工艺流程图制作软件
画管道工艺流程图的软件

流程图制造软件是一款用于制造各种流程图,同时兼具跨渠道,云贮存,分享功能的专业流程图制造软件。
操作简略,功能强大,非常简略完成可视化、分析和沟通杂乱信息。
软件内置海量精美的流程图模板与图库,帮助你轻松制造项目办理流程图,程序流程图,作业流程图,进程流程图等。
首先需要使用下载正版的亿图图示软件,用户在网站上下载的都是“试用版”,因此,需要购买之后,才能成为正式版。
在下载安装之后,首先需要注册一个账户。
注册账户也很简单,只需填写用户名、密码这些就可以了。
之后,在“帮助”菜单下,点击“激活”按钮,就可以进行购买了。
购买之后,获得产品密钥,也就是激活码。
有了激活码,就可以使用了。
下面来介绍详细的使用方法。
第一步,需要启动亿图图示。
之后,从预定义模板和例子中,选择思维导图。
从右侧选择一种思维导图类型,双击图标。
在打开模板或者实例的时候,相关的符号库就会被打开。
拖拽需要的形状符号到绘图页面。
丰富的预定义模板库让用户绘制图形无需从头开始,只要轻轻的拖曳即可做出漂亮的图形。
系统提供的实例模板库,让您思路开阔,在绘图时不断学习进步。
模板形状库中全部矢量绘图,缩放自如,支持插入其它格式的图形和OLE对象,最大限度地减少用户输入量。
第二步,添加主题。
通过用浮动按钮添加:点击浮动按钮右侧功能键进行添加。
软件界面左侧的符号库中有内置的图形符号,根据需求选择相对应的图形,直接拖拽至绘图界面即可。
只要该图形拖拽至需要吸附的主题附近,然后松开鼠标就会自动吸附了。
第三步,通过“思维导图”菜单栏进行编辑。
插入主题或者副主题:选中需要添加主题或者副主题的图形,点击“插入主题”或者“副主题”即可。
插入多个主题:选中需要插入的图形,点击“添加多个主题”,然后在弹出的文本框中输入需要添加的主题名称,一行代表一个主题。
插入关系。
点击“插入关系”后,将鼠标移动至绘图界面,当鼠标靠近主题或者副主题附近时,会出现许多的连接点,只要将鼠标移动至需要添加的连接点上,就会出现红色的标识,如下图所示,然后点击鼠标左键并移动至下一个连接点,再放开鼠标即可。
做工艺流程最好使用的软件
做工艺流程最好使用的软件1. 概述工艺流程是制造产品时必不可少的一环,合理的工艺流程设计可以提高生产效率和产品质量。
为了提高工艺流程的设计效果,选择一款优秀的软件工具非常重要。
本文将介绍几款最适合用于制作工艺流程的软件,并列出它们的特点和优势。
2. Microsoft VisioMicrosoft Visio是一款强大的图表和矢量图制作软件,被广泛应用于绘制工艺流程图和流程图的设计中。
它提供了丰富的工艺流程图形元素库,包括流程框图、流程图、矢量图形等。
以下是Microsoft Visio的一些特点: - 简单易用:Microsoft Visio提供了直观的用户界面,方便用户快速上手。
- 多种图表类型:除了工艺流程图,Microsoft Visio还支持绘制其他类型的图表,如组织结构图、流程图、地图等。
- 支持多种文件格式:Microsoft Visio可以导出为多种文件格式,包括PDF、JPEG、PNG等,便于在其他应用程序中使用。
3. LucidchartLucidchart是一款基于云端的在线图表制作软件,提供了强大的工艺流程图制作功能。
以下是Lucidchart的一些特点: - 实时协作:Lucidchart支持多人实时协作,多个用户可以同时编辑同一个工艺流程图,实时查看对方的修改。
- 强大的自动布局功能:Lucidchart具有自动布局功能,可以自动调整图表中的元素位置,减少用户手动调整的工作量。
- 与其他工具的集成:Lucidchart可以与其他办公软件(如Google Docs、Microsoft Office)进行无缝集成,方便在不同软件之间进行数据共享和传递。
4. Edraw MaxEdraw Max是一款专业的图表制作软件,拥有丰富的工艺流程图形元素和模板库。
以下是Edraw Max的一些特点: - 多平台支持:Edraw Max可在Windows、Mac、Linux等多个操作系统上运行,用户可以根据自己的需要选择合适的平台。
pidCAD简介

1、PIDCAD软件简介PIDCAD是深圳维远泰克科技有限公司专为工程技术、设计院设计人员、大中专院校师生、管道安装施工人员设计的,用于化工工程设计、管道&仪表工艺物料流程图绘制的工具软件。
PIDCAD软件无论是在图上添加设备、仪表绘制管线、安装阀门、管件,还是添加管线拌热、标示管线号、管内介质流向等,都是非常简便快捷,功能多达600多项;并按行业标准,建有国家标准图幅库、设备符号库、阀门库、仪表库。
