微型模具的加工制造-KERN_弗戈工业在线
FKG工业轴承品牌介绍及产品知识

3类 圆锥滚子轴承 特点: 1. 转速高、精度高 2. 刚性大,耐冲击、振动 3. 能承受较大的轴向载荷
8类 推力圆柱滚子轴承
特点: 1. 转速较低 2. 刚性大,耐冲击 3. 只能承受单面轴向载荷 4. 轴圈和座圈不能倾斜
2类 推力调心滚子轴承 特点: 1. 转速较低 2. 刚性大,耐冲击 3. 只能承受单面轴向载荷 4. 轴圈和座圈可以倾斜
4-后置代码含义-内部结构代码
代号
B
含义
(1)表示内部结构改变 (2)表示标准设计、其 含义随不同类型、结构而异
示
例
B (1)角接触球轴承 公称接触角=40° 7210 B (2)圆锥滚子轴承 接触角加大 32310 C (1)角接触球轴承公称接触角=15° 7210 C (2)调心滚子轴承C型 23122 E 加强型 NU 207E
(欧洲轴承发明者)
2-国际轴承品牌
3-国产轴承品牌
4-主要竞争对手分析
品牌 优势 劣势 核心市场
HRB
LYC、 NXZ ZWZ C&U
知名度大,型号齐全,质量可靠,国企。上 市公司
市场管理混乱,价格透明。价格贵。 机电 假货多 铁路
工矿
国内最大轴承民企,质量可靠
基本没有代理商制度,销售渠道直 接由分公司负责。
C E AC D ZW A 剖分式轴承 滚针保持架组件 双列 1)无装球缺口的双列角接触或深沟球轴承 2)滚针轴承外圈带双锁圈(d>9mm,Fw 12mm) 3)套圈无挡边的深沟球轴承 调心滚子轴承设计改变,内圈无挡边,活动中挡 圈,冲压保持架,对称型滚子,加强型。 CA型调心滚子轴承,内圈带挡边,活动中挡圈, 实体保持架。 实体保持架。 C型调心滚子轴承,滚子引导方式有改进。 CA型调心滚子轴承,滚子中部穿孔,带柱销式保持架 CAB型调心滚子轴承,滚子引导方式有改进。
冲压模具相关专业术语中英文对照
本文目录:1,模具厂常用之标准零配件2,模具钢材3,组装、冲压、喷漆等专业词汇4,模具工程常用词汇5,模具零件类6,质量人员名称类7,系统文件类8,模具技术用语9,各式模具分类用语,10,模具常用之工作机械设备11,表面处理关连用语12,成形不良用语13,各种冲模加工关连用语14,模具常用刀具与工作法用语15,冲压机械及周边关连用语16,线切割放电加工关连用语17,模具加工方法18,机械设计及周边其它用语1、模具厂常用之标准零配件air vent vale 通气阀anchor pin 锚梢angular pin 角梢/倾斜梢baffle 调节阻板baffle plate (折流)檔板ball button 球塞套ball plunger 定位球塞ball slider 球塞滑块binder plate 压板blank holder 防皱压板blanking die 落料冲头bolster垫板,上下范本bottom board 浇注底板bottom plate 下固定板brackt支架托架bumper block 缓冲块buster 堵口casting ladle 浇注包casting lug 铸耳cavity 模穴(模仁)cavity retainer plate 模穴托板center pin 中心梢clamping block 锁定块coil spring 螺旋弹簧cold punched nut 冷冲螺母cooling spiral 螺旋冷却栓core 心型core pin 心型梢cotter 开口梢cross 十字接头cushion pin 缓冲梢diaphragm gate 盘形浇口die approach 模头料道die bed 型底die block 块形模体die body 铸模座die bush 合模衬套die button 冲模母模die clamper 夹模器die fastener 模具固定用零件die holder 母模固定板die lip 模唇die plate 冲范本die set 下/冲压模座direct gate 直接浇口dog chuck 爪牙夹头dowel hole 销钉孔dozzle 辅助浇口dowel (pin)定位/合模梢draft 拔模锥度draw bead 张力调整杆drive bearing 传动轴承ejection pad 顶出衬垫ejector 脱模器stripper bolt 脱料螺栓ejector guide pin 顶出导梢ejector leader busher 顶出导梢衬套ejector pad /pin/plate/rod/sleeve/ valve顶出垫/梢/板/杆/衬套/阀eye bolt 环首螺栓filling core 椿入蕊film gate 薄膜浇口finger pin 指形梢finish machined plate 角形模板finish machined round plate 圆形模板fixed bolster plate 固定侧模板flanged pin 带凸缘?flash gate 毛边形浇口flask 上箱floating punch 浮动冲头gate 浇口gate land 浇口面gib 凹形拉紧/楔goose neck 鹅颈管guide pin/ plate/ bushing/ post/ rail导梢/板/轨/衬套/柱head punch 冲头headless punch 直柄冲头heavily tapered solid 整体模蕊盒hose nippler 管接头impact damper 缓冲器injection ram 压射柱塞inlay busher 嵌入衬套inner plunger 内柱塞inner punch 内冲头insert 嵌件insert /retainer pin 嵌件梢king pin 转向梢king pin bush 主梢衬套knockout bar 脱模杵land 合模平坦面land area 合模面leader busher 导梢衬套lifting pin 起模梢lining 内衬locatingcenter punch 定位中心冲头locating pilot pin 定位导梢locating ring 定位环lock block 压块locking block 定位块locking plate 定位板loose bush 活动衬套making die 打印冲子manifold block 歧管檔块plate 衬板master plate 靠模样板match plate 分型板mold base 塑料模座mold clamp 铸模紧固夹mold platen 模用板moving bolster 换模保持装置moving bolster plate 可动侧范本one piece casting 整体铸件parallel block 平行垫块parting line 分模线parting lock set 合模定位器pass guide 穴型导板peened head punch 镶入式冲头pilot pin 导梢pin gate 针尖浇口pre extrusion punch 顶挤冲头punch 冲头puncher 推杆pusher pin 衬套梢rack 机/料架rapping rod 起模杆re-entrant mold 凹入模retainerplate 托料return pin 回位梢riding stripper 浮动脱模器ring gate 环型浇口roller 滚筒runner/ shoot流道runner ejector set 流道顶出器runner lock pin 流道拉梢screw plug 头塞set screw 固定螺丝shedder 脱模装置shim 垫片shoe 模座之上下范本shoulder bolt 肩部螺丝skeleton 骨架slag riser 冒渣口slide/ram 滑块slip joint 滑配接头spacer block 间隔块spacer ring 间隔环spider 模蕊支架spindle 主轴sprue 注道sprue bushing 注道衬套sprue bushing guide 注道导套sprue lock bushing 注道定位衬套sprue puller 注道拉料?spue line 合模线squarekey 方键square nut 方螺帽square thread 方螺纹stop collar 限位套stop pin 止动梢stop ring 止动环stopper 定位停止梢straight pin 圆柱梢stripper bushing 脱模衬套stripper plate 剥料板stroke end block 行程止梢submarine gate 潜入式浇口support pillar 支撑柱/顶出支柱support pin 支撑梢supporting plate 托板sweep templete 造模刮板tab gate 辅助浇口taper key 推拔键taper pin 拔锥梢/锥形梢teeming 浇注three start screw 三条螺纹thrust pin 推力销tie bar 拉杵tunnel gate 隧道形浇口vent 通气孔wortle plate 拉丝范本2、模具钢材alloytool steel 合金工具钢aluminium alloy 铝合金bearing alloy 轴承合金blister steel浸碳钢bonderized steel sheet邦德防蚀钢板carbontool steel碳素工具钢clad sheet 被覆板clod work die steel 冷锻模用钢emery 金钢砂ferrostaticpressure 钢铁水静压力forging die steel 锻造模用钢galvanized steel sheet 镀锌铁板hard alloy steel 超硬合金钢highspeed tool steel高速度工具钢hot work die steel 热锻模用钢low alloy tool steel 特殊工具钢low manganese casting steel 低锰铸钢marging steel 马式体高强度热处理钢martrix alloy 马特里斯合金meehanite cast iron 米汉纳铸钢meehanite metal 米汉纳铁merchant iron 市售钢材molybdenum high speed steel 钼系高速钢molybdenum steel 钼钢nickel chromium steel 镍铬钢prehardened steel 顶硬钢silicon steel sheet 硅钢板stainless steel 不锈钢tin plated steel sheet 镀锡铁板tough pitch copper 韧铜troostite 吐粒散铁tungsten steel 钨钢vinyl tapped steel sheet 塑料覆面钢板3、组装、冲压、喷漆等专业词汇Assembly line组装线Layout布置图Conveyer传送带Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查fit together组装在一起fasten锁紧(螺丝)pallet栈板barcode scanner条形码扫描仪fuse together熔合fuse machine热熔机operator作业员MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch英镑、英寸EMI gasket导电条front / rear plate前/后板chassis 基座/底盘bezel panel面板power button/wire电源按键/线reset button复位/重置键Hi-pot test of SPS高源高压测试Voltage switch of SPS电源电压接拉键sheet metal parts 冲件plastic parts塑料件SOP制造作业程序material check list物料检查表work cell工作间trolley台车sub-line支线fork truck叉车planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler andstraightener整平机punching machine 冲床robot/transfer机械手hydraulic machine油压机lathe车床planer 刨床miller,driller 铣床grinder磨床铣床wire cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机president董事长special assistant manager特助factory director厂长department director部长section supervisor课长group leader/supervisor组长line supervisor线长to move, to carry, to handle搬运be put in storage入库pack,packing,package包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load/ unload /return material上/卸/退料scraped 报废deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation氧化dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件trailer=long vehicle拖板车compound die复合模die locker锁模器pressure plate=plate pinch压板bolt螺栓administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge/ jig/fixture夹/治具buzzle蜂鸣器defective product label不良标签identifying sheet list标示单screwdriver holder起子插座pedal踩踏板stopper阻挡器flow board流水板hydraulic handjack油压板车glove(s) with exposed fingers割手套band-aid创可贴iudustrial alcohol工业酒精alcohol container沾湿台head of screwdriver起子头sweeper扫把mop拖把vaccum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋chain链条(槽)jack升降机magnetizer加磁器lamp holder灯架to mop the floor拖地to clean the floor扫地to clean a table擦桌子air pipe 气管packaging tool打包机missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格dimension/size is a little bigger尺寸偏大(小) cosmetic defect外观不良slipped screwhead/slippery screw head螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生锈deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off脏污shrinking/shrinkage缩水mixed color杂色poor processing 制程不良poor incoming part事件不良fold of pakaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍polishing/surface processing表面处理exposed metal/bare metal金属裸露lack of painting烤漆不到位delivery deadline交货期die repair修模enterprise plan = enterprise expansion projects企划die worker模工to start /stop/switch off a press开/关机classification整理regulation整顿cleanness清扫conservation清洁culture教养qualified products, up-to-grade products良品defective products, not up-to-grade products不良品waste废料board广告牌feeder送料机sliding rack滑料架defective product box不良品箱diechange 换模to fix a die装模to takeapart a die拆模packing material包材basket蝴蝶竺plastic basket胶筐isolating plate baffle plate; barricade隔板to pull and stretch拉伸to put material in place, to cut material, to input落料to impose lines压线to compress, compressing压缩character die字模to feed,feeding送料transportation运输(be)qualfied, up to grade合格not up to grade, not qualified不合格material change, stock change材料变更feature change 特性变更evaluation评估prepare for, make preparations for准备parameters参数rotating speed, revolution转速manufacture management制造管理abnormal handling异常处理production unit生产单位lots of production生产批量steel plate钢板roll material卷料manufacture procedure制程operation procedure作业流程to revise, modify修订to switch over to, switch---to throw--over switching over切换engineering, project difficulty 工程瓶颈stage die工程模automation自动化to stake, staking, reviting铆合add lubricating oil加润滑油shut die架模shut height of a die架模高度analog-mode device类模器die lifter举模器argon welding氩焊stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机rack, shelf, stack料架cylinder油缸taker取料机conveyer belt输送带transmission rack输送架top /bottom 上/下死点one stroke一行程inch寸动to continue, cont.连动togrip(material)吸料location lump, locating piece, block stop 定位块dent压痕filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取approvalexamine and verify审核processing, to process加工to retrn ofgoods退货registration登记registration card登记卡toput forward and hand in提报safe stock安全库存acceptance = receive验收notice通知application form for purchase请购单consume, consumption消耗abrasion磨损reverse angle = chamfer倒角to collect, to gather收集 trouble故障statistics统计demand and supply需求career card履历卡to tight/ looser a bolt拧紧/松螺栓to move away a die plate移走范本easily damaged parts易损件standard parts标准件breaking.