Manufacturing Processes Report(发动机制造工艺)
发动机再制造零部件的生产工艺及检测
3 0・
科技 论坛
发动机再制造 零部件 的垦建三江交通运输局运 管科, 黑龙 江 建三江 1 5 6 3 0 0 )
值 : 摹 : 耋 着 烹 我 . 有 望 黄 专 非 ; 广 费 市 阔 场 的 警 市 渐 场 前 增 景 大 , 汽 车 报 废 量 也 在 逐 渐 增 多 , 有 资 料 表 明 我 国 汽 车 报 废 量 约 2 0 0 万 辆 , 再 制 造 零 部 件 企 业 产 生 产 发 动 机 作 为 汽 车 的 核 心 部 件 在 再 制 造 业 中 显 得 尤 为 重 要 。 本 文 从 菱 建 未
大, 浪费和污染也就非常严重。数据研究证明 : 一辆汽车上可 回收利用
、 l
材料 就占9 0 % , 主 要有 钢 铁、 有色 金属 等。 对回 收的 资 源加 工成再 制造
润 相当可 观。 所以 再制 造业 有着 深厚 的 市场 潜力。
斧=====}==== =
.
,
雪
… . 。
工 艺 及检 测进 行 了探 讨 。
‘ 。’ 。
…
堡 垫 造 业 在 欧 美 有 着 5 0 年 的 历 史 , 已 不 是 一 个 新 兴 的 产 — — 。 兰
竺竺 竺
步 扩 霎 大 , 发 动 机 葡 韫 隧 业 逐 渐 开 始 起 步 。 节 约 和 环 保 葛 问 麓 题 已 嚣 成 为 全 人 类 ~~ ’ 卜 _ 1 _ 一 三 — — 竿 T ; 1 一 浪 费 和 环 境 污 染 。 据 统 计 篡 全 球 鎏 每 行 年 萄 洧 2 6 0 0 多 辆 汽 车 报 费 , 数 量 何 其 : 二 l 二 二 j 匝盛王蕈 J I I : : : 二 I 二 : : l 竺
制造业发展报告 英文版
制造业发展报告英文版Manufacturing Industry Development ReportIntroduction:The Manufacturing Industry Development Report aims to provide an overview of the current status and future prospects of the manufacturing industry. It analyzes the key factors driving growth and identifies challenges that need to be addressedfor sustainable development. The report also highlights potential opportunities and strategies for the manufacturing industry to maintain its competitive edge in the global market.Executive Summary:The manufacturing industry continues to play a vital role in driving economic growth and employment. Despite challenges such as increasing competition and technological disruptions, the industry has shown resilience and adaptability. This report emphasizes the importance of innovation, automation, and digitalization in ensuring the long-term success of the manufacturing sector. It also suggests policy measures to promote investment, research and development, and skills training.Market Overview:The global manufacturing industry is witnessing a shift towards emerging markets due to lower production costs and expanding consumer bases. China remains a dominant player, followed by other countries in Asia and Eastern Europe. However, developed economies are investing heavily in advanced manufacturing technologies to regain their competitive advantage. The report examines the trends indifferent manufacturing sectors, including automotive, electronics, textiles, and pharmaceuticals.Key Drivers of Growth:Innovation and technological advancements are major drivers of growth in the manufacturing industry. The adoption of Industry 4.0 principles, such as the Internet of Things, artificial intelligence, and robotics, is revolutionizing production processes and improving efficiency. The report highlights the role of research and development in fostering innovation and the need for collaboration between industry and academia.Challenges and Strategies:The manufacturing industry faces various challenges,including skilled labor shortages, changing consumer preferences, and environmental regulations. The report proposes strategies such as upskilling the workforce, adopting sustainable manufacturing practices, anddiversifying product offerings to meet changing market demands. It also emphasizes the importance of government support in creating a favorable business environment and incentivizing investment in R&D.Opportunities for Growth:The report identifies several opportunities for the manufacturing industry to capitalize on emerging trends. This includes the growing demand for eco-friendly and sustainable products, the rise of e-commerce, and the potential of additive manufacturing. By embracing these opportunities and adapting to changing market dynamics, manufacturers can gain a competitive edge and expand their market share. Conclusion:The Manufacturing Industry Development Report providesinsights into the current challenges and opportunities in the manufacturing sector. It emphasizes the need for continuous innovation, digitalization, and sustainable practices to ensure long-term growth. By implementing the suggested strategies and leveraging emerging opportunities, the manufacturing industry can achieve sustainable development and contribute to overall economic growth.。
汽修产品制作流程作文英语
汽修产品制作流程作文英语Title: The Process of Automotive Repair Product Manufacturing。
Automotive repair products play a crucial role in maintaining and enhancing the functionality of vehicles. From lubricants to parts, each component undergoes a meticulous manufacturing process to ensure quality and performance. In this essay, we delve into the intricate steps involved in the production of automotive repair products.1. Market Research and Conceptualization:Before diving into production, thorough market research is conducted to identify consumer needs and preferences. This phase involves gathering data on trends, analyzing competitor products, and understanding technological advancements. Based on insights gained, conceptualization takes place where ideas for new productsor improvements to existing ones are brainstormed.2. Design and Development:Once a concept is finalized, the design phase begins. This step involves creating detailed specifications for the product, including dimensions, materials, and functionality. Engineers and designers collaborate to develop prototypes that undergo rigorous testing for durability, performance, and safety. Iterative improvements are made based on test results until the product meets quality standards.3. Sourcing Raw Materials:Raw materials are sourced from reputable suppliersto ensure consistency and quality. These materials vary depending on the type of automotive repair product being manufactured. Common materials include metals, plastics, rubber, lubricants, and electronic components. Manufacturers establish partnerships with suppliers to guarantee timely delivery and maintain a steady supply chain.4. Manufacturing Process:The manufacturing process varies depending on the complexity of the product. For simple components like oil filters or spark plugs, automated assembly lines are employed for efficiency and precision. More intricate products such as engine parts may require specialized machinery and skilled labor for manufacturing. Quality control measures are implemented at every stage to identify and rectify any defects.5. Packaging and Labeling:Packaging plays a vital role in protecting the product during transportation and storage. Manufacturers design packaging that is both durable and visually appealing, incorporating branding elements and product information. Labeling is done in accordance with regulatory standards, including safety warnings, usage instructions, and compliance certifications.6. Distribution and Marketing:Once manufactured and packaged, the products are ready for