可以根据这两条信息,考核你公司的实力。
恰倒好处的报价,可以看出你原材料供应的优势和模切设计行业范围的广泛,同时也是拿到订单的奠基石。
而打样同样关键,可以直观看出你公司的生产能力和技术水平。
首先说产品报价。
对于产品费用的核算概括起来说可以分为①模切前产生费用②模切中产生费用③模切后产生费用。
①模切前的费用主要有这几个部分:原材料成本费,运费,原材料加工费用(分切,复卷,无论是模切厂家自己切还是原材料供应商分切都需要计算这笔费用),模切辅助材料的成本费用(比如保护膜,离型纸,垫刀泡棉,脱模剂等),辅助材料加工费用,人工成本(工人工资免不了)等。
当然还有原材料或辅助材料的供应商有对材料起订量进行要求的,也要在报价中说明。
②模切中产生费用主要有:开机费(最起码需要电),精密加工冲切费[我们一般按进料净面积计算(机器磨损成本要收回来吧)],材料模切留间隙耗损(不是全部要求留间隙,但不干胶一般间2MM 跳3MM,0.5MM 圆角,胶带等其他材料视情况而定,基本上都要根据厚度和材质不同留有间隙,方便剥离),整体耗损(谁也不敢保证100%的正品吧,一般备损率为5/1000)等。
③模切后产生费用主要有:人工费为主(比如复杂的东西需要人工排废,质检,包装等),还有就是包装费用(包装材料成本,如纸箱,缠绕膜),运费等。
其次我们谈一下打样产生的费用,一般包括三部分:原材料,刀模费,开机费。
原材料一般可以省掉,除非特殊的昂贵材料,开机费也不足一提,简单的刀模费用也不高,但是产品的要求严格而且复杂再加上量大的话,刀模费无疑就变成了一个重头,所以这一块也必须得慎重。
要尽量减少不必要的开销。
但是技术上的支出是不能省的。
实力全靠样品证实了。
三种模具报价快速计算法

三种模具报价快速计算法—鼎典模具数控培训模具报价快速计算法
1.经验计算法
模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费。
各项比例通常为:
(1)材料费:材料及标准件占模具总费用的15%-30%;
(2)加工费与利润:30%-50%;
(3)设计费:模具总费用的10%-15%;
(4)试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;(5)包装运输费:可按实际计算或按3%计;
(6)增值税:17%。
2.材料系数法
根据模具尺寸和材料价格可计算出模具材料费。
模具价格=(6~10)*材料费
锻模,塑料模=6*材料费
压铸模=10*材料费
昆山鼎典专业CAD,UG,PROE,CATIA,SolidWorks,MOLDFLOW.产品设计培训,模具设计培训,数控编程培训!模流分析培训,机械设计培训!
3.模具报价估计
(1)首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
(2)选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。
(都是毛坯重量)
(3)加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1。
(4)风险费用是以上总价的10%。
(5)增值税:17%。
(6)设计费用是模具总价的10%。
模切工价

