品质控制计划表
QCP品质控制计划模板
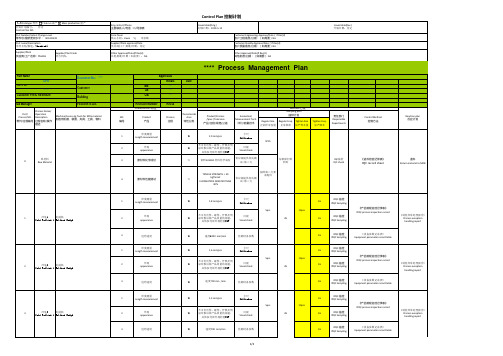
ApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率1厚度测量Length measurement★ 2.0 mm/pcs卡尺Callipers2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP 目视Visual check 3原材料化学成份☆依照SUS304 材料化学成份供应商提供相关测试/第三方4原材料性能测试☆TENSILE STRENGTH > 50kgf/mm2ELONGATION GREATER THAN40%供应商提供相关测试/第三方1厚度测量Length measurement★ 1.8 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度1000 mm/min 监测设备参数1HIPQC 抽检IPQC Sampling 1厚度测量Length measurement★ 1.6 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度700 mm /min 监测设备参数1HIPQC 抽检IPQC Sampling 1厚度测量Length measurement★ 1.3 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度700 mm/min 监测设备参数1HIPQC 抽检IPQC Sampling 责任部门Responsible DepartmentsIQC 抽检IQC checkReaction plan 反应计划退料Return material to MRB《制程异常处理报告》Process exception handling report《制程异常处理报告》Process exception handling report《制程异常处理报告》Process exception handling reportControl Method 控制方法《进料检验记录表》IQC record sheet《产品制程巡检记录表》IPQC process inspection record《产品制程巡检记录表》IPQC process inspection record《产品制程巡检记录表》IPQC process inspection record每批原材料到时2H2H2HCustomer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料轧制机Rolling Brake轧制机Rolling Brake轧制机Rolling BrakePart/Process NO.零件/过程编号0123Process Name/Operation Description 过程名称/操作描述原材料Raw Material冷轧1Cold Rolling 1冷轧2Cold Rolling 1冷轧3Cold Rolling 1 Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划《设备参数记录表》Equipment parameter record table《设备参数记录表》Equipment parameter record table《设备参数记录表》Equipment parameter record tableProduct 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术5PCS按照第三方要求提供5pcs5pcs5pcs10pcs10pcs10pcsSupplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NAApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率责任部门Responsible DepartmentsReaction plan 反应计划Control Method 控制方法Customer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料Part/Process NO.