国家标准《引线框架用铜及铜合金带材 第1部分:平带》编制说明
国家标准《端子连接器用铜及铜合金带》(送审稿)编制说明
国家标准《端子连接器用铜及铜合金带》送审稿编制说明一、工作简况1、任务来源随着汽车产业、电脑通讯产业等应用领域的不断发展,连接器的市场容量逐步扩大,年均增长率在两位数以上,市场发展潜力较大。
我国已经成为全球连接器增长最快和容量最大的市场。
随着应用对象、频率、功率、应用环境等不同,有各种不同形式的连接器。
连接器产品的“微型化”、“高速移动化”和“智慧化”是未来发展的趋势。
目前我国连接器主要以中低端为主,高端连接器占比较低,但需求增速较快,因此发展适应高端连接器的铜合金材料就显得十分重要,这不仅要求铜合金材料在强度上有出色表现,还需要有高耐热性、高导电率,以及出色的表面光泽性和平滑性。
目前,我国铜加工业进入新常态,也进入了转型升级的关键时期,大力发展端子连连接器用铜及铜合金材料对于我国有色金属工业改变传统模式、摆脱过剩产能、扩大有色金属应用将起到至关重要的作用。
通过端子连接器的基础原材料铜板带产品标准的制定,可以更加规范产品质量,扩大供给量,替代进口,同时推进中国连接器市场逐步规范和高端连接器市场的发展。
本标准为首次制订。
2、主要工作过程标准制订计划任务正式下达后,宁波兴业盛泰集团有限公司牵头成立了标准编制小组,首先整理收集本企业曾经生产的产品的技术要求及产品使用现状,为本标准全面、系统、有效的制定奠定了良好的基础。
随后编制小组会同市场开发和营销人员对端子连接器用铜合金带材进行了全面的市场调研,全面准确地了解了市场上不同客户的需求以及产品未来的发展趋势,了解目前生产厂商的生产水平和现状。
通过查阅了国内外有关的技术资料,结合主要用户的技术要求,经过多次讨论和广泛征求意见,形成了标准征求意见稿及编制说明。
标准制订计划任务正式下达后,宁波兴业盛泰集团有限公司牵头成立了标准编制小组,进行了计划和分工,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
具体分工为:宁波兴业盛泰集团有限公司总负责市场和同行业信息收集及执笔;宁波兴业鑫泰新型电子材料有限公司、安徽鑫科新材料股份有限公司、安徽楚江科技新材料股份有限公司以及中色(宁夏)东方集团有限公司负责补充市场信息和标准数据的验证。
国家标准《铜及铜合金扁线》编制说明

《铜及铜合金扁线》国家标准征求意见稿编制说明1工作简况1.1任务来源随着我国国民经济的飞速发展和人民生活水平的日益提高,国内外在电力、电子电讯、仪表、眼镜、拉链、照相器具的知名企业,对铜及铜合金的扁线的需求,已由电力行业扩展到了其他领域,并逐年增加。
世界各国为了适应现代工业的发展需要,均已编制和修改了铜及铜合金扁线的标准,其产品的牌号、性能、规格也有已较大的补充。
而我国的铜及铜合金扁线的标准,仍延用GB/T 3114-94的标准,已不能满足众多的铜合金扁线生产企业、中间供应商和使用企业的要求。
2008年全国有色金属标准化技术委员会在广泛征求意见的基础上,以国标委综合[2008]118号文件下达本标准的起草任务,并由宁波博威集团有限公司负责起草修订,完成年限为2009年。
1.2主要工作过程和工作内容根据任务落实会会议精神,我公司于2008年1月组建了铜及铜合金扁线国家标准起草小组,主要由总工程师办公室、技术部等技术人员组成。
主要进行如下工作:1)确立《铜及铜合金扁线》国家标准起草遵循的基本原则;2)申报起草该标准的立项报告;3)对生产、使用厂家进行调研、收集资料;4)查阅相关标准;5)确定产品主要技术内容;6)确定建立仲裁分析方法;7)根据测试数据确定技术指标取值范围;8)编写征求意见稿草案。
2标准制定原则和确定标准主要内容的论据2.1本标准在制定时主要遵循以下原则(一)充分满足市场要求的原则;(二)划繁就简的原则;(三)经济合理的原则;(四)有利于创新发展并与国际接轨的原则。
2.2标准的主要内容2.2.1关于范围本标准的铜及铜合金扁线主要用于电力、电子电讯、仪表、眼镜、拉链、照相器具等行业。
本标准中的产品牌号是基于GB/T 5231-2001和GB/T 21652-2008的基础而来的,标准中的一部分牌号是在客户需求的基础上,结合国外实际情况和我国铜及铜合金扁线的实际需要而增加的。
2.2.2关于技术要求目前国际上的铜及铜合金扁线产品标准,虽然做了修定和补充,但比较分散,而国内的标准都是94年制定的标准,不能满足众多的铜合金扁线生产企业、中间供应商和使用企业的要求,本标准是对GB/T 3114—94《铜及铜合金扁线》的修订,结合客户的实际需求和参考采用ASTM B 250/B 250M《加工铜合金线材的一般要求》标准的相关规定,对行业的发展将起到一定的促进作用。
加工铜及铜合金牌号和化学成分--编制说明

《加工铜及铜合金牌号和化学成分》(草案)编制说明根据中国有色金属工业协会文件《关于下达2009年第一批有色金属国家、行业标准制(修)订项目计划的通知》(中色协综字[2009]165号)的要求,我公司承担了GB/T5231-2001《加工铜及铜合金化学成分和产品形状》的修订工作。
该标准主管部门为中国有色金属工业协会,由全国有色金属标准化技术委员会技术归口,计划要求2011年完成修订任务,标准计划编号20091080-T-610。
为保证标准的编制水平,中铝沈阳有色金属加工有限公司成立了标准编制小组,进行了全面的市场调研,并以函件的形式向同行业广泛征询修订意见及相关技术数据,全面准确地了解铜加工行业近几年的发展动态。
标准修订过程中经过多次征询意见,2010年2月形成了该标准讨论稿,四月武夷山会议讨论后,标准稿经过较大调整,于2010年8月形成标准预审稿。
1.我国加工铜及铜合金化学成分标准修订历程及牌号的发展概况。
我国的《铜及铜合金化学成分和产品形状》标准最早是仿效前苏联“ΓΟCΤ”标准形式,制订了YB145~148—65,1971年进行第一次修订为YB145~148-71、1985年第二次修订为GB5231~5235—85,2001年修订为GB/T5231-2001。
几次修订后其中元素控制范围水平不低于发达国家水平,但其模式和系列化程度都没有突破性提高。
纳入原国家标准GB/T 5231-2001的变形铜及铜合金牌号一共有111个,其中紫铜9个,黄铜43个,青铜41个,白铜18个。
但是各加工企业实际生产的牌号远不止这些,据不完全统计,近10年来申请专利的新型合金就达70余个,而各个公司、院所研究开发的新型铜合金更数倍于此,达1000个以上。
随着专业化生产趋势的不断发展,合金系列化程度在迅速提高,铜合金材料的成份细化分类已成必然趋势,为适应下游用户不同生产线工艺条件的要求,个性化,精密化产品越来越多,相比10年前有了很大的变化。
铜及铜合金线材国家标准

《铜及铜合金线材》国家标准编制说明1工作简况1.1任务来源根据全国有色金属标准化技术委员会(2006)第13号《关于下达2006年-2008年在有色金属国家标准修订编制的通知》要求《铜及铜合金线材》GB/TXXX-XXXX的国家标准由宁波博威集团有限公司、沈阳有色金属加工厂负责起草,完成年限为2007年,宁波博威集团为主要负责起草单位,沈阳有色金属加工厂为参加起草单位。
宁波博威集团有限公司前称为宁波有色合金有限公司,地处宁波云龙镇,专门从事各类铜合金线、棒材生产研究开发的国家级重点高新技术企业。
公司成立于1987年,93年改组为股份制企业,历经十几年的发展,现拥有3.5亿的资产,员工782人,其中各专业技术人员257人,占地12万m2,公司下设黄铜公司、合金公司、气门芯公司三家子公司和香港、上海、厦门、东莞、深圳等地的10多个销售分公司和“高性能环保新材料技术研发中心”,年生产能力为4.2万吨,2002年销售收入2.2亿元,近三年来的销售收入增加率42%,利税3000万元,资信等级AAA,进入了宁波市百强企业,成为中国铜合金线材棒材质量最优、品种最全的龙头企业,70%产品出口美国、欧盟国家、香港、台湾等地。
公司在98年以来先后引进了一批高精度、高质量、高效率的国际一流的专业化的生产设备和检测装置:2002年从英国引进水平连铸机列;从德国引进拉伸、矫直、锯切、抛光、倒角于一体的联合拉拔倒角机组;2003年国内第一家从德国引进了矫直抛光为一体的高光洁度、高直度的二辊矫直机和异型全自动拉丝机;以及大吨位的挤压机;强对流光亮退火炉;从美国热电公司引进的等离子光谱仪、金相分析仪;从日本引进的检漏仪等检测设备,特别是近2年来公司对科技投入分别为1600万元,1724万元,为企业研究生产高新技术产品提供了有力的保障。
