宝钢现场一贯质量管理的贯彻与实施
宝钢一贯质量管理在梅钢管理实践中的应用
2009年第5期梅山科技 17宝钢一贯质量管理在梅钢管理实践中的应用赵彦红(梅山钢铁公司制造管理部生产技术室 南京 210039)摘 要:一贯质量管理是宝钢质量管理的精髓。
自ERP质量子系统上线以来,梅钢的质量管理从管理理念、管理思路、管理模式及组织机构上均进行了彻底的变革。
制造管理部采用系统的方法对炼钢、连铸、热轧、精整等工序进行了一贯质量设计,以确保实现梅钢价值最大化和顾客满意。
经过几年来宝钢一贯质量管理理念在梅钢的推行,梅钢在产品实物质量、质量管理以及用户满意度等方面都取得了可喜的成绩。
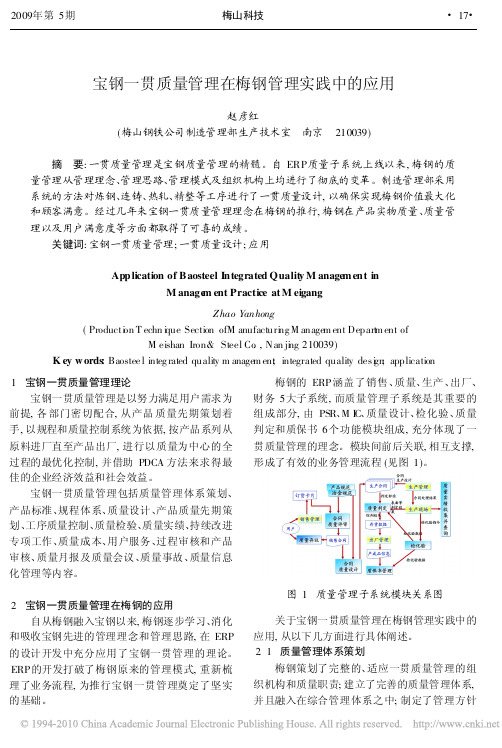
关键词:宝钢一贯质量管理;一贯质量设计;应用Application of Baosteel Integrated Qualit y M anage m ent inM anage m ent Practice at M eigangZhao Yanhong(Producti o n T echn i q ue Section ofM anufacturi n g M anage m ent Depart m ent ofM eishan Iron&Steel Co.,Nan ji n g210039)K ey w ords:Baostee l integ rated quality m anage m en;t integrated quality desi g n;application1 宝钢一贯质量管理理论宝钢一贯质量管理是以努力满足用户需求为前提,各部门密切配合,从产品质量先期策划着手,以规程和质量控制系统为依据,按产品系列从原料进厂直至产品出厂,进行以质量为中心的全过程的最优化控制,并借助PDCA方法来求得最佳的企业经济效益和社会效益。
宝钢一贯质量管理包括质量管理体系策划、产品标准、规程体系、质量设计、产品质量先期策划、工序质量控制、质量检验、质量实绩、持续改进专项工作、质量成本、用户服务、过程审核和产品审核、质量月报及质量会议、质量事故、质量信息化管理等内容。
宝钢高炉大修项目进度、质量、安全管理
项目安全管理的实践与效果
制定安全管理计划和规章制度
在项目开始前,制定全面的安全管理计划和规章制度,明确安全操 作流程和责任人。
进行安全培训和交底
对项目团队成员进行安全培训,使其了解并遵守相关安全规定,确 保安全生产。
定期进行安全检查与评估
对施工现场进行定期的安全检查与评估,及时发现并纠正安全隐患 ,防止事故发生。
加强与上下游企业的合作与沟通,实现资源共享和优势互补, 推动产业链协同发展。
1.谢谢聆 听
执行层的协调与优化
01
02
03
任务分解
将项目任务分解为具体的 施工活动,明确各项任务 的责任人、时间和标准。
施工组织
根据项目计划和任务分解 ,合理安排施工顺序和作 业时间,确保各环节的顺 畅进行。
质量检查
在施工过程中,执行层需 对各环节进行质量检查, 确保施工质量符合要求。
监督层的协调与优化
安全监督
的原则,确保了现场作业人员的安全和健康 。
项目展望
技术创新 绿色发展 人才培养 产业链协同
继续关注国内外同行业的技术发展趋势,积极引进和推广新技 术、新工艺、新设备,提高企业核心竞争力。
加强环保设施建设,优化能源结构,降低碳排放,实现绿色发 展。
加强人才队伍建设,通过多种渠道和方式培养一批高素质、专 业化、年轻化的管理团队和技术团队。
03 项目安全管理
安全管理体系
01
建立完善的安全管理体系,包括安全管理制度、安全操 作规程、应急预案等,确保项目实施过程中各项安全工 作得到有效管理和控制。
02
设立专门的安全管理机构,配备专业安全管理人员,对 项目实施全过程进行监督和指导,确保各项安全措施得 到有效执行。
宝钢集团基层管理的模式

作业长(管理者)
厂长、分厂厂长(领导者)
管理分配资源、解决目前 提出目标,创造环境,带领团队人 出现问题(做今天事) 员在协作中实现目标(做明、后天
事)
重视效率( how to do ) 效果( what to do )
视点落在“合理地做” 视点落在“做合理的事”
关注:如何管好人、物 关注:人的精神
标准化管理原则:基层管理必须遵循一整套的标准、程序、 制度和方法,以法治代替人治,克服随意性。
效劳原则:包括两方面,一是职能部门应主动为生产现场效劳, 二是工序之间、各个生产环节之间的相互效劳。
三、宝钢基层管理运营体系概况
〔二〕宝钢基层管理运行模式
1、工序服从:(原则〕 就是按照工序的重要性来决定作业长之间的工作关系,
2、集中一贯与分层管理的关系;
3、重心下移与分层管理的关系。
由于管理重心下移,日常工作解决在作业层面, 所以在基层建立了“以作业长制为中心〞的管理模式, 实行“工序服从、重心下移、权限委让、横向协作、 自我了结〞的管理原则,建立运营组织,充分发挥基层 管理的功能、基层积极性和“小厂长〞的作用。〔作 业长做好今天事〕
三、宝钢基层管理运营体系概况
〔三〕宝钢基层管理模式的内容
1、管理理念:竞争在市场,竞争力在现场。
2、管理目标:确保宝钢生产现场的平安、稳定、持 续和顺行,构筑平稳有序、状态受控、反应迅捷的现 场控制根底,实现现场对公司参与市场竞争的有力支 撑。
三、宝钢基层管理运营体系概况
3、运行体系:〔二个中心〕建立以作业长制为中心的基层 管理体系,实行以作业长管理为中心的基层管理运行方式, 强调权限委让、工序服从、重心下移,充分发挥基层管理 的功能,调发动工的积极性,表达“ 以人为中心〞的管理 思想。
宝钢基层管理知识100问
宝钢基层管理知识100问目录宝钢基层管理概述 (1)宝钢的作业长制 (4)宝钢的设备管理 (7)宝钢的标准化作业 (13)宝钢的现场技术创新 (16)宝钢的计划值与标准成本管理 (21)宝钢的质量管理 (26)宝钢的生产、安环、能源管理 (30)宝钢基层管理概述1.宝钢现代化管理体系的特点是什么?宝钢的现代化管理体系有三个显著特点:一是对主生产线的集中一贯管理;二是广泛进行社会化专业协作;三是在基层建立了以“作业长制为中心”的基层管理模式。