零件/过程编号Process Name/Operation Description 过程名称/操作描述Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划Product 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术Supplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NAApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率责任部门Responsible DepartmentsReaction plan 反应计划Control Method 控制方法Customer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料Part/Process NO.零件/过程编号Process Name/Operation Description 过程名称/操作描述Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划Product 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术Supplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NA。
质量控制计划表格格式

新开发产品名称:
产品编号:
编制/日期
审核/日期
批准/日期
共页
第页
阶
段
执行任务
JCH.QM-SP
质量
活动
资源
配置
进度
要求
职责分工
输出
文件
负
责
人
检
查
人
品质
工
程
办公室
生
产
供销
图纸
转换
4.2.3
相关标准的配置
从事过该项工作的技术员
▲
转化后的图纸
工艺
编制
4.2.3
工艺文件或作业指导书的编制
从事过该项工作的技术员
▲
工艺文件或作业指导书
工艺准备
7.3
7.4
工装模具的设计、采购、制造及验证
从事过该项工作的技术员
▲
▲
模具
样品
试制
7.5
检验规程及验收准则的编制
从事过该项工作的技术员
▲
▲
▲
检验规程及验收准则
样品
鉴定
8.2.3
样品检测及试验
自检或委外
▲
▲
首件样品检验记录
送样
7.2
样品送客户确认
包装
运输
▲
▲
承认书
小批量生产
7.5
4.2.4
按提供鉴定合格的样品生产
生产设备人员
▲
▲
▲
▲
相关文件
修改文件
4.2.3
文件归档
资料袋
档案柜
▲
▲
产品图纸,技术标准归档
批量
投产
实验室内部质量控制计划表

9月
赖淑贞
15 pH
盲样考核
考核测试人员结 检测部所有 果的准确性操作 9月 人员 误差 考核测试人员结 果的准确性操作 欣 误差 考核测试人员结 果的准确性操作 婷 误差 考核测试人员结 果的准确性操作 明 误差 9月
赖淑贞
16 六价铬
盲样考核
赖淑贞
17 总磷
盲样考核
9月
赖淑贞
18 总氮
盲样考核
9月
实验室内部质量控制计划表(第三季度)
序 号 质控项目 质控方式 质控目的 实验人员 实施时间 质控负 责人
1 日常监督工作
监督检查
监控检测、校准 7月20日 检测部所有 的有效性,保证 起每周3 赖淑贞 人员 检测结果可靠性 次
2 COD 3 氨氮 4 COD 5 氨氮
人员比对 人员比对 方法比对 方法比对
6 COD、氨氮
平行试验
8月12日 赖淑贞
7 氨氮
盲样考核
考核测试人员结 果的准确性操作 炜、欣 误差
8月
赖淑贞
8 COD
盲样考核
考核测试人员结 果的准确性操作 明、婷、林 8月 误差 考核测试人员结 果的准确性操作 欣、林 误差 考核测试人员结 果的准确性操作 炜、婷 误差 8月
赖淑贞
9铜
盲样考核
比较人员间操作 COD组(明 误差 、林) 比较人员间操作 氨氮组(婷 误差 、欣) 比对不同方法的 COD组(明 检测结果 、林) 比对不同方法的 氨氮组(婷 检测结果 、欣) 保证空白及检测 检测部所有 结果的准确性 人员
7月23日 赖淑贞 7月25日 赖淑贞 8月4日 赖淑贞 8月7日 赖淑贞
赖淑贞
第三季度)