是从事工程设计时不可多得的助手;利用其绘制的工艺物料及管道、仪表流程图。
2、主要特点操作简单易学,界面美观,600多项功能绘制流程图方便、快捷 自动统计各种材料表,自动记忆输入内容行业标准图幅图库用户可自行定义任意大小的图幅及各种标题栏完善的设备绘图功能,绘制的各种图符均带有属性用户通过定制工具可自行添加任何设备,自定义各种设备的属性 方便的图层设置功能,用户可随意选择不同的图层放置。
结合我公司的PIDMIS系统,可实现各种工艺技术资料的无缝化数字化管理3、软件功能600多项功能,绘制各种与管道、阀门、设备、仪表有关的流程示意图;快速设计、绘制新建装置的工艺管道、仪表流程图;快速绘制、复原原有装置及其流程图(含工艺物料平衡图和工艺管道、仪表流程图),建立永久的电子版流程图、电子工艺档案库; 在PIDCAD绘制的工艺管道、仪表流程图上,,结合本公司开发的Pidmis软件,建立工厂设备管理信息库、仪表管理信息库、工艺参数管理信息库,实现工厂图纸、资料的电子信息化管理;记忆用户输入数值,方便工厂技术改造、大修、备件采购的信息化管理;根据用户自己的需求,制作各种自定义图符,扩充系统的预定义图库。
管线数据扩展功能,图纸上管线的基本属性数据管理。
在绘图中,阀门、管件、仪表移动或者删除后管线自动闭合;设备移动管线可以自动跟踪连接。
阀门、管件、仪表可以自动替换并且可以连续插入,并且可以批量自动替换。
阀门,管件等自动标注,并且实现阀门管件以及标准的对齐。
绘制工艺流程图的软件
绘制工艺流程图的软件如今,在各个行业中,绘制工艺流程图已经成为一个非常重要的工作环节。
绘制工艺流程图可以帮助人们更好地理解产品的生产过程,提高生产效率并确保产品的质量。
为了满足企业和个人对绘制工艺流程图的需求,许多软件公司开发出了各种各样的绘图软件,其中一款比较受欢迎的软件是Microsoft Visio。
Microsoft Visio是一款专业的绘图软件,它拥有丰富的绘图工具和大量的模板,可以用于绘制各种类型的图表,包括工艺流程图。
这个软件的界面简洁,易于操作,即使对于不熟悉绘图软件的人来说,也能够快速上手。
使用Microsoft Visio绘制工艺流程图非常简单。
首先,在软件的起始界面上选择“新建”来创建一个新的绘图文件。
然后,在弹出的模板选择窗口中,选择“流程图”或“工作流程图”模板。
这些模板已经预先设置好了各个元素的形状和连接方式,可以帮助你更快地绘制工艺流程图。
在选择了模板之后,你可以开始在画布上绘制各个元素,如流程框、连接线、标记等。
Visio提供了丰富的绘图工具,可以根据需要改变元素的大小、形状和样式,并在元素上添加文本和图形,以便更好地表达流程的含义。
除了基本的绘图工具之外,Visio还提供了一些高级功能,能够让你更加方便地绘制工艺流程图。
比如,你可以使用自动连接工具来快速连接各个元素,使用比例尺和网格来精确地布局元素,使用层级图来组织和管理复杂的流程图等等。
这些功能不仅可以提高你的绘图效率,还可以提供更好的用户体验。
在绘制工艺流程图的过程中,Visio还提供了一些实用的协作功能。
比如,你可以将绘制好的流程图导出为各种格式的文件,如PNG、JPG、PDF等,以便与他人共享和打印。
此外,Visio还支持与其他Microsoft Office软件的无缝集成,可以将绘制好的流程图直接插入到Word、Excel和PowerPoint中,方便进行编辑和演示。
总的来说,Microsoft Visio是一款功能强大、易于操作的绘图软件,适用于各个行业和个人的绘制工艺流程图的需求。
工艺流程图cad
工艺流程图cad工艺流程是指在制造产品过程中,按照一定的程序和规范,对原材料进行一系列加工和处理的过程。
CAD(Computer-Aided Design)即计算机辅助设计,是利用计算机技术辅助进行产品设计和制造的一种工具。
下面我将为您介绍一篇关于CAD工艺流程图的文章。
CAD工艺流程图是指利用CAD软件绘制的工艺图。
主要包括产品设计、制造加工以及成品质量检验等环节。
下面我以制造汽车零部件为例,简要介绍CAD工艺流程图的绘制步骤。
第一步:产品设计。
首先,设计师需要根据零部件的功能要求,绘制出产品的设计草图。
这一步可以通过手绘或者CAD软件进行。
CAD软件的使用可以大大提高设计效率和精度。
第二步:CAD建模。
设计师利用CAD软件对产品进行三维建模。
通过输入相关参数和处理零部件的外观和内部结构等细节,绘制出完整的三维模型。
这一步需要设计师熟练掌握CAD软件的各种功能,以及对产品的深入了解。