宝钢的基层管理,突破了钢铁企业传统的基层管理方式,在形式和内涵上都有重要创新,已成为宝钢现代化管理体系的可靠支柱和坚实基础。
2.基层指什么?一般来说,企业的基层是相对企业的上层和中层而言的。
上层是企业的决策层,在宝钢具体指公司领导层。
中层是企业的管理层,在宝钢具体指二级单位的领导层。
基层是作业层,在宝钢具体指分厂、作业区等直接从事作业活动的单位。
3.什么是基层管理?基层管理是指对作业层的生产活动进行计划、组织、指挥、协调和控制的总称。
由于基层管理的主要职能是对生产作业活动的管理,因而生产现场管理就成为基层管理的直接表现形式。
4.宝钢基层管理的指导原则是什么?(1)效率、效益优先原则。
追求产量、质量和成本的系统最优化,通过改善作业,提高效率。
(2)科学管理的原则。
讲求系统思考、紧密协作、严格管理。
(3)规范化管理原则。
严格执行标准化作业,并持续改进、不断完善。
(4)服务原则。
包括两方面,一是职能部门应主动为生产现场服务,二是工序之间、各个生产环节之间的相互服务。
5.宝钢基层管理模式的内容是什么?(1)管理理念:竞争在市场,竞争力在现场。
(2)管理目标:确保宝钢生产现场安全、稳定、持续、顺行,构筑平稳有序、状态受控、反应迅捷的现场控制基础,实现现场对公司参与市场竞争的有力支撑。
(3)运行体系:建立以“作业长制为中心”的基层管理体系,实行以“作业长管理为中心”的基层管理运行方式,强调权力委让、工序服从、重心下移,充分发挥基层管理的功能,调动员工的积极性,体现“以人为中心”的管理思想。
宝钢现代化管理
(1)标准化作业推进的七种方法
重点突破推进法
标准化作业具体涉及到企业的每个员工、每项工作,渗透到企业 的上下左右,方方面面。在一定时期内,应结合本单位、本部门的当前 实际工作情况及薄弱环节,以点带面,有重点、有步骤地推进标准化作 业。
人员分类推进法
企业员工的工作岗位性质不同,年龄层次不同,学历经历不同,技 术水平不同,对不同人员在标准化作业推进过程中的要求和方式也要因 人而异,不能“一刀切”。
13
(4)职务资格双轨制
• 现任职务:按岗位要求,在岗位上的作业长 • 能力资格:按正式培养和严格考核,选拔具有 作业长能力的人作为后备作业长 • 形成竞争激励机制和良性的循环
14
(5)横向协作
• 横向联系主要指本区域与其他区域尤其是上下工序或对 口作业区的沟通联系。 • 在作业过程中,为解决工序间生产组织、质量控制、物 流信息等问题本区域管理者需要主动与相关区域管理者 一起,共同分析产生的问题和可能的原因,共同商议解
17
作业长队伍管理
作业长队 伍优化 激励、 退出机制
作业长 岗位设置
岗位规范 上岗标准 任职资 格培训 作业长配置 与竞争上岗
18
最具竞争力 的作业长队伍
绩效管理
日常管理 在职研修
宝钢基层管理
一、宝钢基层管理主要内容 二、宝钢作业长制 三、宝钢标准化作业
19
1、现场为何要推进标准化作业
它是企业长期发展后形成的知识沉淀,代表企业现行的
PDCA
5W1H
5F1Z
4
7
七种基本 推进方法
2
8
标准化作 业的8各方 面的内容
5
1
3
三方 确认
宝山钢铁股份有限公司-宝钢质量管理实践与发展展望

宝钢管理体系认证
2004 职业健康安全管理体系通过OHSAS 18001(GB/T28001)认证 2003年 计量校准通过实验室ISO/IEC17025认可 2003年 质量管理体系通过ISO/TS16949认证 2000年 通过ISO/IEC导则25实验室认可 1999年 汽车板质量管理系统通过QS9000认证 1998年 计量管理体系通过 ISO 10012-1认证 1998年1月 环境管理体系通过ISO 14001认证 1995 年1月 质量管理体系通过ISO9001认证
公司愿景
使命 成为全球一流的钢铁制造,致力于向社会提供
超值的产品和服务
以人为本
公司愿景
一流抱负
核心价值观 诚信、合作、创新,追求企
业价值最大化
战略目标
成为全球最具竞争力的钢铁 企业
三位一体的公司愿景构架
公司文化
企业文化 战略目标 核心价值观
严格苛求的精神、学习创新的道路、争创一流的 目标为主线的企业文化 成为全球最具竞争力的钢铁企业
家
建
电
筑
用
结
钢
构
汽车用钢
宝钢产品和管理荣誉
汽车板等产品中国名牌产品 全国质量管理奖(2001年,2007年确认) 全国实施卓越绩效管理先进企业 首届上海市市长质量奖(2009年) 全国推进TQM管理先进企业(2009年)
宝钢质量管理发展历程 • 按ISO/TS16949标准
宝钢质量管理 实践与发展展望
宝山钢铁股份有限公司
• 交流提纲
•一.宝钢质量管理发展 •二.质量管理工具应用 •三.质量管理发展展望
宝钢集团有限公司
宝钢集团有限公司是以宝山钢铁(集团)公司为主体,联合重 组上海冶金控股(集团)公司和上海梅山(集团)公司,于1998年 11月17日成立的特大型钢铁联合企业,为我国最大制造业企业之一。
宝钢线材的实物质量与改进方向
钢坯轧制
钢锭经过脱模后在开坯车间的均热炉进行加 热,钢锭的开坯采用二架二辊可逆式初轧机和六架 平立布置的连轧机进行钢坯轧制生产,并经过在线 的自动热火焰剥皮处理。冷却后的140方钢坯进入 精整工序,通过表面抛丸、磁粉探伤、超声波探伤、机
高炉炼铁工序由于采用进口的优质铁矿石,含 铁量高,有害杂质少,化学成分稳定,因而产生的铁 水中Si,S含量低,其中S的质量分数在0.02%左 右,通过炉前脱Si,可将铁水si的质量分数由0.
第29卷
Vo】.29
第4期
No.4
金
Steel
属 Wire
制
品
2003年8月
Augus£ 2003
Products
宝钢线材的实物质量与改进方向
陆志新唐劲松
(宝山钢铁股份有限公司条钢厂上海201900) 摘要对宝钢线材的生产工艺及质量保证能力进行综述,并对弹簧钢线材、优质硬线(预应力钢丝钢绞线、 钢帘线)、冷镦钢线材、焊丝用线材等4大类产品的实物质量水平进行剖析阐述,与日本神户线材质量进行对比分 析,提出宝钢线材的质量改进方向。 关键词宝钢线材实物质量改进