备注 对实验室的日常检测工作进行监督 检查,监督仪器设报告记录备、试 剂药品、检测过程、等是否符合要 求,对不符合工作进行控制并及时 予以纠正。 (见监督工作记录 表) 限定方法滴定法,质控自配标样考 核 限定方法分光光度法,质控自配标 样考核 滴定法与分光光度法;质控自配标 样考核 纳氏试剂法和水杨酸法;质控自配 标样考核 水样平衡性测定赖淑贞来自10 镍盲样考核
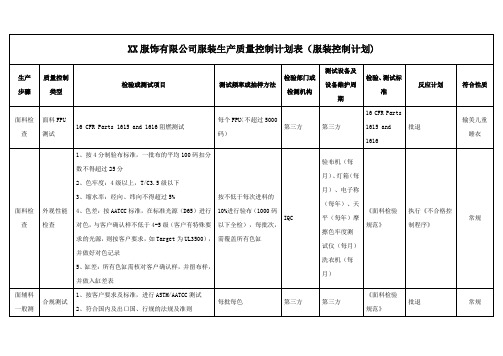
XX服饰有限公司服装生产质量控制计划表(服装控制计划)
每天全检
验片组
卷尺(每半年)标准纸样(每批次)
《过程检验作业指导书》
《不合格控制程序》
常规
粘衬
粘衬温度监控
用测温纸夹在面料和衬布中间过粘衬机后拆开与《粘衬参数表》规定进行核对,将做好测试记录(需贴上测试过的测温纸)
每天上下午各一次
粘衬操作员
粘衬测试纸
《粘衬机参数表》
停机改善
常规
工序首件
外观性能检查
依据检验标准对首件进行全面检查(包括尺寸),合格后生产线方可开始生产
每批新产品第一次量产时,取首5件
各工序
卷尺(每半年)
《首件试做作业指导书》
停工重做首件重新送检
常规
车缝巡检
外观性能检查
对所有车位进行质量尺寸、缝制品质、机台的检查,并做好巡检记录
3对品名色号规格正确后外观按aqlii水平25标准进行抽样检验合格后登记入库每批次iqc卷尺每半年电子称每年辅料检验规范执行不合格控制程序常规辅料检查安全测试1小物件测试2利边测试3尖点测试每批次iqc小物件测试仪每年利边测试仪每年尖点测试仪每年辅料检验规范批退常规产前试做产前样检验依据客户要求对产前样进行检验每款每色每批次技术部样品管理作业指导书纠正预防控制程序工程变更控制控制程序常规产前试做产前样gpu测试16cfrparts1615and1616阻燃测试每款每色第三方第三方16cfrparts1615and1616纠正预防控制程序工程变更控制控制程序输美儿童睡衣
XX服饰有限公司服装生产质量控制计划表(服装控制计划)
生产
步骤
质量控制类型
检验或测试项目
测试频率或抽样方法
完整的品质控制计划模版
/ / / / / / / / 与样品对比 / / / /
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★
PH计 计算机监控 目视 目视/电子称 计算机监控 计算机监控 计算机监控 计算机监控 目视 计算机监控 计算机监控 计算机监控 计算机监控 盐浓计 PH计 计算机监控 目视 目视/电子称 计算机监控 计算机监控 计算机监控 计算机监控 目视 计算机监控 计算机监控
/
重新调整
自 检
/ / / / / / / / 与样品对比 / /
★ ★ ★ ★ ★ ★ ★ ★ ★ ★ ★
10
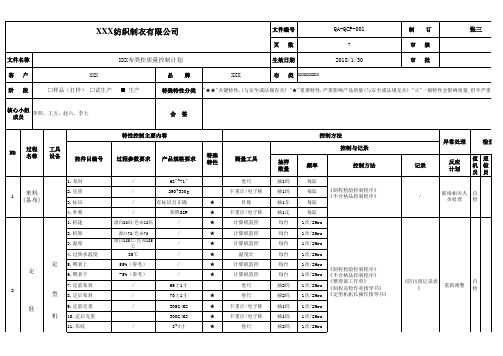
染 棉
染 缸
5.份量准确度 6.机速 7 8.温度 9.时间 10.剪板(对色) 1.机速 2
《制程检验控制程序》 《不合格品控制程序》 《染布工作单》 《染缸操作作业指导书》
/
重新调整
自 检
核心小组 李四、王五、赵六、李七 成员 特性控制主要内容 NO 过程 名称 工具 设备
会
签
控制方法 异常处理 控制与记录 检查者 值 巡 机 检 员 员
控件目编号
过程参数要求
产品规格要求
特殊 特性
测量工具
抽样 数量
抽1码 抽1码 抽1车 抽1疋 每台 每台 每台 每台 每台 每台 抽2码 抽2码 抽1码 抽1码 抽2码
5
《制程检验控制程序》 《不合格品控制程序》 《染布工作单》
/
重新调整
自 检
6
进 缸
染 缸
3.空缸水位 4.染缸温度 5.落布方向 1.取水样(水位)
《制程检验控制程序》 《不合格品控制程序》 《染布工作单》 《染缸操作作业指导书》
/
重新调整
自 检
质量监督和质量控制计划时间表
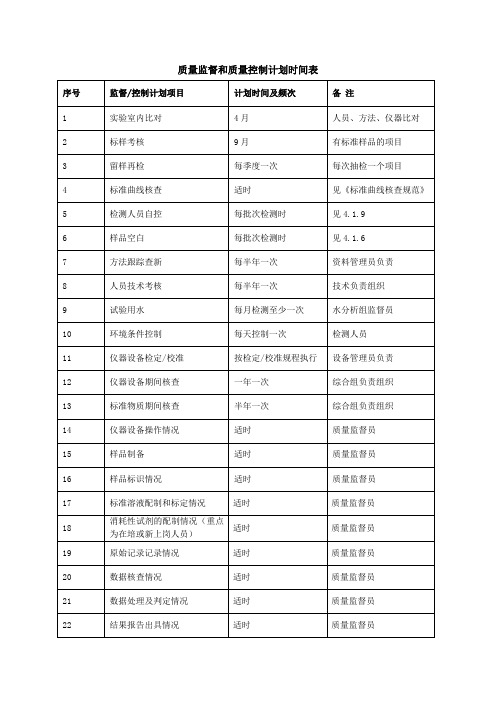
序号
监督/控制计划项目
计划时间及频次
备 注
1
实验室内比对
4月
人员、方法、仪器比对
2
标样考核
9月
有标准样品的项目
3
留样再检
每季度一次
每次抽检一个项目
4
标准曲线核查
适时
见《标准曲线核查规范》
5
检测人员自控
每批次检测时
见4.1.9
6
样品空白
每批次检测时
见4.1.6
7
方法跟踪查新
每半年一次
资料管理员负责
8
人员技术考核
每半年一次
技术负责组织
9
试验用水
每月检测至少一次
水分析组监督员
10
环境条件控制
每天控制一次
检测人员
11
仪器设备检定/校准
按检定/校准规程执行
设备管理员负责
12
仪器设备期间核查