(be)broken,(be)cracked 断裂to lubricate润滑4、模具工程常用词汇die 模具figure file, chart file图檔cutting die, blanking die冲裁模progressive die, follow (-on)die 连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印flange翻边to stake铆合design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board范本padding block垫块stepping bar垫条upper die set上模座lower die set下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品file/ document folder资料/文件夹to put file in order整理资料spare tools location手工备品仓first/second count初/复盘人first /second check初盘/复盘复核人check人wastematerials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count 会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills 年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department) 本表请与盘点清册一起送会计部-(NHK厂区送财会部) Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO. 空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点incoming material to be inspected进货待验steel/rolled steel钢材material statistics sheet 物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表model机锺work order工令revision版次remark备注notes说明production control confirmation生产确认checked by初审approved by核准stock age analysis sheet 库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked 待验或重工cause description原因说明part number/ P/N 料号type形态item/group/class类别prepared by制表year-end physical inventory difference analysis sheet 年终盘点差异分析表physical inventory盘点数量physical count quantity账面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid栈板tox machine自铆机wire EDM线割EDM火花机coil stock卷料sheet stock片料score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion drawing展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal密封revision版次good products良品scraped products报废品defective products不良品disposed products处理品flow chart流程窗体assembly组装stamping冲压forming成型spare parts=buffer备品coordinate坐标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill铣plane刨grind磨drill钻boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴angle offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten highspeed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机plaindie简易模pierce die冲孔模forming die成型模progressive die连续模compound dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-marknearside正面压印tick-mark farside反面压印冲压名称类:extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙punch wt.上模重量五金零件类: inner/outer guiding post内/外导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销guide pin导正销eq-height sleeves=spool等高套筒lifter guide pin浮升导料销wire spring圆线弹簧set screw止付螺丝located pin定位销范本类: top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模) feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板)outer /inner / lower stripper内/外/下脱料板5、模具零件类punch冲头insert嵌件deburring punch压毛边冲子groovepunch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location 定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holderblock上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文: compression molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝stripper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold掌上型模具移转成型用模具encapsulation molding低压封装成型射出成型用模具: two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道welding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runnerstripper plate浇道脱料板eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口diaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Φ0.8~1.0mmRunner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣6、质量人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 质量工程人员质量保证类:FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供货商质量评估OOBA out of box audit 开箱检查QFD quality function deployment 质量机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收质量水平S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂质量AOQL Average Output Quality Level 平均出厂质量Q/R/S Quality/Reliability/Service 质量/可靠度服务MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV 特殊抽样水平等级AOD Accept On Deviation 特采UAI Use As ItFPIR First Piece Inspection Report首件检查报告PPM Percent Per Million百万分之一(制程统计品管专类)SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限GRR Gauge Reproducibility&Repeatabilit量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它质量术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 质量改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 质量改善QP Quality Policy 目标方针TQM Total Quality Management 全面质量管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低质量水平RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice 质量改善活动ADM Absolute Dimension Measuremet 全尺寸测量QT Quality Target 质量目标7QCTools 7 Quality Controll Tools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供货商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面7、系统文件类QC Quality System 质量系统ES Engineering Standarization 工程标准C China 中国大陆 A Assembly 组装(厂)S Stamping 冲压(厂) P Painting烤漆(厂)IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格CMCS C-China M-Manufact C-Compaq S-Stamping Compaq产品在龙华冲压厂制造作业规范CQCA Q-Quality A-Assembly Compaq产品在龙华组装厂品管作业规范CQCP P-Painting Compaq产品在龙华烤漆厂品管作业规范部类PMC Production & Material Control 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 质量工程(部)QA Quality Assurance 质量保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂) A Asssembly 组装(厂)S Stamping 冲压(厂)生产类PCS Pieces 个(根,块等) PRS Pairs 双(对等)PAL Pallet/skid 栈板PO Purchasing Order采购订单MOManufacture Order生产订单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人计算机外设CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China 中国大陆U.S.A the United States of America 美国E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用VS 以及JIT Just In Time 零库存I/O Input/Output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语:整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光盘CD-ROM Compact Disk Read-Only Memory 只读光盘FDD Floppy Disk Drive 软盘机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CAV Cavity 模穴CAD Computer Aid Design 计算机辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度WDR Weekly Delivery Requitement 周出货需求C/T Cycle Time 制程周期L/T Lead Time 前置时间(生产前准备时间)S/T Standard Time 标准时间P/M Product Market 产品市场3CComputer,Commumcation,Consumer electronic's 消费性电子5WIH When,Where,Who,What,Why,How to5MMan,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源)SQA Strategy Quality Assurance 策略质量保证DQA Desigh Quality Assurance 设计质量保证MQA Manufacture Quality Assurance 制造质量保证SSQA Sales and service Quality Assurance 销售及服务质量保证LRR Lot Rejeet Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnetion Inspect 高磁测试FMI Frequency Modulatim Inspect 高频测试B/M Boar/Molding(flat cable)C/P Connector of PC A/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Vedio DiskVCD Vdeio Compact DiskLCD Liquid Crystal DisplayCADComputer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Achanced Basic in put/output system 先进的基本输入/输出系统CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体PDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标准体制结构MCA Micro Channel Architecture 微信道结构EISA Extended Industry Standard Architecture 扩充的工业标准结构SIMM Single in-line memory module 单项导通汇流组件DIMM Dual in-line Memory Module 双项导通汇流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectivenes 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Calle 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requiremcnt Planning 物料需计划OC Operation System 操作系统TBA To Be Design 待定,定缺D/C Drawing Change P/P Plans &ProceduneEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material Size8、模具技术用语各种模具常用成形方式accurate die casting 精密压铸powder forming 粉末成形calendaring molding 压延成形powder metal forging 粉末锻造cold chamber die casting 冷式压铸precision forging 精密锻造cold forging 冷锻press forging 冲锻compacting molding 粉末压出成形rocking die forging 摇动锻造compound molding 复合成形rotary forging 回转锻造compression molding 压缩成形rotational molding 离心成形dip mold 浸渍成形rubber molding 橡胶成形encapsulation molding 注入成形sand mold casting 砂模铸造extrusion molding 挤出成形shell casting 壳模铸造foam forming ?泡成形sinter forging 烧结锻造forging roll 轧锻six sidesforging 六面锻造gravity casting 重力铸造slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形squeeze casting 高压铸造hot chamber die casting 热室压铸swaging 挤锻hot forging 热锻transfer molding转送成形injection molding 射出成形warm forging 温锻investment casting 精密铸造matched die method 对模成形法laminating method 被覆淋膜成形low pressure casting 低压铸造lost wax casting 脱蜡铸造matched mould thermal forming 对模热成形模9、各式模具分类用语bismuth mold 铋铸模landed plunger mold 有肩柱塞式模具burnishing die 挤光模landed positive mold 有肩全压式模具button die 镶入式圆形凹模loading shoe mold 料套式模具center-gated mold 中心浇口式模具loose detail mold 活零件模具chill mold 冷硬用铸模loose mold 活动式模具clod hobbing 冷挤压制模ouvering die 百叶窗冲切模composite dies 复合模具manifold die 分歧管模具counter punch 反凸模modular mold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold 复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具extrusion die 挤出模palletizing die 迭层模family mold 反套制品模具plaster mold 石膏模blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具fantail die 扇尾形模具pressure die 压紧模fishtail die 鱼尾形模具profile die 轮廓模flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模lancing die 切口模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具sectional die 拼合模runless injection mold 无流道冷料模具sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavity mold 单腔模具solid forging die 整体锻模split forging die 拼合锻模split mold 双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die 拉伸成形模sweeping mold 平刮铸模swing die 振动模具three plates mold 三片式模具trimming die 切边模unit mold 单元式模具universal mold 通用模具unscrewing mold 退扣式模具yoke type die 轭型模10、模具常用之工作机械3D coordinate measurement三次元量床boring machine搪孔机cnc milling machine CNC铣床contouring machine 轮廓锯床copy grinding machine 仿形磨床copy lathe 仿形车床copy milling machine 仿形铣床copy shaping machine仿形刨床cylindrical grinding machine 外圆磨床die spotting machine 合模机drilling machine ?