1998年公司率先在同行业中通过了国家ISO-9002质量体系认证,2001年取得2000版的ISO-9002换版认证,使公司的全体质量管理水平达到了一个新的水平,公司为了适应加入WTO的要求,进一步提高质量管理水准,又于2001年成功地通过了英国SGS公司2000版ISO9001质量管理体系认证,2002年公司实行内部信息网络管理,于2003年又正式将信息管理从企业管理的MRPⅡ向企业资源管理的ERP的过渡,成为宁波市科委CIMS系统示范企业。
引线框架用铜合金带材概述

引线框架用铜合金带材概述安蔡科,,,,,,,, ((,,,,年中国铜板带箔生产技术及市场研讨会》论文集引线框架用铜合金带材概述陈少华牛立业马可定 (洛阳铜,口,,,集团有限责任公司,河南洛阳,,,,,,) 摘要:本文简述了引线框架材料的发展背景及现状,根据后续加工对材料的特性要求及具体性能要求,介绍了引线框架用铜合金材料的研究机理与分类,阐述了主要引线框架用铜合金带材的生产流程、工艺控制技术及要素,同时提出研究与生产的发展方向。
关键词:引线框架铜合金带材 ,(前言,(,材料的发展背景近二十年来,随着通讯、汽车、计算机及家电行业的飞速增长,半导体行业在中国得到了迅猛发展,作为分立器件和集成电路最重要的零件之一的引线框架材料,也迅速得到普及应用。
集成电路的发展必须有相应封装技术与之配套。
所谓集成电路封装是指集成电路芯片制成后的后续加工过程,主要包括选片、装片、键合、塑封、检测、包装等。
其目的是保护芯片不受或少受外界环境影响并为之提供一个良好的工作条件,保证集成电路具有稳定、,下常的功能。
随着集成电路芯片制造的高度集成化,集成电路向短、小、轻、薄方向发展,集成电路封装也向高密度、小型化、高脚数化方向发展。
由,,,,年前传统的,,,(单列直插)、,,,(,,列直插)到,,,,年后的,,,(,,,,’型封装)、,,,(,形引线和短引线片式载体)、,,,(四边扁平封装)、从,,,,年的,,,,(细小外型封装)到目前的,,,(针栅阵列或柱状引线封装)、,,,(焊球阵列)、,,,(芯片尺寸封装)等封装形式的革新,对封装材料要求愈来愈苛刻,促使与封装配套的各种新型材料的研制和不发也更为活跃。
,(,国内市场需求预测及目前市场的主要供应情况近年来,我国半导体产销规模一直保持着较快的增长速度。
,,封装量每年以,,,左右的速度递增,分立器件每年以,,,左右的速度递增。
根据,,,,年和,,,,年的市场消费量安泰科,,,,,,, 《,,,,年中国铜板带箔生产技术及市场研讨会》论文集来估算,,,,至,,,,年中国市场对引线框架材料用铜带的需求,大致为,,,,年,力(吨,,,,,年,(,万吨,,,,,年,万吨。
国家标准《铜及铜合金板材》编制说明

《铜及铜合金板材》征求意见稿编制说明根据全国有色金属标准化技术委员会,有色标委(2006)第13号《关于下达2006-2008年国家标准修订计划的通知》要求,其中2006-2008年国家标准修订项目表中23-29项《铜及铜合金板材》国家标准由中铝上海铜业有限公司、中铝洛阳铜业有限公司负责起草。
为适应我国加入WTO的需要,有利于与国际接轨,提高我国的国家标准的水平,我们查阅了许多国外先进标准,如:美国的ASTM标准、欧盟的EN 标准、日本JIS标准和ISO国际标准,并结合我国的实际情况,对原有国家标准GB/T 2040-2002《铜及铜合金板材》﹑GB/T 2044-1980《镉青铜板》﹑GB/T 2045-1980《铬青铜板》﹑GB/T 2046-1980《锰青铜板》﹑GB/T 2047-1989《硅青铜板》﹑GB/T 2049-1980《锡锌铅青铜板》、GB/T 2052-1980《锰白铜板》﹑GB/T 2531-1981《热交换固定板用黄铜板》八个板材标准进行了综合修订。
通过对国外先进标准的研究,决定修改采用欧盟标准EN1652《铜及铜合金-厚板、薄板、带和片的一般要求》进行编制。
本次修订的标准与原标准、JIS标准的对比结果如下:一、本次标准的修订与原标准相比进行了如下改动:1.纯铜类(T2、T3、TP1、TP2、TU1、TU2)黄铜类(H96、H90、H85、H80、H70、H68、H65)力学性能等同采用EN1652,锡青铜类(QSn4-0.3、QSn6.5-0.1、 QSn 8-0.3)力学性能修改采用EN1652,其它牌号的要求按原国标执行。
2.纯铜类板材取消了1/4硬(Y4)状态,增加了特硬态(T)。
3.黄铜类板材增加了H85牌号(状态为M、Y2、Y、T),H96黄铜增加了半硬态(Y2),H80黄铜增加了半硬态(Y2)和特硬态(T),H65、H68、H70机械性能指标单列,H65、H68、H70取消了1/4硬(Y4)状态,H65增加了弹硬态(T1)。
引线框架铜合金

引线框架铜合金材料1)介绍引线框架:作为集成电路的芯片载体,是一种借助于键合材料(金丝、铝丝、铜丝)实现芯片内部电路引出端与外引线的电气连接,形成电气回路的关键结构件,它起到了和外部导线连接的桥梁作用,绝大部分的半导体集成块中都需要使用引线框架,是电子信息产业中重要的基础材料。
2)优势所在:科学技术现代化对铜及铜合金材料提出越来越多的新要求,引线框架的作用是导电、散热、联接外部电路,因此要求制作引线框架材料具有高强度、高导电、良好的冲压和蚀刻性能。
目前全世界百分之八十的引线框架使用铜合金高精带材制作,据不完全统计,引线框架合金约77种,按合金系划分主要有铜-铁-磷、铜-镍-硅、铜-铬-锆Cu-Fe-P、Cu-Ni-Si、Cu-Cr-Zr 三大系列,按着性能可分为高导电、高强度、中强中导等系列所有这些新要求,将推动铜及铜合金材料的现代化进程。
常用的铜基引线框架材料主要有C194和KFC合金,其中C194(Cu-2.3Fe-0.1Zn-0.03P)属于Cu-Fe-P系合金,具有高导电、高导热性以及好的热稳定性,大量应用于电子封装(安装集成电路内置芯片外用的管壳,起着安放固定密封,保护集成电路内置芯片,增强环境适应的能力,并且集成电路芯片上的铆点也就是接点,是焊接到封装管壳的引脚上的)领域。
C194合金(Cu-2.35%Fe-0.12%Zn-0.03% P)是美国奥林公司20世纪60年代开发生产的引线框架材料,因其优良的导电性、导热性和低价格等特点成为引线框架材料的主导产品。
目前日本和德国是世界上最大的引线框架铜带出口国, 我国虽然可以自行生产一定量的C194合金材料,但合金性能与国外产品相比存在一定差距,国外合金性能为:抗拉强度500MPa,硬度151HV,电导率3.77×10-2S/m;而国内合金性能为:抗拉强度≥410 MPa,硬度120~145HV,电导率≥3.48×10 -2S/m。
国家标准《建筑装饰用铜及铜合金板带材》预审稿编制说明

《建筑装饰用铜及铜合金板带材》国家标准(预审稿)编制说明1任务来源根据国标委综合[2015]73号和有色标委[2016]6号《国家标准委关于下达2015年第三批国家标准制修订计划的通知》,附件1中序号3(项目编号20153650-T-610)《建筑装饰用铜及铜合金带材》国家标准由中铝洛阳铜加工有限公司、安徽鑫科新材料股份有限公司、铜陵金威铜业有限公司负责制定。
2工作简况2.1立项目的和意义铜制品具有较高的耐腐蚀性、艺术性、环保性、抑菌性,铜的长寿性、通用性是铝、钢及其它合金原材料无法媲美的,是最理想的建筑原材料之一,常用于制作铜门、铜瓦、铜雕塑、屋面、屋顶、外墙面等,而且这些铜件及装饰品以其华贵典雅的气质,彰显拥有者、使用者的地位和品质。
铜作为建筑构件早已得到广泛的应用。
欧美等国用薄铜板制作屋顶和漏檐等防雨水构件已有多年传统,在北欧用它作墙面装饰材料也屡见不鲜。
经过中国国民经济的高速发展,富裕起来的中国城市化建设向着美观、实用性过度,需要不同的新型材料来满足建筑用料。
人民生活的不断提高,装修要求的提升,对装饰材料不断新需求的延伸,伴随着铜加工技术跟近,需要我们不断研究开发。
随着中国市场的不断发展,最近两年来建筑行业发展极其迅速,需要大量铜的消耗。