一年一次
综合组负责组织
13
标准物质期间核查
半年一次
综合组负责组织
14
仪器设备操作情况
适时
质量监督员
15
样品制备
适时
质量监督员
16
样品标识情况
适时
质量监督员
17
标准溶液配制和标定情况
适时
质量监督员
18
消耗性试剂的配制情况(重点为在培或新上岗人员)
适时
质量监督员
19
原始记录记录情况
适时
质量监督员
20
数据核查情况
适时
质量监督员
21
数据处理及判定情况
适时
质量监督员
机动车检验机构质量控制计划表

机动车检验机构质量控制计划表一、引言机动车检验机构作为保障道路交通安全的重要环节,其检验结果的准确性和可靠性至关重要。
为了确保机动车检验机构能够持续稳定地提供高质量的检验服务,制定科学合理的质量控制计划是必不可少的。
二、质量控制目标1、确保机动车检验过程符合相关法律法规、标准和规范的要求。
2、提高检验结果的准确性和可靠性,减少误判和漏判的情况发生。
3、增强检验机构的内部管理水平,提高工作效率和服务质量。
4、提升检验机构的公信力和社会形象,为道路交通安全提供有力支持。
三、质量控制的范围和内容(一)人员管理1、定期对检验人员进行培训和考核,确保其具备相应的专业知识和技能。
2、建立检验人员的技术档案,记录其培训、考核和工作经历等信息。
3、对检验人员的工作进行监督和检查,及时发现和纠正不规范的操作行为。
(二)设备管理1、定期对检验设备进行校准、检定和维护保养,确保设备的准确性和可靠性。
2、建立检验设备的档案,记录设备的名称、型号、购置日期、校准和检定情况等信息。
3、对设备的使用情况进行监控,及时发现和处理设备故障。
(三)检验方法和标准1、严格按照国家和地方的相关标准和规范进行检验,确保检验方法的正确性和一致性。
2、对新发布的标准和规范及时进行学习和培训,确保检验人员能够掌握并应用。
3、定期对检验方法和标准的执行情况进行检查和评估,及时发现和纠正不符合标准的情况。
(四)检验环境1、保持检验场所的清洁、整齐和安全,确保检验工作的正常进行。
2、对检验场所的温度、湿度、照明等环境条件进行监测和控制,确保符合检验要求。
3、定期对检验场所的设施和设备进行检查和维护,确保其正常运行。
(五)检验报告和记录1、规范检验报告的格式和内容,确保报告的准确性和完整性。
2、对检验报告进行审核和批准,确保报告的质量。
3、建立检验记录的档案,对检验过程中的数据、图像和结果等信息进行保存,以便追溯和查询。
四、质量控制的方法和措施(一)内部审核1、定期组织内部审核,对检验机构的质量管理体系进行全面检查和评估。
品质控制计划QCP

操作员、 IPQC
1.通知IE进行工艺 改善; 2.通知物料员换料
1.产线员工100% 检查; 2.IPQC随机抽样 检查
作业员、 IPQC
1.通知IE进行工艺 改善; 2.通知物料员换料
1.自动波峰炉 (劲拓) 2.比重计 3.锡炉测温仪 4.耐高温手套
1.锡炉曲线图 2.锡炉温度控制表 3.波峰焊参数管制表 4.波峰焊炉后效果检查 记录表
间限定:10min/次;
2.超声波
3.电批扭力点检记录表
1.产线员工100% 检查; 2.IPQC随机抽样
操作员、 IPQC
知会ME进行分析 并对策
3.将 转箱
1.检视产品压合是否良好,无错位现象,缝隙<0.35mm;
外观检查/装 周转箱
知会IE、ME进行 分析并对策
焊AC/DC线
焊AC/DC线
参照SOP 焊DC线
1.静电环 2.烙铁
1.外观检查; 2.烙铁点检记录
1.产线员工100% 检查; 2.IPQC随机抽样
操作员、 IPQC
知会IE、ME进行 分析并对策
参照SOP
目视检查、清洁
检视锡面焊点 、清洁锡面、
剪脚
装PCBA入下盖,卡 AC线
IPQC
改进
检查员、 通知ME分析调试
IPQC
改进
检查员
通知ME分析调试 改进
回流焊 (关键制程)
回流焊PROFILE
1.回流焊机 2.静电环
1.温度测试曲线图; 2.IPQC巡回检查表 SMT/AI
1次/2H
IPQC
通知ME分析调试 改进
外观检查
品质抽
加工
插件
插件
插件外 观检查 波峰焊
QC工程图(质量控制计划)
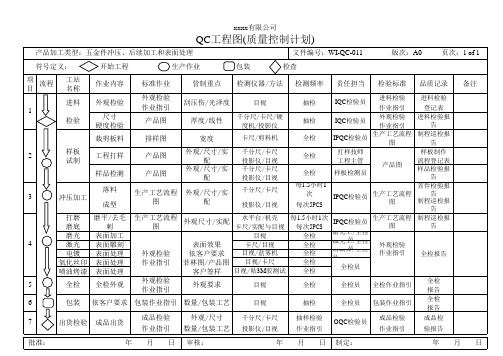
QC工程图(质量控制计划)
产品加工类型:五金件冲压、后续加工和表面处理
文件编号:WI-QC-011
版次:A0
页次:1 of 1
符号定义:
开始工程
生产作业