模切工段工价表(试行)一、1.1米手动模切机楞型工价项目0.4m2以下≥0.4m2<0.5m2≥0.5m2<0.6m20.6m2及以上反膜打版套版正面等反膜E楞0.01元/张0.011元/张0.012元/张0.013元/张1.05倍统计印次2000统计印次;全自动1650按2500印次1.05倍统计印次按600印统计印次B楞E楞的1.05倍C楞E楞的1.1倍BE楞E楞的1.2倍BC楞E楞的1.25倍注:1、印次统计方法:以E楞(0.4m2以下)作为统计印次基准,计算公式:n统计=n基准×单价系数×楞型系数2、自上自下:按1.1倍计算;拉料自上自下按1.15倍计算。
3、由核算员用具体产品做对比4、若当班产量≥9000张(含打版统计量),当天计件工资按标准工价的1.1倍计算(全月超假不在此考核范围内)5、印工不足1000按1000计算。
二、1.2米半自动模切机(单人操作,配上料工、撕边工)1、按手动模切机的60%计算。
2、超产奖励:当班产量E三层≥20000张,五层箱≥15000张,C/B三层箱≥18000张(含打版统计量),当天计件工资按标准工价的1.1倍计算(全月超假不在此考核范围内)三、1.5米半自动模切机(单人操作,配上料工、撕边工)1、按手动模切机的80%计算。
2、超产奖励办法:每班产量五层箱≥13000张,E三层箱≥20000张,C/B三层≥16000张(含打版统计量),当天计件工资按标准工价的1.1的倍计算(全月超假不在此考虑范围内)四、全自动模切机1、固定两人操作,机长、上料工按比例分成核算2、工价按手动模切机的90%计算。
3、当班产量≥20000张(含打版统计量),当天计件工资按标准工价的1.1倍计算(全月超假不在此考核范围内)。
4、其中装清废版按打版计算印次。
五、设备保养1、全自动按3000张/小时计算2、半自动按2000张/小时计算3、手动模切机按1100张/小时计算4、按0.4m2、E楞单价核算。
常规加工单价表
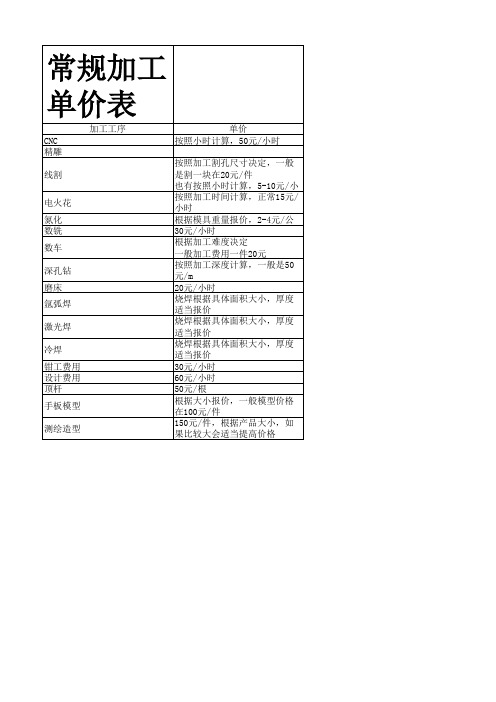
加工工序 CNC 精雕 线割 电火花 氮化 数铣 数车 深孔钻 磨床 氩弧焊 激光焊 冷焊 钳工费用 设计费用 顶杆 手板模型 测绘造型 单价 按照小时计算,50元/小时 按照加工割孔尺寸决定,一般 是割一块在20元/件 也有按照小时计算,5-10元/小 按照加工时间计算,正常15元/小时 根据模具重量报价,2-4元/公斤 30元/小时 根据加工难度决定 一般加工费用一件20元 按照加工深度计算,一般是50元/m 20元/小时 烧焊根据具体面积大小,厚度适当报价 烧焊根据具体面积大小,厚度适当报价 烧焊根据具体面积大小,厚度适当报价 30元/小时 60元/小时 50元/根 根据大小报价,一般模型价格在100元/件 150元/件,根据产品大小,如果比较
印刷报价方法与步骤
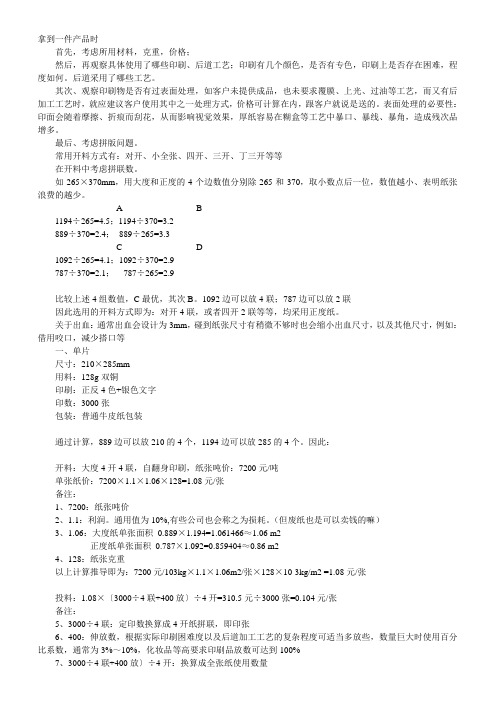
拿到一件产品时首先,考虑所用材料,克重,价格;然后,再观察具体使用了哪些印刷、后道工艺;印刷有几个颜色,是否有专色,印刷上是否存在困难,程度如何。
后道采用了哪些工艺。
其次、观察印刷物是否有过表面处理,如客户未提供成品,也未要求覆膜、上光、过油等工艺,而又有后加工工艺时,就应建议客户使用其中之一处理方式,价格可计算在内,跟客户就说是送的。