万方数据
第4期
陆志新等:宝钢线材的实物质量与改进方向
・37・
械表面修磨等多道处理后,再将合格的钢坯送往线 材工厂进行线材生产。 1.2.2线材轧制 高速线材工厂全线采用无扭轧制,最高保证轧 制速度可达110 m/s。主要设备有:出钢臂式侧装侧 出步进梁式加热炉,可减少钢坯在加热和出入炉时 的表面划伤;全炉共计8个温度自动控制段,采用最 佳燃烧数字模型的计算和控制技术,可有效高精度 地控制钢温,使钢坯加热温度均匀,氧化烧损少,脱
预应力钢丝钢绞线用线材
万方数据
・38・
宝钢集团6s管理制度

宝钢集团6s管理制度宝钢集团是中国最大的钢铁生产企业之一,为了提高生产效率和管理水平,宝钢集团引入了6S管理制度。
6S管理制度是一种以整理、整顿、清扫、清洁、素养(培训)和标准化为核心内容的管理方法,旨在通过规范和改善工作环境和作业流程,提升企业的管理效能。
下面将详细介绍宝钢集团的6S管理制度。
首先,整理(Seiri)是指将工作场所内的物品进行分类、筛选和归纳,去除无用物品。
通过整理,可以有效减少工作环境的混乱和杂乱,提高工作效率。
宝钢集团要求员工定期清理工作区域,确保工作区域整洁有序。
其次,整顿(Seiton)是指将工作区域内的物品进行规划和布置,使之易于取用。
宝钢集团要求员工将工作区域内的物品放置在固定的位置,并进行标识,提高工作效率和安全性。
第三,清扫(Seiso)是指定期进行工作区域的清洁和保养。
宝钢集团注重工作区域的清洁和整洁,要求员工每日进行清扫和巡视,确保工作环境的卫生和安全,并营造良好的工作氛围。
第四,清洁(Seiketsu)是指要保持工作环境的清洁和整洁。
宝钢集团要求员工养成良好的卫生习惯,定期对工作区域进行清洁,并定期检查和维护设备,确保生产环境的清洁和安全。
第五,素养(Shitsuke)是指员工的教育和培训,提高自身的管理素质和技能水平。
宝钢集团通过举办各类培训班,培养员工的意识和能力,提高员工的素质和技能。
最后,标准化(Standardize)是指为各项6S活动的实施建立标准和规范。
宝钢集团通过制定各项管理规程和作业指导书,确保各项6S活动的有序进行,增强管理效能。
总结起来,宝钢集团的6S管理制度通过整理、整顿、清扫、清洁、素养和标准化等六个步骤,提高了工作环境的整洁、安全和效率。
该制度的实施,不仅使员工养成良好的工作习惯和素质,也提高了工作效率和生产质量。
通过6S管理制度的引入,宝钢集团不断改进和提升自身的管理水平,为公司的可持续发展提供了有力的支撑。
宝钢集团精益生产的实施
计划生产时间比率 77.3%
可用生产 时间比率
有效生产时间 比率
合格品生产时 间比率
格产品净 生产时间
92.0%
93.0%
87.2%
* 由于实际轧制节奏未达到平均轧制节奏而损失的速度(426小时);单机、单炉运行时轧制节奏损失三分之一(10
小时)
** 按最终封锁量减去废品计算
*** 需要返修和降级的产品,非计划中间坯的生产时间(已扣除补料)
70-75%
11
6936 576
24
6360
218 * 6142
120
289
265
255 5
125 ** 5897 532***
6570
1204小时 的改善潜力
5
22 5365
237
223
274
总日历 年修 定修 换工 换支 总可用 故障和 总运行 速度 有效运 成材率 补料 净生产 生产返 合格产 达到75%
况实施预知性维修
组织能力
• 换工作辊记录不准确,未严格区分换工作辊
与维修点检时间(25分钟/天),未严格区分 实际定修和换支承辊时间,以至缺乏事实依 据持续改善换辊时间
• 员工技能有一定差异
• 确保原始记录的真实性和准确性 • 改进业绩考核和激励机制,明确考内容
和目标
• 加强员工技能评估、发展与有针对性的技
1580
0
2002年目标
2050
52
x
27
=
0
x
59.6
=
总和
3,100 3,100
1580 挑战目标
2050
资料来源: 宝钢股份;小组分析
• 年修24个月14天
宝钢技改施工管理提升实施方案
宝钢股份技改施工管理提升实施方案一季度,公司在宝钢股份技改施工综合业绩考评成绩与各大冶相比存在明显差距,特别是在在线技改施工管理上已落后于宝钢技术,为尽快扭转目前公司在宝钢股份技改施工管理现状,提升业主满意度,工程管理部对宝钢投资部一季度安全考核进行了整理,并在分析回访意见基础上,特制定了《宝钢股份技改施工提升管理实施方案》。
力争在年内,基本理顺公司技改管理体系,公司技改施工管理能力有较大提升,业主的满意度和评价得到提高。
一、全年工作目标1、季度施工综合业绩考评(小于500万)项目争三保五。
2、争创宝钢样板工地1项、优秀工地及安全最佳实践工地3项。
3、全年宝钢安全考核扣分比2015年下降10%以上。
二、组织机构公司成立以工程管理部负责人牵头,建分、二、三分各技改分管领导、技改管理相关负责人组成的“宝钢股份技改施工管理提升实施方案”工作小组。
组长:顾文彪副组长:邾根荣胥菊英张秀庭组员:李文博张亚辉曾祥福王伟涂安明庞博三、工作重点(一)健全公司宝钢股份技改施工管理组织机构及制度,落实各级管理责任。
建立由工程管理部牵头,二、三、建分各科室组成的技改管理组织机构,明晰工程管理部与分公司的管理界面,做到管理明确,职责清晰;各行其职,各负其责。
(二)做实“项目管理团队”,切实提高管理人员现场履职能力及效果。
推动建立项目经理负责制的项目管理团队,改变以往项目策划中组织机构与现场管理人员不一致现象,提高项目经理(施工负责人)、安全、质量等管理人员现场履职能力。
(三)严格落实“五个到位”,确保项目过程管控的有效性。
以“五个到位”为抓手,切实做好“项目过程管控”。
即:施工方案(专项方案)编制、审核、审批到位;各项技术和管理措施,严格按照方案落实到位;安全技术交底、班前危险预知教育到位;方案实施过程监管到位;应急预案制定、实施到位。
(四)推进项目工地安全文明“标准化”,提高安全文明管理水平。
编制“标准化”手册,推进施工安全文明临时设施管理“标准化”,并以争创宝钢建设技改样板工地、优秀工地为抓手,加强建设技改工程安全防护设施的落实,同时持续强化对危险性较大作业分部、分项工程的日常管控。