distribution. Manufacturers work withdistributors and retailers to ensure widespreadavailability in automotive stores and online marketplaces. Marketing efforts are employed to raise awareness and promote the product's features and benefits through advertising, endorsements, and digital campaigns.7. Customer Feedback and Continuous Improvement:Feedback from customers is invaluable foridentifying areas of improvement and addressing any issuesor concerns. Manufacturers actively solicit feedbackthrough surveys, reviews, and customer support channels. This feedback loop allows for continuous improvement, whether it's refining product design, enhancing performance, or optimizing manufacturing processes.In conclusion, the manufacturing process of automotive repair products is a multifaceted journey that requiresmeticulous planning, precise execution, and continuous innovation. From initial concept to final product, each step is crucial in delivering high-quality products that meet the needs of consumers and contribute to the efficiency and reliability of vehicles.。
国开形成性考核《管理英语(3)》单元自测(7)试题及答案
国开形成性考核《管理英语(3)》单元自测(7)试题及答案(整套相同,如遇顺序不同,Ctrl+F查找,祝同学们取得优异成绩!)题目1:—I suggest you offer affected customers a discount on their next store purchase, explain the situation and apologize to them.—Right, of course.(A)A.I'll get on it right away.B.I got it now.C.I understand perfectly.题目2:—I'd like to take a look first at those structural support beams that were going to be put in place on the second floor.—(C), here's your jacket and helmet, and you'd better put on these boots as well –it's our site policy。
A.GoodB.You're welcomeC.Certainly题目3:Proper controls that should (B)developed as part of routine safety procedures were not in place。
A.has beenB.have beenC.be题目4:Then the situation (B)worse by human error because of the lackof proper training。
A.wasB.was madeC.has became题目5:The products of this company are always (C)to standard, they have very strict quality control process。
发动机排气摇臂加加工工艺流程

发动机排气摇臂加加工工艺流程English VersionThe process of machining engine exhaust rocker arms plays a crucial role in the overall performance and efficiency of an engine. The exhaust rocker arm is responsible for opening and closing the exhaust valves at the correct timing, ensuring proper combustion and exhaust of gases.The machining process begins with the selection of high-quality materials for the rocker arm, such as alloy steel or aluminum. These materials are chosen for their strength, durability, and heat resistance, which are essential for withstanding the high temperatures and pressures within the engine.Next, the selected material is cut and shaped into the desired form using precision machining tools such as lathes, milling machines, and grinders. This step is crucial in ensuring that the rocker arm is accurately sized and shaped to fit within the engine assembly.After shaping, the rocker arm undergoes heat treatment to improve its hardness and strength. This process involves heating the rocker arm to a specific temperature and then cooling it rapidly to achieve the desired properties.Once heat-treated, the rocker arm is polished and finished to remove any imperfections and achieve a smooth surface finish. This step is essential for reducing friction and wear between the rocker arm and other engine components.Finally, the rocker arm is inspected for quality control to ensure that it meets the required specifications and tolerances. Any defects or deviations from the design are corrected, and the rocker arm is ready for assembly into the engine.In conclusion, the process of machining engine exhaust rocker arms is a critical step in ensuring the performance and reliability of an engine. By following a precise andcarefully executed process, manufacturers can produce high-quality rocker arms that contribute to the overall efficiency and longevity of the engine.中文翻译:发动机排气摇臂的加工工艺流程对发动机的整体性能和效率起着至关重要的作用。
APQP_for_Avalon_Suppliers-PPT文档资料

Source Release – Expectations for Beta 1 货源发放——对Beta 1的期望
• Send documentation to SQIE for approval. 提供文件给供应商质量改进工程师进行批准。
• PPAP: The proof a supplier is capable of making quality parts at production rates
• 生产件批准程序:供应商有能力按生产效率生产出优质零件的证明 – Pulls together key APQP information – 收集关键APQP信息 – Documents the production process – 用文件记录生产过程
• SQIE retains data 供应商质量改进工程师保留数据
• A copy of the signed Record of Conformance is kept with APQP evidence book 将一份签好字的合格记录和APQP证明文件信息保存在一起
Source Release – Package Content 货源发放——整套文件的内容
APQP - Key Strategies
前期产品质量策划-关键策略
• Get involved early 尽早参与
– Don’t wait for the PPAP request 不要等发出PPAP的要求后再开始
• Communicate issues to SQIEs 与供应商质量改进工程师就出现的问题进行沟通
• Full layout on three pieces 三件的全尺寸报告
发动机再制造的生产工艺过程

发动机再制造的生产工艺过程2发动机再制造的生产流程一、目的:为规范生产流程,提高生产各工序工作的效率,特制定本制度。
二、适用范围:适用于本公司生产管理。
三、内容:1、总则为加强生产工作的管理,提高生产工作的效率,制定本制度。
所有的生产人员及相关管理人员均应以本制度为依据开展工作。
2、发动机再制造的基本工艺流程领原机——拆解(检测)——清洗——表面处理——机加——二次表面处理——组装——测试——打标——入库领原机拆解清洗机加(镗缸、磨轴)表面处理二次表面处理外协加工组装测试打标入库检件报件采购检件抛光喷沙流程图说明一.领原机:满足销售要求,跟据销售订单,领取原机进行再制造生产。
二.拆解:发动机的拆解按生产要求应先拆解,后分类,再检件,最后再归类放好移交下工序。
零部件分类:区分有用金属、铝、塑料、其他与不可用的拆解步骤和检件的关健点:1. 用工具拆解发动机上的附件,拆掉放进附件放置车内。
用螺杆锁紧发动机两边进排气口螺丝孔,然后用吊机将发动机吊起来固定到翻转架上,把固定螺丝锁紧。
检查:发动机外观是否有损伤,2. 拆下气门室盖螺丝检查,检查:气门室盖外观。
3. 拆下时规盖螺丝检查缸体上有没有黑色胶垫,检查:胶垫是否完好。
4. 拆下正时链条和挡链板检查:是否磨损。
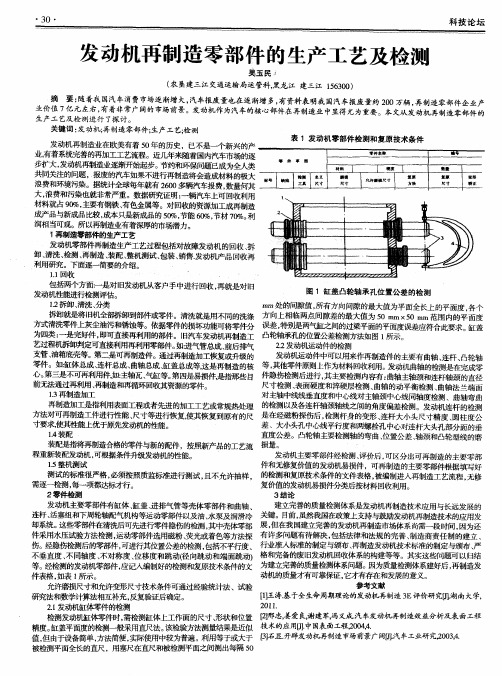
准备工具拆解检件报件归类放好移交下工序采购5.拆解缸盖凸轮轴螺丝,用工具一次把凸轮轴螺丝松开,用磁铁一次把液压顶杯吸出来放进蓝色零件放置车内。
用工具把缸盖螺丝拆掉,检查:凸轮轴是否有烧伤拉痕损坏,螺丝和螺丝孔是否滑牙。
6.拆下活塞和连杆瓦、连杆是否可以用,用铁丝按圈数绑在连杆上做标记。
检查:活塞和连杆瓦活塞7.拆下曲轴瓦检查曲轴瓦是否可用,检查:曲轴瓦检查曲轴瓦是否可用,曲轴有没有烧伤拉痕损坏。
按以上检查情况申报需购买的零件,生产跟单负责跟进进度。
三.清洗:零部件的清洗按工艺要求进行分类清洗。
清洗操作时必须佩戴规定的劳保用品(工作帽、戴口罩、系围裙、手套、鞋)。
汽车发动机制造工艺介绍精
发动体系造工艺介绍1.发动机主要部件的加工工艺2.发动机的结构与装置过程3.发动机的现状与发展一、发动机主要部件的加工工艺1、凸轮轴加工传统资料:优异碳素钢、合金结构钢、冷激铸铁、可锻铸铁、珠光体球墨铸铁及合金铸铁等。
1)凸轮轴的粗加工的传统工艺方法是采用靠模车床及液压仿形凸轮铣床,铣削的凸轮尺寸精度和形状都优于车削,事直接进行精磨。
对于加工余量大,较为先进的加工方法为采用 CNC 凸轮铣床(无靠模),铣削方法有外铣和轮廓辗转铣削两种。
供给外铣技术的公司主要有: HELLER 公司,日本小松、日本片冈等。
长远以来,凸轮轴磨床采用靠模,滚轮摇动仿形机构。
现凸轮磨床完好靠 CNC 控制获得精美的凸轮轮廓,同时工件无级变速旋转,宽泛采用 CBN(立方氮化硼)砂轮加工凸轮轴,这不但摆脱了靠模精度对凸轮精度的影响,而且砂轮的磨损不影响加工精度2、连杆加工传统资料:中碳钢、中碳合金钢、非调质钢、粉末冶金等。
1)毛坯连杆毛坯的各项在求中,最大的问题是重量和厚度方向的精度。
为保证这两项要求,除了锻造设备处,模具的质量是至关重要的,只有采用 CAD/CAM 模具制造技术,才能保证模具的重复制造精度,从而保证连杆毛坯的厚度和重量公差。
连杆传统的热办理方法是调质,现较为先进的连杆热办理方法是锻造余热淬火。
连杆最常用的、最有效的增强方法是喷丸办理。
2)机械加工对配合精度要求待别高的部位,如连杆小头衬套孔,需进行尺寸分组;应依照基准一致原则,尽量防备基准的更换,以减少定位误差;a)大小头两端面加工:连杆大小头两端面是整个机加工过程中的定位基准面,关且对大、小头孔都有着地址精度要求。
所以第一道工序都是加工大小头两端面。
磨削加工:要求毛坯精度较高,磨削的生产率高、精度高。
磨削方式有:立式圆台磨床(双轴或多轴)、立式双端面磨床、卧式双端面磨床。
b)结合面的加工:连杆大头孔有直剖口,也有斜剖口;定位方式有螺栓定位、齿形定位、定位销定位等。
机械英语知识点总结大全
机械英语知识点总结大全一、Basic Mechanical Engineering 基本机械工程1. Mechanical Engineering 机械工程Mechanical engineering is the branch of engineering that involves the design, production, and operation of machinery. 机械工程是涉及机械设计、生产和操作的工程分支。