表面处理的必要性:印面会随着摩擦、折痕而刮花,从而影响视觉效果,厚纸容易在糊盒等工艺中暴口、暴线、暴角,造成残次品增多。
最后、考虑拼版问题。
常用开料方式有:对开、小全张、四开、三开、丁三开等等在开料中考虑拼联数。
如265×370mm,用大度和正度的4个边数值分别除265和370,取小数点后一位,数值越小、表明纸张浪费的越少。
A B1194÷265=4.5;1194÷370=3.2889÷370=2.4;889÷265=3.3C D1092÷265=4.1;1092÷370=2.9787÷370=2.1;787÷265=2.9比较上述4组数值,C最优,其次B。
1092边可以放4联;787边可以放2联因此选用的开料方式即为:对开4联,或者四开2联等等,均采用正度纸。
关于出血:通常出血会设计为3mm,碰到纸张尺寸有稍微不够时也会缩小出血尺寸,以及其他尺寸,例如:借用咬口,减少搭口等一、单片尺寸:210×285mm用料:128g双铜印刷:正反4色+银色文字印数:3000张包装:普通牛皮纸包装通过计算,889边可以放210的4个,1194边可以放285的4个。
因此:开料:大度4开4联,自翻身印刷,纸张吨价:7200元/吨单张纸价:7200×1.1×1.06×128=1.08元/张备注:1、7200:纸张吨价2、1.1:利润。
通用值为10%,有些公司也会称之为损耗。
加工报价单

加工价格明细加工价格系统:基本价:5元/张,最多超过整页彩色版块的一半10元/张。
特殊标价纸/ 10元/次(用红色字体标出的纸)菲林成本:7元/ P [客户责任],每个P为A4,价格是指可以安排在所有名片纸上的费用A4尺寸:标出的纸价x 1.3 =实际纸价[0.3是严格保证名片质量和数量的损失。
]运输费用:客户负责[为了保证速度和服务,我们公司仅使用顺丰快递,如需其他快递,请自行注明。
]例如:如果您选择10元纸,两种不同款式,正面两种颜色,背面两种颜色,每盒的价格名片是10x1.3 + 5X4 = 33元。
另外,这两盒胶卷的成本是33x2 + 7 = 73元。
胶卷的价格是从整体上计算的。
一张A4胶片可以产生许多名片,这取决于所分割的颜色。
如果下次还有名片,则不需要电影费。
注意:1.只有收到的文件为CDR格式,版本不能使用9.0。
所有文件必须转移。
2.高档名片主要以专色印刷,以确保色彩的准确性,所有文档的颜色均必须标有Pantone颜色:我们的配色将基于Pantone色卡,我们将不负责任如果未按规定使用,则表示颜色的准确性。
3.标准名片尺寸90 * 54±1 mm备注:文件接收时间:上午8:00-下午17:30,此时间之后收到的文件应计算为第二天。
从确认收到文件的第二天起,交货时间为48小时,应在第二天清晨交货。
3.具有凹凸/烫金/ UV /模切工艺的名片应延迟48小时。
4.数量保证:每盒95张或更多。
5.保证所有原装进口纸张。
一假一赔十。
6.如因运输延误,将凹凸/烫金/ UV /模切加工的名片延迟48小时,本公司不承担制版责任价格:为了保证工艺的精细度,我们使用电雕铜板。
这个价格是一次性的。
如果未更改,则无需第二次或更多次进行更改。