铜因它独有的精致工艺,质量耐用坚固的特性,在金融系统、居民住宅、仓库重地、财务档案部门、高档宾馆等装饰深受客户青睐。
铜门、铜瓦、铜雕塑、铜幕墙、镀铜装饰镜因它独有的精致工艺,古香古色的金属特性,在大型幕墙、仿古铜瓦、高档宾馆大门等豪华建筑部门深受客户青睐。
而在实用性上,铜门远比普通的任何一种门更经久耐用,它不存在着变形和开裂等问题,不仅加强了防盗性能,而且使它的使用寿命比平常门远远多出几倍,市场前景广阔。
随着我国经济发展和人民生活水平的提高,建筑装饰用铜板带材的需求也在不断扩大,在我国目前没有规范的专用产品标准可依,因此,制定公开的产品技术标准是非常必要的,不仅填补了国内标准的空白,而且起到规范和引导市场的作用。
国家标准《铜及铜合金加工安全生产规范 第3部分:棒线材》编制说明

《铜及铜合金加工安全生产规范(棒线材)》编制说明一、工作简况铜及铜合金棒线材产品约占铜材总产量的25-30%,几乎涉及所有铜及铜合金牌号,产品广泛应用于电子、电力仪表、利用五金、汽车、建筑、交通等诸多行业。
其用量预计至2015年将达到130万吨以上,市场容量非常巨大。
安全生产规范是我国工业企业实现可持续发展的重要保证,为完善行业安全生产标准体系,进一步保证我国铜及铜合金棒线材加工企业科学、可持续发展,提高行业企业本质安全水平,加快行业企业技术进步,特制订该《铜及铜合金加工安全生产规范(棒线材)》。
安全生产标准是企业努力的目标,也是企业是否实现安全生产的判断标准。
《铜及铜合金加工安全生产规范(棒线材)》标准的制定可以促进国内相关行业走安全生产的道路,为企业开展安全生产提供技术导向,也可以为企业安全生产绩效公告提供依据。
目前,铜及铜合金加工企业尚无相关的安全生产标准。
本标准由宁波长振铜业有限公司、浙江海亮股份有限公司、佛山市华鸿铜管有限公司、宁波敖达金属新材料有限公司等单位负责起草制订。
二、编制原则根据所掌握的资料,目前国内外尚无铜及铜合金加工安全生产规范,本标准规定了铜及铜合金棒线材加工安全生产技术要求、措施和管理。
1、本标准适用于铜及铜合金棒线材加工现场安全管理;2、本标准制订引用的相关条目参照国内外各项标准;3、该标准将铜及铜合金棒线材生产的各环节需注意的安全问题进行汇总制定,内容齐全、完善;4、该标准的制定能适应不断更新、变化的铜及铜合金棒线材生产安全生产形势;5、该标准的制定具体分为以下几个方面:5.1、标准的规定内容和适用范围;5.2、本标准规范性引用文件;5.3、本标准的基本要求;5.4、煤气站作业安全要求;5.5、挤压工序作业安全要求;5.6、棒材加工作业安全要求;5.7、线材加工作业安全要求;5.8、通用作业安全要求。
《铜及铜合金加工安全生产规范(棒线材)》起草小组2012年2月。
《铜及铜合金拉制管》编制说明

国家标准《铜及铜合金拉制管》(送审稿)编制说明一、项目来源现行的GB/T1527-2006《铜及铜合金拉制管》国家标准,2006年实施,距今已经8年多。
本标准修改采用EN12449:1999《铜及铜合金一般用途的无缝圆形管》进行修订,适用于所有一般用途铜管材。
随着科技的发展,有色金属加工业快速发展,对铜管材提出了更高、更新的发展,为适应国际市场的竞争需要,提高产品的竞争能力,使产品不断地打入国际市场,须及时修订现行标准国家。
根据国标委综合[2014]51号和有色标委[2014]29号《关于转发2014年第一批有色金属国家、行业标准制(修)订项目计划的通知》,其中序号50(项目编号“20140959-T-610”)《铜及铜合金拉制管》国家标准由中铝洛阳铜业有限公司、浙江海亮股份有限公司、金龙精密铜管集团股份有限公司、江苏萃隆精密铜管股份有限公司、江阴新华宏铜业有限公司、中色奥博特铜铝业有限公司、无锡隆达金属材料有限公司、青岛宏泰铜业有限公司、山东中佳新材料有限公司、山东亨圆铜业有限公司等负责起草,完成年限为2017年。
二、工作概况和编制依据标准制订计划任务正式下达后,立即成立了标准编制组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
具体分工为:中铝洛阳铜业有限公司总负责、市场和同行业信息收集、资料汇总及执笔;浙江海亮股份有限公司、金龙精密铜管集团股份有限公司、江苏萃隆精密铜管股份有限公司、江阴新华宏铜业有限公司、中色奥博特铜铝业有限公司、无锡隆达金属材料有限公司、青岛宏泰铜业有限公司、山东中佳新材料有限公司、山东亨圆铜业有限公司、上虞金鹰铜业有限公司、浙江耐乐铜业有限公司、路达(厦门)工业有限公司、白银有色集团股份有限公司负责补充市场信息和标准数据的验证。
各企业分工明确,紧密合作,将共同完成标准的修订工作。
我国现用铜及铜合金拉制管国家标准1527-2006《铜及铜合金拉制管》,为大众化、一般用途的铜及铜合金拉制管用产品标准。
引线框架铜合金
引线框架铜合金材料1)介绍引线框架:作为集成电路的芯片载体,是一种借助于键合材料(金丝、铝丝、铜丝)实现芯片部电路引出端与外引线的电气连接,形成电气回路的关键结构件,它起到了和外部导线连接的桥梁作用,绝大部分的半导体集成块中都需要使用引线框架,是电子信息产业中重要的基础材料。
2)优势所在:科学技术现代化对铜及铜合金材料提出越来越多的新要求,引线框架的作用是导电、散热、联接外部电路,因此要求制作引线框架材料具有高强度、高导电、良好的冲压和蚀刻性能。
目前全世界百分之八十的引线框架使用铜合金高精带材制作,据不完全统计,引线框架合金约77种,最为显著的是C194铜合金材料:抗拉强度≥410 MPa,硬度120~145HV,电导率≥3.48×10-2S/m。
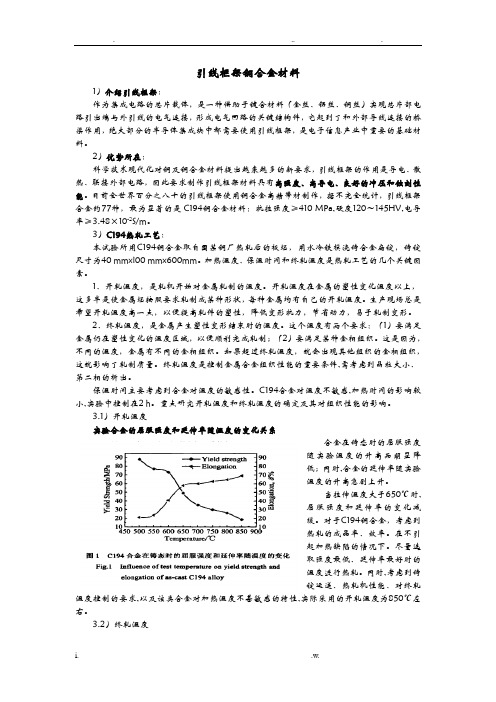
3)C194热轧工艺:本试验所用C194铜合金取自国某铜厂热轧后的板坯,用水冷铁模浇铸合金扁锭,铸锭尺寸为40 mmxl00 mmx600mm。
加热温度、保温时间和终轧温度是热轧工艺的几个关键因素。
1、开轧温度,是轧机开始对金属轧制的温度。
开轧温度在金属的塑性变化温度以上,这多半是使金属坯按照要求轧制成某种形状,每种金属均有自己的开轧温度。
生产现场总是希望开轧温度高一点,以便提高轧件的塑性,降低变形抗力,节省动力,易于轧制变形。
2、终轧温度,是金属产生塑性变形结束时的温度。
这个温度有两个要求:(1)要满足金属仍在塑性变化的温度区域,以便顺利完成轧制;(2)要满足某种金相组织。
这是因为,不同的温度,金属有不同的金相组织。
如果超过终轧温度,就会出现其他组织的金相组织,这就影响了轧制质量。
终轧温度是控制金属合金组织性能的重要条件,需考虑到晶粒大小、第二相的析出。
保温时间主要考虑到合金对温度的敏感性。
C194合金对温度不敏感,加热时间的影响较小,实验中控制在2 h。
重点研究开轧温度和终轧温度的确定及其对组织性能的影响。
3.1)开轧温度实验合金的屈服强度和延伸率随温度的变化关系合金在铸态时的屈服强度随实验温度的升高而明显降低;同时,合金的延伸率随实验温度的升高急剧上升。
钢材规范标准及其规范标准汇编
钢材规范标准及其规范标准汇编\\建筑用钢材标准及规范汇编第二版目录1。