孔机engraving machine 雕刻机engraving E.D.M. 雕模放置加工机form grinding machine 成形磨床graphite machine 石墨加工机horizontal boring machine 卧式搪孔机horizontal machine center 卧式加工制造中心internal cylindrical machine 内圆磨床jig boring machine 冶具搪孔机jig grinding machine 冶具磨床lap machine 研磨机machine center 加工制造中心multi model miller 靠磨铣床drillingmachine 钻床grinding machine磨床lathe 车床NC programming system NC程序制作系统planer 龙门刨床profile grinding machine 投影磨床projection grinder 投影磨床radial drilling machine 旋臂钻床shaper 牛头刨床surface grinder 平面磨床try machine 试模机turret lathe 转塔车床universal tool grinding machine 万能工具磨床vertical machine center 立式加工制造中心wire E.D.M. 线割放电加工机autocollimator 自动准直机bench comparator 比长仪block gauge 块规bore check 精密小测定器calibration 校准caliper gauge 卡规check gauge 校对规clearance gauge 间隙规clinoretee 测斜仪comparator 比测仪cylinder square 圆筒直尺depth gauge 测深规dial indicator 针盘指示表dial snap gauge 卡规digital micrometer 数位式测微计feeler gauge 测隙规gauge plate 量规定位板height gauge 测高规inside calipers 内卡钳inside micrometer 内分??卡interferometer 干涉仪leveling block 平台limit gauge 限规micrometer 测微计mil 千分之一寸monometer 压力计morse taper gauge 莫氏锥度量规nonius 游标卡尺optical flat 光学平晶optical parallel 光学平行passimeter 内径仪position scale 位置刻度profile projector 轮廓光学投影仪protractor 分角器radius 半径ring gauge 环规sine bar 正弦量规snap gauge 卡模square master 直角尺stylus 触针telescopic gauge 伸缩性量规working gauge 工作量规11、表面处理关联用语age hardening 时效硬化ageing 老化处理air hardening 气体硬化air patenting 空气韧化annealing 退火anode effect 阳极效应anodizing 阳极氧化处理atomloy treatment 阿托木洛伊表面austempering 奥氏体等温淬火austenite 奥斯田体/奥氏体bainite 贝氏体banded structure 条纹状组织barrel plating 滚镀barrel tumbling 滚筒打光blackening 染黑法blue shortness 青熟脆性bonderizing 磷酸盐皮膜处理box annealing 箱型退火box carburizing 封箱渗碳bright electroplating 辉面电镀bright heat treatment 光辉热处理bypass heat treatment 旁路热处理carbide 炭化物carburized case depth 浸碳硬化深层carburizing 渗碳cementite 炭化铁chemical plating 化学电镀chemical vapor deposition化学蒸镀coarsening 结晶粒粗大化coating 涂布被覆cold shortness 低温脆性comemtite 渗碳体controlled atmosphere 大气热处理corner effect 锐角效应creeping discharge 蠕缓放电decarburization 脱碳处理decarburizing 脱碳退火depth of hardening 硬化深层。
Infor Visual ERP 模具加工应用案例

Infor Visual ERP模具加工应用案例ERP 客户公司: 四川乐山飞舸模具有限公司ERP方案提供商: 上海科箭软件科技有限公司1 公司背景乐山飞舸模具有限公司是荷兰比尔半导体工业有限公司和乐山无线电股份有限公司合资兴建的合资工厂,主要设计和制造微米标准的精密半导体模具和设备。
公司拥有如Charmilles 线切割,FEHLMANN电极铣, 德国JUNG 平面磨床,MITUTOYO三坐标标测量仪等先进的加工和检测设备。
2 ERP系统实施背景及目标在实施系统之前企业内部有一套自行开发的包括几个基础模块的物料管理系统。
但随着企业的不断发展和内部业务的不断复杂化,现有的系统在信息共享、订单执行、成本分析已经不能满足企业管理的要求,同时,公司上层也意识到:在企业业务不断发展的同时,伴随着企业内部管理流程过于复杂,业务操作不规范的问题。
经过仔细选型确认在企业内部全面实施Infor Visual Enterprise(以下简称VE),目的在于产品设计系统与ERP系统的集成、企业内部销售、工程、计划、排产、制造、采购、库存控制和财务信息集成,达到合理计划生产,能够按订单、项目归结、分析、控制成本,准确分析订单、项目成本组成及盈亏状况,增加企业利润的最终企业目的。
3 实施后ERP系统应用情况1)Visual强大的高级生产排产计划的计划模块提供了实时的有限排程,有限排程带有约束条件,例如,交付期、订单冲突、等待时间和能力资源的负载。
用户能够基于技术参数或订单的优先级等进行生产排程。
Infor Visual Enterprise可视化图形排程表,体现了友好的用户界面并且能够在很大程度上满足使用者个性化的要求,这些都使得生产计划提高了准确性及可执行性,提高了订单的及时交付率。
2)物料需求计划,可视化的加工工艺流程设计,实时劳动力条码扫描等技术非常适合我公司这种中小型的机械加工行业,能够保证最大化利用机器设备,最准确的交货时间,同时生产中每一道工序的信息通过条码扫描输入到系统中,生产管理人员可以随时了解项目完成进度、工时、物料发放状况等关键成本控制信息。
机械专业文献翻译--微型模具成型的热量和挤压控制

中文2245字毕业设计(论文)外文资料翻译系部:机械工程系专业:机械工程及自动化姓名:学号: 05010121外文出处:Shanghai University附件: 1.外文资料翻译译文;2.外文原文。
指导教师评语:该生的外文翻译基本正确,能达到本科毕业的水平。
基本上能准确地表达原文思想,语句较为通顺,条理清楚,基本符合中文习惯,整体翻译质量较好签名:年月日附件1:外文资料翻译译文微型模具成型的热量和挤压控制在这篇文章中,我们为了有效地复制出该微型模具产品的微小结构,将一个挤压机器和一个小核心传感器组合起来,构建一个注射模具的挤压系统。
在一些重要的部位,由一个压力装置,它作为原动力,驱动中心模具工作。
举例说吧,在注射以后,模腔中的压力会从二十兆帕上升到三十四兆帕。
那些小小的感应器形成感受到压力,那些周围的装置和热敏传感器,排列在洞腔的同围。
我们可以根据这些信号推测里面状况朝着有利的方向发展。
为了评估该注射系统,我们做了一个厚度为1lm角度为140℃三角凹朝槽来进行工作。
说明大部分的医疗信息设备都有一个基础工作部分,另外还有一些辅助部件来完成某种特定的功能。
模具成型技术在现实中广泛应用,而且在大批量生产中多有应用,这篇文章即是研究成型过程在传统的成型压力系统中,其为系统提供很大的压力差,这种特点为模具成型过程提供了很好的动力源.然而,传统的成型过程在注射成型的过程中,特别是在微型模具的成型过程中,有两个很明显的问题.首先,在用单模腔成型微小结构的模具时,不同的温度和硬度会引起不一致的成型压力.一般来说,模腔中心的温度越高,中心周围的温度也会越高.其次,即使通过冷却和控制压力的方法来展平那些不平的区域,但是通过检测发现,热流量和压力仍是高于成型微型模具工作时所规定的压力,而且腔内的这种情况很不好控制,这样以来就只好通来侦测热流面不是温度来控制型腔中各种成型条件.这篇文章的作者,也就是该机器的设计者,他通过在模具重要部位安放一个叫做模具核心挤压机的部件来及时了解并控制模腔内成型的具体情况。
压铸制程简介
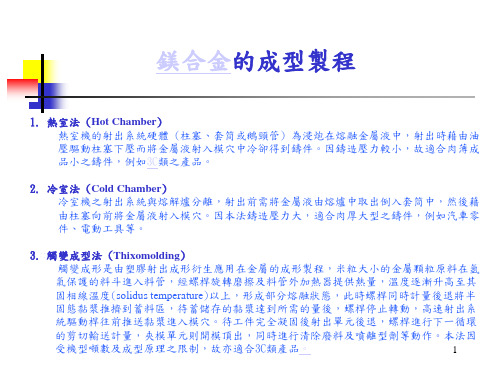
1. 熱室法 (Hot Chamber) 熱室機的射出系統硬體 (柱塞、套筒或鵝頸管) 為浸炮在熔融金屬液中,射出時藉由油 壓驅動柱塞下壓而將金屬液射入模穴中冷卻得到鑄件。因鑄造壓力較小,故適合肉薄成 品小之鑄件,例如3C類之產品。
2. 冷室法 (Cold Chamber) 冷室機之射出系統與熔解爐分離,射出前需將金屬液由熔爐中取出倒入套筒中,然後藉 由柱塞向前將金屬液射入模穴。因本法鑄造壓力大,適合肉厚大型之鑄件,例如汽車零 件、電動工具等。
4
5
壓鑄概論
❖ 壓力鑄造概念: (鋁,錫,鋅,镁,鉛,銅,合金) 即將溶融合金在高壓,高速條件下充型並在高壓下冷卻凝固成型的一 種精密鑄造方法, 簡稱壓鑄,其最終產品是壓鑄件.
❖ 壓力鑄造特性: 1. 高速充填:通常澆口速度達30~60m/s之間. 2. 充填時間很短:中小型件通常為0.02~0.2s之間. 3. 高壓充填:熱室機壓力通常為70~350kg/c㎡ 4. 溶湯的冷卻速度快
25
12.產品後工程量產性評估難易度,工時…..
15
成型工藝
(一)壁厚
最大壁厚與最小壁厚之比不要大于3﹕1(應設計壁厚均勻﹐保証足夠強度與剛度的前提)
(二)加強肋,大于或等于2.5MM﹐會降低抗拉強度﹐易產生氣孔﹐縮孔。
設計原則﹕1﹐受力大﹐減小壁厚﹐改善強度.
2﹐對稱布置﹐壁厚均勻﹐避免縮孔氣孔.
3﹐與料流方向一致﹐避免亂流.
統驅動桿往前推送黏漿進入模穴。待工件完全凝固後射出單元後退,螺桿進行下一循環
的剪切輸送計量,夾模單元則開模頂出,同時進行清除廢料及噴離型劑等動作。本法因
受機型噸數及成型原理之限制,故亦適合3C類產品。
1
熱室法 (Hot Chamber)
IndraMotion MTX micro商品说明书
经久耐用的 22mm 开关用于急停,当前操作模式Graphical assistance for every ▲Drilling ▲Milling ▲Contouring ▲Engraving▲Turning 加工循环范例车削加工钻铣轮廓加工雕刻10图形轮廓编辑器IndraMotion MTX micro 轮廓编辑器极大简化了对从简单到复杂轮廓定义的编程。
编辑器引导用户一步步输入轮廓元素。
每一个元素都带有直观的参数输入框。
向导式显示至下一轮廓元素的选项和过渡。
参数的变化及时显示在轮廓图形上。
最后轮廓会以 DIN G 代码的形式保存在 NC 程序中。
功能f轮廓元素:水平 & 垂直线, 角线和正向 & 反向弧线f轮廓元素的数量不受限制f轮廓可定义在子程序中或直接在 NC 程序中f同一 NC 程序中允许多轮廓定义f轮廓输入时有效性检查f在 NC 程序中轮廓以 DIN G 代码写入f可在轮廓编辑结束后再次修改轮廓或手动调整高效 CNC 编程符合 DIN66025 的 NC 编程通用的 NC 编程 - 通过 DIN 编程描述运动顺序及其限制条件(几何形状,运动限制,动态性,偏置等)。
标准的编程用于指定机床的运动和特殊的机床功能。
高级语法的 NC 编程针对更有效的 NC 编程是在符合 DIN 66025 标准 G 代码编程的基础上扩展了功能。
高级语法增强了NC程序的可读性。
例如:scale (全称)或 SCL(缩写)用于放大或缩小已编程的轮廓。
CPL 语言编程(Customer Programming Language)源自 BASIC 高级语言编程,简单易学。
CPL 可以用于变量编程,数学运算,程序结构控制例如通过 REPEAT, WHILE, FOR, IF, CASE, GOTO 和访问系统状态。
通过使用 CPL 您可以:f通过例如循环或类似的程序结构缩短程序量f条件判定的程序f通用子程序用户加工循环使用 DIN 和 CPL 编程创建单独的加工循环。
冲压模具专业英语

冲压模具专业术语英汉对照目录一,模具厂常用之标准零配件二,模具钢材三,组装、冲压、喷漆等专业词汇四,模具工程常用词汇五,模具零件类六,质量人员名称类七,系统文件类八,模具技术用语九,各式模具分类用语十,模具常用之工作机械设备十一,表面处理关连用语十二,成形不良用语十三,各种冲模加工关连用语十四,模具常用刀具与工作法用语十五,冲压机械及周边关连用语十六,线切割放电加工关连用语十七,模具加工方法十八,机械设计及周边其它用语一.模具厂常用之标准零配件air vent vale 通气阀anchor pin 锚梢angular pin 角梢/倾斜梢baffle 调节阻板baffle plate (折流)檔板ball button 球塞套ball plunger 定位球塞ball slider 球塞滑块binder plate 压板blank holder 防皱压板blanking die 落料冲头bolster垫板,上下范本bottom board 浇注底板bottom plate 下固定板brackt支架托架bumper block 缓冲块buster 堵口casting ladle 浇注包casting lug 铸耳cavity 模穴(模仁)cavity retainer plate 模穴托板center pin 中心梢clamping block 锁定块coil spring 螺旋弹簧cold punched nut 冷冲螺母cooling spiral 螺旋冷却栓core 心型core pin 心型梢cotter 开口梢cross 十字接头cushion pin 缓冲梢diaphragm gate 盘形浇口die approach 模头料道die bed 型底die block 块形模体die body 铸模座die bush 合模衬套die button 冲模母模die clamper 夹模器die fastener 模具固定用零件die holder 母模固定板die lip 模唇die plate 冲范本die set 下/冲压模座direct gate 直接浇口dog chuck 爪牙夹头dowel hole 销钉孔dozzle 辅助浇口dowel (pin)定位/合模梢draft 拔模锥度draw bead 张力调整杆drive bearing 传动轴承ejection pad 顶出衬垫ejector 脱模器stripper bolt 脱料螺栓ejector guide pin 顶出导梢ejector leader busher 顶出导梢衬套ejector pad /pin/plate/rod/sleeve/ valve顶出垫/梢/板/杆/衬套/阀eye bolt 环首螺栓filling core 椿入蕊film gate 薄膜浇口finger pin 指形梢finish machined plate 角形模板finish machined round plate 圆形模板fixed bolster plate 固定侧模板flanged pin 带凸缘?flash gate 毛边形浇口flask 上箱floating punch 浮动冲头gate 浇口gate land 浇口面gib 凹形拉紧/楔goose neck 鹅颈管guide pin/ plate/ bushing/ post/ rail导梢/板/轨/衬套/柱head punch 冲头headless punch 直柄冲头heavily tapered solid 整体模蕊盒hose nippler 管接头impact damper 缓冲器injection ram 压射柱塞inlay busher 嵌入衬套inner plunger 内柱塞inner punch 内冲头insert 嵌件insert /retainer pin 嵌件梢king pin 转向梢king pin bush 主梢衬套knockout bar 脱模杵land 合模平坦面land area 合模面leader busher 导梢衬套lifting pin 起模梢lining 内衬locating center punch 定位中心冲头locating pilot pin 定位导梢locating ring 定位环lock block 压块locking block 定位块locking plate 定位板loose bush 活动衬套making die 打印冲子manifold block 歧管檔块plate 衬板master plate 靠模样板match plate 分型板mold base 塑料模座mold clamp 铸模紧固夹mold platen 模用板moving bolster 换模保持装置moving bolster plate 可动侧范本one piece casting 整体铸件parallel block 平行垫块parting line 分模线parting lock set 合模定位器pass guide 穴型导板peened head punch 镶入式冲头pilot pin 导梢pin gate 针尖浇口pre extrusion punch 顶挤冲头punch 冲头puncher 推杆pusher pin 衬套梢rack 机/料架rapping rod 起模杆re-entrant mold 凹入模retainer plate 托料return pin 回位梢riding stripper 浮动脱模器ring gate 环型浇口roller 滚筒runner/ shoot 流道runner ejector set 流道顶出器runner lock pin 流道拉梢screw plug 头塞set screw 固定螺丝shedder 脱模装置shim 垫片shoe 模座之上下范本shoulder bolt 肩部螺丝skeleton 骨架slag riser 冒渣口slide/ram 滑块slip joint 滑配接头spacer block 间隔块spacer ring 间隔环spider 模蕊支架spindle 主轴sprue 注道sprue bushing 注道衬套sprue bushing guide 注道导套sprue lock bushing 注道定位衬套sprue puller 注道拉料? spue line 合模线square key 方键square nut 方螺帽square thread 方螺纹stop collar 限位套stop pin 止动梢stop ring 止动环stopper 定位停止梢straight pin 圆柱梢stripper bushing 脱模衬套stripper plate 剥料板stroke end block 行程止梢submarine gate 潜入式浇口support pillar 支撑柱/顶出支柱support pin 支撑梢supporting plate 托板sweep templete 造模刮板tab gate 辅助浇口taper key 推拔键taper pin 拔锥梢/锥形梢teeming 浇注three start screw 三条螺纹thrust pin 推力销tie bar 拉杵tunnel gate 隧道形浇口vent 通气孔wortle plate 拉丝范本二.模具钢材alloy tool steel 合金工具钢aluminium alloy 铝合金bearing alloy 轴承合金blister steel 浸碳钢bonderized steel sheet邦德防蚀钢板carbon tool steel碳素工具钢clad sheet 被覆板clod work die steel 冷锻模用钢emery 金钢砂ferrostatic pressure 钢铁水静压力forging die steel 锻造模用钢galvanized steel sheet 镀锌铁板hard alloy steel 超硬合金钢high speed tool steel高速度工具钢hot work die steel 热锻模用钢low alloy tool steel 特殊工具钢low manganese casting steel 低锰铸钢marging steel 马式体高强度热处理钢martrix alloy 马特里斯合金meehanite cast iron 米汉纳铸钢meehanite metal 米汉纳铁merchant iron 市售钢材molybdenum high speed steel 钼系高速钢molybdenum steel 钼钢nickel chromium steel 镍铬钢prehardened steel 顶硬钢silicon steel sheet 硅钢板stainless steel 不锈钢tin plated steel sheet 镀锡铁板tough pitch copper 韧铜troostite 吐粒散铁tungsten steel 钨钢vinyl tapped steel sheet 塑料覆面钢板三.