2. Force and Motion 力和运动Force is any interaction that, when unopposed, will change the motion of an object. 力是任何相互作用,当没有阻力时,会改变物体的运动。
3. Simple Machines 简单机械A simple machine is a mechanical device that changes the direction or magnitude of a force. 简单机械是一种可以改变力的方向或大小的机械设备。
4. Kinematics 运动学Kinematics is the branch of classical mechanics that describes the motion of points, bodies, and systems of bodies without considering the forces that cause the motion. 运动学是描述点、物体和物体系统运动的经典力学分支,不考虑引起运动的力。
5. Dynamics 动力学Dynamics is the study of forces and torques and their effect on motion. 动力学是力和转矩以及它们对运动的影响的研究。
发动机加工工艺流程报告

发动机加工工艺流程报告下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!发动机加工工艺流程报告。
1. 材料准备。
检查材料质量和尺寸精度,确保符合设计要求。
英语机械术语

MM meter 米MACH machined 机加工、机制的machine body机体machined surface加工面machining processes机加工工艺main (front) view主(前)视图major axis长轴major diameter/dai”aimite/螺纹大径manufacturing processes制造工艺manufacturing tolerance制造公差master drawing 样图master gear标准齿轮material材料mating dimensions配合尺寸mating member配合件mating parts相配零件mating part啮合(结合)部分MATL material 材料MAX maximum 最大、最高值maximum contour/kao”to/ height 轮廓最大高度maximum inclination line最大斜度线maximum limit of size最大极限尺寸MC machined 机械制造、机加工measured feature被测要素measuring device/di”vais/仪器、器械(tools)量具mechanical/mi”kanikel/ drawing 机械制图mechanical properties(财产、性能)机械性能meshing/mesh/ gear啮合齿轮metal end旋入端metal金属metric/metric/ taper/teipe/ thread/θred/米制锥螺纹metric thread普通(公制)螺纹MI miles 英里middle stuffing中填料mild steel软钢、冷轧钢milling machine 铣床MIN minimum 最小、最低值minimum limit of size最小极限尺寸minor/mai”ne /axis短轴minor diameter螺纹小径mm or MM millimeter 毫米model number序数、型号module/”mao dju:l/模数monel metal铜镍合金move edge活动钳身moving jaw/d3ao:/活动钳口MPH miles per hour 每小时英里数multi-start thread多线螺纹Nname of part零件名称nichrome metal镍铬合金nickel plating镀镍nitride/”nai traid/渗氮、氮化nitrogen/”naitred3en/(氮) case hardening渗氮硬化NO. number 号码、数字nomenclature/no”menkleche/名称、术语nominal/nominel/ diameter公称直径nominal size公称尺寸non-ferrous /feres/(铁的)metal 有色金属non-functional dimensions非功能尺寸non-metal非金属nonstandard screw非标准螺纹normal series标准系列normalizing(使正常,标准化;正火)正火normal法线note 注解NTS not to scale 不按比例的number of active coils/kaoil/(圈)有效圈数number of end coils支承圈数number of starts 螺纹线(头)数number of teeth齿数number of total coils总圈数number数、号码(缩写)numeral /nju:merel/数字nut 螺母nut end旋螺母端(露出端)nylon/”nai laon/尼龙OO/D outside diameter 外径、外形尺寸oblique/e”bli:k/ dimetric drawing斜二测图oblique dimetric projection斜二测投影oblique drawing斜轴测图oblique projection斜投影oblique pyramid/”pi remid/斜棱锥oblique view斜视图octagon /”aoktegen/正八边形offset/ofset/.sectional/”sek shenel/ view阶梯剖视图oiler油杯ordinal number序号ordinary carbon steel普通碳素钢orthogonal/ao”θaogenel/ coordinates/ko”ao:dinit/直角坐标(系)orthographic/ao”θaogerefik/ drawing正投影图orthograph/ao”θaogerefi/正投影out race外圈outlet side出口端outline assembly drawing外形装配图outline drawing草图、外形图outside caliper/”kailipe/外卡尺(钳) outside diameter外径overall breadth总宽overall dimension总体尺寸overall height总高overall length总长oxidation/aoksi”dei,shen/氧化PP pitch 螺距、节距、周节packing box填料函packing felt毡垫(衬)packing gland/glaind/填料压盖packing nut填料压盖螺母packing set填料压紧套parabola/pe”raibele/抛物线parallel/”pai relel/ external/ik”ste nel/ pipe thread圆柱外管螺纹parallel/”pairelel/ internal pipe thread圆柱内管螺纹parallel key普通平键parallel projection平行投影parallelism平行度parallelism平行性parallel平行线part number零件编号part零件PATT No. pattern number 型号、样(品)号PC piece 零(部)件、毛坯PCD pitch circle diameter 节圆直径PD pitch diameter 螺纹中径pencil 绘图铅笔permanent/”pe:menent/(永久的)fastener不可拆连接件perpendicularity /”pe:pan dikju”lai rity/(squareness)垂直度phantom/”fai tem/ line假想线phantom section假想剖面Philips/”fillips/ countersunk screw 十字槽沉头螺钉pictorial/pik tao ri el/ drawing立体图(画)piece部件piercing/”pie siη/ point贯穿点pin 销pin joint销连接pinion/”pinjen/主动(小齿)轮pin销轴pipe fittings管接头pipe thread管螺纹pitch circle 节圆线pitch circle diameter节圆直径pitch circle分度圆pitch diameter螺纹中径pitch point节点pitch弹簧节距PL plate 板、钢板plain milling平铣plan (top) view俯(平、顶)视图plane/plein/面of projection投影面plastic塑料plating电镀plating镀覆plough/pulau/ (plow/pulau/) bolt/bolt/防松螺栓plug塞子plunger/”pland3e/ pump柱塞泵point angle钻头角points on lines点在线上point点polishing/“paolish/抛光politure or buff/baf/抛(擦)光polygon /poligen/多边形position error/”ere/位置误差powder (ed) metal粉末金属power spring涡转弹簧preferred fit优先配合preferred numbers优先数pressure angle压力角press精(挤、冲)压primary datum/dei tem/主要基准principal view基本视图principle/principel/ of operation工作原prism/”prizem/棱柱process datum工艺基准profile/proufail/ line侧平线profile of a line线轮廓度profile of a surface面轮廓度profile plane (or W-plane)侧投影面profile plane侧平面projection line 投影线pry/prai/ bar杠杆pump泵体punch/paunch/冲孔、冲床pyramid/piremid/棱锥QTY quantity /”kwaonteti/(数)量quadrant/”kwaodrent/ iron/aien/方钢RR or RAD radius/”reidies/ 半径radial/”reidiel/ bearing/beeriη/向心轴承radial thrust bearing向心推力轴承radius or radii /”reidiai/半径RD HD round head 半球头、圆顶reaming/ri:m/铰孔recessed/ri”ses/ surface凹坑rectangle /rek,taigel/矩形reduction scale 缩小比例redundant/ri”dandent/ dimension 多余尺寸reference line 参考(基准)线reference point 参考点regular hexagonal/hek”saigenel/ prism/prizem/正六棱柱regular hexagonal/hek,saigenel/ pyramid正六棱锥regular pentagonal/pen,taigenel/ prism正五棱柱regular pentagonal pyramid正五棱锥regular triangular/trai”aiηgjule/ prism正三棱柱regular triangular pyramid正三棱锥reinforcement加固物removed section移出断面reposition复位representation of drawings图样画法retainer保持架、隔离圈revolving/ri”vaolv/旋向RH right hand 右旋、右方向rhombus /raombes/菱形rib肋(筋、薄壁)板right angle 直角right cone/kou,n/正圆锥right cylinder/”silinde/ 正圆柱right hand-thread右旋螺纹right hexagon 正六边形right pentagon 正五边形right square prism正四棱柱right square pyramid正四棱锥right triangle/trai,aiηgel/ 直角三角形right-hand side (end) view右(端)视图riveted/rivet/ joint铆钉连接Rochwell hardness洛氏(HRC)硬度rolling bearing滚动轴承rolling element/eliment/ 滚动体root of thread螺纹牙底rough milling粗铣rough planning粗刨rough turning粗车round 外圆角round bar or rod iron圆钢(铁)棒钢round heads圆顶roundness (circularity)圆度row/rou/行deep groove/gru:v/ 槽ball bearing 深沟球轴承row thrust ball bearing推力球轴承RPM revolutions per minute 每分钟转数rubber/”rabe/粗纹锉刀ruling 用尺(画线)run-out line 过渡线rustless (stainless) steel不锈钢SS’FACE spotface 锪平、切鱼眼坑sand casting/ka:st/砂型铸造sandblast喷砂scale 比例SCR screw (screwed) 螺丝、螺旋、screw eye螺孔screw joint螺钉连接screw size螺纹规格screw螺钉(杆、丝、旋)SEC second (time) 秒second quadrant/”kwaodrent/第二象限secondary datum辅助基准SECT section 断(剖、截)面section (wall) thickness壁厚section iron型钢section view剖视图sectional assembly剖视装配图semicircle/”se,misekl/ 半圆serrated/se”reit/锯齿状的set screw 紧定螺钉SH sheet 片、张shaft-basis system of fits基轴制配合shaft/sha:ft/轴、杆状物shank/shaiηk/ diameter未制螺纹杆身部分的直径shaping machine planer牛头刨床shaping刨削shearer/”shie/剪、剪床sheathing/shi:θ/ nut套螺母sheet metal金属板、薄钢板shell/shel/ fastness set轴瓦固定套shock absorption/eb”sao:p shen/减震shoulder 轴肩side (end) view or profile plan侧(端)视图similar shapes类似形simplified representation简化画法single-star thread单线螺纹60? sealing pipe thread 60?