宝钢现场一贯质量管理的贯彻与实施

3月
Cpk/Ppk
4月 Cp/Pp 2.49 2.10 2.18 2.20 2.10 3.23 Cpk/Ppk 2.35 2.01 1.98 2.00 1.90 2.16
Cp/Pp
5月
Cpk/Ppk Cp/Pp
6月
Cpk/Ppk
1 C101机组1#酸槽铁离子浓度 2 C101机组2#酸槽铁离子浓度 3 C101机组3#酸槽铁离子浓度 4 C101机组4#酸槽铁离子浓度 5 C401机组2#酸槽铁离子浓度 6 C102乳化液3#箱浓度 7 C102乳化液5#箱浓度 8 C108 F2退火温差 9 C108 锌锅温度 C109 13#槽游离碱 10 C109 绯红涂料总干膜厚度 11 C109绯红涂料色差 12 C109 绯红涂料初涂PMT 13 C109 绯红涂料精涂PMT 14 C111镀液硫酸锌浓度
控制图 用户要求或工程规范 CPK或PPK(上一年) 主管技术人员 责任部门 2005年Cp/Pp 2005年Cpk/Ppk 06年目标 2002.5 95~109g/l 2.38 李俊宪 轧一 2.49 2.39 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2002.5 67~77 g/l 2.05 李俊宪 轧一 2.21 2.07 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2002.5 37~47 g/l 1.9 李俊宪 轧一 2.29 1.91 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2002.5 16~26 g/l 2.13 李俊宪 轧一 2.26 2.16 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2003.5 40~110 g/l 1.87 李俊宪 轧一 2.21 1.90 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 1999.4 1.47~2.93% 1.4 艾涛 轧一 2.57 1.58 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 1999.4 0.46~1.37% 初始研究 艾涛 轧一 2.79 1.37 Cpk≥1.5,Cp≥2.0 2003.3 1.0±0.3% 1.42 丁勇生 涂镀 1.52 1.41 Cpk≥1.5,Cp≥2.0 2003.3 2.0±0.3% 1.33 丁勇生 涂镀 1.51 1.39 Cpk≥1.5,Cp≥2.0 2003.3 0±20℃ 4.19 丁勇生 涂镀 4.01 3.88 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2003.3 0±20℃ 1.8 丁勇生 涂镀 1.82 1.80 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2002.4 465℃±5℃ 2.04 杜磊 涂镀 2.21 2.10 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2002.4 0℃±20℃ 2.65 杜磊 涂镀 2.96 2.70 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2004.5 320—380g/L 1.4 孙宁锋 涂镀 1.65 1.40 Cpk≥1.5,Cp≥2.0 1999.6 0-7mm 2.59 杨大华 精一 2.73 2.45 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2001.2 1.0-3.0% 1.54 李有元 轧二 1.74 1.62 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2004.5 3.2-5.2% 0.96 李有元 轧二 1.75 1.50 Cpk≥1.5,Cp≥2.0 2000 110-140g/l 2.79 黄健 轧二 2.81 2.79 稳定过程控制,确保Cpk≥1.5,Cp≥2.0 2000 3.5-6.5% 1.95 黄健 轧二 2.09 1.93 稳定过程控制,确保Cpk≥1.5,Cp≥2.0
案例 上海宝钢的供应物流
1995年,物贸公司在材料系统己全面实现计 算机辅助管理的背景下,开始推行“五坚持、五反 对”工作制度。其内容是:①坚持深入供应站、仓 库掌握第一手资料;反对凭经验、靠电话、只听汇 报,不深入现场的工作作风。 ②坚持到总库、生产厂、部征求有关物资质量 的意见;反对忽视质量,不主动听取用户意见的工 作作风。 ③在出现异常情况时,要坚持立即深入到现场, 按要求认真、及时处理,做到用户满意;反对扯皮、 推诿、拖拉、马虎的工作作风。 ④坚持深入仓库、料场核对,对物资保管、堆 放库存周转进行业务指导;反对只凭计算机、台账 的工作作风。 ⑤坚持深入作业区、班组、科室真心实意地听 取意见,满腔热情地解决职工实际困难;反对不闻 不问、漠不关心、不下基层的工作作风。
1996年,物贸公司在机关管理部门进一步推出
深化“双优”服务的“五主动”服务措施。即要求机
关主动掌握基层信息,主动了解,主动跟踪服务。
(5)提高员工素质 ①建立主辅岗位制。 ②强化“双优”服务的思想教育。 ③全面开展提高员工为用户服务的技能培训。
(2)坚持标准化作业管理 宝钢基层管理特色之一是标准化作业。宝钢物 资部门标准化作业的主要内容是: ①实现从编制材料申请计划到组织材料进库、 送料到现场、物资和废旧物资回收全过程标准化的 跟踪管理。 ②在各作业区普遍实行环境、礼仪的标准化、 定置化管理。 ③针对各作业区布局分散的特点,建立起与重 点抽检相结合的全部作业巡检制。 ④全面推广为现场提供优质服务的作业法。