热冲压板:25-35元/套凹凸板:50元/套模切模具:25-35元/套浮雕板:150元/套加工生产价格:烫金:10元/色水平/盒凹凸:10元/盒模切:10元/盒紫外线:15元/盒/浮雕:20元/盒水晶刻字:10元/盒7色压纹:15元/盒配件:单价某些纸张(样式会不时增加)(每个系列包括其颜色系列,例如Gangu条纹乳白色,Gangu条纹米色等)Ganggu条纹系列:8.50 /盒Ganggu 滑动表面系列:9.00 / box Ganggu滑动表面钻孔白色系列:9.50 /盒新概念系列:12.00 /盒星色系列:13.50 /盒凝结色系列:11.00 /盒柔感系列:24.00 /盒雪系列:10.00 /盒魔术系列:12.50 /盒图纸系列:20.00 /盒星空幻想系列:10.00 /盒星河系列:10.00 /盒超滑表面系列:6.00 /盒超小ense模式系列:10.00盒钻石系列:17.00 /盒肤色系列:18.50 /盒深色系列:25.00 /盒。
模切件怎样报价
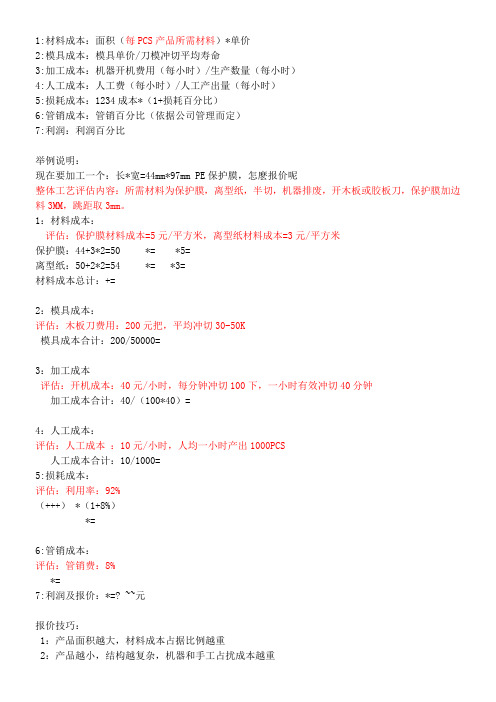
1:材料成本:面积(每PCS产品所需材料)*单价2:模具成本:模具单价/刀模冲切平均寿命3:加工成本:机器开机费用(每小时)/生产数量(每小时)4:人工成本:人工费(每小时)/人工产出量(每小时)5:损耗成本:1234成本*(1+损耗百分比)6:管销成本:管销百分比(依据公司管理而定)7:利润:利润百分比举例说明:现在要加工一个:长*宽=44mm*97mm PE保护膜,怎麽报价呢整体工艺评估内容:所需材料为保护膜,离型纸,半切,机器排废,开木板或胶板刀,保护膜加边料3MM,跳距取3mm。
1:材料成本:评估:保护膜材料成本=5元/平方米,离型纸材料成本=3元/平方米保护膜:44+3*2=50 *= *5=离型纸:50+2*2=54 *= *3=材料成本总计:+=2:模具成本:评估:木板刀费用:200元把,平均冲切30-50K模具成本合计:200/50000=3:加工成本评估:开机成本:40元/小时,每分钟冲切100下,一小时有效冲切40分钟加工成本合计:40/(100*40)=4:人工成本:评估:人工成本:10元/小时,人均一小时产出1000PCS人工成本合计:10/1000=5:损耗成本:评估:利用率:92%(+++) *(1+8%)*=6:管销成本:评估:管销费:8%*=7:利润及报价:*=? ~~元报价技巧:1:产品面积越大,材料成本占据比例越重2:产品越小,结构越复杂,机器和手工占扰成本越重3:产品越小时,要注意调机所用料的比例,有些订单的调机料可以做小产品几K及至上十K我知道大家进入的每一个公司都有一个表单,只要套用进去就可以了,但是表单是人工设置的,如果大家知道了整个报价结构,就可以自己为公司开发出一个自动的报价表,可以用EXCEL设置自动公式。
以上内容有许多内容没有写入,大家或许有很多疑问,比方有人会捐出厂房租金,水电,保险啥的,这些可以自己先思考下,如果还有疑问,可以(honsa)问我,请注明模切网,。
模具报价单

材料牌号长宽高重量(Kg)0000.00718H 3503507067.31718H 3503508076.93紫铜5050500.98紫铜0000.00718H 60
30
30
0.42
数量产品重量数据1
模具名称/Mold 型腔数量.