密封管螺纹size 尺寸size dimension 定形尺寸skew or oblique plane倾斜面slacken /slai ken/放松sleeve/sli:v/轴套sliding/slaidiη/ (vernier)calipers/kai,lipe/游标卡尺sliding bearing滑动轴承slope/s,loup/ or incline 斜度slotted /slao:t/cheese/chi:z/ head screw开槽圆柱头螺钉slotted cone pointed set screw开槽锥端紧定螺钉slotted countersunk screw开槽沉头螺钉Slotted dog poin t set screw 开槽长圆柱端紧定螺钉slotted nut开槽螺母slotted pan head screw开槽盘头螺钉slotted round head screw开槽球头螺钉slot狭槽、沟、缝small thread小螺纹smooth turning光细车socket/saokit/ cap screw外舌止动垫圈spacer调整垫SPEC specification 规格、说明special thread特殊螺纹SPHER R spherical/sferikel/ radius 球半径SPHEREφspherical/sferikel/ diametr 球直径sphere/sfi/球体spherica球形的lSPHERφ spherical diameter 球直径spiral /spaie,rel/tap锥螺纹spline/splain/花键、止转楔spoke/spou,k/轮辐spotface锪平(切鱼眼、刮平孔口处) spotfacing tool 锪刀spray/sprei/ coating喷涂spray lacquer/”lai,ke/喷漆spring (lock) washer/”wao,she/弹簧垫圈spring seat弹簧座spring washer弹簧垫圈spring弹簧spur/spε:/ bevel gear直齿圆锥齿轮spur gear直齿圆柱齿轮spur pinion/pin,jen/直齿小齿轮spur rack/raik/齿条SQ FT square foot 平方英尺SQ IN square inch 平方英寸SQ or ? or ? square 平面(方)的、矩形square 方形square lined paper 方格纸square thread方形(矩形)螺纹SR spherical/sferikel/ radius 球半径standard drawing sheet sizes标准图纸尺寸standard screw标准螺纹standard tolerance标准公差STD standard 标准、规格STL steel 钢STL CSTG steel casting 铸钢straight knurling/nε:liη/ 直纹滚花straight line直线straight-linegeneratrix/”d3ene,reitriks/直母线straightness直线度straight-shank/shaiηk/ machine countersink/”kaunte,siηk/直沉孔钻stress concentration应力集中stretched/stre,ch/ length弹簧丝展开长度strong steel高强度钢structural/stra,kche,rel/ steel (iron)结构钢stud/sta,d/ joint螺柱连接stud双头螺柱stuffing or gasket/gai,skit/ material填料stuffing spacer/spei,se/填料垫subassembly drawing部件装配图super fine grinding/graindiη/超级精细研磨superposition solids/sao,lid/叠加体support支架surface roughness表面粗糙度surface texture/tek,sche/(charcteristics)表面质量特征surface treatment表面处理SWG standard wire gauge/gei,d3/ 标准线规symmetry/simi,tri/ line 对称线symmetry对称symmetry对称度synthetic/sin,θetik/ rubber合成橡胶TT- square 丁字尺tangency point 切点tangent/tain,d3ent/切线taper 锥度(形)taper angle 锥角taper external pipe thread圆锥外管螺纹taper fit锥形体配合taper internal pipe thread圆锥内管螺纹taper pin 圆锥销tapered roller bearing圆锥滚子轴承taper-shank countersink锥形沉孔钻tapping 开螺纹孔、攻丝tapping攻丝tee groove (slot) T形槽temper/tempe/回火ten-point height average不平度十点高度THD thread 螺纹、螺丝third angle第三角third quadrant第三象限thread 螺纹thread angle螺纹角thread chaser/chei,se/螺纹碾压thread connection螺纹连接thread end line螺纹终止线thread engagement group-normal 中旋合长度thread number线数thread pitch螺距thread symbol螺纹符号thread type螺纹式样threaded fasteners螺纹连接(紧固件) threaded rod螺杆three dimensional space三维空间three–projection drawing三面投影图three-view drawing三视图three-way union三通管接头thrust bearing 推力轴承thrust washer止推垫圈tighten紧固tin plating镀锡title block标题栏TOL tolerance 公差tolerance grade symbol公差等级代号tolerance on fit配合公差tolerance symbols公差符号tolerance zone尺寸公差带(公差带)tolerance尺寸公差(公差)tooth thickness齿厚tooth width齿宽top shell上轴瓦torsion//tao:she,n/ spring圆柱螺旋扭转弹簧torus/tao:res/圆环total depth齿高total runout全跳动TPI threads per inch 每英寸螺纹数TR traced/treis/ 描图traces of plane平面的迹线tracing paper 描图纸transition fit过渡配合transmission/trainz,mishen/ thread传动螺纹trapezoid/”traipi,zaoid/ or trapezium /tre”pi:ziem/梯形triangle /trai,aiηgl/三角形triangles 三角板triangular/trai”aiηgjule/ thread三角形(V)螺纹true angle实际夹角true distance实际距离true length实长true position位置度true shape实形truncated /traη,kit/right prism斜截正棱锥tumble/ta.mbl/滚turning车削twist /twist/drill/dril/麻花钻UU'CUT undercut 退刀槽、根切undercutting退刀(越程)槽.凹槽unit零(部)件、组合件upper deviation/di:viei”shen/上偏差upper limit上限(值)VValve/vail,/ core/kao:/阀芯valve cover阀盖valve handle阀杆valve seal阀封圈valve阀体vanishing/vai,nishη/ of thread螺尾vee block V形座(块)vertex/”ve:teks/顶点vertical/e:tikel/ line垂直线vertical milling立铣vertical plane垂直面verticality垂直性vice/vai,s/虎(台)钳Vickers hardness维氏(HV)硬度visibility test可见性判别visible edges and outlines 可见轮廓线V-perpendicular/pe:pendikjule/ line正垂线V-perpendicular plane正垂面Wwasher or spacer 垫圈(片)wear-resistant/ri”zistent/ metal耐磨金属web/web/肋(辐)板(条)weld/weld/焊接white metal白(铅锑锡)合金WI wrought/rao:t/ iron 熟铁、锻铁width of space齿槽宽wire diameter of spring线径woodruff key半圆键working drawing零件工作图worm/wao:m/ reduction gear蜗轮减速器worm wheel蜗轮worm蜗杆W-perpendicular line侧垂线W-perpendicular plane侧垂面XX-axis X轴YY-axis Y轴yellow metal黄金、黄色金属ZZ-axis Z轴zero line零线体验新版博客。
发动机止推片工艺流程

发动机止推片工艺流程As we delve into the manufacturing process of engine thrust blocks, it is important to understand the intricate steps and procedures involved in creating this crucial component. Engine thrust blocks play a vital role in the functionality and performance of the engine, providing support and stability to the various components within the engine system. These components must be manufactured with precision and accuracy to ensure optimal performance and efficiency.随着我们深入研究发动机止推片的制造过程,了解创造这个关键部件所涉及的复杂步骤和程序是很重要的。
发动机止推片在发动机的功能和性能中起着至关重要的作用,为发动机系统内的各个部件提供支撑和稳定。
这些组件必须精确制造,以确保最佳性能和效率。
The production of engine thrust blocks involves various stages, starting from the design phase to the final assembly of the component. The first step is to create a detailed design of the thrust block, specifying the dimensions, material specifications, and manufacturing processes required. This design is crucial as it servesas a blueprint for the entire manufacturing process, guiding the engineers and technicians in producing the component accurately.发动机止推片的生产涉及各个阶段,从设计阶段开始到最终组件的总装。
Lecture4ManufacturingProcess(制造流程)

4‐1 Lecture 4 Manufacturing Process(製造流程)• 4.1 Production Processes (生產流程)• 4.2 How manufacturing processes are organized• 4.3 Manufacturing process flow design (設計)• 4.4 Manufacturing layout (佈置)•性能指標:彈性、價格或成本、4-1 Production Processes (生產流程)•Lead time (前置時間): The time needed to respond to a customer order (訂單)•Customer order decoupling point (訂單分界點): where inventory is positioned in the supply chain to operate independently (獨立)4‐2Make-to-Stock (存貨生產)•Serve customers from finished goods (成品) inventory –Televisions, clothing, packaged food products •Balance: The level of inventory and customer service –Easy with unlimited (無限) inventory, but inventorycosts money•Use lean (精實) manufacturing to achieve higher service levels for a given inventory investment. (in LectureAssemble-to-Order (接單裝配)•Combine a number of preassembled modules (預先組成的模組) to meet a customer’s specifications (•Define a customer’s order in terms of alternative (供選擇的) components because these are carried in inventory–Dell Computer : 5 處理器⨯4 硬碟⨯6 螢幕= 120 種–Significant advantages: The customer order decoupling point from finished goods (120) to components (15).