6.供应物流创新的成效
(1)确保生产的正常进行和规模扩张 (2)多方位提高物资经济效益 (3)坚持减员增效
宝钢的物流管理从管理理念、管理方法等诸 多方面都为我国传统的大型钢铁企业提供了许多新 鲜经验。 (1)特点与启示 ①宝钢在主体生产线和物流管理中均实行“集 中一贯管理法”,这是宝钢现代化管理的一个重要 特点。 ②管理重心下移是现代管理发展的必然。 ③宝钢实施了与一般意义“ CS” 不完全相同的、 独具特色的“CS”战略。
宝钢标准化管理
宝钢标准化管理概述
4、宝钢基层管理的“五制配套”
根据宝钢集中一贯管理体制的要求和现代企业基层管理 的特点、任务与基本要求,适应大型钢铁联合企业连续化、 高效化、自动化的特点和高质量、高效率、高效益的生产经 营管理方式,宝钢的基层管理形成了 “五制配套”的新型基 层管理模式,从而实现企业管理重心的下移,强化基础管理, 确保企业有一个稳定高效的运行基础。
宝钢标准化管理
宝山钢铁股份有限公司
2010年9月
宝钢标准化管理概述 宝钢标准化管理推进的做法 宝钢标准化管理的发展和体会
宝钢标准化管理概述
一、宝钢标准化管理起源 1、宝钢发展历史
一期工程 建成投产
改制为宝山钢铁股 份有限公司
1978 12.23
1985 9.15
1998 11.17
2000 2.3
S≤0.045%
粒度 3~40mm
轻烧白云 石
CaO≥52.4%
SiO2≤5.7% MgO≥29.1%
S≤0.045%
P≤0.14%
粒度 3~35mm
轻烧白云 石压块 铁矿石
锰矿 硅砂
CaO≥52.4% T.Fe≥60.0% T.Fe≥17.4%
SiO2≤5.7% MgO≥29.1% SiO2≤4.0% SiO2≤6.0% AL2O3≤8.8% SiO2≥90% Al2O3≤2.5%
一、宝钢标准化管理推进体制
1、公司设有标准化推进委员会,下设标准化作业推进办公室;
2、各二级单位设有部门标准化作业推进小组;
3、各二级单位设有部门标准化作业推进联络员一名。
标准化作业推进委 标准化作业推进 部门标准化作业推 标准化作业推进联
员会
办公室
进小组
精选宝钢现场管理
计划值管理
计划值定义 计划值的特点 计划值的作用 计划值项目体系 计划值表达方法和周期 计划值修订 标准维护与计划值管理应用系统
宝钢作业长制的定位和意义
以作业长制为中心的基层管理模式是宝钢集中一贯管理体系的重要组成部分。作业长制是宝钢现场管理体系的运行基础,是提高生产第一线经营管理水平,提高现场对市场竞争适应能力的重要手段。作业长在宝钢基层管理中处于中心地位。
物流 管理
工人的作业
情报
设备
产品及材料
现场作业长制
以“ 五制配套”管理为主要内容,各项基础工作有机联系。实行以“ 作业长管理为中心”的现场基础管理运行机制。
宝钢现场管理“五制配套”模式示意图
以计划值为目标
以作业长制为中心
以自主管理为基础
以点检定修为重点
以标准化作业为准绳
感谢您的下载观看
标准化作业推进的基本做法
4728513
基准、标准规范化
管理方法标准化
标准化作业的内容
部门
岗位
行为动作标准化
时间系列标准化
服装、标志标准化
礼仪环境标准化
安全工作标准化
工作程序标准化
8--标准化作业的8个方面内容
现场管理的5S活动
“5S活动”是指生产作业现场环境的“整理、整顿、清扫、清洁、素养(自律)”五项活动。
标准化作业的定义
标准化作业是指企业内员工的作业活动必须按照事先规定的一套制度、程序和方法办事,以达到预期效果的行为。
作业标准化与管理标准化
标准化作业推进组织
公司标准化作业推进组织为“ 二级三层机构网络”,即由公司、厂部二级委员会、推进办公室和联络员三层组成机构网络体系。公司标准化作业推进办公室下设标准化作业联合巡检组,负责公司日常标准化作业的检查、推进和监督工作。
宝钢TS16949质量体系的解读和实施

ISO/TS 16949:1999
ISO 9001:2000
VDA6.1(德) AVSQ (意) QS-9000(美) EAQF(法)
BS 5750
ISO 9000
❖ TS 16949:2002 2002年3月公布
❖ QS-9000:1998 AVSQ VDA6.1 EAQF均没有进一步的发展计划
• IATF和JAMA制定、 TC176支持
创建了ISO/TS16949
ISO/TS16949 ISO9001
Part Commodity
Division
Company Sector
Fundamental
特殊 通用
ISO/TS16949与QS9000
• QS9000是以ISO9001:94为基础,其标准的注册 允许延续到2003年12月14日。 • ISO/TS16949:2002是以ISO9001:2000为基 础,是汽车供应商——质量体系。
4.1 总要求
• 要求 ——组织必须按本国际标准的要求,建立、文件化、 实施和维护质量管理体系,并持续改进其有效性。
——组织必须
•识别质量管理体系所需要的过程和他们在组织中的应用 •确定这些过程的顺序和相互作用; •确定为确保这些过程有效动作和控制所需要的准则和方法; •确保可以获得必要的资源和信息,以支持这些过程的有效运行 和监控; •测量、监控和分析这些过程 •实施必要的措施,以实现这些过程所计划的结果和持续改进。
原则一 以顾客为关注的焦点
组织依存于顾客,因此,组织应当理解顾客当前和未来 的需求,满足顾客要求并争取超越顾客期望。 主要活动:
了解顾客的需求和期望 将组织的目标与顾客的需求和期望,联系起来 在整个组织内沟通 测量顾客满意度 处理好与顾客的关系 兼顾相关方利益
宝钢的作业长制集团

(3)它是企业管理体制上一项重大改革,是宝 钢股份“集中一贯管理体制”的运行基础。
4
作业长制
2、作业长制的由来
• 美国领班制--日本作业长制--宝钢作业长制
为何要引进、消化日本的基层管理模式 • 国外先进的管理方法和手段是实践后的结晶 • 先进的生产方式应配套科学的基层管理 • 先进的技术与装备,必须实施先进的管理
力、沟通能力和改进能力。
13
作业长制
(5)发展创新阶段(99-至今)