基础GB/T 699——1999优质碳素结构钢GB/T 700——1988碳素结构钢阳/T 1591—1994低合金高强度结构钢GB/T 3077——1999合金高结构钢2.盘条、钢丝GB/T 342—1997冷拉圆钢丝、方钢丝、六角钢丝尺寸、外形、重量及允许偏差GB/T 3429——2002焊接用钢盘条GB/T 4354—1994优质碳素钢热轧盘条GB/T 5223——2002预应力混凝土用钢丝GB/T 5224—2003预应力混凝土用钢绞线GB/T 14957—1994熔化焊用钢丝GB/T 14958—1994气体保护焊用钢丝G8/T 14981—2004热轧盘条尺寸、外形、重量及允许偏差G8/T 17101—1997桥梁缆索用热镀锌钢丝YB/T 038—1993预应力混凝土用低合金钢丝YB/T 146—1998预应力钢丝及钢绞线用热轧盘条YB/T 151—1999混凝土用钢纤维YB/T 152—1999高强度低松弛预应力热镀锌钢绞线YB/T 156—1999中强度预应力混凝土用钢丝Y8/T 5002——1993——般用途圆钢钉YB/T 5092——1996焊接用不锈钢丝C√3058—1996塑料护套半平行钢丝拉索C√3077—1998建筑缆索用钢丝√C/T 540—1994混凝土制品用冷拔冷轧低碳螺纹钢丝3.钢丝绳GB 8903—2005电梯用钢丝绳GB 8918——2006重要用途钢丝绳GB/T 21073—2007环氧涂层七丝预应力钢铰线YB/T 4165——2007防振锤用钢铰线YB/T 5295——2006密封钢丝蝇(原GB/T 352——2002)4.型钢、钢筋GB/T 702—2008热轧钢棒尺寸、外形、重量及允许偏差GB/T 206——2008热轧型钢GB/T 905—1994冷拉圆钢、方钢、六角钢尺寸、外形、重量及允许偏差GB 1499.1—2008钢筋混凝土用钢第1部分:热轧光圆钢筋GB 1499.2—2007钢筋混凝土用钢第2部分:热轧带肋钢筋G8/T 1499.3—2002钢筋混凝土用钢筋焊接网GB/T 5223.3——2002预应力混凝土用钢棒GB/T 6723—2008通用冷弯开口型钢尺寸、外形、重量及允许偏差GB/T 6725——2008冷弯型钢GB/T 6728—2002结构用冷弯空心型钢尺寸、外形、重量及允许偏差GB/T 11263——2005热车LH型钢和剖分T型钢GB 13014—1991钢筋混凝土用余热处理钢筋GB 13788——2000冷车L带肋(钢筋GB/T 14292—1993碳素结构钢和低合金结构钢热轧条钢技术条件GB/T 20065—2006预应力混凝土用螺纹钢筋GB/T 20933——2007热车LU型钢板桩GB/T 20934——2007自冈拉杆YB/T 157—1999电梯导轨用热轧型钢YB/T 3301——1992焊接H型钢YB/T 4081—1992护栏波形梁用冷弯型钢YB/T 4362——2007 钢筋混凝土用力p工成型钢筋YB/T 4163——1999铁塔用热轧角钢YB/T 4180——2008冷弯钢板桩√G 190—2006冷轧扭钢筋5.钢板、钢带GB/T 708—2006冷轧钢板禾口钢带自勺尺寸、夕卜形、重量及允许偏差GB/T 708-2006热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 714—2000桥梁用结构钢GB/T 716—1991碳素结构钢冷轧钢带GB/T 912—2008碳素结构钢和低和金结构热轧薄钢板和钢带GB/T 3224-2007碳素结构钢和低和金结构热轧厚钢板和钢带GB/T 3524—2005碳素结构钢和低和金结构热车L钢带GB/T 4171-2008耐厚结构钢GB/T 8749—2008优质碳素结构钢热车L5冈带GB/T 11253—2007碳素结构钢冷车L薄6冈板及钢带GB/T 12754—2006彩色涂层钢板及钢带GB/T 12755-1991建筑用压型钢板G8/T 14978—2008连续热度铝锌合金镀层钢板及钢带GB/T 16270—1996高强度结构钢热处理和控轧钢板、钢带GB/T 19879—2005建筑结构用钢板YB/T 4001.1-2007钢格栅板及配套件第1部分:钢格栅板YB/T 4159-2007热车L花纹钢板和钢带6.钢管GB/T 3091—2008{氐压流体输送用焊接钢管G8/T 8162—2008结构用无缝钢管G8/T 8163—2008输送流体用无缝钢管GB/T 12771—2008流体输送用不锈钢焊接钢管GB/T 17395—2008无缝钢管尺寸、外形、重量及允许偏差YB门4181—2008双焊缝冷弯方形及矩形钢管YB/T 5363—2006装饰用焊接不锈钢管(原GB/T 18705—2002) √G/T178—2005建筑结构用冷弯矩形钢管代号标准名称邮价1.钢板钢带标准G247《GB/T 247-2008 钢板和钢带包装、标志及质量证明书的一般规定》24.00G708《GB/T 708-2006 冷轧钢板和钢带的尺寸、外形、重量及允许偏差》16.80G709《GB/T 709-2006 热轧钢板和钢带的尺寸、外形、重量及允许偏差》19.20G710《GB/T 710-2008 优质碳素结构钢热轧薄钢板和钢带》16.80G711《GB/T 711-2008 优质碳素结构钢热轧厚钢板和钢带》16.80G713《GB 713-2008 锅炉和压力容器用钢板》16.80G912《GB 912-2008 碳素结构钢和低合金结构钢热轧薄钢板和钢带》12.00G2072《GB/T 2072-2007 镍及镍合金带材》16.80G2518《GB/T 2518-2008 连续热镀锌钢板及钢带》26.40G2520《GB/T 2520-2008 冷轧电镀锡钢板及钢带》21.60G2521《GB/T 2521-2008 冷轧取向和无取向电工钢带(片)》21.60G2523《GB/T 2523-2008 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法》16.80 G3273《GB/T3273-2005 汽车大梁用热轧钢板和钢带》12.00G3274《GB/T 3274-2007 碳素结构钢和低合金结构钢热轧厚钢板和钢带》12.00G3278《GB/T3278-2001 碳素工具钢热轧钢板》7.20G3279《GB/T 3279-2009 弹簧钢热轧钢》19.20G3280《GB/T 3280-2007 不锈钢冷轧钢板和钢带》31.20G3524《GB/T3524-2005 碳素结构钢和低合金结构钢热轧钢带》9.60G3531《GB 3531-2008 低温压力容器用低合金钢钢板》16.80G4156《GB/T 4156-2007 金属材料薄板和薄带埃里克森杯突试验》12.00G4237《GB/T 4237-2007 不锈钢热轧钢板和钢带》31.20G4238《GB/T 4238-2007 耐热钢钢板和钢带》21.60G4461《GB/T 4461-2007 热双金属带材》19.20G5027《GB/T 5027-2007 金属材料薄板和薄带塑性应变比(r值)的测定》16.80 G5065《GB/T 5065-2004 热镀铅锡合金碳素钢冷轧薄钢板及钢带》12.00G5213《GB/T 5213-2008 冷轧低碳钢板及钢带》16.80G6396《GB/T 6396-2008 复合钢板力学及工艺性能试验方法》21.60G6653《GB 6653-2008 焊接气瓶用钢板和钢带》16.80G6654《GB6654-1998 压力容器用钢板》12.00G6726《GB/T 6726-2008 汽车用冷弯型钢尺寸、外形、重量及允许偏差》21.60G8165《GB/T 8165-2008 不锈钢复合钢板和钢带》19.20G8546《GB/T 8546-2007 钛-不锈钢复合板》19.20G8547《GB/T 8547-2006 钛-钢复合板》14.40G8749《GB/T 8749-2008 优质碳素结构钢热轧钢带》16.80G9941《GB/T 9941-2009 高速工具钢钢板》19.20G11251《GB/T 11251-2009 合金结构钢热轧厚钢板》19.20G11253《GB/T 11253-2007 碳素结构钢冷轧薄钢板及钢带》16.80G12754《GB/T 12754-2006 彩色涂层钢板及钢带》19.20G12755《GB/T 12755-2008 建筑用压型钢板》21.60G13147《GB/T 13147-2009 铜及铜合金复合钢板焊接技术要求》21.60G13148《GB/T 13148-2008 不锈钢复合钢板焊接技术要求》16.80G13149《GB/T 13149-2009 钛及钛合金复合钢板焊接技术要求》36.00G13448《GB/T 13448-2006 彩色涂层钢板及钢带试验方法》20.40G13790《GB/T 13790-2008 搪瓷用冷轧低碳钢板及钢带》16.80G14164《GB/T14164-2005 石油天然气输送管用热轧宽钢带》15.60G14977《GB/T 14977-2008 热轧钢板表面质量的一般要求》16.80G14978《GB/T 14978-2008 连续热镀铝锌合金镀层钢板及钢带》21.60G15675《GB/T 15675-2008 连续电镀锌、锌镍合金镀层钢板及钢带》16.80G16270《GB/T 16270-2009 高强度结构用调质钢板》19.20G16761《GB/T16761-1997 