组装、冲压、喷漆等专业词汇Assembly line组装线Layout布置图Conveyer传送带Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查fit together组装在一起fasten锁紧(螺丝)pallet栈板barcode scanner条形码扫描仪fuse together熔合fuse machine热熔机operator作业员MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch英镑、英寸EMI gasket导电条front / rear plate前/后板chassis 基座/底盘bezel panel面板power button/wire电源按键/线reset button复位/重置键Hi-pot test of SPS高源高压测试Voltage switch of SPS电源电压接拉键sheet metal parts 冲件plastic parts塑料件SOP制造作业程序material check list物料检查表work cell工作间trolley台车sub-line支线fork truck叉车planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot/transfer 机械手hydraulic machine油压机lathe车床planer 刨床miller,driller 铣床grinder磨床铣床wire cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机president董事长special assistant manager特助factory director厂长department director部长section supervisor课长group leader/supervisor组长line supervisor线长to move, to carry, to handle搬运be put in storage入库pack,packing,package包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load/ unload /return material上/卸/退料scraped 报废deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation氧化dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件trailer=long vehicle拖板车compound die复合模die locker锁模器pressure plate=plate pinch压板bolt螺栓administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge/ jig/fixture夹/治具buzzle蜂鸣器defective product label不良标签identifying sheet list标示单screwdriver holder起子插座pedal踩踏板stopper阻挡器flow board流水板hydraulic handjack油压板车glove(s) with exposed fingers割手套band-aid创可贴iudustrial alcohol工业酒精alcohol container沾湿台head of screwdriver起子头sweeper扫把mop拖把vaccum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋chain链条(槽)jack升降机magnetizer加磁器lamp holder灯架to mop the floor拖地to clean the floor扫地to clean a table擦桌子air pipe 气管packaging tool打包机missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect 次要缺陷not up to standard不合规格dimension/size is a little bigger尺寸偏大(小)cosmetic defect外观不良slipped screwhead/slippery screw head 螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生锈deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off脏污shrinking/shrinkage缩水mixed color杂色poor processing 制程不良poor incoming part事件不良fold of pakaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍polishing/surface processing表面处理exposed metal/bare metal金属裸露lack of painting烤漆不到位delivery deadline交货期die repair修模enterprise plan = enterprise expansion projects企划die worker模工to start /stop/switch off a press开/关机classification整理regulation整顿cleanness清扫conservation清洁culture教养qualified products, up-to-grade products良品defective products, not up-to-grade products不良品waste废料board广告牌feeder送料机sliding rack滑料架defective product box不良品箱die change 换模to fix a die装模to take apart a die拆模packing material包材basket蝴蝶竺plastic basket胶筐isolating plate baffle plate; barricade隔板to pull and stretch拉伸to put material in place, to cut material, to input落料to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料transportation运输(be)qualfied, up to grade合格not up to grade, not qualified不合格material change, stock change材料变更feature change 特性变更evaluation评估prepare for, make preparations for准备parameters参数rotating speed, revolution转速manufacture management制造管理abnormal handling异常处理production unit生产单位lots of production生产批量steel plate钢板roll material卷料manufacture procedure制程operation procedure作业流程to revise, modify修订to switch over to, switch---to throw--over switching over切换engineering, project difficulty 工程瓶颈stage die工程模automation自动化to stake, staking, reviting铆合add lubricating oil加润滑油shut die架模shut height of a die架模高度analog-mode device类模器die lifter举模器argon welding氩焊stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机rack, shelf, stack料架cylinder油缸taker取料机conveyer belt输送带transmission rack输送架top /bottom 上/下死点one stroke一行程inch寸动to continue, cont.连动to grip(material)吸料location lump, locating piece, block stop 定位块dent压痕filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取approval examine and verify审核processing, to process加工to retrn of goods退货registration登记registration card登记卡to put forward and hand in提报safe stock安全库存acceptance = receive验收notice通知application form for purchase请购单consume, consumption消耗abrasion磨损reverse angle = chamfer倒角to collect, to gather收集trouble故障statistics统计demand and supply需求career card履历卡to tight/ looser a bolt拧紧/松螺栓to move away a die plate移走范本easily damaged parts易损件standard parts标准件breaking.(be)broken,(be)cracked 断裂to lubricate润滑四.模具工程常用词汇die 模具figure file, chart file图檔cutting die, blanking die冲裁模progressive die, follow (-on)die连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印flange翻边to stake铆合design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board范本padding block垫块stepping bar垫条upper die set上模座lower die set下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品file/ document folder资料/文件夹to put file in order整理资料spare tools location手工备品仓first/ second count初/复盘人first /second check初盘/复盘复核人check人waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count 会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills 年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accounting department together (Those of NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK厂区送财会部) Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO. 空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点incoming material to be inspected进货待验steel/rolled steel钢材material statistics sheet 物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表model机锺work order工令revision版次remark备注notes说明production control confirmation生产确认checked by初审approved by核准stock age analysis sheet 库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked 待验或重工cause description原因说明part number/ P/N 料号type形态item/group/class类别prepared by制表year-end physical inventory difference analysis sheet 年终盘点差异分析表physical inventory盘点数量physical count quantity账面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid栈板tox machine自铆机wire EDM线割EDM火花机coil stock卷料sheet stock片料score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion drawing展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal密封revision版次good products良品scraped products报废品defective products不良品disposed products处理品flow chart流程窗体assembly组装stamping冲压forming成型spare part s=buffer备品coordinate坐标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕?? shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill铣plane刨grind磨drill钻boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴angle offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机plain die简易模pierce die冲孔模forming die成型模progressive die连续模compound dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类: extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙punch wt.上模重量五金零件类: inner /outer guiding post内/外导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销guide pin导正销eq-height sleeves=spool等高套筒lifter guide pin浮升导料销wire spring圆线弹簧set screw止付螺丝located pin定位销范本类: top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模) feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer /inner / lower stripper内/外/下脱料板五.模具零件类punch冲头insert嵌件deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location 定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文: compression molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝stripper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold掌上型模具移转成型用模具encapsulation molding低压封装成型射出成型用模具: two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道h=0.02~0.05mmw=3.2mmL=3~5mmwelding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口H=F=1/2t~1/5tT=2.5~3.5mmdiaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Φ0.8~1.0mmRunner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣六.质量人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 质量工程人员质量保证类:FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供货商质量评估OOBA out of box audit 开箱检查QFD quality function deployment 质量机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收质量水平S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂质量AOQL Average Output Quality Level 平均出厂质量Q/R/S Quality/Reliability/Service 质量/可靠度服务MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV 特殊抽样水平等级AOD Accept On Deviation 特采UAI Use As ItFPIR First Piece Inspection Report首件检查报告PPM Percent Per Million百万分之一(制程统计品管专类)SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限GRR Gauge Reproducibility&Repeatabilit量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它质量术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 质量改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 质量改善QP Quality Policy 目标方针TQM Total Quality Management 全面质量管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低质量水平RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice 质量改善活动ADM Absolute Dimension Measuremet 全尺寸测量QT Quality Target 质量目标7QCTools 7 Quality Controll Tools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供货商) ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面七.