• 引入系统思考理念,在作业区广泛开展学习型团队创 建活动。
• 开展了作业区的分类管理。对作业区进行了精减,对 作业长队伍进行了优化。
• 随着人力资源的理念的引入,公司推行人力资源共同 责任体系,在作业长管理中推行人力资源管理。
14
• 作业区的自主管理活动需要在作业长的领导和支持下 开展与实施。
• 作业长是现场自主管理活动开展的领导者、支持者和 指导者。
• 自主管理活动为作业长实施横向协作提供了有效的途 径。
27
作业长制
(5)作业长制在公司的定位
• 是公司现场基础管理体系的核心,是作业区的核心负责的核心人物。
• 86年推进重点:统一思想、审定编制、建立制 度、初步培训
• 87年推进重点:严格考核、加强培训、鼓励探 索、简政放权
• 88年推进重点:强化推进、提高素质、制度细 化、组织配套
10
作业长制
(3)巩固提高阶段(89-94)
• 先后修订了一系列规章制度,规范作业长的工作。 • 在工序服从的基础上,加强厂际作业长间的横向联
5
作业长制
上海宝钢公司管理手册
上海宝钢十三冶钱潘建筑材料有限公司企业标准QP/QD-01-D管理手册Ma n a g e me n t ma n u a l 发布日期: 2009 年 6 月 15 日实施日期: 2009 年 6 月 26 日上海宝钢十三冶钱潘建筑材料有限公司第一部分批准页本手册是阐述上海宝钢十三冶钱潘建筑材料有限公司质量方针、目标和质量管理体系构成的内部法规性文件。
本手册按GB/T19001-2008 idt ISO9001 :2008 《质量管理体系要求》的规定并结合本公司具体工作特点编制,经审定符合标准要求。
手册中规定的内容是全体员工在工作中需要遵循的准则,必须坚决贯彻执行。
现经本人审定,批准发布(手册现行有效版本为D版),授权管理者代表负责实施本公司的质量管理体系。
任命刘绥芳同志为质量管理体系的管理者代表,负责质量管理体系的建立、实施和有效运行工作(具体职责详见本手册5.5.2 条款)。
总经理:药维东2009 年6 月16 日第二部分目录第二部分目录第三部分总则. 、/一1 .前言................................................2 .修改页.............................................. 3.手册的管理.............................................. 第四部分质量手册1.引用标准....................................2.管理体系覆盖的范围..........................................3.术语和缩写..............................................4.质量管理体系............................................4.1 总要求...............................................4.2 文件要求.............................................4.2.1 总则...................................4.2.2 质量管理手册...........................................4.2.3 文件控制..............................................4.2.4 记录的控制............................................5.管理职责...............................................5.1 管理承诺.............................................5.2 以顾客为关注焦点................................5.3 质量方针.............................................5.3.1 质量方针..............................................5.3.2 质量方针内涵...........................................5.4 策划...............................................5.4.1 质量目标..............................................5.4.2 质量管理体系策划................................5.5 职责、权限和沟通..........................................5.5.1 职责和权限............................................ 上海宝钢十三冶钱潘建筑材料有限公司的质量管理体系机构图5.5.2 管理者代表............................................5.5.3 内部沟通..............................................5.6 管理评审.............................................5.6.1 总则..............................................5.6.2 管理评审的输入.........................................5.6.3 管理评审的输出.........................................5.6.4 管理评审记录...........................................6.