锻制扁钢尺寸、外形、重量及允许偏差》7.20G17102《GB/T17102-1997 不锈复合钢冷轧薄钢板和钢带》9.60G18847《GB/T18847-2002 聚氯乙烯覆膜金属板》15.60G18982《GB/T18982-2003 集装箱用耐腐蚀钢板和钢带》14.40 G19189《GB19189-2003 压力容器用调质高强度钢板》9.60G19345《GB/T19345-2003 非晶、纳米晶软磁合金带材》12.00 G20253《GB/T 20253-2006 可充电电池用冲孔镀镍钢带》12.00G20254.1《GB/T 20254.1-2006 引线框架用铜及铜合金带材第1部分:平带》12.00G20254.2《GB/T 20254.2-2006 引线框架用铜及铜合金带材第2部分:U型带》12.00G20564.1《GB/T 20564.1-2007 汽车用高强度冷连轧钢板及钢带第1部分:烘烤硬化钢》19.20G20564.2《GB/T 20564.2-2006 汽车用高强度冷连轧钢板及钢带第2部分:双相钢》16.80 G20564.3《GB/T 20564.3-2007 汽车用高强度冷连轧钢板及钢带第3部分:高强度无间隙原子钢》16.80 G20887.1《GB/T 20887.1-2007 汽车用高强度热连轧钢板及钢带第1部分:冷成形用高屈服强度钢》16.80G21074《GB/T 21074-2007 针管用不锈钢精密冷轧钢带》16.80G21237《GB/T 21237-2007 石油天然气输送管用宽厚钢板》16.80G22316《GB/T 22316-2008 电镀锡钢板耐腐蚀性试验方法》19.20G24171.1《GB/T 24171.1-2009 金属材料薄板和薄带成形极限曲线的测定:冲压车间成形极限图的测量及应用》19.20G24171.2《GB/T 24171.2-2009 金属材料薄板和薄带成形极限曲线的测定:实验室成形极限曲线的测定》32.40G24173《GB/T 24173-2009 钢板二次加工脆化试验方法》16.80G24180《GB/T 24180-2009 冷轧电镀铬钢板及钢带》21.60G24186《GB/T 24186-2009 工程机械用高强度耐磨钢板》19.20GJ945A《GJB 945A-2003 航空发动机点火装置触点用Pl-Pt75Ir 合金板材规范》9.60GJ1458《GJB1458A-1998 覆铜用优质碳素钢扁钢》9.60GJ1496A《GJB1496A-2000 装甲用28Cr2Mo、26SiMnMo和22SiMn2TiB钢板规范》14.40 G1662A《GJB1662A-2005 K 舰艇用10CrNi3MoV球扁钢规范》9.60G1663A《GJB1663A-2005 K 舰艇用10CrNi3MoV、10CrNi3MoCu、10CrNi2MoCu 钢板规范》12.00GJ1952A《GJB1952A-2008 K 航空用高温合金冷轧板规范》15.60GJ2150《GJB2150A-2005 K 航空用合金结构钢热轧钢板规范》9.60GJ2151《GJB2151-1994 航空用合金结构钢冷轧钢板规范》12.00GJ2295A《GJB 2295A-2006 K 航空用不锈钢冷轧板规范》15.60 GJ3019A《GJB3019A-2008 K 航空防弹钢板规范》12.00GJ3166《GJB 3166-1998 火炮防弹钢板规范》9.60GJ3201《GJB 3201-1998 30CrNi3MoV A轧制均质钢装甲件规范》12.00GJ3317A《GJB3317A-2008 K 航空用高温合金热轧板规范》15.60GJ3318A《GJB 3318A-2006 K 航空用高温合金冷轧带材规范》15.60GJ3321《GJB 3321-1998 航空用不锈钢冷轧弹簧带规范》12.00 GJ3328《GJB 3328-1998 轻武器用结构钢钢板和钢带规范》12.00GJ3563《GJB 3563-1999 30CrNi2MnMoRE轧制均质钢装甲件规范》12.00GJ5064《GJB5064-2001 航天用超高强度钢钢板规范》9.60GJ3935《GJB 3935-2000 舰船用防弹钢板规范》9.60GJ5347《GJB5347-2004 舰艇用10CrNiCu钢板规范》9.60GJ5723《GJB5723-2006 Z 抗氢钢板规范》9.60GJ6479K《GJB6479-2008 K 铁钴钒软磁合金冷轧带材规范》9.60GJ6480K《GJB6480-2008 K 航天用00Ni18Co7Mo5Ti冷轧钢带规范》9.60HB0-21《HB0-21-2008 板材零件下陷》9.60WJ643《WJ643-1994 枪弹用覆铜钢片规范》24.00YB024《YB/T 024-2008 铠装电缆用钢带》18.00YB069《YB/T069-2007 焊管用镀铜钢带》24.00YB084《YB/T084-1996 机器锯条用高速工具钢热轧钢带》12.00 YB085《YB/T085-2007 磁头用不锈钢冷轧钢带》18.00YB108《YB/T108-1997 镍-钢复合板》7.20YB166《YB/T166-2000 冷成型用加磷高强度冷轧钢板和钢带》9.60YB167《YB/T167-2000 连续热镀铝硅合金钢板和钢带》12.00 YB4001《YB/T4001-1998 钢格栅板》21.60YB4104《YB/T 4104-2000 高层建筑结构用钢板》12.00YB4137《YB/T 4137-2005 低焊接裂纹敏感性高强度钢板》12.00YB4151《YB/T 4151-2006 汽车车轮用热轧钢板和钢带》18.00 YB4159《YB/T4159-2007 热轧花纹钢板和钢带》18.00YB5058《YB/T 5058-2005 弹簧钢、工具钢冷轧钢带》12.00YB5059《YB/T 5059-2005 低碳钢冷轧钢带》12.00YB5061《YB/T5061-2007 手表用碳素工具钢冷轧钢带》18.00 YB5062《YB/T5062-2007 锯条用冷轧钢带》18.00YB5063《YB/T5063-2007 热处理弹簧钢带》18.00YB5088《YB/T5088-2007 同轴电缆用电镀锡钢带》12.00YB5132《YB/T5132-2007 合金结构钢薄钢板》18.00YB5133《YB/T5133-2007 手表用不锈钢冷轧钢带》12.00YB5134《YB/T5134-2007 手表用不锈钢扁钢》18.00YB5224《YB/T 5224-2006 中频用电工钢薄带》24.00JG234《JG/T 234-2008 建筑装饰用搪瓷钢板》24.00Q2763《QB/T 2763-2006 涂覆镀锡(或铬)薄钢板》14.40MT861《MT/T861-2000 矿用W型钢带》12.00A6《ASTM A6/A6M-2004a 结构用轧制钢板、型钢、板桩和棒钢一般要求标准规范》(中文版)92.00A240《ASTM A240/A240M-2005 压力容器和一般用途铬及铬-镍不锈钢板、薄板和钢带标准技术条件》(中文版)69.00 A387《ASTM A387/A387M-2003 压力容器铬-钼合金钢板标准技术条件》(中文版)42.00A515《ASTM A515/A515M-2003 中、高温压力容器用碳钢板通用要求的标准技术条件》(中文版)36.00A516《ASTM A516/A516M-2004 中、低温压力容器用碳钢板通用要求的标准技术条件》(中文版)36.002.