包装
检查
项 目
流程
工站 名称
作业内容
标准作业
管制重点 检测仪器/方法 检测频率 责任担当 检验标准 品质记录
1
进料 外观检验
外观检验 刮压伤/光泽度 作业指引
目视
抽检
IQC检验员
进料检验 作业指引
进料检验 登记表
检验
尺寸 硬度检验
产品图
厚度/线性
千分尺/卡尺/硬 度机/投影仪
抽检
IQC检验员
外观检验 作业指引
进料检验报 告
裁剪板料
排样图
宽度
卡尺/剪料机
全检
IPQC检验员
生产工艺流程 图
制程巡检报 告
2
样板 试制
工程打样 样品检测
产品图 产品图
外观/尺寸/实 配
成品检验
外观/尺寸
千分尺/卡尺
抽样检验
成品检验
OQC检验员
成品检
作业指引 数量/包装工艺 投影仪/目视
作业指引
作业指引
验报告
备注
批准:
年 月 日 审核:
年 月 日 制定:
年月日
IPQC检验员
生产工艺流程 图
磨光工/全检
激光工员/全检 测试员员/全检 员
外观检验 作业指引
全检员
制程巡检报 告
全检报告
5
全检 全检外观
外观检验 作业指引
外观要求
APQP 品质控制计划例子

2/3
深圳市XXXX电子科技有限公司
样件
试生产
控制计划编号: XYH-QC-0001
产品编号: 19-0063-015-201
产品名称/描述:
EVA防震垫
APQP 品质控制计划
生产
项目负 责人
张XXX
日期
版次
2016.10.15
A/O
核心小组/ 业务:诸永胜;品质:张世平/唐伟 工程:胡德意; 生产:俞振春;
IQC作业指导书
通过作业指导书
指导自最后一次 检查合格后产品
品质部
否则作退货处理
硬度测试
硬度测试38±5度,无松脱/破损
目视 硬度计
每批
6 入库
清点 数量
成品入库单
仓库
3/3
样件
试生产
控制计划编号: XYH-QC-0001
产品编号: 19-0063-015-201
产品名称/描述:
EVA防震垫
APQP 品质控制计划
生产
项目负 责人
张XXX
日期
版次
2016.10.15
A/O
核心小组/ 业务:诸永胜;品质:张世平/唐伟 工程:胡德意; 生产:俞振春;
过程编号
过程名称 来料/工具/设备/ 操作人员
检查项目
特殊 特性
分类
产品/工艺 规范/公差
评价/测 量方法
方法
取样 数量
频率
相关记录
反应计划
处理部门
操作指引
送料器顺畅→模具型号正确→剪料刀 刃锋利→产品无皱折等外观缺陷
目视
每次
1
调机
2 开料 3 生产
裁切 冲压/贴胶
钣金部品质控制计划

检验员/生产组长
首件检验报告表
生产组长
巡检报告
焊接
每次检5件,有1件不合格,则本次首检 1、首检:每次刚开机、换型号、换机台、 不合格,不合格时需要改善后重新首 换材料都必须作首检,每次抽检的数量依 检,直至合格为止,不合格不可批量生 连续生产的5pcs产品为准 产。 每2小时一次,每次检3pcs,有1件不合 格,则本次检查不合格,不合格时需要 2、巡检:每2小时一次巡视检查 改善后重新检查,直至合格为止,不合 格不可批量生产。
生产组长
巡检报告
每次检5件,有1件不合格,则本次首检 1、首检:每次刚开机、换型号、换机台都 不合格,不合格时需要改善后重新首 必须作首检,每次抽检的数量边续生产的 检,直至合格为止,不合格不可批量生 5pcs产品 产。 钣金 2、巡检:每2小时一次巡视检查 每2小时一次,每次检3pcs,有1件不合 格,则本次检查不合格,不合格时需要 改善后重新检查,直至合格为止,不合 格不可批量生产。
检验员/生产组长
首件检验报告表根据型号、批号、数量进行 抽检
参照GB2828-87一般检查水平II(参附 表)AQL取值:B:0.65(含缺陷:尺寸不符\ 变形\严重划伤等) C:1.5(含缺陷:轻微划伤等)
检验员
成品检验报告
编制:
审核:
审批:
:CL3-19-03
钣金部品质控制计划
工序 控制方法 抽样计划 责任人 检验员/生产组长
文件编号:CL3-19-03 版 本: C
记录表格 首件检验报告表
1、首检:每次刚开机、换型号、换机台、 每次检5件,有1件不合格,则本次首检 换材料都必须作首检,每次抽检的数量依 不合格,不合格时需要改善后重新首 检,直至合格为止,不合格不可批量生 连续生产的5pcs产品为准 产。 裁料 2、巡检:每2小时一次巡视检查 每2小时一次,每次检3pcs,有1件不合 格,则本次检查不合格,不合格时需要 改善后重新检查,直至合格为止,不合 格不可批量生产。