资源管理...............................................6.1 资源提供.............................................6.2 人力资源.............................................6.2.1 总则..............................................6.2.2 能力、意识和培训.........................................6.4 工作环境..............................................7 .产品实现............................................... 错误! 未指定书签错误! 未定义书签错误! 未定义书签错误! 未定义书签7.1 产品实现的策划............................................7.2 与顾客有关的过程...........................................7.2. 1与产品有关的要求的确定 . .....................................7.2. 2与产品有关的要求的评审 . .....................................7.2.3 与顾客及相关方的沟通 . .............................错误! 未定义书签7. 3 设计和开发............................................7.4 采购...............................................7. 5 生产和服务提供............................................7. 5. 1 生产和服务提供的控制 . ........................................7. 5. 2 产品和服务提供过程的确认 . .....................................7.5.3 标识和可追溯性..........................................7.5.4 顾客财产............................................7.5.5 产品防护............................................7.6 监视和测量装置的控制.........................................8 .测量、分析和改进...........................................8.1 总则...............................................8.2 监视和测量.............................................8.2.1 顾客满意............................................8.2.2 内部管理体系审核........................................8.2.3 过程监视和测量..........................................8.2.4 产品监视和测量..........................................8.3 不合格控制.............................................8.4 数据分析..............................................8.5 改进...............................................8.5.1 持续改进............................................8.5.2 纠正措施............................................8.5.3 预防措施............................................9.附录.................................................9.1 质量管理体系(文件)与 GB/T19001-2008 标准的对照表...................9.2 相关的法律法规和规定.........................................9.3 质量管理体系模式图及生产流程图 . .....................................9. 3. 1 质量管理体系模式图 . ......................................9. 3. 2 预拌混凝土、外加剂、灌浆料、水稳材料设计、生产和服务工艺流程图文件控制程序记录控制程序...............................................内部审核程序...............................................不合格控制程序..............................................纠正和预防措施控制程序..........................................第三部分总则1 •前言上海宝钢十三冶钱潘建筑材料有限公司是具有独立法人的经济实体,成立于1997年2月,〖注册号:〗,注册资金 2000万元,法人代表:药维东,总经理:药维东。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
?冷轧厂2006年各月常规推进计划
(二)专项工具的推进
1、SPC 推进与应用