•One capability required is a design that enables as much flexibility (彈性) as possible in combining components.Make-to-Order/Engineer-to-Order •Make-to-Order (接單生產): Makethe customer’s product from rawmaterials, parts, and components–Boeing’s process for makingcommercial aircraft (飛機)•Engineer-to-Order (接單設計):Work with the customer to designand then make the product•Customer order decoupling pointcould be in either raw materials atthe manufacturing site or thesupplier inventory.4‐6 4-2 How manufacturing processesare organized (組織) (1)•Project Layout (專案佈置): The product remains in a fixed location–Manufacturing equipment is moved to the product.–例如蓋建築物、電影製•Workcenter(工作中心) (or job shop (零工式)): Similar equipment or functions are grouped together–Sometimes is referred to as a department and isfocused on a particular type of operation. 例如小量生產的玩具:進出貨、塑膠壓模、上色等4‐7 How manufacturing processesare organized (組織) (2)•Manufacturing cell (製造單元): A dedicated (特定) area where products that are similar(相同) in processing requirements are produced–例如金屬製造、電腦晶•Assembly line (裝配線): Work processes are arranged according to the progressive (累進的) steps by which the product is made 例如汽車•Continuous process (連續流程): Assembly line only the flow is continuous such as with liquids–例如煉油、飲料工廠Product–Process Matrix (產品─流程矩陣): Framework Describing Layout StrategiesBreak-Even Analysis (損益平衡分析)• A standard approach to choosing among alternative (不同的) processes or equipment (設備)•Example: Option (選擇) for obtaining a machine part –(1) Purchase (Buy) (購買) for $200, no fixed costs(固定成本)): Total Cost = $200 ⨯Demand–(2) Make the part on a lathe (車床) at $75 per unitwith fixed cost $80,000: Total Cost= Fixed (固定) cost + Variable (變動) cost * demand= $80,000 + $75 ⨯•(3) Make the part on a machining center (綜合加工機) at $15 per unit with fixed cost $200,000: Total Cost =$200,000 + $15 ⨯demandOptimal (最佳) Production•需求[0 B] 則買•需求[B A] 則車床生產(Next slide B = 640, A = •需求>A 則綜合加工機生產Break-even points (損益平衡點)4‐11•A:•B:•Profit (利潤) = Revenue (收入) -Cost (成本)—Assuming the part sells for $300 each—1000 units, maximum (最大) profit = point C -pointD (produced by lathe (車床)) (minimal (最小) cost)4‐12 4-3 Manufacturing Process FlowDesign•係指評估工廠內移動原物料、零件或組件等特定製程之方法•看課本中的圖:裝配圖(Assembly drawing),組裝程序圖(Assembly chart),路線表(Operation and route sheet),流程圖(Process flowchart)•Focus should be on the identification of activities (活動) that can be minimized or eliminated (消防)–Movement and storage–The fewer the moves, delays, and storage, thebetter the flow (SectionExample: Manufacturing ProcessAnalysis•Mold (鑄造) parts (MP), Purchase (買) parts from vendors (PP), Final assembly (FA) (圖下頁)•MP:–10 machines, produce 25 parts per hour per machine–Currently 6 workers. 4 more available•FA–15 workers (8-hr shift) move rate: 150 元件/ hr.–Could hire 15 more workers for a 2nd shift•See the book for cost structureMold (鑄造) partsPurchase partsfrom vendors Final assemblyMolded parts inventoryPurchase partsinventory FinishedgoodsExample Manufacturing Process Analysis:Process Analysis (2)•(d) 單位成本= Total Cost / Total output= (Variable cost * Output + Fixed cost ) / Output= Variable cost + Fixed cost / Output–固定成本:廠房租金,管理,設備折舊–變動成本:原物料,電費,勞動力,購買外部零件–(1) capacity 6,000 / week•Total cost = $6,670 (in the textbook)•Cost / unit = $6,670 / 6,000 =–(2) capacity 10,000 / week•Total cost = $10,350 (in the textbook)•Cost / unit = $10,350 / 10,000 =•量產以達到經濟規模:量大 固定成本除以輸出變小4.4 Facility Layout (設施佈置)•工業管理(或工業工程) 系一學期的課程•The process of determining placement of departments, workgroups within departments, workstations, machines, and stock-holding points within a facility •This process requires the following inputs:1.Specification (準則) of the objectives used to evaluate thedesign2.Estimates of product or service demand3.Processing requirements (需求)4.Space requirements for the elements5.Space availability within the facilityExample: Toy Factory•Goal is to arrange eight workcenters to minimize interdepartmental (各部門間的) handling cost.•Assume all workcenters(工作中心) have same space and fit in building.•All material is transported in standard crates (條板箱) by forklift (鏟車).•Transportation (運輸) costs are $1 to move between adjacent (毗連的) workcenters. Diagonal (對角) moves are permitted so that workcenters2 and 3 are considered adjacent (相鄰的)–Extra $1 for each workcenter in betweenInterworkcenter Flow, and Building Dimensions and Workcenters 4‐19InterworkcenterFlow GraphCost Matrix –First Solution (解)•Route 1 to 2: 175 ⨯1•Route 1 to 5: 30 ⨯•Route 1 to 6: 200 ⨯2 = 400 (對角移動)4‐20Second Solution by Intuition (直覺)•Original cost: 3474•Look at workcenter 1–工作站4 和6 對調,成本•工作站6 和7 距離加倍•8! (= 40,320) possible arrangements!4‐214‐22 Assembly-Line Balancing(裝配線平衡)•將所有任務指派至一系列的工作站,讓每一個工作站的作業時間不超過工作站的週期時間,使得所有工作站之閒置時間最少•Assign tasks to workstations such that the workstations have approximately (接近的) equal time requirements (需求).•某公司使用輸送帶進行裝配作業,每天需生產500 輛休旅車。
轻型发动机生产工艺流程
轻型发动机生产工艺流程英文回答:Lightweight Engine Manufacturing Process.The manufacturing process of a lightweight engine involves several key steps:1. Casting: The engine block and cylinder heads are typically made of aluminum or magnesium alloys. These metals are lightweight and have good thermal conductivity. The casting process involves pouring molten metal into a mold and allowing it to solidify.2. Machining: Once the castings are complete, they are machined to precise specifications. This includes boring the cylinders, grinding the crankshaft, and milling the various mating surfaces.3. Assembly: The machined components are then assembledinto a complete engine. This includes installing the pistons, connecting rods, valves, and other components.4. Testing: The engine is then tested to ensure that it meets the desired performance specifications. This includes testing for power, torque, and efficiency.5. Refinement: Based on the test results, the engine may be refined to improve its performance or reduce its weight. This may involve making changes to the design, materials, or manufacturing process.Advantages of Lightweight Engines:Lightweight engines offer several advantages over heavier engines, including:Improved fuel economy: A lighter engine requires less energy to accelerate and maintain speed.Reduced emissions: Lightweight engines typically have lower emissions of greenhouse gases and other pollutants.Enhanced performance: A lighter engine can improve the acceleration, handling, and braking performance of a vehicle.Challenges in Manufacturing Lightweight Engines:The manufacturing of lightweight engines presents several challenges, including:Material selection: Lightweight materials such as aluminum and magnesium are more expensive and difficult to work with than traditional materials such as iron.Casting and machining: The casting and machining processes for lightweight materials require specialized equipment and expertise.Assembly: Lightweight engines must be assembled with precision to ensure proper operation.Future Trends in Lightweight Engine Manufacturing:The future of lightweight engine manufacturing islikely to focus on the development of new materials, advanced manufacturing technologies, and innovative designs. These advancements will lead to even lighter and more efficient engines.中文回答:轻型发动机生产工艺流程。