第三步:CAD分析。
在完成建模后,设计师可以利用CAD软件进行各种分析。
例如,通过应力分析,设计师可以评估零部件在受力情况下的强度和稳定性。
此外,还可以进行动力学分析,评估零部件的运动性能等。
第四步:制造加工。
在完成产品设计和分析后,设计师将根据三维模型,输出相应的工艺流程图。
工艺流程图可以包括各个加工工序和加工参数等信息。
这有助于生产部门按照流程进行零部件的制造和加工。
第五步:成品质量检验。
当零部件制造完成后,需要对成品进行质量检验。
利用CAD软件可以进行测量和检验工艺,精确评估零部件的尺寸和形状等。
通过CAD软件的帮助,可以大大提高质量检验的精度和效率。
综上所述,CAD工艺流程图在制造过程中起着重要的作用。
它可以帮助设计师进行产品设计和分析,提高工艺流程的规范性和准确性。
这一过程不仅可以节约时间和人力资源成本,还可以保证产品质量的稳定性和一致性。
因此,CAD工艺流程图在现代制造行业中得到了广泛的应用。
visio工艺流程图

visio工艺流程图Visio工艺流程图是一种用于描述工艺流程的视觉化工具,可以有效地展示产品从原料到成品的全过程。
下面我们以一个制作蛋糕的工艺流程为例,简单介绍一下如何绘制一个700字的Visio工艺流程图。
首先,打开Visio软件,选择“创建新文档”并选择“活动图”模板。
在绘制界面上,我们可以看到左侧的工具栏,其中包括各种常用的图形和符号。
在右侧的属性窗口中,可以对所绘制的图形进行编辑和设置。
接下来,我们来绘制一个蛋糕制作的工艺流程图。
首先,在绘制区域中央放置一个正方形,代表蛋糕的开始。
给该正方形添加文本标签“开始”。
然后,我们需要确定蛋糕制作过程中的每个环节。
通常,制作蛋糕的工艺流程包括准备材料、混合材料、烘烤蛋糕、冷却蛋糕、装饰蛋糕等环节。
我们可以使用Visio中的矩形工具,绘制这些环节的图形,并给它们添加相应的文本标签。
接下来,根据工艺流程的先后顺序,使用Visio中的连线工具,将各个环节连接起来。
例如,从“开始”环节连线至“准备材料”环节,再从“准备材料”环节连线至“混合材料”环节,以此类推,直至“装饰蛋糕”环节。
可以使用直线、曲线或折线来绘制连线,并在连线上方添加箭头,表示工艺流程的方向。
在绘制连线的过程中,还可以使用Visio的文本工具,在各个环节之间添加详细的说明和备注,例如在“混合材料”环节上方加上“将面粉、牛奶、鸡蛋等材料混合均匀”等文字。
此外,我们还可以使用Visio中的图形工具或符号库,添加一些附加信息,例如表示时间的符号、表示温度的符号等,以更加直观地展示工艺流程中的关键参数。
最后,在绘制完成后,我们可以对绘制图形进行进一步编辑和调整,例如改变样式和大小,并添加背景、颜色等效果,使工艺流程图更具吸引力和可读性。
绘制700字的Visio工艺流程图的过程中,我们需要保持图形简洁明了,文字表述准确清晰。
图形布局和连线要合理,使得整个工艺流程图能够一目了然地展示出产品的制作过程,帮助人们更好地理解和掌握该工艺流程。
工艺流程画图工具
工艺流程画图工具工艺流程图是指用图形形式表示出某一产品或产品的生产过程的工艺信息。
它主要采用图示的方式,以流程图或设备特性图为基础,并配以文字说明,将产品加工过程中的工艺参数、生产步骤、设备连接、材料流向等重要信息直观地体现出来。
工艺流程图不仅可以帮助人们更好地理解和掌握某一产品的生产过程,还可以用于工艺的设计、排程和优化等工作。
目前,有许多工艺流程画图工具可以帮助工程师和设计师绘制工艺流程图。
下面介绍一种常用的工艺流程画图工具——Microsoft Visio。
Microsoft Visio是微软公司开发的一款专业绘图工具,广泛应用于流程图、组织结构图、网络拓扑图等的绘制。
在制作工艺流程图时,可以充分利用Visio的优势进行操作。
首先,打开Visio软件,在左侧的模板选择栏中找到“流程图”模板。
点击“流程图”模板后,会有多个可供选择的图表类型,你可以根据自己的需要选择一个或多个图表类型。
然后,在画板上开始绘制工艺流程图。
可以通过使用Visio提供的各种形状库,来绘制不同功能的图形。
比如,可以在“基本流程图形状库”中选择直线、箭头等基本图形,用来表示两个工序之间的连接关系。
在“流程图”库中,可以选择各种图形,如矩形、椭圆等,用来表示加工设备、储存仓库等不同物体。
在“流程图形状库”中,则可以选择用来表示特定工序或操作的图形,如变换、决策等图形。
通过拖动并放置这些图形到画板上,可以灵活地组织和构建工艺流程图。
接下来,对绘制的图形进行编辑和调整。
Visio提供了一系列的编辑工具和属性设置,可以对绘制的图形进行大小、颜色、文本等方面的调整。