(1)SPC 控制点的选择
No 控制项目名称
控制图类变型量性质控制图用户要求或工程CP规K或范PPK(上一主年)管技术人责员任部门2005年Cp/2P00p5年Cpk/0P6p年k 目标
1. C101机组1#酸槽Fe2+浓度 X-MR IV 2002.5 95~109g/l 2.38 李俊宪 轧一 2.49 2.39 稳定过程控制,确保Cpk≥1.5,C
硅钢分厂 责任者:郦 希 联络员:陈卓雷
1420/1550 设备车间
责任者:臧毅民 联络员:顾华中
设备管理室 责任者:邹玉贤 联络员:殷莉萍
安环组 责任者:周 荆 联络员:高 宏
精整一分厂 责任者:黄 飞 联络员:杨大华
精整二分厂 责任者:李计政 联络员:王生才
彩板分厂 责任者:汤文杰 联络员:牟战旗
ISO14001 ISO18001
法规要求
IMS
ISO/TS16949
ISO10012
材料管理要求 行业要求
2004 开展IMS 认证OHSAS 18001 认证 2003 全面引入ISO/TS16949 认证 2002 完成ISO 2000 版转版认证 2001 完成 三期1550 QS 9000 认证 1999 汽车板系统QS 9000 认证 1998 完成所有二期工程认证、ISO 14001 认证 1995 宝钢全面按ISO 9001 认证 1994 ISO 9001/ 9002 质量体系认证 1992 -1993 产品认证 1985 引进一贯制管理
轧钢一分厂 责任者:许 新 联络员:王骏飞
轧钢二分厂 责任者:戴竞舸 联络员:朱简如
镀锌分厂 责任者:吴 彬 联络员:杜国强
2030 设备车间 责任者:陶树贵 联络员:王 超
质检站 责任者:郝仁官 联络员:刘俊祥
生产技术室 责任者:陆 隽 联络员:陆 隽
涂镀分厂 责任者:邹美平 联络员:钱 钢
镀锡分厂 责任者:彭 俊 联络员:李 平
间、 2个室、 1个质检站、技改组等部门,现有职 工2343人,平均年龄 34.8岁, 平均受教育年限 13.7年,大专以上占 23.7%(其中本科 183名、硕 士研究生 55名、博士生 6名)。
(2)组织机构 厂长 副厂长、助理
轧一分厂 涂镀分厂 精一分厂 2030设备车间
轧二分厂 镀锡分厂 精二分厂
硅钢分厂 镀锌分厂 1420/1550设备 磨辊车间
彩板分厂
厂办公室
质检站
能介车间 设备管理室
生产技术室
技改组 党群(包括工会 、团委、组干、 劳资)
2、管理体系推进联络体制
冷轧厂管理体系推进网络图
冷轧厂管理体系推进责任者 联络员
储双杰 刘俊祥
质量、计量管理体系推进者
林秀贞(公司工作组成员)
环境、职业健康安全管理体系推进者 包信方
ISO14001 推进责任部门:能介车间 责任者:蔡圣贤 联络人:倪伟平
OHSAS18000 推进责任部门:安环组
责任者:周 荆 联络人:高 宏
3、管理体系文件
厂级管理文件 技术规程 岗位规程
3、2006年管理体系推进计划
(1)指导思想
进一步优化冷轧厂管理体系推进工作, 强化基础管理,体现“抓过程、抓落实、重 效用、重培训”的总体要求,提高体系推进 的针对性、有效性。
(3)六西格玛与管理体系
实施六西格玛精益运营与质量攻关项目
公司级重大生产技术问题攻关 公司级六西格玛精益运营项目 厂级六西格玛与质量攻关项目
同时再培养
后备黑带大师
黑带
(4)异议与用户满意
?强化异议整改与落实,杜绝重大质量异议 的发生,质量异议赔偿金额下降 15%
?推进“区域化”分工,提升服务技术水 平 ,用户满意度 >90分
现场一贯质量管理的贯彻与实施
宝钢分公司冷轧厂质量管理的策划 二、现场一贯质量管理的实施 三、现场一贯质量管理的测量与改进
一、现场一贯质量管理的策划
(一)管理体系的策划 (二)生产运行计划的制定
(一)管理体系的策划
目前我厂管理体系作为公司管理体系的一部分, 是以ISO/TS16949 为平台的质量、计量、环境和职 业安全的整合管理体系;
(二)生产运行计划的制定
1、工作方针
迎接市场挑战,发挥品种优势; 实施精益运营,降低运行成本; 关注过程指标,深化绩效管理; 开展自主创新,突破技术壁垒。
2、主要目标
(1)主要质量指标 ?一次合格率与综合成材率目标 ?质量成本目标
(2) 重点产品质量推进
?汽车板推进目标 ?B50AH470 和B50A400 的开发力度 ?热镀锌、彩涂无铬钝化推进目标 ?DI材厚度进一步减薄目标 ?彩涂家电产品及新品开发
(4)异议与用户满意
异议减少目标:下降15%
55
50
50
50
44
33
22 20
10
10
11
20
20
15
0 轧一
涂镀
精一
轧二
镀锡
彩板
镀锌
硅钢保持05年水平
精二 质检站
二、现场一贯质量管理的实施
(一)管理体系的建立与实施 (二)专项工具的推进
(一)管理体系的建立与实施
1、部门及组织机构情况
(1)部门及人员情况 目前冷轧厂组织结构下设 9个分厂、 4个车
磨辊车间 责任者:陈海成 联络员:杨凯夫
能介车间 责任者:蔡圣贤 联络员:殷玫捷
技改组 责任者:汪景鲁 联络员:严 聪
办公室 责任者:刘发超 联络员:严 华
党群 责任者:吕春浩 联络员:陈 玮
ISO/TS169469 推进责任部门:质检站 责任者:郝仁官 联络人:刘俊祥
ISO10012 推进责任部门:设备管理室 责任者:邹玉贤 联络人:殷莉萍
2. C101机组2#酸槽Fe2+浓度 X-MR IV 2002.5 67~77 g/l 2.05 李俊宪 轧一 2.21 2.07 稳定过程控制,确保Cpk≥1.5,C
3. C101机组3#酸槽Fe2+浓度 X-MR IV 2002.5 37~47 g/l 1.9 李俊宪 轧一 2.29 1.91 稳定过程控制,确保Cpk≥1.5,C
(2)推进方式
质检站统一推进与设备管理室、安环组、能介车间专业 推进相结合。 采用四级推进方式:冷轧厂管理体系推进责任者--厂 长每个季度推进一次;质量、计量、环境、职业健康安 全管理体系推进者每月按专项计划重点推进一次;各部 门推进者每月推进一次;各专业体系责任部门不定期不 定形式推进。
(2)推进方式