《品质控制计划(QCFC)撰写模板》

试运行 ☐
Pilot Run
过程符号 Process Symbol
量产 ☐
Mass Prod.
沟通人员&电话 Communication Person&TEL: 团队成员 Synergic Grop: 供应商 QA 经理批准&日期 Approved by Vendor QA MGR & Date: 其他人批准&日期 Approved by Others& Date:
2. 尺寸
3. 可焊性
4. 直流击穿电压
□
放电管
无
5. 冲击击穿电压
3.
3 6.
绝缘电阻
无
7. 耐电流冲击
8. 高温存储
9. 耐焊接热
10. 环保测试
电阻 无
产品/过程
Products /Process
测量/测试方法
s
Measure/Test
Method
抽样 Sampling
控制手段 Control Instrument
过程
s
Process
产品/过程 Products /Process
◇○△ □ ★
控制限度 Control Limit
评价与控制技术 Evaluation & Control Technique
测量/测试方法 Measure/Test
Method
抽样 Sampling
控制手段 Control Instrument
1.R&D:
控制项目 Control Item
控制符号 Control Symbol
2.PE:
3.PD:
发行日期 Issued Date: 顾客工程部批准日期(如有需要) Date(Approved by the QA of Customer:(if necessarily)): 顾客质量部批准日期(如有需要) Date(Approved by the Engineering of Customer:(if necessarily)): 顾客其他部门批准日期(如有需要) Date(Approved by the Others Dept. of Customer:(if necessarily)):
品质部年度工作计划详细表excel
品质部年度工作计划详细表excel年度工作计划:品质部目标:1. 提高产品质量,确保产品符合客户的需求和期望。
2. 提高生产效率和运作效率,降低成本和废品率。
3. 提高员工技能和品质意识,建立品质文化。
4. 加强供应商管理,确保供应链的稳定性和质量。
5. 强化内外部沟通和合作,提升整体效能。
任务一:产品质量管理1. 审核和优化现有的质量管理体系,确保符合最新的行业标准和法规要求。
2. 设立新的产品质量指标,并制定控制和检验计划,确保产品符合设计规范和客户要求。
3. 引入先进的质量管理方法和工具,如六西格玛和统计过程控制,提高产品质量水平。
4. 开展产品质量培训和培训,提高员工的技能和品质意识。
任务二:生产效率和运作效率1. 分析和改进生产流程,降低非价值增加的活动和浪费,提高生产效率。
2. 优化设备配置和机器维护计划,减少故障和停机,提高设备利用率。
3. 通过引入自动化和信息化技术,降低人工干预和操作错误的风险。
4. 制定并监控生产和交货计划,确保按时交付客户订单。
任务三:员工技能和品质意识1. 制定培训计划,针对不同层次和专业的员工提供品质管理和技术培训。
2. 建立员工评估和激励机制,奖励优秀员工和团队,激发员工的品质意识和工作动力。
3. 推动员工参与改进活动和质量协作,建立员工参与的品质文化。
任务四:供应商管理1. 评估和选择合适的供应商,建立长期合作关系,并与供应商共享质量目标和标准。
2. 监督供应商的质量控制计划和过程,确保供应链的稳定性和质量。
3. 指导供应商改善和问题解决,提供技术和质量支持。
任务五:内外部沟通和合作1. 加强内部部门之间的沟通和合作,提升整体效能。
2. 与生产、采购和销售部门紧密协作,确保及时供货和客户满意度。
3. 与客户沟通并解决质量问题,提供及时的技术支持和解决方案。
4. 与相关外部利益相关者(如监管机构、行业协会和标准委员会)保持良好关系,并参与行业活动和讨论。
品质控制计划表格模板

品质控制计划表格模板
序号产品
名称
品质
标准
检测
方法
检测
工具
检测
频次
异常处
理流程
责任人备注批准人
1
2
3
4
5
说明:
1.序号:品质控制项目的编号。
2.产品名称:被检测产品的名称。
3.品质标准:产品应达到的质量标准或要求。
4.检测方法:用于检测产品质量的操作步骤或技术。