系统文件类QC Quality System 质量系统ES Engineering Standarization 工程标准CGOO China General PCE龙华厂文件H Huston (美国)休斯敦 C Compaq (美国)康伯公司C China 中国大陆 A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 台湾IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格CMCS C-China M-Manufact C-Compaq S-Stamping Compaq产品在龙华冲压厂制造作业规范CQCA Q-Quality A-Assembly Compaq产品在龙华组装厂品管作业规范CQCP P-Painting Compaq产品在龙华烤漆厂品管作业规范部类PMC Production & Material Control 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 质量工程(部)QA Quality Assurance 质量保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂) A Asssembly 组装(厂)S Stamping 冲压(厂)生产类PCS Pieces 个(根,块等) PRS Pairs 双(对等)PAL Pallet/skid 栈板PO Purchasing Order采购订单MO Manufacture Order生产订单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人计算机外设CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China 中国大陆U.S.A the United States of America 美国E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用VS 以及JIT Just In Time 零库存I/O Input/Output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语:整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光盘CD-ROM Compact Disk Read-Only Memory 只读光盘FDD Floppy Disk Drive 软盘机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CAV Cavity 模穴CAD Computer Aid Design 计算机辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度WDR Weekly Delivery Requitement 周出货需求C/T Cycle Time 制程周期L/T Lead Time 前置时间(生产前准备时间)S/T Standard Time 标准时间P/M Product Market 产品市场3C Computer,Commumcation,Consumer electronic's 消费性电子5WIH When,Where,Who,What,Why,How to5M Man,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源)SQA Strategy Quality Assurance 策略质量保证DQA Desigh Quality Assurance 设计质量保证MQA Manufacture Quality Assurance 制造质量保证SSQA Sales and service Quality Assurance销售及服务质量保证LRR Lot Rejeet Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnetion Inspect 高磁测试FMI Frequency Modulatim Inspect 高频测试B/M Boar/Molding(flat cable)C/P Connector of PC A/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Vedio DiskVCD Vdeio Compact DiskLCD Liquid Crystal DisplayCAD Computer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Achanced Basic in put/output system 先进的基本输入/输出系统CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体PDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标准体制结构MCA Micro Channel Architecture 微信道结构EISA Extended Industry Standard Architecture 扩充的工业标准结构SIMM Single in-line memory module 单项导通汇流组件DIMM Dual in-line Memory Module 双项导通汇流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectivenes 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Calle 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requiremcnt Planning 物料需计划OC Operation System 操作系统TBA To Be Design 待定,定缺D/C Drawing Change P/P Plans & ProceduneEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material Size八.模具技术用语各种模具常用成形方式accurate die casting 精密压铸powder forming 粉末成形calendaring molding 压延成形powder metal forging 粉末锻造cold chamber die casting 冷式压铸precision forging 精密锻造cold forging 冷锻press forging 冲锻compacting molding 粉末压出成形rocking die forging 摇动锻造compound molding 复合成形rotary forging 回转锻造compression molding 压缩成形rotational molding 离心成形dip mold 浸渍成形rubber molding 橡胶成形encapsulation molding 注入成形sand mold casting 砂模铸造extrusion molding 挤出成形shell casting 壳模铸造foam forming ?泡成形sinter forging 烧结锻造forging roll 轧锻six sides forging 六面锻造gravity casting 重力铸造slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形squeeze casting 高压铸造hot chamber die casting 热室压铸swaging 挤锻hot forging 热锻transfer molding 转送成形injection molding 射出成形warm forging 温锻investment casting 精密铸造matched die method 对模成形法laminating method 被覆淋膜成形low pressure casting 低压铸造lost wax casting 脱蜡铸造matched mould thermal forming 对模热成形模九.各式模具分类用语bismuth mold 铋铸模landed plunger mold 有肩柱塞式模具burnishing die 挤光模landed positive mold 有肩全压式模具button die 镶入式圆形凹模loading shoe mold 料套式模具center-gated mold 中心浇口式模具loose detail mold 活零件模具chill mold 冷硬用铸模loose mold 活动式模具clod hobbing 冷挤压制模ouvering die 百叶窗冲切模composite dies 复合模具manifold die 分歧管模具counter punch 反凸模modular mold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold 复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具extrusion die 挤出模palletizing die 迭层模family mold 反套制品模具plaster mold 石膏模blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具fantail die 扇尾形模具pressure die 压紧模fishtail die 鱼尾形模具profile die 轮廓模flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模lancing die 切口模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具sectional die 拼合模runless injection mold 无流道冷料模具sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavity mold 单腔模具solid forging die 整体锻模split forging die 拼合锻模split mold 双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die 拉伸成形模sweeping mold 平刮铸模swing die 振动模具three plates mold 三片式模具trimming die 切边模unit mold 单元式模具universal mold 通用模具unscrewing mold 退扣式模具yoke type die 轭型模十.模具常用之工作机械3D coordinate measurement三次元量床boring machine搪孔机cnc milling machine CNC铣床contouring machine 轮廓锯床copy grinding machine 仿形磨床copy lathe 仿形车床copy milling machine 仿形铣床copy shaping machine仿形刨床cylindrical grinding machine 外圆磨床die spotting machine 合模机drilling machine ?孔机engraving machine 雕刻机engraving E.D.M. 雕模放置加工机form grinding machine 成形磨床graphite machine 石墨加工机horizontal boring machine 卧式搪孔机horizontal machine center 卧式加工制造中心internal cylindrical machine 内圆磨床jig boring machine 冶具搪孔机jig grinding machine 冶具磨床lap machine 研磨机machine center 加工制造中心multi model miller 靠磨铣床drilling machine 钻床grinding machine磨床lathe 车床NC programming system NC程序制作系统planer 龙门刨床profile grinding machine 投影磨床projection grinder 投影磨床radial drilling machine 旋臂钻床shaper 牛头刨床surface grinder 平面磨床try machine 试模机turret lathe 转塔车床universal tool grinding machine 万能工具磨床vertical machine center 立式加工制造中心wire E.D.M. 线割放电加工机autocollimator 自动准直机bench comparator 比长仪block gauge 块规bore check 精密小测定器calibration 校准caliper gauge 卡规check gauge 校对规clearance gauge 间隙规clinoretee 测斜仪comparator 比测仪cylinder square 圆筒直尺depth gauge 测深规dial indicator 针盘指示表dial snap gauge 卡规digital micrometer 数位式测微计feeler gauge 测隙规gauge plate 量规定位板height gauge 测高规inside calipers 内卡钳inside micrometer 内分??卡interferometer 干涉仪leveling block 平台limit gauge 限规micrometer 测微计mil 千分之一寸monometer 压力计morse taper gauge 莫氏锥度量规nonius 游标卡尺optical flat 光学平晶optical parallel 光学平行passimeter 内径仪position scale 位置刻度profile projector 轮廓光学投影仪protractor 分角器radius 半径ring gauge 环规sine bar 正弦量规snap gauge 卡模square master 直角尺stylus 触针telescopic gauge 伸缩性量规working gauge 工作量规十一.表面处理关连用语age hardening 时效硬化ageing 老化处理air hardening 气体硬化air patenting 空气韧化annealing 退火anode effect 阳极效应anodizing 阳极氧化处理atomloy treatment 阿托木洛伊表面austempering 奥氏体等温淬火austenite 奥斯田体/奥氏体bainite 贝氏体banded structure 条纹状组织barrel plating 滚镀barrel tumbling 滚筒打光blackening 染黑法blue shortness 青熟脆性bonderizing 磷酸盐皮膜处理box annealing 箱型退火box carburizing 封箱渗碳bright electroplating 辉面电镀bright heat treatment 光辉热处理bypass heat treatment 旁路热处理carbide 炭化物carburized case depth 浸碳硬化深层carburizing 渗碳cementite 炭化铁chemical plating 化学电镀chemical vapor deposition化学蒸镀coarsening 结晶粒粗大化coating 涂布被覆cold shortness 低温脆性comemtite 渗碳体controlled atmosphere 大气热处理corner effect 锐角效应creeping discharge 蠕缓放电decarburization 脱碳处理decarburizing 脱碳退火depth of hardening 硬化深层diffusion 扩散diffusion annealing 扩散退火electrolytic hardening 电解淬火embossing 压花etching 表面蚀刻ferrite 肥粒铁first stage annealing 第一段退火flame hardening 火焰硬化flame treatment 火焰处理full annealing 完全退火gaseous cyaniding 气体氧化法globular cementite球状炭化铁grain size 结晶粒度granolite treatment 磷酸溶液热处理graphitizing 石墨退火hardenability 硬化性hardenability curve 硬化性曲线hardening 硬化hot bath quenching 热浴淬火hot dipping 热浸镀induction hardening 高周波硬化ion carbonitriding 离子渗碳氮化ion carburizing离子渗碳处理ion plating 离子电镀isothermal annealing 等温退火liquid honing 液体喷砂法low temperature annealing 低温退火malleablizing 可锻化退火martempering 麻回火处理martensite 马氏体/硬化铁炭metallikon 金属喷镀法metallizing 真空涂膜nitriding 氮化处理nitrocarburizing 软氮化normalizing 正常化oil quenching 油淬化overageing 过老化overheating 过热pearlite 针尖组织phosphating 磷酸盐皮膜处理physical vapor deposition 物理蒸镀plasma nitriding 离子氮化pre-annealing 预备退火precipitation 析出precipitation hardening 析出硬化press quenching 加压硬化process annealing 制程退火quench ageing 淬火老化quench hardening 淬火quenching crack 淬火裂痕quenching distortion 淬火变形quenching stress 淬火应力reconditioning 再调质recrystallization 再结晶red shortness 红热脆性。
注塑英文词汇汇总