产品
挡水块左/右1*4产品大小
电极20克
外形尺寸模具重量模350*350*110
上模芯下模芯材料名称单价(元
模架调质热处理名称重量
单价(元)
金
镶块装配件规格型号品牌单价(元
氮化淬火水管接头顶管顶杆温控器热流道标准件扫描测绘名称工时(小时)单价(元)金
油缸名称工时(小时)
单价(元)金
CAE分析结构设计CNC机床76雕刻机6一般机床4深孔钻
6
线切割8
电火花48材料
热处理
装配材料费
设计费
加工费
TO:
A有限公司
模具报价单
金¥¥
¥
`。
模切件怎样报价说课材料
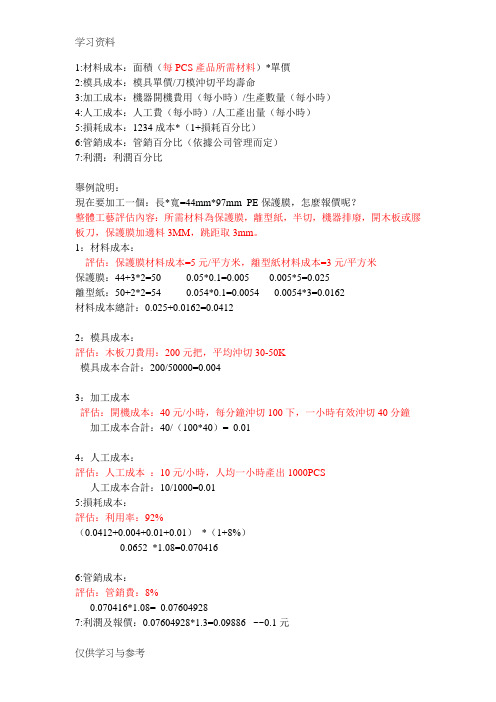
1:材料成本:面積(每PCS產品所需材料)*單價2:模具成本:模具單價/刀模沖切平均壽命3:加工成本:機器開機費用(每小時)/生產數量(每小時)4:人工成本:人工費(每小時)/人工產出量(每小時)5:損耗成本:1234成本*(1+損耗百分比)6:管銷成本:管銷百分比(依據公司管理而定)7:利潤:利潤百分比舉例說明:現在要加工一個:長*寬=44mm*97mm PE保護膜,怎麼報價呢?整體工藝評估內容:所需材料為保護膜,離型紙,半切,機器排廢,開木板或膠板刀,保護膜加邊料3MM,跳距取3mm。
1:材料成本:評估:保護膜材料成本=5元/平方米,離型紙材料成本=3元/平方米保護膜:44+3*2=50 0.05*0.1=0.005 0.005*5=0.025離型紙:50+2*2=54 0.054*0.1=0.0054 0.0054*3=0.0162材料成本總計:0.025+0.0162=0.04122:模具成本:評估:木板刀費用:200元把,平均沖切30-50K模具成本合計:200/50000=0.0043:加工成本評估:開機成本:40元/小時,每分鐘沖切100下,一小時有效沖切40分鐘加工成本合計:40/(100*40)= 0.014:人工成本:評估:人工成本:10元/小時,人均一小時產出1000PCS人工成本合計:10/1000=0.015:損耗成本:評估:利用率:92%(0.0412+0.004+0.01+0.01)*(1+8%)0.0652 *1.08=0.0704166:管銷成本:評估:管銷費:8%0.070416*1.08= 0.076049287:利潤及報價:0.07604928*1.3=0.09886 ~~0.1元報價技巧:1:產品面積越大,材料成本占據比例越重2:產品越小,結構越複雜,機器和手工占擾成本越重3:產品越小時,要注意調機所用料的比例,有些訂單的調機料可以做小產品幾K及至上十K我知道大家進入的每一個公司都有一個表單,只要套用進去就可以了,但是表單是人工設置的,如果大家知道了整個報價結構,就可以自己為公司開發出一個自動的報價表,可以用EXCEL設置自動公式。
模切加工单价怎么计算公式

模切加工单价怎么计算公式模切加工是一种常见的加工方式,广泛应用于各种材料的加工中,包括金属、塑料、木材等。
模切加工的单价是指单位加工量所需的成本,计算该单价对于企业进行成本控制和产品定价具有重要意义。
本文将介绍模切加工单价的计算公式及其影响因素。
一、模切加工单价的计算公式。
模切加工单价的计算公式通常包括以下几个方面的成本:1. 材料成本,模切加工所需的原材料成本是影响单价的重要因素。
材料成本可以通过材料的采购价格和消耗量来计算,通常表示为,材料成本 = 材料单价×材料消耗量。
2. 加工成本,包括人工成本、设备折旧、能源消耗等。
人工成本通常表示为,人工成本 = 人工工资×加工时间。
设备折旧可以通过设备的购置成本、使用寿命和折旧年限来计算。
能源消耗可以通过设备的能耗和加工时间来计算。
3. 辅助材料成本,包括模切加工过程中所需的辅助材料,如刀具、润滑油等。
辅助材料成本通常表示为,辅助材料成本 = 辅助材料单价×辅助材料消耗量。