5.检测工具:用于检测所需的设备或工具。
6.检测频次:进行品质控制的频率,如每日、每周、每月
等。
7.异常处理流程:当检测结果不符合品质标准时,应遵循
的处理流程。
8.责任人:负责执行该品质控制项目的员工。
9.备注:其他需要注明的信息或特殊说明。
10.批准人:有权批准此品质控制计划的人。
每个表格项应填写具体的内容,以适应特定产品的品质控制要求。
PACK品质控制计划

生产部会签: 产品开发部会签: 机电工程部会签: 编制: 审核: 文件编号: 特性要求和测量方法 产品特性 特性类别 责任人 产品/制程规 评估/测量技 格要求 术 目视 目视 目视 目视 目视 内阻/电压测 试仪 内阻/电压测 试仪 目视 目视 目视 目视 目视 目视 目视 目视 仪表 目视 目视 目视 目视 目视 目视 目视 □样件
贴EVA
手工
外观
固定上下组 手工 贴环氧板 套热缩套 手工 手工 外观 外观
吹热缩套 装铝筒 焊上盖线 测试电压 固定螺丝 测电压
电热筒 手工 电烙铁 万用表 电动螺丝刀 万用表 电压 电压
外观 外观 外观 关键 外观 关键 关键 外观 关键
作业员/OQC 作业员/OQC 作业员/OQC 作业员/OQC 作业员/OQC 作业员/OQC 作业员/OQC
□试生产
产品编号:锂电组合通用 制定日期:
过程 编号 制程名称/ 操作描述 来料确认 生产设备/ 工装夹具 管制特性 过程特性
批准:
修订日期:
电池外观全 检
无电解液腐 关键 蚀 壳表面无划 伤 无断少极耳 漏液 内阻测试仪 内阻ACR 电压OCV 关键 关键 关键
配组
镍带裁切 铝转镍 极耳剪切 极耳包胶 单体组合焊线
目视
制计划
□样件 □试生产 批准: 版次:A/00 抽 容 样 量 频 率 退库 反馈/调整 巡检记录表 每次来料 1次/H 1次/H 巡检 10PCS 10PCS 10PCS 10PCS 10PCS 10PCS 10PCS 10PCS 10PCS 10PCS 10PCS 10PCS 1 10PCS 10PCS 10PCS 10PCS 10PCS 5PCS 5PCS 1次/H 1次/H 1次/H 1次/H 2次/H 1次/H 1次/H 1次/H 1次/H 1次/H 1次/H 2次/H 1次/2H 1次/H 1次/H 1次/H 2次/H 1次/H 1次/H 2次/H 巡检 巡检 巡检 巡检 巡检 巡检 首检/巡检 巡检 巡检 首检/巡检 首检/巡检 巡检 首检/巡检 巡检 巡检 反馈 返工 返工 返工 返工 巡检记录表 巡检记录表 巡检记录表 反馈 反馈 反馈 反馈 反馈 反馈 反馈 反馈 反馈 首检确认表 包装巡检记录表 首检/巡检记录表 巡检记录表 首检/巡检 首检/巡检 报废 反馈/停产调 首检确认表 机再测试 反馈/调整 首检确认表 巡检记录表 巡检记录表 巡检记录表 巡检记录表 品质异常单 控制方法 页码: 记录表单 反应计划 过程记录表单 异常记录表 单 □ 生产
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
leads . harnesses . interconnects
GLOBAL SUPPLIER
LHI Technology Quality Control Plan控制计划 控制计划
xxx xxx LHi's P/N XXxxxx Pages 页数 x x xxxx-xx-xx Special Char. Class. 特征等 级 File No. QCP-XXxxxx Rev. 版本 Characteristics/特征 特征 Product No. 产品 流程 Process
责任人
8
9
10
11
12
)产品特征或过程特征的序号。 mer should be listed in the control plan) 填写产品的特征.(客户要求的所有产
mperature, pressure…填写能够影响产品特征的过程变量,如机器温度,压力,
r critical characteristics. Use the customer symbols if they provided, otherwise use 产品正常使用,如长度,宽度,直径)用符号“ ”,关键特征(影响使用 使用客户符号,否则使用上述标准的过程控制符号。 制程控制规格,公差,过程参数等。 于控制或测量参数的的设备/量具/技术。