Validation(有效性鉴定

Process Validation有效性鉴定P rocess V alidation 有效性鉴定About The Course关于该培训•Background for the training背景–P&G QAKE KE6•Not a Training but a forum讨论•Raise question any time欢迎提问•Time:2-3hrsObjective学习本课程要求达到的目标1.有效性鉴定的基本概念和其重要性2.有效性鉴定的种类和方法。
3.有效性鉴定系统和主计划4.编写与执行有效性鉴定协议草案与报告What is Validation?什么是有效性签定什么是有效性签定??•Validation is establishing documented evidence that a specific process will consistently produce a product meeting its pre-determined specifications and quality attributes.有效性签定是文件化地证实一个工艺过程能够持续地生产符合既定规格或质量要求的产品.ProcessMaterial Machine MethodProductEquipmentdesign features(e.g.ProcessConditions(e.g,temp,Physical property orfunction of material(e.g.,thickness,Actions criticalfor quality(e.g.,positioning,Skillsrelated toQ-TasksMachine Material Methods huMan What is Process?什么是工艺过程Why Important为什么有效性鉴定重要Cost(minimize re-work,reduce scrap)by process control成本(减少返工,报废)Those not be able to be verified by inspection某些不能事后检验Quality(guarantee quality product to the consumer–same quality every time)保证向用户提供优质稳定产品Speed to the market(do it right1st time)加速进入市场(一次做好)Regulatory Basis(the law)法规的需要»Food and Drug Requirement(Drugs&Devices)药品和医疗器械要求»Required by P&G(via the Key Elements)Any system that is designed to deliver specific conditions for the production of a specified product.任何设计用于为一个专门产品的生产提供专门条件的系统。
汽车配件制造厂制造流程

汽车配件制造厂制造流程Automotive Parts Manufacturing Process.The automotive parts manufacturing process is a complex and multi-step procedure that involves various stages, from raw material procurement to finished product assembly. Each stage requires specialized equipment, skilled labor, and stringent quality control measures. Here's an overview of the typical automotive parts manufacturing process:1. Raw Material Procurement:The first step involves sourcing and acquiring raw materials, such as steel, aluminum, plastics, and other components.Suppliers are evaluated based on factors like quality, reliability, and cost.2. Material Preparation:Raw materials are subjected to various preparatory processes, including cleaning, cutting, and shaping.These processes ensure that the materials meet the required specifications and are ready for further processing.3. Forming and Machining:The prepared materials are formed into specific shapes using techniques like stamping, forging, or casting.Machining processes, such as milling, drilling, and grinding, are used to achieve precise dimensions and tolerances.4. Heat Treatment and Coating:Heat treatment processes, such as annealing, hardening, and tempering, are applied to enhance the strength, durability, and wear resistance of the components.Protective coatings, such as painting or electroplating, are applied to prevent corrosion and extend the lifespan of the parts.5. Assembly and Testing:Individual components are assembled into sub-assemblies and then into complete assemblies, using various techniques like welding, riveting, and bolting.Rigorous testing is performed to ensure that the parts meet functional and performance requirements.6. Quality Control and Inspection:Throughout the manufacturing process, stringent quality control measures are implemented to ensure that the parts meet the specified standards.Inspections are carried out at various stages, using automated and manual techniques, to identify and rectifyany defects.7. Packaging and Shipping:Once the parts are thoroughly inspected and approved, they are packaged and shipped to the assembly plants or end customers.Packaging is designed to protect the parts during transportation and handling.中文回答:汽车配件制造流程。
生产车间产能分析报告(模板)

生产车间产能分析报告(模板)XXX ReportI。
XXX1.Standard for Booking Working TimeA) Planned Working HoursXXX: Net Available Working Hours = a*b*c*d*ea = Single Shift Time: Total time per shift - Total available hours per shift.b = Shifts: Represents the number of shifts for each process n per day.c = Operating Rate: (Total working hours - Invalid working hours) / Total working hours.d = Planned Maintenance Time: This is the length of time the machine is shut down for maintenance during each shift.e = Annual Attendance Time: Annual operating days - represents the number of days the process XXX).Note:1) Rest Time for Personnel - If the machine also s running during personnel rest。
enter the length of time the machine does not operate during each shift.2) n Example: Single shift of 8 hours。
2 shifts per day。
operating rate of 80%。
发动机产品研制流程

发动机产品研制流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!发动机产品研制流程一、项目启动阶段。
在正式开启发动机产品研制之前,有诸多准备工作需落实到位。
发动机主要零件制造工艺
发动机是加工要求较高的机械,它的制造质量直接影响产品性能水平和可靠性。
随着发动机趋于轻量化、结构简单化、性能优质化,发动机制造技术和工艺发生了很大的变化,高速、高效、柔性是制造技术发展的主要趋势。
% x" ?0 W1 v: ?2 O- V在世界发达国家,柔性加工在发动机制造业已获得广泛应用,为了适应大批量生产的需要,先后开发了可换箱式柔性制造单元(FMC)和多台加工中心组成的柔性加工系统(FMS),适应不同品种和批量的制造业需要。
由于CNC控制系统的推广和刀具新材料的开发,高速模块化加工中心在90年代取得突破性进展,由高速加工中心组成的柔性加工系统也已用于实际生产。
! B2 R1 N4 K& n5 & h- {0 u主要零部件加工工艺机体、缸盖等箱体类零件的机械加工三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa3 G' D/ g# ^4 T+ w"先进的机体、缸盖生产线是由数控机床和加工中心组成的柔性生产线,刚性生产线已逐步被淘汰。
三维网技术论坛4 ?* M3 A& [# X5 P; t平面加工三维|cad|机械汽车技术|catia|pro/e|ug|inventor|solidedge|so lidwor s|caxa" J) @" X4 K* `三维网技术论坛 ^) L3 f, c+ y! b' N5 j" @1 D由于机床结构的改进,机床的刚度、强度、减振明显提高,刀具结构的改善(广泛采用密齿刀盘)、深层硬质合金刀片、陶瓷刀片等先进刀具推广应用,使铣削进给量最高可达2000-4000mm/min (中国目前亦可达到500-1500mm/min),以铣削代替平面拉削已成为当今世界平面加工的一种发展趋势。