综合考虑以上几个方面的成本,模切加工单价可以表示为,模切加工单价 = 材料成本 + 加工成本 + 辅助材料成本。
二、影响模切加工单价的因素。
1. 材料选择,不同的材料具有不同的价格和加工性能,选择合适的材料可以降低成本,影响模切加工单价。
2. 加工工艺,不同的加工工艺对模切加工单价有着直接的影响,包括切削速度、进给速度、切削深度等参数的选择。
3. 设备性能,设备的性能和精度直接关系到加工效率和加工质量,影响模切加工单价。
4. 加工规模,大批量生产可以降低单位产品的加工成本,因此加工规模对模切加工单价有着重要的影响。
5. 市场竞争,市场竞争的激烈程度也会影响模切加工单价,企业需要根据市场需求和竞争状况来确定合理的单价水平。
三、模切加工单价的优化策略。
1. 优化材料选择,选择价格合理、加工性能好的材料,可以降低模切加工单价。
2. 提高加工效率,通过优化加工工艺和提高设备性能,提高加工效率,降低加工成本。
模切报价管理规定(3篇)
第1篇第一章总则第一条为规范公司模切业务报价管理,提高报价准确性,降低采购成本,确保项目顺利进行,特制定本规定。
第二条本规定适用于公司所有模切业务报价,包括但不限于原材料采购、设备租赁、人工费用等。
第三条模切报价管理应遵循公平、公正、公开的原则,确保报价合理、透明。
第四条模切报价管理部门应负责本规定的组织实施和监督检查。
第二章报价流程第五条模切报价流程如下:1. 项目立项:项目部门提出模切业务需求,提交项目立项申请。
2. 报价准备:模切报价管理部门根据项目需求,组织相关部门进行报价准备,包括收集市场信息、分析同类产品价格等。
3. 编制报价单:模切报价管理部门根据报价准备情况,编制报价单,并报相关部门审核。
4. 审核报价:相关部门对报价单进行审核,提出修改意见。
5. 最终报价:模切报价管理部门根据审核意见,对报价单进行修改,形成最终报价。
6. 报价审批:最终报价经公司领导审批后,正式生效。
第三章报价内容第六条模切报价内容应包括以下方面:1. 原材料费用:包括模切原材料、辅助材料等费用。
2. 设备租赁费用:包括模切设备租赁费用、设备维修费用等。
3. 人工费用:包括模切操作人员、技术支持人员等费用。
4. 税费及其他费用:包括增值税、关税等税费及其他相关费用。
5. 保险费用:包括模切设备保险、人员保险等费用。
第七条模切报价应详细列出各项费用,并说明费用构成及计算依据。
第四章报价要求第八条模切报价应满足以下要求:1. 准确性:报价应准确反映模切业务实际成本,不得虚报、漏报。
2. 合理性:报价应参考市场行情,确保价格合理,具有竞争力。
3. 透明性:报价内容应清晰明了,便于审核和监督。
4. 及时性:报价应在项目立项后尽快完成,确保项目顺利进行。
第五章监督检查第九条模切报价管理部门应定期对报价工作进行监督检查,确保报价的准确性、合理性和透明性。
第十条模切报价管理部门有权对报价过程进行跟踪、记录,并要求相关部门提供相关资料。
模切机配件采购合同范本

模切机配件采购合同范本甲方(采购方):名称:______________________地址:______________________电话:______________________法定代表人:________________乙方(供应方):名称:______________________地址:______________________电话:______________________法定代表人:________________鉴于甲方需要采购模切机配件,乙方具备提供相关配件的能力和资质,双方经友好协商,达成如下协议:一、产品名称、规格、数量及价格产品名称规格数量单价总价________________________________________________________________________________ ________________________________________________________________________________ ________________________________________________________________________________ ________________________________________________________________________________ 总价款:人民币(大写)________________元整(小写:¥________________元)上述价格为含税价,包含产品的运输、包装等费用。
二、质量标准1. 乙方所提供的模切机配件应符合国家相关标准及行业规范,且质量应符合甲方的要求。
2. 配件的材质、工艺等应符合乙方所提供的产品说明书及样品的标准。
三、交货时间、地点及方式1. 交货时间:乙方应在______年______月______日前将货物交付至甲方指定地点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1:材料成本:面積(每PCS產品所需材料)*單價
2:模具成本:模具單價/刀模沖切平均壽命
3:加工成本:機器開機費用(每小時)/生產數量(每小時)
4:人工成本:人工費(每小時)/人工產出量(每小時)
5:損耗成本:1234成本*(1+損耗百分比)
6:管銷成本:管銷百分比(依據公司管理而定)
7:利潤:利潤百分比
舉例說明:
現在要加工一個:長*寬=44mm*97mm PE保護膜,怎麼報價呢?
整體工藝評估內容:所需材料為保護膜,離型紙,半切,機器排廢,開木板或膠板刀,保護膜加邊料3MM,跳距取3mm。
1:材料成本:
評估:保護膜材料成本=5元/平方米,離型紙材料成本=3元/平方米
保護膜:44+3*2=50 0.05*0.1=0.005 0.005*5=0.025
離型紙:50+2*2=54 0.054*0.1=0.0054 0.0054*3=0.0162
材料成本總計:0.025+0.0162=0.0412
2:模具成本:
評估:木板刀費用:200元把,平均沖切30-50K
模具成本合計:200/50000=0.004
3:加工成本
評估:開機成本:40元/小時,每分鐘沖切100下,一小時有效沖切40分鐘加工成本合計:40/(100*40)= 0.01
4:人工成本:
評估:人工成本:10元/小時,人均一小時產出1000PCS
人工成本合計:10/1000=0.01
5:損耗成本:
評估:利用率:92%
(0.0412+0.004+0.01+0.01)*(1+8%)
0.0652 *1.08=0.070416
6:管銷成本:
評估:管銷費:8%
0.070416*1.08= 0.07604928
7:利潤及報價:0.07604928*1.3=0.09886 ~~0.1元
報價技巧:
1:產品面積越大,材料成本占據比例越重
2:產品越小,結構越複雜,機器和手工占擾成本越重
3:產品越小時,要注意調機所用料的比例,有些訂單的調機料可以做小產品幾K及至上十K
我知道大家進入的每一個公司都有一個表單,只要套用進去就可以了,但是表單是人工設置的,如果大家知道了整個報價結構,就可以自己為公司開發出一個自動的報價表,可以用EXCEL設置自動公式。
以上內容有許多內容沒有寫入,大家或許有很多疑問,比方有人會捐出廠房租金,水電,保險啥的,這些可以自己先思考下,如果還有疑問,可以加QQ:3 15028921(honsa)問我,請注明模切網,。
偶爾寫點小東西給新進行業的人員參考的,歡迎大俠,高手指正,呵呵。
下一篇我將會出《如何在客戶面前快速報價》,也可以稱為當面報價,這其中有很多技巧需要掌握,因為在客戶和老板面前沒有計算器給你用的,當面報價顯得尤其重要,呵呵。