Customer/客户 Costomer's P/N 客户型号 Core team/核心成员 Process N° 工序号 Proc. Name 工序名称
H i s t
变 更 履 历
陈建文(刘小华)/阿杨(Sea)/Leigh LEI(xxx)Date/日期 Machine, device, jig, tools for Mfg 机器&设备 机器 设备& 设备 工具
Rev. x
Date/修订日期 xxxx-xx-xx
Description/内容 First release首次发行
Rev.
Date/修订日期 Description/内容
Method/方法 方法 Evaluation/ measurem ent 评估/ 评估 测量技术 Sample/样品 样品 Size 抽样数 Freq. 检查频率 Control method 控制方法 Responsible Remedial Action Plan 计划对策
l OI or SPC etc.简要描述如何实施控制,如根据SOP,控制OI 或SPC等。
s or operating out of control. Responsibilities for action should be defined. Suspect 操作失控采取的纠正措施.填写执行纠正措施的责任人以及对可疑品和不合格
Product/process specification/ tolerance 产品/流程规格 公差 产品 流程规格/公差 流程规格
1
2
3
4
5
6
7
1. Input base on the flow-chart 根据生产流程图填写。 2. Identify all equipments used 填写所使用的工具,设备,机器。 3. Input product or process characteristics number in every process 填写每个工位(根据流程图 4. Input feature of the product.(All products characteristics mentioned by the customer should be listed in the control 品特征须在控制计划中体现)。 5. Input variables that could have an effect on the product characteristics such as temperature, pressure… 设备验证等。 6. Input the special char. such as " " for important characteristics and " " for critical characteristics. Use th the standard process symbols described above. 填写特征等级,如重要特征(影响产品正常使用 者和被使用者安全,如电阻,耐压性能)用符号“ ”如果客户提供了符号,使用客户符号 7. Input the pruduct/process specification, tolerance of the parameter to control 填写产品/制程控制规格 8. Input the control equipment/tools/technic used to measure the parameter 填写用于控制或测量参数的的设备 9. Input size and frequency of the sample 填写抽样数和抽样频率。 10. Input brief description of how the control will be done, link to the SOP,Control OI or SPC etc. 11. Input responsible people/team who will perform the control 填写负责控制的责任人。 12. Define the corrective actions taken to prevent producing nonconforming products or operating out of control. Resp and nonconforming products should be quarantine. 填写用于预防产生不良品,或操作失控采取的纠正措施