英文中文英文中文Layout布置图机械设计及周边其它用语Conveyer流水线物料板assembly drawing装配图Rivet table拉钉机auto tool change cycle自动换刀时间周期Rivet gun拉钉枪beam横梁Screw driver起子bottoming底靠Electric screw driver电动起子buckling纵弯曲Pneumatic screw driver气动起子chamfering去角斜切fit together组装在一起channel凹槽fasten锁紧(螺丝)chattering颤动fixture ,jig夹具(治具)check point查核点barcode条形码chip切屑barcode scanner条形码扫描仪chip conveyor排屑输送机fuse together熔合coefficient of friction摩擦系数fuse machine热熔机compact小型的repair修理,纠正,返修cooling pipe冷却管thumb screw大头螺丝coupon试样胚lbs.inch镑、英寸distortion扭曲变形EMI gasket导电条draft taper拔模锥度front plate前板fit tolerance配合公差rear plate后板flexible rigidity弯曲刚性chassis |'∫æsi|基座gas vent气孔,排气管bezel panel面板heater cooler加热器冷却装置power button电源按键hook cavity钩穴reset button重置键lug凸缘Hi-pot test of SPS高源高压测试maintenance维修保固Voltage switch of SPS电源电压接柆键metallurgy冶金学sheet metal parts冲件notch effect切口效果plastic parts塑料件out of roughness真圆度sub-line支线performance动作性能uncoiler and straightener开卷矫直机pit坑robot机械手plane strain倒角应力hydraulic machine油压机plug mill蕊棒轧管机lathe车床repeated load重复载荷刨床riveted joint铆钉接合miller铣床sand paper砂纸grinder磨床shift偏移driller钻床shrink fit热压配合linear cutting线切割shrinkage hole缩孔electrical sparkle电火花sinking凹陷welder电焊机sketch草图staker=reviting machine铆合机spalling剥落compound die合模,复式压膜straightness直度die locker锁模器submarine深陷式pressure plate,plate压板,夹板surface roughness表面粗度bolt螺栓tapping攻螺丝automatic screwdriver电动启子thermocouple热电耦thickness gauge厚薄规torsion load扭转载荷gauge量规toughness韧性power wire电源线tracing描图buzzer蜂鸣器under cut凹割screwdriver holder起子插座abnormal glow不规则辉光放电pedal踩踏板abrasive砂轮stopper阻挡器access通路flow board流水板accretion炉瘤hydraulic handjack油压板车accurate die casting精密压铸head of screwdriver起子头acid converter酸性转炉chain链条,链条槽acid lining cupola酸性熔铁炉production line流水线,生产线acid open-hearth furnance ,酸性平炉magnetizer加磁器activator活化剂die repair模修acetylene乙炔die worker模工adjustable spanner活动扳手equipment设备aerator松砂机to start a press开机after service售后服务stop/switch off a press关机age hardening时效硬化board基板ageing老化处理feeder送料机air hardening气体硬化sliding rack滑料架air patenting空气韧化die change换模air permeability test透气性试验to fix a die装模air set mold常温自硬铸模to take apart a die拆模all core molding集合式铸模to repair a die修模alloy tool steel合金工具钢to pull and stretch拉深allround die holder通用模型to put material in place, to落料aluminium alloy铝合金钢to impose lines,groove压线amendment修正to compress, compressing压缩ampere电流安培character die字模anchor pin锚梢parameters参数angle cutter角铣刀rotating speed, revolution转速angle welding角焊steel plate钢板angular pin角梢,倾斜梢to switch over to, switch--切换anode effect阳极效应engineering, project工程瓶颈straightness直线度stage die工程模flatness平面度automation自动化roundness圆度add lubricating oil加润滑油Cylindnicity圆柱度shut die架模line profile线轮廓shut height闭合高度surface profile面轮廓shut height of a die架模高度parallelism平行度analog-mode device类模器perpendicularity垂直度die lifter举模器angularity倾斜度argon welding氩焊symmetry对称度vocabulary for stamping冲压常词汇coaxiality同轴度punch press, dieing out冲床concentricity同心度uncoiler & strainghtener整平机true position位置度rack, shelf, stack料架runout圆跳动cylinder汽缸套,油缸,气缸total run-ou全跳动taker取料机学理实验与试验用语conveyer belt输送带austenitic steel沃斯田铁钢transmission rack输送架brinell hardness布耐内尔硬度top stop上死点brinell hardness test布氏硬度试验bottom stop下死点charpy impact test夏比冲击试验one stroke一行程conical cup test圆锥杯突试验inch寸动cup flow test杯模式流动度试验to continue, cont.连动dart drop impact test落锤冲击试验to grip(material)吸料Elmendorf test埃罗门多撕裂强度试验location lump, locating定位块environmental stress cracking环境应力龟裂试验reset复位ericessen test埃留伸薄板拉伸试验smoothly顺利falling ball impact test落球冲击试验filing锉刀修润,锉削加工fatigue test疲劳试验filings铁削gantt chart甘特图to draw holes抽孔heat cycle test热循环试验reverse angle = chamfer倒角histogram柱状图to take apart a die卸下模具hot bend test热弯试验to load a die装上模具izod impact test埃左德冲击试验to tight a bolt拧紧螺栓loop tenacity环结强度to looser a bolt拧松螺栓martens heat distortion马顿斯耐热试验to move away a die plate移走模板mullen bursting strength tester密廉式破裂强度试验机easily damaged parts易损件nol ring test诺尔环试验standard parts标准件normal distribution常态分配breaking.(be)broken,(be)c断裂ozone resistance test抗臭氧试验to lubricate润滑pareto diagram柏拉图common vocabulary for模具工程常用词汇peeling test剥离试验die模具pinhole test针孔试验机cutting die, blanking die冲裁模rattler test磨耗试验progressive die, follow (-连续模rockweel hardness test洛氏硬度试验compound die,gang dies复合模rockweel hardness洛氏威尔硬度punched hole,pierce冲孔rolinx process罗林克斯射出压缩成形panel board,embedded镶块rossi-peakes flow test罗西皮克斯流动试验side cut,side scrap切边sampling inspection抽样检查to bending折弯scratch hardness抗刮硬度to pull, to stretch拉伸shore hardness萧氏硬度Line streching, line pulling线拉伸spiral flow test螺旋流动试验engraving, to engrave刻印surface abrasion test表面磨耗试验upsiding down edges翻边taber abraser泰伯磨耗试验机staking铆固tensile impact test拉伸冲击试验designing, to design设计tensile strength抗拉强度design modification设计变化tension test张力试验folded block折弯块thermal shock test冷热剧变试验sliding block滑块torsion test扭曲试验die plate, front board模板ubbelohde viscometer乌别洛德黏度计padding block垫块vicat indentation test维卡针压陷试验stepping bar垫条Vickers hardness test维氏硬度试验lower die base,die set下模座warpage test翘曲试验upper supporting blank上承板weatherometer人工老化试验机upper padding plate上垫板weissenberg effect威森伯格回转效应spare dies模具备品砂轮用语plate电镀Al2O3氧化铝mold模具,模型bond结合material for engineering工程试模材料borazon氧化硼立方晶not included in physical不列入盘点diamond钻石tox machine自铆机dresser砂轮整修机wire EDM线割endless grinding belt循环式研磨带EDM放电机finishing allowance加工留量,加工余量coil stock,roll material卷料grain磨粒sheet stock片料grinding disc研磨盘tolerance工差jamp up孔眼堵塞score成绩mesh网筛目cam block凸轮块,滑块resinoid grinding wheel半树脂型砂轮pilot试产,试验vitrified陶瓷的trim修剪,整理,装饰wheel旋转pierce剪内边模具常用之工作机械drag form压锻差3D coordinate measurement三次元量床pocket for the punch head挂钩槽boring machine搪孔机slug hole废料孔cnc milling machine CNC铣床feature die公母模 contouring machine轮廓锯床expansion dwg展开图copy grinding machine仿形磨床shim(wedge)楔子copy lathe仿形车床torch-flame cut火焰切割copy milling machine仿形铣床round pierce punch=die圆冲子copy shaping machine仿形刨床shape punch=die insert异形子cylindrical grinding machine外圆磨床under cut=scrap chopper清角die spotting machine合模机cover plate盖板drilling machine钻孔机male die公模(凸模)engraving machine雕刻机female die母模(凹模)engraving E.D.M.雕模放置加工机groove punch压线冲子form grinding machine成形磨床air-cushion eject-rod气垫顶杆graphite machine石墨加工机spring-box eject-plate弹簧箱顶板horizontal boring machine卧式搪孔机bushing block衬套horizontal machine center卧式加工制造中心club car高尔夫球车internal cylindrical machine内圆磨床capability能力jig boring machine冶具搪孔机factor系数jig grinding machine冶具磨床phosphate皮膜化成lap machine研磨机viscosity涂料粘度machine center加工制造中心alkalidipping,degrease脱脂multi model miller靠磨铣床main manifold主集流脉NC drilling machine NC钻床bezel斜视规NC grinding machine NC磨床dejecting顶固模NC lathe NC车床demagnetization去磁;消磁NC programming system NC程序制作系统high-speed transmission高速传递 planer龙门刨床heat dissipation热传profile grinding machine仿形磨床,投影磨床rack上料projection grinder光学曲线磨床,投影磨rinse水洗radial drilling machine旋臂钻床alkaline etch龄咬surface grinder平面磨床desmut剥黑膜try machine试模机D.I. rinse纯水次turret lathe转塔车床Chromate铬酸处理universal tool grinding万能工具磨床Anodize阳性处理vertical machine center立式加工制造中心seal封孔wire E.D.M.线割放电加工机stamping冲压检验量测工具用语molding成型autocollimator自动准直机coordinate坐标bench comparator比长仪dismantle the die折模block gauge块规auxiliary fuction辅助功能bore check精密小测定器poly-line多义线calibration校准heater band加热片caliper gauge内量卡规thermocouple热电偶check gauge校对规sand blasting喷沙clearance gauge间隙规grit砂砾clinoretee测斜仪derusting machine除锈机comparator比测仪degate打浇口cylinder square圆筒直尺dryer烘干机depth gauge测深规response=reaction=interac感应dial indicator针盘指示表induction light感应光dial snap gauge千分表卡规ram连杆digital micrometer数位式测微计edge finder巡边器feeler gauge测隙规concave凸gauge plate量规定位板convex凹height gauge测高规short射料不足inside calipers内卡钳nick缺口 inside micrometer内分厘卡speck瑕疪interferometer干涉仪shine亮班leveling block平台splay银纹limit gauge限规gas mark焦痕micrometer测微计delamination起鳞mil千分之一吋cold slug冷块monometer压力计blush导色morse taper gauge莫氏锥度量规gouge沟槽;凿槽nonius游标卡尺satin texture段面咬花optical flat光学平晶witness line证示线optical parallel光学平行patent专利passimeter内径仪grit沙砾position scale位置刻度granule=peuet=grain细粒profile projector轮廓光学投影仪grit maker抽粒机protractor分角器cushion缓冲radius半径magnalium镁铝合金ring gauge环规magnesium镁金sine bar正弦量规metal plate钣金snap gauge卡模mill锉square master直角尺plane刨stylus触针grind磨telescopic gauge伸缩性量规drill铝working gauge工作量规boring镗模具钢材blinster气泡bearing alloy轴承合金fillet镶;嵌边bonderized steel sheet邦德防蚀钢板through-hole form通孔形式carbon tool steel碳素工具钢voller pin formality滚针形式clad sheet被覆板cam driver铡楔clod work die steel冷锻模用钢shank摸柄emery金钢砂augular offset角度偏差ferrostatic pressure钢铁水静压力velocity速度forging die steel锻造模用钢production tempo生产进度现状galvanized steel sheet镀锌铁板torque扭矩hard alloy steel超硬合金钢spline=the multiple keys花键high speed tool steel高速度工具钢annealing退火hot work die steel热锻模用钢carbonization碳化low alloy tool steel特殊工具钢alloy合金low manganese casting steel低锰铸钢tungsten high speed steel钨高速的marging steel马式体高强度热处理钢moly high speed steel钼高速的martrix alloy马特里斯合金organic solvent有机溶剂meehanite cast iron米汉纳铸钢liaison联络单meehanite metal米汉纳铁volatile挥发性merchant iron市售钢材resistance电阻molybdenum high speed steel钼系高速钢ion离子molybdenum steel钼钢titrator滴定仪nickel chromium steel镍铬钢beacon警示灯prehardened steel顶硬钢coolant冷却液silicon steel sheet硅钢板crusher破碎机stainless steel不锈钢模具工程类tin plated steel sheet镀锡铁板plain die简易模tough pitch copper ,tough韧铜pierce die冲孔模troostite吐粒散铁forming die成型模tungsten steel钨钢shearing die剪边模vinyl tapped steel sheet塑料覆面钢板riveting die铆合模表面处理关连用语forming成型(抽凸,冲凸)anodizing阳极氧化处理emboss凸点atomloy treatment阿扥木洛伊表面dome凸圆austempering奥氏体等温淬火semi-shearing半剪austenite奥斯田体/奥氏体stamp mark冲记号bainite贝氏体deburr or coin压毛边banded structure条纹状组织punch riveting冲压铆合barrel滚筒(加工)side stretch侧冲压平barrel plating滚镀reel stretch卷圆压平barrel tumbling滚筒打光stamp letter冲字(料号)blackening染黑法shearing剪断blue shortness青熟脆性tick-mark nearside正面压印bonderizing磷酸盐皮膜处理tick-mark farside反面压印box annealing箱型退火冲压名称类box carburizing封箱渗碳extension dwg展开图bright electroplating辉面电镀procedure dwg工程图bright heat treatment光辉热处理die structure dwg模具结构图bypass heat treatment旁路热处理material材质carbide炭化物material thickness料片厚度carburized case depth浸碳硬化深层factor系数carburizing渗碳upward向上cementite炭化铁downward向下chemical plating化学电镀press specification冲床规格chemical vapor deposition化学蒸镀die height range适用模高coarsening结晶粒粗大化die height闭模高度coating涂布被覆weight重量cold shortness低温脆性total wt.总重量comemtite渗碳体punch wt.