钢管及铸铁管标准G241《GB/T 241-2007 金属管液压试验方法》12.00G242《GB/T 242-2007 金属管扩口试验方法》12.00G244《GB/T 244-2008 金属管弯曲试验方法》12.00G245《GB/T 245-2008 金属管卷边试验方法》12.00G246《GB/T 246-2007 金属管压扁试验方法》12.00G1047《GB/T1047-2005 管道元件DN(公称尺寸)的的定义和选用》9.60G1048《GB/T1048-2005 管道元件PN(公称压力)的的定义和选用》9.60G2102《GB/T 2102-2006 钢管的验收、包装、标志和质量证明书》12.00G3087《GB 3087-2008 低中压锅炉用无缝钢管》16.80G3089《GB/T 3089-2008 不锈钢极薄壁无缝钢管》16.80G3090《GB/T3090-2000 不锈钢小直径无缝钢管》9.60G3091《GB/T 3091-2008 低压流体输送用焊接钢管》21.60G3093《GB/T3093-2002 柴油机用高压无缝钢管》12.00G3094《GB/T3094-2000 冷拔异型钢管》30.00G3420《GB/T 3420-2008 灰口铸铁管件》52.80G3422《GB/T 3422-2008 连续铸铁管》16.80G3639《GB/T3639-2000 冷拔或冷轧精密无缝钢管》9.60G5310《GB 5310-2008 高压锅炉用无缝钢管》26.40G5312《GB/T 5312-2009 船舶用碳钢和碳锰钢无缝钢管》19.20 G5777《GB/T5777-1996 无缝钢管超声波探伤检验方法》12.00 G6479《GB6479-2000 高压化肥设备用无缝钢管》9.60G6483《GB/T 6483-2008 柔性机械接口灰口铸铁管》28.80G7735《GB/T7735-1995 钢管涡流探伤检验方法》12.00G8162《GB/T 8162-2008 结构用无缝钢管》19.20G8163《GB/T 8163-2008 输送流体用无缝钢管》16.80G9711.1《GB/T 9711.1-1997 石油天然气工业输送钢管:A级钢管》69.00G9711.2《GB/T 9711.2-1999 石油天然气工业输送钢管:B级钢管》36.00G9711.3《GB/T 9711.3-2005 石油天然气工业输送钢管交货技术条件:C级钢管》25.20G9808《GB/T 9808-2008 钻探用无缝钢管》19.20G9948《GB 9948-2006 石油裂化用无缝钢管》12.00G12459《GB/T12459-2005 钢制对焊无缝管件》24.00G12606《GB/T12606-1999 钢管漏磁检验方法》9.60G12770《GB/T12770-2002 机械结构用不锈钢焊接钢管》14.40 G12771《GB/T 12771-2008 流体输送用不锈钢焊接钢管》19.20G12772《GB/T 12772-2008 排水用柔性接口铸铁管、管件及附件》52.80G13295《GB/T 13295-2008 水及燃气管道用球墨铸铁管、管件和附件》64.80G13296《GB 13296-2007 锅炉、热交换器用不锈钢无缝钢管》19.20G13793《GB/T 13793-2008 直缝电焊钢管》21.60G14975《GB/T14975-2002 结构用不锈钢无缝钢管》14.40G14976《GB/T14976-2002 流体输送用不锈钢无缝钢管》14.40G15062《GB/T 15062-2008 一般用途高温合金管》16.80G16805《GB/T16805-1997 液化石油管道压力试验》12.00G17395《GB/T 17395-2008 无缝钢管尺寸、外形、重量及允许偏差》31.20G17396《GB/T17396-1998 液压支柱用热轧无缝钢管》9.60G17456.1《GB/T 17456.1-2009 球墨铸铁管外表面锌涂层第1部分:带终饰层的金属锌涂层》16.80G18248《GB 18248-2008 气瓶用无缝钢管》19.20G18256《GB/T18256-2000 焊接钢管用于确认水压密实性的超声波检测方法》7.20G18704《GB/T 18704-2008 结构用不锈钢复合管》19.20G18984《GB/T18984-2003 低温管道用无缝钢管》14.40G20409《GB/T 20409-2006 高压锅炉用内螺纹无缝钢管》15.60G21832《GB/T 21832-2008 奥氏体铁素体型双相不锈钢焊接钢管》19.20G21833《GB/T 21833-2008 奥氏体铁素体型双相不锈钢无缝钢管》19.20G21835《GB/T 21835-2008 焊接钢管尺寸及单位长度重量》28.80G24187《GB/T 24187-2009 冷拔精密单层焊接钢管》21.60G24591《GB/T 24591-2009 高压给水加热器用无缝钢管》21.60G24592《GB/T 24592-2009 聚乙烯用高压合金钢管》19.20G24593《GB/T 24593-2009 锅炉和热交换器用奥氏体不锈钢焊接钢管》21.60G24596《GB/T 24596-2009 球墨铸铁管和管件聚氨酯涂层》21.60GJ1949A《GJB 1949A-2006 K 薄壁火炮炮身用合金钢无缝钢管规范》21.60GJ2296A《GJB2296A-2005 K 航空用不锈钢无缝钢管规范》9.60GJ2297A《GJB2297A-2008 K 航空用高温合金冷拔(轧)无缝管规范》12.00GJ2608A《GJB2608A-2008 K 航空用结构钢厚壁无缝钢管规范》12.00GJ2609《GJB2609-1996 航空用结构钢薄壁无缝钢管规范》12.00GJ2610《GJB2610-1996 航天用不锈钢极薄壁无缝管规范》12.00GJ3329《GJB 3329-1998 轻武器用结构钢无缝钢管规范》9.60GJ5060《GJB 5060-2001 航天用高温合金CH3600精细薄壁无缝管规范》9.60GJ5065《GJB5065-2001 航空航天用超高强度钢无缝钢管规范》9.60GJ5111《GJB5111-2002 航空用15CrMnMoV A/E钢精密管材规范》9.60GJ5163《GJB 5163-2003 航天推进系统用钛管材规范》7.20GJ5263《GJB5263-2003 舰船高压锅炉用GH2984合金无缝管材规范》9.60GJ5501《GJB5501-2005 K 导带用无缝钢管规范》7.20GJ5513《GJB5513-2005 K 00Ni18Co8Mo5TiAl马氏体时效钢挤压管规范》7.20GJ5725《GJB5725-2006 Z 抗氢钢小直径导管规范》9.60GJ5912K《GJB 5912-2006 K 航天航空用小直径不锈钢无缝管规范》9.60GJ6482K《GJB6482-2008 K 炮弹用无缝钢管规范》12.00GJ6483K《GJB6483-2008 K 火炮零件用无缝钢管规范》12.00WJ2697《WJ2697-2008 火箭炮用定向螺旋异型钢管规范》18.00CJ232《CJ/T 232-2006 薄壁不锈钢内插卡压式管材及管件》18.00DL709《DL/T709-1999 压力钢管安全检测技术规程》12.00DL5017《DL5017-1993 压力钢管制造安装及验收规范》30.00DL5141《DL/T5141-2001 水电站压力钢管设计规范》80.00SL281《SL 281-2003 水电站压力钢管设计规范》92.00HG20538《HG20538-1992 衬塑(PP《PE、PVC》钢管和管件)14.40HG20553《HG20553-1993 化工配管用无缝及焊接钢管尺寸选用系列》14.40HG21501《HG/T21501-1993 衬胶钢管和管件》12.00Q2558《QB/T2558-2002 爆炸胀接不锈钢复合钢管》9.60SH3517《SH3517-2001 石油化工钢制管道工程施工工艺标准》92.00SY0032《SY/T0032-2000 埋地钢质管道交流排流保护技术标准》19.20SY0055《SY/T0055-2003 长距离输油输气管道测量规范》30.00 SY0321《SY/T0321-2000 钢质管道水泥砂浆衬里技术标准》14.40SY0324《SY/T0324-2001 直埋式钢质高温管道保温预制施工验收规范》18.00SY0325《SY/T0325-2001 钢质管道穿越铁路和公路推荐做法》36.00SY0327《SY/T0327-2003 石油天然气钢质管道对接环焊缝全自动超声波检测》24.00 SY5040《SY/T5040-2000 桩用螺旋焊缝钢管》9.60SY6194《SY/T6194-2003 石油天然气工业油气井套管或油管用钢管》184.00SY6423《SY/T6423.1~7-1999 