目前在中国各发动机制造厂采用高强度、高刚度的组合铣床,应用密齿刀盘、涂层硬质合金刀片进行大平面的铣削加工已获得广泛推广应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Manufacturing ProcessesContents:Introduction 2 Engine block 2-4 Crank Shaft 5-9 Connecting rod 10-14 Conclusion 15 Appendices 16Introduction:There are thirteen parts in the engine as shown in above figure, I will discuss three parts of the engine. Engine block, Crankshaft and Connecting rod.In the following section, I will discuss the function, material used, mechanical properties of the part, the quality requirements and the process used of producing those parts.Engine block:1-1 Description:The Engine Block is a single unit that contains all the pieces for the engine. The block serves as the structural framework of the engine and carries the mounting pad by which the engine is supported in the chassis . The block is made of cast iron and sometimes aluminum for higher performance vehicles. The engine block is manufacturedto withstand large amounts of stress and high temperatures.1-2. Production requirements:The Internal design of the engine block must be extremely precise, because all parts must fit and be able to function properly once the entire engine is assembled. The outside design of the engine only has to fit fewer requirements like attaching to the car properly. Engines are made in all different shapes and sizes to fit inside the frame of the car, therefore a company must be able to manufacture many different engine block designs yet keep up with product demand. There are 6000-8000 engine blocks made a day at a highly qualified company, this may be for many different models.1-3. Process Requirements:The Engine block goes through two manufacturing processes before it is ready for assembly. The first process is die casting manufacturedusing cast iron. The strength of the piece depends on the type of iron used and if any other materials are added. The higher strength iron alloys can include Molybdenum, Chrome or Copper for increased strength.For the engine block the hot-chamber process is used. This process uses a die cut into three parts then combined using a large amount of pressure and temperature. Two parts of the die will contain extrusions to produce holes and cavities. This eliminates much machine process and saves time. Then all the die parts are forced together with the material inside to produce the engine block cast. Once the part has been casted then cooled (using a chill plat) the second process may be preformed. This processes is machining and is very important the overall performance of the engine.The first machining process is to bore out the cylinders for the pistons and then for the camshaft. Next the cylinders need to be sleeved; this provides the surface with a small gradient to trap an oil film. The next operation is to grind down and area for the bearing to set in, this does not have to be surface finished because bushings will be set down in first. The next operation is end milling. This will provide a smooth surface finish for the joining of the oil pan, the crankshaft cap and areas for mounting. The final operations include drilling, reaming and taping. These provide locations for the engine block to be mounted.Crankshaft:2-1. Descriptions:All the pistons in the engine are connected through individual connecting rods to a common crankshaft. The crankshaft is located below the cylinders on an in-line engine,at the base of the V on a V-type engine and between the cylinder banks on a flat engine. As the pistons move up and down, they turn the crankshaft just like our legs pump up and down to turn the crank that is connected to the pedals of a bicycle.The materials used in producing crankshaft including cast iron and steel. It depends on manufacturer and the strength needed. For racing car, steel will usually be used. It is used for transform the rotation of the cylinder due to the combustion process that take place in the engine.2-2. Product requirement:The quality requirement of crankshaft is high. It need high precisions because it used to transform the rotations, it should precisely produce such that that it can transmit that rotation correctly. The production amount of crankshaft depends on the manufacturer, however, since it is a replaceable part for engine, some producer actually producing more. The production rate depends on the process used and the crankshaft usually can be produce using two methods, such as expandable pattern casting (lost form) and forging. Here we will just discuss the forging process.2-3. Process used:The process use in the production of the crankshaft is bulk deformation process called the forging process. Crankshafts are a high cost replacement item.1. Forged and precision machined from premium, high strength steel.2. Heat treated by hardening process for high strength and outstanding wears characteristics.3. Journals are finish-ground and polished assuring ultimate smoothness for less internal friction and long bearing life.4. All crankshaft are precision balanced, both statically anddynamically to provide long life.The forging process is a process of processing work piece having a relatively small surface area-to-volume ratio. It is a process by which plastic deformation of the work piece is carried out by compressive forces. Forging is one of the oldest metalworking operations known. This process can be carrying out at room temperature or at an elevated temperature. Called the hot forging or the cold forging. This process is being chosen to produce the crankshaft is because it gives high precision and also harden the material either by hot work or cold work.The production of the crankshaft involves several different stages so to get the desired shape. These steps are describe in the following diagram:Figure 2. Intermediate stages in forging a crankshaftThese steps is needed because the proper design of the forging dies and selection of die materials required considerable experience and knowledge of the strength and ductility of the workpiece material, its sensitivity to strain rate and temperature, and its frictional characteristics. From Figure 2, we can see that there are five passes in the forging process of a crankshaft. These intermediate stages are important for distributing the material and filling the die cavities properly.The materials use in the production of crankshaft depends on its application. For best performance, the crankshaft is made by steel using the forging process. For some application, the crankshaft can be produce by casting process and the material used can be cast iron. For crankshaft produced using casting process, the following requirement must be made:1. Upgraded Nodular cast iron 80-60-06 to be selected for material which metal microstructure consists of pearlite iron 80 to 90%, graphite type over grade 2 and size over grade 3.2. All casting pieces are instruments checked for pearlite and graphite. The deflection of straightness of casting piece should not be over 5/1000". Ultrasonic inspection for internal defect is an essential process for every casting piece to eliminate any internal defective.3. All journals' radius is enlarged to eliminate stress spots and surface micro polished to 0.25 um. The roundness & size of every journal designed to be accurate to .0001". Magnaflux inspection on all journal surfaces upon completion of machining to ensure perfection.The material use in the crankshaft is AISI 5140 steel is a medium carbon with chromium. Chromium has a twin effect on steel, acting as a carbide former. This improves the harden ability, allowing deeper hardening with less quenching medium.Chromium also improves the corrosion