上模重量controlled atmosphere大气热处理五金零件类corner effect锐角效应inner guiding post内导柱creeping discharge蠕缓放电inner hexagon screw内六角螺钉decarburization脱碳处理coil spring弹簧decarburizing脱碳退火lifter pin,lifting pin顶料销depth of hardening硬化深层eq-height sleeves=spool等高套筒diffusion扩散pin销diffusion annealing扩散退火wire spring圆线弹簧electrolytic hardening电解淬火outer guiding post外导柱embossing浮花压制加工,压花加stop screw,set screw止付螺丝,固定螺丝raising(embossing)压花起伏成形located pin,stop pin,定位销etching表面蚀刻outer bush外导套ferrite纯铁体,肥粒铁模板类first stage annealing第一段退火top plate上托板(顶板)flame hardening火焰硬化top block上垫脚flame treatment火焰处理punch set,upper die base上模座full annealing完全退火punch holder上夹板gaseous cyaniding气体氧化法stripper pad脱料背板 globular cementite球状炭化铁up stripper上脱料板grain size结晶粒度upper plate上模板granolite treatment磷酸溶液热处理lower plate下模板graphitizing石墨退火die pad下垫板 hardenability硬化性die holder下夹板hardenability curve硬化性曲线bottom block下垫脚hardening硬化stripping plate内外打(脱料板)heat treatment热处理outer stripper外脱料板hot bath quenching热浴淬火inner stripper内脱料板hot dipping热浸镀lower stripper下脱料板induction hardening高周波硬化零件类ion carbonitriding离子渗碳氮化punch冲头ion carburizing离子渗碳处理deburring punch压毛边冲子ion plating离子电镀stamped punch字模冲子isothermal annealing等温退火special shape punch异形冲子liquid honing液体喷砂法roller滚轴low temperature annealing低温退火supporting block for定位支承块malleablizing可锻化退火air cushion plate气垫板martempering麻回火处理trimming punch切边冲子martensite马氏体/硬化铁炭stiffening rib punch =加强筋冲子metallikon金属喷镀法ribbon punch压筋冲子metallizing真空涂膜reel-stretch punch卷圆压平冲子nitriding氮化处理guide plate导板,定位板nitrocarburizing软氮化sliding dowel block滑块固定块normalizing正常化active plate活动板oil quenching油淬化lower sliding plate下滑块板overageing过老化upper holder block上压块overheating过热upper mid plate上中间板pearlite针尖组织spring box弹簧箱phosphating磷酸盐化(金属表面处spring-box eject-rod弹簧箱顶杆physical vapor deposition物理蒸镀guide pad导料块plasma nitriding离子氮化塑件&模具相关英文pre-annealing预备退火compre sion molding压缩成型precipitation析出flash mold溢流式模具precipitation hardening析出硬化plsitive mold挤压式模具press quenching加压硬化split mold分割式模具process annealing制程退火cavity型控母模quench ageing淬火老化core模心公模quench hardening ,淬火taper锥拔quenching crack淬火裂痕leather cloak仿皮革quenching distortion淬火变形shiver饰纹quenching stress淬火应力flow mark流痕 reconditioning再调质welding mark溶合痕recrystallization再结晶post screw insert螺纹套筒埋值red shortness红热脆性self tapping screw自攻螺丝residual stress残留应力striper plate脱料板retained austenite残留奥piston活塞rust prevention防蚀chip细碎物salt bath quenching盐浴淬火handle mold手持式模具sand blast喷砂处理移转成型用模具seasoning时效处理encapsulation molding低压封装成型second stage annealing第二段退火射出成型用模具secular distortion经年变形two plate两极式(模具)segregation偏析well type蓄料井selective hardening部分淬火insulated runner绝缘浇道方式shot blast喷丸处理hot runner热浇道shot peening珠击法runner plat浇道模块single stage nitriding等温渗氮valve gate阀门浇口sintering烧结处理band heater环带状的电热器soaking均热处理spindle阀针softening软化退火spear head刨尖头solution treatment固溶化热处理slag well冷料井spheroidizing球状化退火cold slag冷料渣stabilizing treatment安定化处理welding line熔合痕straightening annealing矫直退火eject pin顶出针strain ageing应变老化knock pin顶出销stress relieving annealing应力消除退火return pin回位销反顶针subzero treatment生冷处理sleave套筒supercooling过冷insert core放置入子surface hardening表面硬化处理runner stripper plate浇道脱料板temper brittleness回火脆性guide pin导销,导正销,定位temper colour回火颜色lifter guide pin浮升导料销tempering回火eject rod (bar)(成型机)顶业捧tempering crack回火裂痕subzero深冷处理 texture咬花three plate三极式模具thermal refining调质处理three plates mold三片式模具 thermoechanical treatment加工热处理runner system浇道系统time quenching时间淬火stress crack应力电裂transformation变态orientation定向tufftride process软氮化处理sprue gate射料浇口,直浇口under annealing不完全退火nozzle射嘴vacuum carbonitriding真空渗碳氮化sprue lock pin料头钩销(拉料杆)vacuum carburizing真空渗碳处理side gate侧浇口vacuum hardening真空淬火edge gate侧缘浇口 vacuum heat treatment真空热处理tab gate搭接浇口vacuum nitriding真空氮化slit gate缝隙浇口water quenching水淬火fan gate扇形浇口wetout浸润处理dish gate因盘形浇口焊接用语diaphragm gate隔膜浇口arc电弧ring gate环形浇口argon arc welding氩弧焊接subarine gate潜入式浇口bare electrode光熔接条tunnel gate隧道式浇口butt welding对接焊接pin gate针点浇口cascade阶迭熔接法Runner less无浇道clad weld被覆熔接(sprue less)无射料管方式crator焊疤long nozzle延长喷嘴方式excess metal多余金属sprue浇口;溶渣filler rod焊条各种模具常用成形方式fillet weld填角焊接powder forming粉末成形gas shield气体遮蔽calendaring molding压延成形groove welding起槽熔接powder metal forging粉末锻造hand face shield手握面罩cold chamber die casting冷式压铸hard facing硬表面堆焊precision forging精密锻造jig welding工模焊接cold forging冷锻laser beam welding雷射光焊接press forging冲锻metal electrode insert gas MIG熔接compacting molding粉末压出成形nugget点焊熔核rocking die forging摇动锻造overlaying堆焊compound molding复合成形peening of welding珠击熔接法rotary forging回转锻造plug welding塞孔熔接compression molding压缩成形positioned welding正向熔接rotational molding离心成形pressure welding压焊dip mold形浸渍成propane gas cutting丙烷气切割rubber molding橡胶成形pure nickel electrode纯镍熔接条encapsulation molding注入成形reinforcement of weld加强焊接sand mold casting砂模铸造resist抗蚀护膜extrusion molding挤出成形root running背面熔接shell casting壳模铸造seam裂痕foam forming发泡成形seaming接合,折弯重迭加工sinter forging烧结锻造seam welding流缝熔接six sides forging六面锻造series seam welding串联缝熔接gravity casting重力铸造skip welding process跳焊法slush molding凝塑成形spark火花hollow(blow) molding中空(吹出)成形spot welding点焊接squeeze casting高压铸造stitch welding针角焊接hot chamber die casting热室压铸stud arc welding电弧焊接swaging挤锻under laying下部焊层hot forging热锻void焊接空隙transfer molding转送成形weld flow mark焊接流痕injection molding射出成形weld flush焊缝凸起warm forging温锻weld line焊接纹investment casting失模铸造,精密铸造,weld mark焊接痕matched die method配合成形法,对模成形weld penetration熔接透入laminating method被覆淋膜成形weld zone焊接区low pressure casting低压铸造welding焊接lost wax casting脱蜡铸造welding bead焊接泡matched mould thermal对模热成形模welding direction焊接方向各式模具分类用语welding distortion焊接变形bismuth mold铋铸模welding flux焊剂landed plunger mold有肩柱塞式模具welding ground电熔接地burnishing die挤光模welding interval焊接周期landed positive mold有肩全压式模具welding stress熔接应变button die镶入式圆形凹模welding torch熔接气炬loading shoe mold料套式模具射出成形关联用语center-gated mold中心浇口式模具bag moulding气胎施压成形loose detail mold活零件模具bonding strength黏合强度chill mold冷硬用铸模breathing排气loose mold活动式模具caulking compound填隙料clod hobbing冷挤压制模cell单元louvering die百叶窗冲切模cold slug半凝式射出composite dies复合模具colorant着色剂manifold die分歧管模具color matching调色counter punch反凸模color masterbatch色母料modular mold组合式模具compound混合料double stack mold双层模具copolymer共聚合体multi-cavity mold多模穴模具cull残料废品electroformed mold电铸成形模cure凝固化multi-gate mold复式浇口模具cryptometer不透明度仪expander die扩径模daylight开隙offswt bending die双折冷弯模具dry cycle time空料试车周期时间extrusion die挤出模ductility延性palletizing die迭层模elastomer弹性体family mold反套制品模具extruded bead sealing压出粒涂层法plaster mold石膏模feed供料blank through dies漏件式落料模filler充填剂porous mold通气性模具film blowing薄膜吹制法duplicated cavity plate复板模floating platen活动模板positive mold全压式模具foaming agent发泡剂fantail die扇尾形模具gloss光泽pressure die压紧模granule颗粒料fishtail die鱼尾形模具gunk料斗profile die轮廓模hot mark热斑flash mold溢料式模具hot stamping烫印progressive die顺序模injection nozzle射出喷嘴gypsum mold石膏铸模injection plunger射出柱塞protable mold手提式模具injection ram射出冲柱hot-runner mold热流道模具isomer同分异构物prototype mold雏形试验模具kneader混合机ingot mold钢锭模leveling agent匀涂剂punching die落料模lubricant润滑剂lancing die切口模mould clamping force锁模力re-entrant mold凹入模,侧凹模,倒角mould release agent脱模剂sectional die对合模具,拼合模,组oriented film取向薄膜runless injection mold无流道冷料模具parison吹气成形坏料segment mold组合模pellet粒料semi-positive mold半全压式模具plasticizer可塑剂shaper牛头刨床,定型模套,plunger压料柱塞single cavity mold单腔模具porosity孔隙率solid forging die整体锻模post cure后固化split forging die拼合锻模premix预混料split mold双并式模具purging清除sprueless mold无注道残料模具reciprocating screw往复螺杆squeezing die挤压模resilience回弹性stretch form die拉伸成形模resin injection树脂射出法sweeping mold平刮铸模rheology流变学swing die振动模具sheet塑料片trimming die切边模shot注射unit mold单元式模具shot cycle射出循环universal mold通用模具slip agent光滑剂unscrewing mold退扣式模具take out device取料装置yoke type die轭型模toggle type mould clamping肘杆式锁模装置模具厂常用之标准零配件torpedo spreader鱼雷形分流板baffle调节阻板transparency透明性baffle plate挡块void content空洞率baffle plate折流檔板塑料原料ball button球塞套acrylic压克力ball plunger定位球塞casein酪素ball slider球塞滑块cellulose acetate醋酸纤维素CAblank holder防皱压板cellulose acetate butyrate醋酸丁酸纤维素CAB bottom board浇注底板composite material复合材料bolster上下模板,垫板cresol resin甲酚树脂CFbottom plate下托板(底板)dially phthalate苯二甲酸二烯丙酯bottom plate下固定板disperse reinforcement分散性强化复合材料bracket小磁导engineering plastics工程塑料bracket扥架epoxy resin环氧树脂EPbumper block缓冲块ethyl cellulose乙基纤维素buster堵口ethylene vinylacetate乙烯-醋酸乙烯EVA casting ladle浇注包ethylene-vinlacetate copolyme醋酸乙烯共聚物EVA casting lug铸耳expanded polystyrene发泡聚苯乙烯EPS cavity模穴(模仁)fiber reinforcement纤维强化热固性/纤维强cavity retainer plate模穴扥板high density polyethylene高密度聚乙烯HDPEcenter pin中心梢high impact polystyrene高冲击聚苯乙烯HIPS clamping block锁定块high impact polystyrene高冲击性聚苯乙烯coil spring螺旋弹簧low density polyethylene低密度聚乙烯LDPE cold punched nut冷冲螺母melamine resin三聚氰胺酚醛树脂MF cooling spiral螺旋冷却栓nitrocellulose硝酸纤维素core心型phenolic resin酚醛树脂core pin心型梢plastic塑料cotter开口梢polyacrylic acid聚丙烯酸PAPcross十字接头polyamide耐龙PAcushion pin缓冲梢polybutyleneterephthalate聚对苯二甲酸丁酯PBT diaphragm gate盘形浇口polycarbonate聚碳酸酯PCdie approach模口角度,模头料道polyethyleneglycol聚乙二醇PFGdie bed型底polyethyleneoxide聚氧化乙烯PEOdie block块形模体polyethyleneterephthalate聚乙醇对苯PETPdie body铸模座polymetylmethacrylate聚甲基丙烯酸甲酯die bush合模衬套polyoxymethylene聚缩醛POMdie button冲模母模polyphenylene oxide聚硫化亚苯die clamper夹模器polyphenyleneoxide聚苯醚PPOdie fastener模具固定用零件polypropylene聚丙烯PPdie holder母模固定板polystyrene聚苯乙烯PSdie lip模唇polytetrafluoroethylene聚四氟乙烯PTFEdie plate冲模板polythene聚乙烯PEdie set冲压模座polyurethane聚氨基甲酸酯PU direct gate直接浇口polyvinylacetate聚醋酸乙烯PVACdog chuck爪牙夹头polyvinylalcohol聚乙烯醇PVAdowel hole导套孔polyvinylbutyral聚乙烯醇缩丁醛PVB dowel pin合模梢,固定、定位梢polyvinylchloride聚氯乙烯PVCdozzle辅助浇口polyvinylfuoride聚氟乙烯PVFdraft拔模锥度polyvinylidenechloride聚偏二氯乙烯PVDC draw bead张力调整杆prepolymer预聚物drive bearing传动轴承silicone resin硅树脂ejection pad顶出衬垫thermoplastic热塑性ejector脱模器thermosetting热固性ejector guide pin顶出导梢thermosetting plastic热固性塑胶ejector leader busher顶出导梢衬套unsaturated polyester不饱和聚酯树脂ejector pad顶出垫模具常用刀具与工作法用语ejector pin顶出梢anvil铁钻ejector plate顶出板arbour心轴ejector rod顶出杆backing sand背砂ejector sleeve顶出衬套backing衬垫ejector valve顶出阀buffing wheel抛光布轮eye bolt环首螺栓buffing抛光filling core椿入蕊,埋入砂心chamfering machine倒角机film