石油天然气工业承压钢管无损检测方法》46.00SY6475《SY/T6475-2000 石油天然输送钢管尺寸和单位长度重量》9.60YB145《YB/T145-1998 钢管探伤对比试样人工缺陷尺寸测量方法》7.20YB171《YB/T171-2000 复杂断面异型钢管》31.20YB176《YB/T176-2000 陶瓷内衬复合钢管》9.60YB177《YB/T177-2000 连续铸造球墨铸铁管》24.00YB4082《YB/T4082-2000 钢管自动超声探伤系统综合性能测试方法》7.20YB4083《YB/T4083-2000 钢管自动涡流探伤系统综合性能测试方法》7.20YB4102《YB/T4102-2000 低中压锅炉用电焊钢管》9.60YB4146《YB/T 4146-2006 高碳铬轴承钢无缝钢管》18.00YB4149《YB/T 4149-2006 连铸圆管坯》24.00YB4164《YB/T4164-2007 双层铜焊钢管》24.00YB4165《YB/T4165-2007 防振锤用钢绞线》24.00YB4173《YB/T 4173-2008 高温用锻造镗孔厚壁无缝钢管》30.00YB4179《YB/T 4179-2008 水冷金属型离心铸造球墨铸铁管管模》24.00YB4181《YB/T 4181-2008 双焊缝冷弯方形及矩形钢管》36.00YB5137《YB/T5137-2007 高压用热轧和锻制无缝钢管圆管坯》18.00YB5209《YB/T5209-2000 传动轴用电焊钢管》9.60A106《ASTM A106-2002a 高温用无缝碳钢公称管规范》(中文版)45.00API Spec 2B《API Spec 2B-2001 结构钢管制造技术规范》(美国标准中文版) 36.00API RP 5C1《API RP 5C1-1999 推荐采用的套管、油管的维护和使用方法》(中文版)66.00 API Spec 5CT《API Spec 5CT-2005 套管和油管规范》(中文版)308.00API Spec 5L《API Spec 5L-2000 管线钢管规范》(美国标准中文版) 172.50API Spec 5L1《API Spec 5L1-2002 管线钢管铁路运输的推荐实用规程》(中文版)33.00API RP 5L2《API RP 5L2- 2002 非腐蚀性气体输送管线管内涂层推荐做法》(中文版)45.00 API Std 1104《API Std 1104-1999(2001勘误) 管道及有关设施的焊接》(中文版)100.00B16《ASME规范:压力管道及管件系列标准》(美国标准中文版)195.50B16.9《ASME B16.9-1993 工厂锻造的锻钢对焊管件》(美国标准中文版)69.00B16.11《ASME B16.11-1996 承插焊式和螺纹式锻造管件》(美国标准中文版)46.00B31.1《ASME B31.1-2001 动力管道》(美国标准中文版)264.50 B31.3《ASME B31.3-1999 工艺管道》(美国标准中文版)264.50 B36.10M《ASME B36.10M-1996 焊接和轧制无缝钢管》(美国标准中文版)48.00B36.19《ASME B36.19M-1985 (R1993)不锈钢管》(美国标准中文版)48.00A192《ASTM A192/A192M-2002 高压用无缝碳素钢锅炉管标准规范》(中文版)36.00A209《ASTM A209/A209M-2003 锅炉和过热器用无缝碳-钼合金钢管标准技术条件》(中文版)36.00A210《ASTM A210/A210M-2003 无缝中碳钢锅炉管和过热器管标准规范》(中文版)36.00 A213《ASTMA 213/A213M-2004 无缝铁素体和奥氏体合金钢锅炉管、过热器管和换交换器管标准规范》(中文版)46.00A269《ASTM A269/A269-2004 一般用途用无缝和焊接的奥氏体不锈钢管制品标准技术条件》(中文版)42.00A312《ASTM A312/A312M-2005 无缝和焊接的以及重度冷加工奥氏体不锈钢公称管标准技术条件》(中文版)38.50A333《ASTM A333/A333M-2004 低温用无缝和焊接公称钢管标准技术条件》(中文版)42.00 A334《ASTM A334/A334M-2004 低温用无缝和焊接的碳素和合金钢管标准技术条件》(中文版)42.00 A335《ASTM A335/A335M-2003 高温用无缝铁素体合金钢公称管标准技术条件》(中文版)42.00A450《ASTM A450/A450M-2004 碳钢、铁素体合金钢和奥氏体合金钢管通用要求标准技术条件》(中文版)42.00A500《ASTM A500/A500M-2003a 圆形及异型冷成型焊接及无缝碳素钢结构管标准技术条件》(中文版)36.00A530《ASTM A530/A530M-2003 专门用途碳钢和合金钢公称管通用要求标准技术条件》(中文版)42.00E213《ASTM E213-2004 金属管材超声波检验的标准操作方法》(中文版)54.003.钢丝盘条及钢丝绳标准G341《GB/T 341-2008 钢丝分类及术语》26.40G342《GB/T342-1997 冷拉圆钢丝、方钢丝尺寸、重量及允许偏差》9.60G352《GB/T352-2002 密封钢丝绳》15.60G701《GB/T 701-2008 低碳钢热轧圆盘条》12.00G702《GB/T 702-2008 热轧钢棒尺寸、外形、重量及允许偏差》19.20G1499.1《GB 1499.1-2008 钢筋混凝土用钢第1部分:热轧光圆钢筋》19.20G1499.2《GB 1499.2-2007 钢筋混凝土用钢第2部分:热轧带肋钢筋》21.60G1499.3《GB/T1499.3-2002 钢筋混凝土用钢筋焊接网》14.40G1591《GB/T 1591-2008 低合金高强度结构钢》19.20G2103《GB/T 2103-2008 钢丝验收、包装、标志及质量证明书的一般规定》16.80 G2104《GB/T 2104-2008 钢丝绳包装、标志及质量证明书的一般规定》12.00G3080《GB/T3080-2001 高速工具钢丝》9.60G3207《GB/T 3207-2008 银亮钢》16.80G3428《GB/T3428-2002 架空绞线用镀锌钢线》14.40G3429《GB/T3429-2002 焊接用钢盘条》12.00G4232《GB/T 4232-2009 冷顶锻用不锈钢丝》21.60G4240《GB/T 4240-2009 不锈钢丝》25.20G4241《GB/T 4241-2006 焊接用不锈钢盘条》12.00G4354《GB/T 4354-2008 优质碳素钢热轧盘条》12.00G4356《GB/T4356-2002 不锈钢盘条》14.40G4357《GB/T 4357-2009 冷拉碳素弹簧钢丝》25.20G5218《GB/T5218-1999 合金弹簧钢丝》7.20G5223《GB 5223-2002 预应力混凝土用钢丝》14.40G5223.3《GB/T 5223.3-2005 预应力混凝土用钢棒》15.60G5224《GB/T 5224-2003/XG1-2008 预应力混凝土用钢绞线附第1号修改单》21.60 G5953.1《GB/T 5953.1-2009 冷镦钢丝第1部分:热处理型冷镦钢丝》19.20G5953.2《GB/T 5953.2-2009 冷镦钢丝第2部分:非热处理型冷镦钢丝》19.20G5972《GB/T 5972-2006 起重机用钢丝绳检验和报废实用规范》19.20G5973《GB/T 5973-2006 钢丝绳用楔形接头》12.00G5974.1《GB/T 5974.1-2006 钢丝绳用普通套环》9.60G5974.2《GB/T 5974.2-2006 钢丝绳用重型套环》9.60G5975《GB/T 5975-2006 钢丝绳用压板》9.60G5976《GB/T 5976-2006 钢丝绳夹》14.40G6946《GB/T 6946-2008 钢丝绳铝合金压制接头》19.20G8358《GB/T 8358-2006 