resistance better than plain carbon steel. Currently, to produce a very good quality crankshaft, the manufacturing process of every crankshaft involves 9 basic operations: Magnafluxing, larger journal radius, main side grinding, flywheel flange grinding, oil holes chamfering, journal micro-finishing, and ultrasonic testing. Also, All journals are induction hardened to HRC 55 and above for high performance applications.Connecting rod and rod cap:3-1 Description:Connecting Rods are forged for high strength and toughness. They are hardened and machined to close tolerances to ensure straightness, correct weight and alignment.The connecting rod purpose is to link the piston and crank shaft together. Thus the work done by the piston is transferred to the crank shaft, minus the frictional forces acting on this subsystem. The rods are made of forged steel and have secondary machining operations on critical diameters. Due to the majority of work being doneby the piston, the connecting rod must have a strong compression strength. There are very minimal tensile forces acting on the rod, and they only last for a fraction of a second. The forged steel rods have been strain strengthen during their multiple step formation process.3-2. Production requirements:Rod compression strength is of the up most importance. Failure of a rod can puncture a hole in the engine block. The forging process then is ideal for production because of adding strain strengthening and allowing for high production quantities. The type of forging process most likely utilizes a hot closed die followed by secondary machining operations. There are the same amount of connecting rods in an engine as pistonsa. Forging process results in exceptionally high strength and durability.b. Hardening and machining to close tolerances ensure straightness, correct weight and alignment for smooth operation.c. Tight piston pin and crankshaft bore tolerances provide an exact fit with other components for top performance and long life.d. Endurance testing—up to four million cycles under normal loads—ensures durability.Power Engine Part's Chrome Nickel Moly Steel Racing Rods are manufactured from the highest aircraft quality Chrome Moly Steel using precision engineering techniques for Racing and High performance applications.Rods and Caps are separately forged from Aircraft Quality Chrome Moley Steel to obtain optimum grain flow. The AUTOCAD 14 blue print allows the super racing rods to fit into any stroke. All big and small ends are finished with SUNNEN cross grind. All cap screws are specially designed and manufactured for C.A.T. by ARP for stroker application.1. A18 aluminum bronze wrist pin bushings are made to withstand higher impact force. A third hole drilled at end of the bushing releases any air pockets from the bushing.2. Rods and caps are forged separately from the highest quality steel to obtain optimum grain flow.3. Surface hardness HRB 228-269 to ensure higher tensile strength.4. All rods have been treated with magnaflux inspection, stress relieve, and shot peening.5. Weight control for each rod within five(5) gram tolerance, and balanced for every set within eight(8) grams tolerance.6. ARP bolts with tensile strength over 190,000 PSI.7. Center to Center precision manufacturing with tolerances within 0.001" to obtain the best possible performance.3-3. Process Description:The process used in manufacturing the connecting rod and caps are forging as we have discussed before in the process of manufacturing the crankshaft. Starting with a heated rod blank an initial form is given to the rod. After two to three more dies the final shape of the rod is completed. However the flashing must be trimmed by yet another die which shears off the rough edge and produces two holes in either end of the rod. One large hole for connection to the crank shaft and a second smaller hole for connection to the piston pin. The process of this forging process are shown in Figure 3.Figure 3. Forging process for producing a connecting rod.The final operations are done using machining procedures. First the large and small holes are milled by a tool in a similar fashion to drilling but more precise. Then the two raised edges surrounding the holes are milled flat and are perpendicular to the length of the hole. Most likely a milling and drilling operation are happening at the same time for the connecting rod bolts which are used to hold the next operation pieces together. In order for assembly the larger of the two holes is cut in half. The cut is made perpendicular to the length of the rod and must have a good surface finish so as not having to need any more machining. Finally the small and large holes are ground leaving a very smooth surface finish. However grinding the ID of large hole is some what more complicated because there are two pieces. Using automation the two pieces are held together while grinding takes place.Not mentioned in description of the rod is that when forming the part, the larger hole must be elliptical. When the cutting of the large hole occurs some material is removed and this needs to be compensated for. The amount of the larger diameter minus the minor diameter is roughly the amount of material that can be allowed for cutting the larger hole in half.Conclusion:Many process are used to produce parts and shapes. There is usually more than one method of manufacturing a part from a given material. The manufacturing process to produce a particular part involves many considerations. Some of these considerations include cost, appearance, volume of production, application of the material, and many other issues. In this report, I try my best to find out the best method to produce the parts in a engine. Also, we need to know that manufacturing process of parts keep changing because new technology showing up. And a good method to produce one part today may not be a good method tomorrow since technology keeps improving.Manufacturing is a process of converting raw material into produce that is useful. A key task for manufacturing engineering is to select an optimal manufacturing method among multiple alternatives, given product design goals, process capabilities, and cost considerations. Beside this, the selection of materials for different parts is also important in determining a best manufacturing process.In writing this report, I have learned the various possible process to produce a part. It all depends on the manufacturer and also the material used.Appendices://Products.htm/facts/wwhy2.htm/harmonic_balancers.htm /case_studies/allen.htm /faq/introduction/whatis.htm /catalog1382.html/vprocess.htm/metalcastprocess.htm/forging.html。