例如,可以选择一条连线并调整其长度,或者选择一个矩形并更改其填充颜色。
此外,还可以对图形上的文本框进行编辑,添加相应的文字描述。
最后,添加必要的文字说明。
在工艺流程图上,可以使用Visio提供的文本框工具,添加文字说明。
可以在图形内部或外部的空白区域添加相应的文字,对工艺流程进行解释、说明和注释。
工艺流程图用什么画
工艺流程图用什么画工艺流程图是一种图形化的描述工艺过程的工具,用来展示材料、工具与操作之间的关系。
常用的工具包括绘图软件、流程图软件以及在线工具等。
其中,绘图软件如Photoshop、CorelDRAW等侧重于绘制图形和图像处理,流程图软件如Visio、Draw.io等专注于流程图的制作,而在线工具如Lucidchart、Creately等则提供了一系列的预设符号和模板,方便用户快速绘制工艺流程图。
在选择工艺流程图绘制工具时,需要根据具体需求和个人熟练程度作出选择。
如果对图像和图形处理较为熟悉,可以选择使用绘图软件,通过手绘或者使用绘图工具绘制符号、图形,然后对其进行编辑和调整,得到满足需求的工艺流程图。
如果对流程图制作比较陌生或者需要频繁使用,可以选择使用流程图软件,通过拖拽符号、连接线来实现图形的绘制,直观简单。
而在线工具则能够提供大量的预设符号和模板,用户只需要选择和拖拽符号,然后根据需要进行编辑和调整,即可得到工艺流程图。
在绘制工艺流程图时,需要注意以下几点:1. 简洁明了:工艺流程图应该尽量能够清晰地传达信息,符号简洁明了,不会引起误解。
2. 逻辑严谨:工艺流程图应该按照工艺流程的逻辑顺序绘制,从左到右或从上到下的方式都可以,确保整个工艺流程的顺序一目了然。
3. 符号标准:使用符合行业标准的符号,确保流程图的可读性和理解性。
4. 标注明确:对于一些重要的步骤或者关键参数,需要进行明确的标注,如加工时间、加工温度等。
5. 美观整洁:工艺流程图应该有良好的视觉效果,界面整洁、符号位置合理,避免交叉线、重叠符号等导致的信息混淆。
总结来说,在选择绘制工艺流程图的工具时需要根据需求和熟练程度作出选择,同时在绘制过程中注意简洁明了、逻辑严谨、符号标准、标注明确和美观整洁等要素,这样才能绘制出高质量且易于理解的工艺流程图。
工艺流程图制作软件
工艺流程图制作软件工艺流程图是指用图形符号表示工艺流程的图示。
工艺流程图制作软件是指专门用于绘制工艺流程图的软件工具。
随着工业技术的不断发展,工艺流程图制作软件在工业生产中起着越来越重要的作用。
本文将介绍工艺流程图制作软件的功能、特点以及使用方法。
首先,工艺流程图制作软件具有丰富的功能。
它可以实现各种工艺流程图的绘制,包括流程图、管道图、设备图等。
同时,它还可以实现对图形符号、文字、颜色等元素的灵活编辑,满足用户对工艺流程图的个性化需求。
此外,工艺流程图制作软件还可以实现对图纸的管理、存储和共享,方便用户进行文件管理和团队协作。
其次,工艺流程图制作软件具有易学易用的特点。
它采用直观的操作界面和简单的操作流程,使用户能够快速上手,轻松绘制出符合要求的工艺流程图。
同时,它还提供了丰富的模板和样式库,用户可以直接使用已有的图形符号和样式,省去了用户自行绘制的时间和精力。
最后,我们来看一下工艺流程图制作软件的使用方法。
首先,用户需要打开软件,并选择新建一个工艺流程图文件。
然后,用户可以根据实际需求选择相应的模板或样式,开始绘制工艺流程图。
在绘制过程中,用户可以通过拖拽、复制粘贴等操作,快速完成图形符号的排列组合。
同时,用户还可以对文字、颜色、线条等进行编辑,使工艺流程图更加清晰和美观。
最后,用户可以保存和导出工艺流程图文件,以便后续的使用和分享。
总之,工艺流程图制作软件是一款功能丰富、易学易用的软件工具,它为工业生产提供了便利和支持。
希望本文的介绍能够帮助大家更好地了解工艺流程图制作软件,并在实际工作中加以应用。
PIDCAD简介 工艺流程图绘图软件
PIDCAD简介
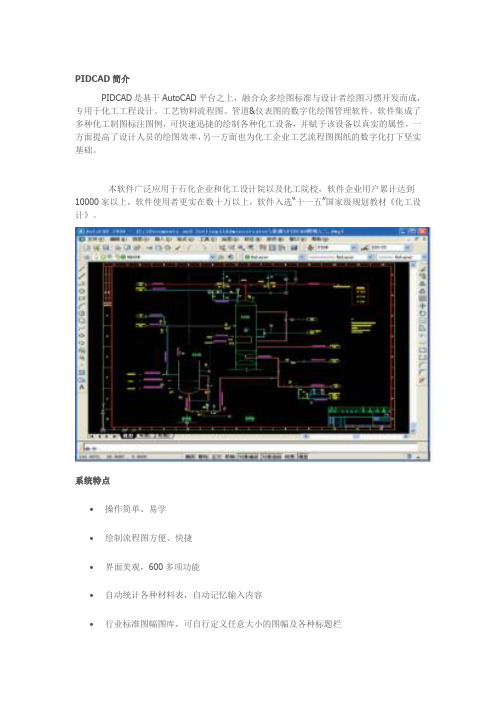
PIDCAD是基于AutoCAD平台之上,融合众多绘图标准与设计者绘图习惯开发而成,专用于化工工程设计、工艺物料流程图、管道&仪表图的数字化绘图管理软件。
软件集成了多种化工制图标注图例,可快速迅捷的绘制各种化工设备,并赋予该设备以真实的属性,一方面提高了设计人员的绘图效率,另一方面也为化工企业工艺流程图图纸的数字化打下坚实基础。
本软件广泛应用于石化企业和化工设计院以及化工院校,软件企业用户累计达到10000家以上,软件使用者更实在数十万以上,软件入选“十一五”国家级规划教材《化工设计》。