gate薄膜形浇口chamfering tool去角刀具finger pin指形梢chisel扁錾finish machined plate角形模板chuck夹具finish machined round圆形模板compass两角规fixed bolster plate固定侧模板concave cutter凹面铣刀flanged pin带凸缘销convex cutter凸形铣刀flash gate毛边形浇口,闸门浇口cross joint十字接头flask上箱cutting edge clearance刃口余隙角floating punch浮动冲头drill stand钻台gate浇口edge file刃用锉刀gate land浇口面file锉刀gib凹形拉紧销,滑块引导flange joint凸缘接头goose neck鹅颈管grinder砂轮机guide bushing引导衬套hammer铁锤guide post引导柱hand brace手摇钻guide rail导轨hatching剖面线head punch顶镦冲头hexagon headed bolt六角头螺栓headless punch直柄冲头hexagon nut六角螺帽heavily tapered solid整体模蕊盒index head分度头hose nippler管接头jack千斤顶impact damper缓冲器kit工具箱injection ram压射柱塞lapping研磨inlay busher嵌入衬套metal saw金工锯inner plunger内柱塞nose angle刀角inner punch内冲头pinchers钳子insert入块(嵌入件)pliers铗钳insert pin,retainer pin嵌件梢plug柱塞头king pin转向梢polisher磨光器king pin bush主梢衬套protable driller手提钻孔机knockout bar脱模杵sand paper砂纸land area合模面scraper刮刀leader busher导梢衬套screw driver螺丝起子lifting pin起模顶销scribing划线lining内衬second out file中纹锉locating center punch定位中心冲头spanner扳手locating pilot pin定位导梢spline broach方栓槽拉刀locating ring定位环square sleeker方形镘刀lock block压块square trowel直角度locking plate定位板stripping剥离工具loose bush活动衬套T-slot T形槽making die打印冲子 tool for lathe车刀manifold block歧管档块tool point angle刀刃角master plate靠模样板tool post刀架match plate分型板tosecan划线盘mold base塑料模座waffle die flattening压纹效平mold clamp铸模紧固夹wiper脱模钳mold platen模用板wrench螺旋扳手moving bolster换模保持装置计算机关联用语moving bolster plate可动侧模板3D modeling三次元模拟one piece casting整体铸件bug瑕疵parallel block平行垫块bus总线paring line分模线CAD计算机辅助设计parting lock set合模定位器CAE计算机辅助工程分析pass guide穴型导板CAM计算机辅助制造peened head punch镶入式冲头cassette卡座pilot pin导销 color display彩色显示器pin gate针尖浇口command指令fardage,sarking衬板communication通信pre extrusion punch顶挤冲头compact精简小型puncher推杆computer计算机pusher pin衬套梢copy复制rack机架cursor游标rapping rod起模杆curve modeling曲面仿真retainer plate扥料板database数据库return pin回位梢digitizing数字化riding stripper浮动脱模器disk磁盘ring gate环型浇口dot点roller滚筒eyelet眼孔runner跑步者,流道floppy磁盘片runner ejector set流道顶出器format格式化runner lock pin流道拉梢graphic圆解screw plug头塞hardware硬件set screw固定螺丝honeycomb蜂巢shedder ,knockout脱模装置interface界面shim分隔片know how秘诀shoe模座之上下模板laser printer激光打印机shoot拍摄,流道lay out布置shoulder bolt肩部螺丝memory记忆skeleton骨架memory swap交换记忆slag riser冒渣口microprocessor微处理器slide(slide core)滑动,滑块,滑心modeling造型slip joint滑配接头module,die block模块spacer block间隔块monitor屏幕spacer ring间隔环mouse鼠标spider模蕊支架need,Requirement,Demand需求spindle主轴network网络sprue注道new version新版sprue bushing注道衬套on line上线中sprue bushing guide注道导套option选择权sprue lock bushing注道定位衬套plotter绘图机sprue puller注道拉料销program,Procedure程序spue line合模线scanning扫描square key方键simulation仿真square nut方螺帽software软件square thread方螺纹solid model实体模型stop collar限位套system系统stop pin止动梢tape磁带,胶带stop ring止动环terminal终端机,端子stopper定位停止梢texture构造straight pin圆柱销venter排气风扇stripper bolt脱料螺栓word processor文书处理器stripper bushing脱模衬套各种冲模加工关连用语stripper plate剥料板blanking die落料冲头stroke end block行程止梢blanking穿落模,下料support pillar支撑支柱/顶出支柱blanking下料加工support pin支撑梢bulging撑压加工supporting plate扥板burring冲缘加工sweep templete造模刮板cam die bending凸轮弯曲加工tab gate辅助浇口caulking铆合加工taper key推拔键coining压印加工taper pin拔锥梢/锥形梢compressing压缩加工teeming浇注compression bending押弯曲加工three start screw三条螺纹crowning凸面加工thrust pin推力销curl bending卷边弯曲加工tie bar拉杵curling卷曲加工tunnel gate隧道形浇口cutting切削vent通气孔dinking切断蕊骨wortle plate拉丝模板double shearing迭板裁断模具加工方法drawing引伸加工bending stress弯曲应力drawing with ironing抽引光滑加工bending弯曲加工extrusion挤制加工bending moment弯矩fine blanking精密下料加工bending block,form折刀finish blanking光制下料加工broaching拉刀切削finishing精整加工centering定中心flanging凸缘加工cylindrical lathe cutting外圆车削folding折边弯曲加工,折迭加工electric discharge machine放电加工forming ,shaping成形加工,组成,计划electrolytic grinding电解研磨impact extrusion冲击挤压加工facing面车削indenting压痕加工hand finishing手工修润ironing引缩加工hemming卷边加工louvering百叶窗板加工hobbing滚齿加工marking刻印加工joggling摇动加工notching冲口加工laser beam machining雷射加工parting分断加工lathe cutting车床车削piercing冲孔加工planning刨削加工progressive bending连续弯曲加工polishing抛亮光progressive blanking连续下料加工rough machining粗切削progressive drawing连续引伸加工rounding圆形加工progressive forming连续成形加工sawing锯削reaming铰孔修润,铰孔加工scaling清除钢碇缺陷restriking二次精冲加工skiving表面研磨riveting铆接加工slotting切缝切削roll bending滚筒弯曲加工taper turning锥度车削roll finishing滚压加工thread cutting螺纹切削rolling压延加工ultrasonic machining超音波加工roughing粗加工up cut milling逆铣加工scrapless machining无废料加工锻铸造关连用语shaving缺口修整加工airless blasting cleaning离心喷光shearing切断加工all round die holder通用模座sizing精压加工/矫正加工assembly mark铸造合模记号slitting切缝量,割缝加工back pouring补浇注spinning卷边铆接base bullion粗金属锭staking铆固base permeability原砂透气度stamping锻压加工belling压凸,压凸加工swaging挤锻压加工billet坏料trimming去毛边,整缘加工bleed漏铸upsetting锻粗加工blocker预锻模膛wiring抽线加工blocking粗胚锻件质量人员名称类blow hole破孔,铸件气孔QC quality control品质管理人员board drop hammer板落锤FQC final quality control终点质量管理人员bottom pour mold底浇IPQC in process quality制程中的质量管理人员bottom pouring底注OQC output quality control最终出货质量管理人员boxless mold脱箱砂模IQC incoming quality control进料质量管理人员break-off core缩颈砂心TQC total quality control ,全面质量管理brick molding砌箱造模法POC passage quality control段检人员buckle剥砂面QA Quality Assurance质量保证(处),质量保证camlachie cramp铸包OQA output quality出货质量保证人员cast blade铸造叶片质量保证类casting flange铸造凸缘FAI first article inspection新品首件检查casting on flat水平铸造FAA first article assurance首件确认cleaning of casting ,铸件清理TVR tool verification report模具确认报告core template砂心模板3B 3B 模具正式投产前确core vent砂蕊排气孔capability index能力指数CPcorner gate压边浇口CPK capability index of模具制程能力参数counter lock止口镶嵌方式SSQA standardized supplier合格供货商质量评估draw out拉拔、锻造拔长OOBA out of box audit开箱检查draw plate起模板QFD quality function质量机能展开draw spike起模长针8 disciplines8项回复内容dummying预锻FA final audit最后一次稽核embedded core加装砂心CAR corrective action改正行动要求erosion冲砂corrective action report改正行动报告filling in填砂FQC运作类finishing slag炼后熔渣flash gutter锻模飞边槽flask molding砂箱造模hammer man锻工heading machine顶镦机impacter卧式锻造机inblock cast整体铸造ingot铸锭ingot blank铸坯inlay casting镶铸法loose piece木模活块molding pit铸模地坑pouring process浇注法recasting重铸rolled surface轧制表面rough sand粗砂roughing forge粗锻sand crushing塌箱seamless forging无缝锻造slag熔渣slag inclusion夹渣strip layout带状胚料排样法tap casting顶注top gate顶注浇口unworked casting不加工铸件upender翻转装置upending顶锻uphill casting底铸white cast iron白口铸件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
微型模具的加工制造
文章来源:MM现代制造
金属注塑模(MIM)加工车间依靠一台专门设计的微型工件专用加工中心来生产微型模具。
图1 该加工车间使用了一种专门为高精度小型模具加工而设计的专用立式加工中心。
机床上的行程不超过12 in,机床内部安装有工件更换装置,允许这一系列小型零件排成长队按次序进行加工
在俄勒冈州McMinnville地区的World Class Technology公司(世界级技术公司)将直径0.3 mm的端面铣刀与直径0.5 mm的端面铣刀采取区别对待的方式。
而另一加工车间则认为这是两种无足轻重的小型刀具。
然而对于世界级技术公司的模具制造商而言,认为其中一种刀具是属于精加工的刀具,而另一种则是属于粗加工的刀具。
直径0.3 mm刀具的体积很小,只适合于轻型切削和复杂的细节加工,而直径至少在0.5 mm以上的刀具,才足以适合于车间的粗加工生产,甚至可加工经过热处理、硬度达到60 Rc的工具钢。
世界级技术公司是一家金属注塑模制造商。
正如模具生产经理John Ashton先生所解释的那样,与塑料注塑模相比,塑料注塑模本身的加工精度要求很高,而金属注塑模则需要更高精度的小型切削刀具。
他说,金属注塑模可形成更大的飞边倾向,因此,MIM金属注塑模的闭合面需要高精密的加工。
另一个需要考虑的因素是MIM零件的比例较小。
在世界级技术公司,其主要的成品是畸齿矫正模—特别是畸齿金属矫正支架。
这些金属支架通过MIM金属注塑模生产制造,其型芯和型腔插件由该模具车间加工。
Ashton先生说,最后提到的这个零件特别重要。
保持车间内的专业化水平和模具生产能力可以让加工车间引进新的产品设计,并使其更快地走向市场。
即使这样,过去这个模具车间的模具制造工艺一直没有实现这一目标。
在过去,该加工车间一直试图在其普通的立式加工中心上,将其加工精度保持在
±0.0002 in的公差尺寸范围之内。
事实上,该车间竭尽全力,采取各种措施,其中包括在正式切削加工前,将机床运行2h,事先使机床的温度达到稳定的效果。
尽管采取了这样的一些措施,还需要经常考虑采用相应的其他措施,例如在车间内使用手工磨削方法,使加工的零件达到规格要求。
后来,该加工车间从德国的机床制造商—Kern Micro-und Feinwerktechnik公司那里引进了一台加工中心,这台设备主要是为微型加工而专门设计的,引进这台机床以后,该加工车间的工艺水平才有了进一步的提高。
其“微米”级的加工精度立即在机床的行程上显示出来。
立式加工中心的体积较小,机床上XYZ轴的行程分别为12×11×10 in。
在机床的剩余容积中包含一个工件更换系统,这一系统可以使机床像一套柔性加工单元那样操作运行,让微小的零件列队按次序加工。
机床容积的其余部分包括机床的内部设计部分,可以使加工精度的稳定性保持在±2μm的公差之内。
现在,在同样稳定性的基础之上,可以使世界级技术公司采用0.5 mm的刀具对硬质钢材进行粗切削加工,而对模具进行精加工以后,不再需要手工磨削。
图2 下面的零件(与硬币)已经经过热处理,然后再进行各种加工,例如在60 Rc的硬度条件下进行铣削加工。
右边的零件是在热处理前材料较软的情况下进行粗加工的
振动和温度的影响
BurkhardRother先生是这家机床制造厂的常务董事。
他所描述的某些特点可让Kern
公司机床有效地采用微型铣削和钻削刀具。
他说,其成功的部分原因应归功于大批量生产。
在总重量为3t的机床上采用了一个专用的聚合体混凝土结构件。
这一结构件不但具有很好的防振性能(他说,其防振性能要比一般机床的结构件强800%),而且其对温度的反应也要比铸铁或钢材更加缓慢。
在该机床的设计中,X轴和Y轴是与机床的工作台结合在一起的,只有Z轴是分离的。
因此,尽管机床的本身重量很大,但Z轴的移动只需30kgf(1kgf=9.8N)—只比主轴的重量略微高一些。
图3 该机床也应用于EDM电极的加工生产
还有其他一些特点与主轴有关。
随着刀具的直径越来越小,因此径向跳动的公差更应精确地控制。
Rother先生说,Kern公司机床的主轴设计,其径向跳动误差小于1μm。
该机床的主轴还包括以下特点:
(1)尺寸补偿由于热变化的结果,不但主轴上的Z长度能够变化,而且X轴和Y轴的定位也会发生变化。
机床制造厂根据其对三维尺寸变化规律的研究和每台机床的特点,专门创建了一套补偿算法。
此外,除了按这一方法单独补偿外,主轴还采用水冷却的方法,使其温度保持在±0.25℃的范围之内;
(2)矢量控制控制系统本身就能够识别主轴的精确角度位置。
当刀库中被安装的刀具返回到刀库时总是按照它们原先的同样角度方向就位。
这对于接触式测试探针而言是特别重要的,因为探针总是能够按照其最初的相同方向接近零件。
部分原因得益于这一效应,由Kern公司提供的某一型号探针可应用于这一机床上来进行测量,其测量精度可达到±400nm 的水平。
硬质材料或软质材料的铣削加工
世界级技术公司所拥有的机床采用5轴联动控制(在工件之下有两根旋转轴),其主轴转速高达50000r/min。
该公司的生产工程师JuergenBathen先生和机械师Randy Gillepsie 先生对这台机床进行了探索研究,看其究竟能为公司做些什么工作,如何最有效地利用这台机床。
该机床除了能够直接加工型芯和型腔以外,还可用于生产EDM的电极,以便加工模具中比较深的隐窝或难以达到的内部转角。
这些电极是用铜加工而成的。
图4 测量对于小型零件的加工是十分关键的。
在刀库中,储存在探针旁边的是一种用于校验另一台测量装置的工具—机床的非接触式对刀装置
模具可以在热处理前或热处理后进行粗铣削加工。
是否采用硬铣削加工的方法则取决于不同的工件,往往需要经过电话咨询,才能作出最后的判断。
对于这一机床的加工能力而言,采用亚毫米级的刀具进行硬铣削加工是毫无疑问的,其问题是在于生产成本。
采用硬铣削加工方法会加速刀具的磨损,而微型刀具的价格很昂贵。
相对来说,需要使用大量刀具进行切削加工的模具,因其具有复杂的特点,一般都愿意采用软铣削加工的方法,这主要是为了使刀具能够长期地保持锋利的程度。
Bathen先生说,这从来也不是加工车间的意图,希望将这台机床变成一种万能工具。
加工车间可以在其他的加工中心上执行它能够完成的一切工作,甚至可以在精度不太高的机床上,为Kern公司完成工件的预备性工作。
而且,仍然可以在带有24个工位的自动工件交换装置上,很容易使一系列的模具和电极列队,按次序进行连续加工生产。
此外,该加工车间还发现了这一机床的新用途,其中之一就是新支架模型样机的快速生产。
因此,对这一机床的需求正在不断增加,但同时也给加工车间带来了一个新的瓶颈问题——即编程能力受到限制。
图5 世界级技术公司的内部刀具车间缩短了向金属注塑模成形设备交付模具所需的时间许多模具制造车间熟悉这一瓶颈问题。
在任何情况下,凡是机床能以足够快的速度,并以比刀具路径所能提供的速度更快得工作时,那么对编程的需求就会成为一个尖锐突出的问题。
Bathen先生说,世界级技术公司所面临的挑战并没有什么不同,实际上小型零件使问题变得更加严重。
对于这样小的零件而言,其加工收益是非常迅速的,然而编程往往比较困难。
刀具路径的方向必须精心选择,以免不经意产生的毛刺影响小型零件的公差尺寸。
Bathen先生和Gillepsie先生所面临的主要问题是,Kern公司的机床似乎需要经常等待着程序的到来(加工车间需要尽快地解决这一问题)。
具有某种讽刺意味的是,小型模具似
乎扩大了对编程人员的需求。