系统特点
∙操作简单、易学
∙绘制流程图方便、快捷
∙界面美观,600多项功能
∙自动统计各种材料表,自动记忆输入内容
∙行业标准图幅图库,可自行定义任意大小的图幅及各种标题栏
∙完善的设备绘图功能,绘制的各种图幅均带有属性
∙专业的定制工具,可自行添加任何设备,自定义各种设备的属性
∙方便的图层设置功能,可随意选择不同的图层放置各种管线并进行管理∙结合PIDMIS系统,可实现各种工艺技术资料的无缝化数字管理。
aspen工艺流程图制作方法与注意事项
aspen工艺流程图制作方法与注意事项嘿!今天咱们就来好好聊聊“Aspen 工艺流程图制作方法与注意事项”!首先呀,咱们得清楚什么是Aspen 工艺流程图。
这可真是个重要的玩意儿!它就像是一个工厂的“地图”,能清晰地展示整个工艺流程中各种物料的流动、设备的运行以及能量的交换等等。
那么,制作Aspen 工艺流程图的方法有哪些呢?哎呀呀,第一步就是要对整个工艺流程有深入的理解。
你得知道每个环节是怎么运作的,物料从哪儿来,又到哪儿去,这可马虎不得呢!然后呢,打开Aspen 软件,选择合适的模块和组件。
这就好像搭积木一样,得选对了“积木块”才能搭出漂亮的“城堡”。
在绘制流程图的过程中,线条的流畅和清晰至关重要!不能弯弯曲曲、断断续续的,让人看得眼花缭乱。
还有呀,各种设备的图标要标准规范,尺寸比例也要合适。
如果图标画得歪歪扭扭、大大小小,那可就太糟糕啦!接下来,咱们说说注意事项。
哇!这可不少呢!首先得注意物料平衡,进出系统的物料量得算清楚,不然整个流程就会出大问题!还有能量平衡,这也是不能忽略的。
另外,设备的参数设置要准确无误。
要是把参数搞错了,那得出的结果可能就南辕北辙啦!而且,在标注的时候,文字得清晰可读,可别写得龙飞凤舞,让人猜半天都猜不出来。
同时,流程图的布局也很有讲究。
各个部分要安排得合理有序,不能东一块西一块,让人找不到头绪。
还有颜色的运用,要能突出重点,让人一眼就能看出关键的部分。
哎呀呀,制作Aspen 工艺流程图可不是一件轻松的事儿,需要我们耐心细致,一点一点地打磨。
每一个细节都可能影响到最终的效果和结果。
总之呢,掌握好制作方法,注意那些关键的事项,咱们就能做出一份清晰、准确、有用的Aspen 工艺流程图啦!这样,无论是进行工艺分析、设计优化,还是与他人交流分享,都能更加顺畅和高效。
怎么样,是不是对制作Aspen 工艺流程图有了更清晰的认识啦?。
用cad画工艺流程图

用cad画工艺流程图CAD(计算机辅助设计)是一种利用计算机和相关软件辅助进行设计的技术。
工艺流程图是指一种以图形形式呈现和描述工艺过程的图表。
在现代制造业中,CAD工具被广泛应用于绘制工艺流程图,方便工程师和技术人员进行工艺设计、分析和优化。
本文将以某个零部件的加工工艺为例,介绍如何使用CAD软件绘制工艺流程图。
首先,打开CAD软件,在绘图界面上选择一个适当的比例尺,以便能够清晰地显示工艺流程图上各个环节的细节。
然后,选取合适的绘图工具,例如直线工具、圆形工具和文本工具,开始绘制流程图。
第一步,我们需要绘制零件的初始状态。
假设该零部件是一个金属螺丝,我们可以使用圆形工具绘制一个代表螺丝头的圆,然后使用直线工具在圆下方绘制一条线,代表螺丝的螺纹部分。
同时,我们可以使用文本工具在图中添加标签,如“零件初始状态”。
第二步,我们需要标注零件的尺寸和表面粗糙度。
根据实际情况,我们可以使用直线工具在工艺流程图中绘制一条横线,然后使用文本工具添加标签,如“尺寸”和“表面粗糙度”。
接下来,我们可以使用直线工具在这条横线下方画多条垂直线,每个垂直线代表一个尺寸,然后使用文本工具在每个垂直线旁边写出具体的尺寸数值。
同样,我们可以使用直线工具在表面粗糙度标签下方画出多个垂直线,每个垂直线代表一个表面粗糙度要求。
第三步,我们需要绘制加工工序。
假设零件需要经过车削、钻孔和表面磨削三个加工工序。
我们可以使用直线工具在工艺流程图中绘制一条竖直线,然后在竖直线的上方使用文本工具写出“车削”,下方写出“钻孔”。
类似地,我们可以使用直线工具在钻孔标签下方画出一条横线,然后在横线的左方使用文本工具写出“孔径”,在横线的右方使用文本工具写出“深度”。
最后,我们可以使用直线工具连接各个加工工序,形成一个完整的工艺流程图。
第四步,我们需要添加加工参数。
在车削和钻孔工序中,加工参数是非常重要的。
我们可以使用直线工具在各个加工工序下方绘制一条横线,然后使用文本工具写出各个加工参数的名称,如“车刀进给速度”、“钻头转速”等。
工艺管道及仪表流程图用什么软件画
流程图制作软件排行榜提供免费的流程图软件旨在为用户们带来最全的流程图制作软件,让你在生
活与学习中能够快速的解决各类问题,做到便捷的制作流程图,得到简单直观的流程图效果的目的。
亿图图示软件(EdrawMax),作为一款国产软件,无论是功能还是操作上都丝毫不输国外的同类型软件。
恰恰相反的是,亿图图示软件凭借模板丰富、操作简单、页面精美等特点,捕获众多使用
者的芳心。
亿图图示软件是一款专业的流程图绘制软件,不仅仅可以绘制工作流程图,还能够绘制
跨职能流程图(泳道图)、业务流程图、数据流程图、事件流程图等。
通过与Visio软件的比较,进一步突出亿图图示的特点。
丰富的工作流程图符号工作流步骤符号
工作流部门符号
工作流对象符号
通过比较和分析,发现亿图图示是Visio类似软件。
如今亿图图示软件依然在不断地改善和提升,希望会继续成为广大职场人士绘制流程图的选择。
亿图图示,即亿图图示专家(EDraw Max),是一款基于矢量的绘图工具,包含大量的事例库和模板库。
可以很方便的绘制各种专业的业务流程图、组织结构图、商业图表、程序流程图、数据流程图、工程管理图、软件设计图、网络拓扑图等等。
它帮助您更方便,更快捷的阐述设计思想,创作灵感。
画工艺流程图的软件

画工艺流程图的软件目前市面上有许多可以用来绘制工艺流程图的软件,比如Microsoft Visio、Edraw Max、Lucidchart等等,这些软件功能强大,可以根据用户需求绘制出各种各样的工艺流程图。
首先,我们来介绍一下Microsoft Visio这款软件。
Visio是微软公司开发的一款专业绘图软件,拥有丰富的工具和模板,可以方便用户绘制各种图表、流程图和工艺流程图等。
用户可以根据自己的需要选择不同的模板,比如流程图、价值流图、甘特图等等。
在绘制工艺流程图的时候,用户可以使用各种预定义的图形来代表不同的工艺节点,比如开始节点、结束节点、并行节点等等;用户也可以通过连接线将这些节点连接起来,形成一个完整的工艺流程图;此外,用户还可以对每个节点的颜色、字体、形状等进行自定义。
另外一个比较受欢迎的软件是Edraw Max。
Edraw Max也是一款专业的绘图软件,可以用来绘制各种图表和流程图,包括工艺流程图。
Edraw Max提供了各种预定义的模板,用户可以根据自己的需要选择不同的模板来绘制工艺流程图;同时,Edraw Max还提供了丰富的符号库,用户可以选择不同的符号来表示不同的工艺节点;用户可以通过连接线将这些节点连接起来,形成一个完整的工艺流程图;除此之外,Edraw Max还支持对图表的样式进行自定义,比如节点的颜色、边框的样式、文字的颜色和大小等。
最后我们再来介绍一下Lucidchart。
Lucidchart是一款基于云端的绘图软件,用户可以直接在网页上绘制工艺流程图。
Lucidchart也提供了各种预定义的模板和符号库,用户可以根据自己的需要选择不同的模板和符号进行绘制;用户可以通过拖拽的方式将符号放置在画布上,然后通过连接线将这些节点连接起来,形成一个完整的工艺流程图;除此之外,Lucidchart还支持多人协作,用户可以邀请其他人一起编辑和查看绘制的工艺流程图。
总之,市面上有许多可以用来绘制工艺流程图的软件,每款软件都有各自的特点和功能,用户可以根据自己的需求选择合适的软件进行使用。
化工工艺流程图软件

化工工艺流程图软件化工工艺流程图软件是一种专门用于绘制和分析化工工艺流程的软件工具。
它可以方便地描述和优化化工过程,并提供了一种直观的方式来展示各个步骤和变量之间的关系。
下面将介绍几种常见的化工工艺流程图软件。
首先是流程图软件Visio,它是微软公司推出的一款通用图形软件,也可以用于绘制化工工艺流程图。
Visio提供了丰富的化工专用符号库,用户可以快速绘制各种类型的化工流程图。
此外,Visio还内置了智能连接功能,可以自动调整图形的位置和大小,使流程图更加美观。
而且,Visio还支持数据连接功能,可以将外部数据导入流程图中,便于进行数据分析和模拟。
其次是化工工艺模拟软件ASPEN Plus,它是一种用于建模和模拟化工过程的工具。
ASPEN Plus可以将化工流程转化为数学模型,并通过求解模型来优化工艺参数。
它可以模拟各种化工装置和反应过程,包括反应器、分离器、换热器等。
此外,ASPEN Plus还包含了丰富的热力学和物性数据库,可以方便地进行物质平衡和能量平衡的计算。
再次是化工工艺流程模拟软件CHEMCAD,它是一种用于建模和模拟化工过程的综合软件。
CHEMCAD可以绘制复杂的化工流程图,并在图中添加各种装置和管道。
它支持多种计算方法,包括质量平衡、能量平衡和动力学计算。
CHEMCAD 还提供了丰富的物性库和化工反应库,可以方便地进行物质性质和反应性能的预测。
此外,CHEMCAD还支持优化功能,可以自动寻找最佳的工艺条件和操作变量。
最后是化工过程流程模拟软件HYSYS,它是一种用于建模和模拟化工过程的专业软件。
HYSYS可以绘制复杂的化工工艺流程图,并进行动态模拟和优化。
它支持多种计算方法,包括质量平衡、能量平衡、动量平衡和相平衡。
HYSYS还包含了丰富的热力学和物性数据库,可以方便地进行物料性质的估算和物料流程的优化。
此外,HYSYS还支持控制系统设计和模拟,可以进行过程控制和优化。
综上所述,化工工艺流程图软件是化工工程师必不可少的工具。
Visio工艺流程图制作
Visio工艺流程图制作概述工艺流程图是一种常用的表示工业生产流程和操作步骤的图示方法。
它通过图形化的形式将各个步骤、设备和材料之间的关系呈现出来,方便人们快速了解和理解整个工艺流程。
Visio是一款功能强大的流程图工具,可以用于制作各种类型的流程图,包括工艺流程图。
本文将介绍Visio中制作工艺流程图的方法,并提供一些实用的技巧。
步骤一:创建新文档打开Visio软件后,点击“新建”按钮或选择“文件”菜单中的“新建”选项。
在弹出的对话框中,选择“流程图”类别,并选择一个合适的模板,然后点击“创建”按钮。
步骤二:绘制流程图形状Visio提供了丰富的流程图形状库,可以从中选择适合的形状来表示工艺流程中的各个步骤、设备和材料。
在绘制流程图之前,可以先思考一下需要表达的内容,然后选择合适的形状。
在Visio的左侧工具栏中,选择“基本流程图”或“流程图”选项卡,即可打开对应的形状库。
在形状库中,可以找到各种与工艺流程相关的形状,如矩形代表步骤,圆角矩形代表设备,圆形代表判断,箭头代表流程等。
使用鼠标点击所需形状的图标,并将其拖拽到绘图区域,释放鼠标即可创建该形状。
在绘制过程中,可以根据需要调整形状的大小和位置,以及增加文字描述。
步骤三:连接流程图形状工艺流程图中的各个步骤、设备和材料之间通常存在着一定的关系和流程顺序。
为了清晰地表达这些关系,需要使用箭头连接各个形状。
在Visio中,连接形状的方法有两种:直接连接和黏连连接。
直接连接:选中要连接的两个形状,点击“连接形状”工具栏上的“连接形状”按钮,然后用鼠标点击一个形状,再点击另一个形状,即可建立直接连接。
黏连连接:选中要连接的两个形状,点击“连接形状”工具栏上的“黏连连接”按钮。
Visio会自动为你选中的两个形状选择最佳的连接点,并连接它们。
步骤四:美化流程图为了使工艺流程图更加易于理解和美观,可以对其进行一些美化操作。
Visio提供了一些实用的工具和功能,如文本样式、填充和边框颜色、形状样式等,可以用来美化流程图。
visio 工艺流程
visio 工艺流程Visio (微软的流程图和矢量图形绘制工具)是一款广泛应用于商业和工业领域的工艺流程图绘制软件。
通过使用Visio,用户可以轻松地创建出清晰、明了的流程图,以帮助大家更好地理解和管理工艺流程。
下面我们将以一个生产制造流程为例,来介绍如何使用Visio绘制一个工艺流程图。
首先,打开Visio软件并选择“流程图”模板。
在画布上拖动两个“流程”形状,一个代表开始节点,一个代表结束节点。
将它们放置在适当的位置。
接下来,在开始节点下方拖动一个“判定”形状,代表必要的决策点。
连接这三个节点,使它们之间的流程线相连,并在连接线上标注适当的箭头和文字,以表示流程的方向和流转条件。
然后,在判定节点下方拖动两个“流程”形状,分别代表两种不同的分支流程。
连接判定节点和这两个流程节点,并标注适当的箭头和文字,以表示不同分支之间的流转。
在这两个分支流程节点下方,再分别拖动出两个新的流程节点,用于表示各自的操作步骤。
在流程节点上方或下方的文本框中,为每个节点添加相应的文字说明,以便更好地理解每个步骤的含义。
可以使用Visio提供的文字工具来自定义文字样式和大小,使其更加直观和易读。
接下来,继续添加所需的节点和连接线,以完善整个工艺流程。
可以使用Visio提供的各种形状库,如流程、判定、数据、文本等,来满足不同的绘图需求。
可以拖动或复制已有的形状,以加快绘图的速度。
在绘制过程中,可以随时调整和优化流程图的布局。
Visio提供了多种自动布局和对齐工具,使得图形的排列更加整齐和美观。
可以使用“对齐和分布”命令来对节点进行自动对齐和调整,以保持整个流程图的一致性和美观性。
最后,为整个流程图添加标题和说明文字,以提供更详细的解释和辅助信息。
可以使用Visio的文本工具来插入各种形状、图标、标识符或其他自定义元素,以增强图形的可视化效果。
完成绘制后,可以保存流程图为Visio文件,以便后续的编辑和修改。
也可以导出为其他格式文件,如图片、PDF、Word 等,以便其他人员阅读和使用。
哪些时免费的画流程图软件

流程图就是用一些规则的符号及连线来表示某个具体事务处理的进程。
它能够用于描绘体系内各职工、单位之间事务关系、作业顺序和办理信息流向。
事务流程图适用于各类行业,描绘的是完整的事务流程一般没有数据的概念。
亿图图示是一款跨平台(Windows、Mac、Linux)、多功能、同时支持云储存、分享功能的专业图形图表绘制软件。
亿图图示同时支持绘制工艺流程图(PFD、P&ID)、思维导图、电路图、组织结构图、建筑平面图、计算机网络、信息图等200种以上的图形图表,是一款真正功能强大的制图软件。
软件提供矢量基础的12000个以上的符号、800个以上的模板和例子以供用户绘图使用。
同时,亿图图示也支持多种类型文件的导入导出,导入如Visio、SVG,导出如Visio、SVG、HTML、JPG、PNG、PDF、Office文件等等。
作为一款类似Visio的工艺流程图绘制软件,亿图图示有哪些让用户眼前一亮的地方呢?在这里,我从亿图图示与Visio的相同点与不同点两个角度,以下5个方面,分别详细阐述一下。
1.使用方便、功能强大的绘图工具如下图所示,在工艺流程图的绘制上,亿图图示搭载了与Visio不相上下的、使用方便的智能工具。
不论是符号拖放、自动连接、还是快速替换图形等,亿图图示都能做到Visio一样的方便快捷。
而在添加附件、注释、云共享、图形自主设计等方面,亿图图示相较于Visio是更胜一筹的。
2.工艺流程图符号库为方便用户快速绘制PFD、P&ID,Visio和亿图图示都提供了设备、仪器、管路等大量的工艺流程图元素符号。
而相比于Visio的4个工艺流程图符号库,亿图图示拥有更专业、丰富的工艺流程图符号库,包括管道、泵、电动机、破碎仪等设备、仪器等。
每中类别的设备符号都设计有许多样式,用户可根据自身需要选择。
另外,所有符号都是矢量基础设计的,可以进行颜色修改、大小调整、分解/结合等再次编辑。
除了以上标准的黑白线条的工艺流程图符号以外,亿图图示还内置了一套实体仿真的工艺流程图符号库。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺流程图制作软件
导语:
所谓工艺流程图(即PF或PFD图),是化工生产工艺流程的一种示意图,对于整个工程项目设计来说起着非常重要的作用。
主要是借助统一规定的图形符号和文字代号,将化工工艺装置所需的设备、仪表、管道、阀门及主要管件等更清晰的展现出来。
你知道有哪些专业制作软件吗?
免费获取PID工艺流程图设计软件:/pid/
可以制作工艺流程图的绘图软件——亿图图示
亿图图示是一款跨平台(Windows、Mac、Linux)、多功能、同时支持云储存、分享功能的专业图形图表绘制软件。
亿图图示同时支持绘制工艺流程图(PFD、P&ID)、思维导图、电路图、组织结构图、建筑平面图、计算机网络、信息图等200种以上的图形图表,是一款真正功能强大的制图软件。
软件提供矢量基础的12000个以上的符号、800个以上的模板和例子以供用户绘图使用。
同时,亿图图示也支持多种类型文件的导入导出,导入如Visio、SVG,导出如Visio、SVG、HTML、JPG、PNG、PDF、Office文件等等。
工艺流程图绘制步骤
1、首先打开我们的绘图神器亿图图示,然后点击“新建”,找到工业自动化分类,之后我们就能看到有很多模板可以选择,只要用鼠标点一下你看上的模板就行。
要是没有心仪的模板,那咱就自己创建一个新的,点击右侧“创建”一个新的空白画布。
2、进入画布之后,就要开始画图了,软件提供了大量的矢量符号在左侧的符号库中,需要使用的时候直接用鼠标拖进画布即可。
包括管道、阀门、设备、按钮等等几乎要用的符号都有,而且每个符号下方都有相应的注释,也无需担心会错误使用的问题,你要做的就是将这些设备管道排列连接起来就行。
3、等图形都排列好了,选择上方的“文本”按钮,即可在画布内输入文字,然后再依次添加标题、注释、工序描述等等即可。
如果想让图形更加美观,也可以在软件上方对符号等进行样式修改。
4、最后,将我们画好的作品保存导出就行,亿图图示支持将导出为图片、PDF、Html、Office等格式,选择对应的格式,就能进行导出。
除此以外,还可以将我们画好的生产工艺流程图存储到亿图云空间,或直接打印出来,十分便利。
获取更多PID设计软件使用技巧:/software/pid/。