钢丝绳破断拉伸试验方法》12.00G8706《GB/T 8706-2006 钢丝绳术语、标记和分类》24.00G8903《GB 8903-2005 电梯用钢丝绳》18.00G8918《GB 8918-2006 重要用途钢丝绳》36.00G8919《GB/T8919-1996 制绳用钢丝》12.00G9075《GB/T 9075-2008 索道用钢丝绳检验和报废规范》19.20 G9944《GB/T9944-2002 不锈钢丝绳》14.40G11182《GB/T 11182-2006 橡胶软管增强用钢丝》14.40G12753《GB/T 12753-2008 输送带用钢丝绳》19.20G13014《GB13014-1991 钢筋混凝土用余热处理钢筋》12.00G13788《GB 13788-2008 冷轧带肋钢筋》19.20G14450《GB/T 14450-2008 胎圈用钢丝》19.20G14451《GB/T 14451-2008 操纵用钢丝绳》19.20G14981《GB/T 14981-2009 热轧圆盘条尺寸、外形、重量及允许偏差》16.80G16271《GB/T 16271-2009 钢丝绳吊索插编索扣》21.60G16762《GB/T 16762-2009 一般用途钢丝绳吊索特性和技术条件》32.470G17101《GB/T 17101-2008 桥梁缆索用热镀锌钢丝》16.80G18579《GB/T18579-2001 高碳铬轴承钢丝》12.00G18983《GB/T18983-2003 油淬火-回火弹簧钢丝》14.40G19530《GB/T 19530-2004 油淬火-回火弹簧钢丝用热轧盘条》14.40G20067《GB/T 20067-2006 粗直径钢丝绳》20.40G20118《GB/T 20118-2006 一般用途钢丝绳》25.20G20119《GB/T 20119-2006 平衡用扁钢丝绳》12.00G20492《GB/T 20492-2006 锌―5%铝―混合稀土合金镀层钢丝、钢绞线》15.60G21073《GB/T 21073-2007 环氧涂层七丝预应力钢绞线》21.60G21530《GB/T 21530-2008 棉花打包用镀锌钢丝》12.00G21837《GB/T 21837-2008 铁磁性钢丝绳电磁检测方法》16.80G21965《GB/T 21965-2008 钢丝绳验收及缺陷术语》24.00G24191《GB/T 24191-2009 钢丝绳实际弹性模量测定方法》16.80G24202《GB/T 24202-2009 光缆增强用碳素钢丝》19.20G24215《GB/T 24215-2009 桥梁主缆缠绕用低碳热镀锌圆钢丝》16.80G24238《GB/T 24238-2009 预应力钢丝及钢绞线用热轧盘条》19.20G24242.1《GB/T 24242.1-2009 制丝用非合金钢盘条第1部分:一般要求》25.20G24242.2《GB/T 24242.2-2009 制丝用非合金钢盘条第2部分:一般用途盘条》19.20 G24245《GB/T 24245-2009 橡胶履带用钢帘线》25.20G24587《GB/T 24587-2009 预应力混凝土钢棒用热轧盘条》16.80G24588《GB/T 24588-2009 不锈弹簧钢丝》21.60GJ2607《GJB2607-1996 电子元器件镀锡镍丝规范》14.40GJ2612《GJB2612-1996 焊接用高温合金冷拉丝材规范》12.00GJ3167《GJB3167-1998 冷镦用高温合金冷拉丝材规范》9.60GJ3319《GJB 3319-1998 航空用冷顶锻结构钢丝规范》12.00GJ3320《GJB 3320-1998 航空用不锈钢弹簧丝规范》12.00GJ3327《GJB 3327-1998 轻武器用结构钢钢丝规范》12.00GJ3526《GJB3526-1999 航空用冷顶锻不锈钢丝规范》9.60GJ3527《GJB3527-1999 弹簧用高温合金冷拉丝材规范》12.00GJ5260《GJB5260-2003 航空用碳素弹簧钢丝规范》9.60GJ5514《GJB5514-2005 K 45CrNiMo1V A钢用焊接钢丝规范》9.60HB2-67《HB2-67-2002 钢绳堵头》7.20H7387《HB7387.1~19-1996 钢丝绳接头》48.00CSM 《CSM -2006 钢绞线弹性模量测量结果不确定度评定》9.60YB053《YB/T053-2007 包芯线》12.00YB095《YB/T095-1997 合金工具钢丝》7.20YB096《YB/T096-1997 高碳铬不锈钢丝》7.20YB097《YB/T097-1997 伞骨钢丝》7.20YB098《YB/T098-1997 光缆用镀锌钢线》12.00YB123《YB/T123-1997 铝包钢丝》12.00YB124《YB/T124-1997 铝包钢绞丝》9.60YB125《YB/T125-1997 光缆用镀锌碳素钢丝》9.60YB146《YB/T146-1998 预应力钢丝及钢绞线用热轧盘条》7.20YB170.1《YB/T170.1-2000 制丝用非合金钢盘条:一般要求》9.60YB170.2《YB/T170.2-2000 制丝用非合金钢盘条:一般用途盘条》7.20YB179《YB/T179-2000 锌-5%铝-稀土合金镀层钢丝》12.00YB180《YB/T180-2000 稀土锌铝合金镀层钢绞线》12.00YB183《YB/T183-2000 稀土锌铝合金镀层钢绞线》12.00YB184《YB/T184-2000 钢芯铝绞线用稀土锌铝合金镀层钢丝》12.00YB4155《YB/T 4155-2006 标准件用碳素钢热轧圆钢及盘条》18.00YB4160《YB/T4160-2007 预应力混凝土钢棒用热轧盘条》12.00 YB4162《YB/T4162-2007 钢筋混凝土用加工成型钢筋》24.00YB4165《YB/T4165-2007 防振锤用钢绞线》24.00YB4182《YB/T 4182-2008 钢丝绳含油率测定方法》18.00YB5004《YB/T5004-2001 镀锌钢绞线》9.60YB5032《YB/T5032-2006 重要用途低碳钢丝》18.00YB5033《YB/T5033-2001 棉花打包用镀锌钢丝》9.60YB5092《YB/T 5092-2005 焊接用不锈钢丝》21.60YB5144《YB/T5144-2006 轴承保持器用碳素结构钢丝》18.00YB5183《YB/T5183-2006 汽车附件、内燃机、软轴用异型钢丝》18.00YB5186《YB/T5186-2006 六角钢丝》18.00YB5187《YB/T5187-2004 缝纫机针和植绒针用钢丝》9.60YB5196《YB/T 5196-2005 飞机操纵用钢丝绳》12.00YB5197《YB/T 5197-2005 航空用钢丝绳》12.00YB5198《YB/T5198-2004 电梯钢丝绳用钢丝》9.60JG161《JG/T 161-2004 无粘结预应力钢绞线》12.00JG171《JG/T 171-2005 镦粗直螺纹钢筋接头》14.40JG190《JG/T190-2006 冷轧扭钢筋》12.00JG200《JG/T 200-2007 建筑用不锈钢绞线》16.80JG5091《JG 5091-1997 钢丝绳柱形压制接头》12.00JT737《JT/T 737-2009 填充型环氧涂层钢绞线》12.00JC540《JC/T 540-2006 混凝土制品用冷拔低碳钢丝》9.60MT716《MT 716-2005 煤矿重要用途钢丝绳验收技术条件》26.40MT970《MT/T970-2006 钢丝绳(缆)在线无损定量检测方法和判定规则》12.00SY5170《SY/T 5170-2008 石油天然气工业用钢丝绳》46.00SY6666《SY/T 6666-2006 石油天然气工业用钢丝绳的选用和维护的推荐作法》36.00J7860《JB/T7860-2000 工业网用金属丝》12.00DL1079《DL/T 1079-2007 输电线路张力架线用防扭钢丝绳》14.40A615《ASTM A615/A615M-2004a 混凝土加固用异形及普通碳素钢棒材标准技术条件》(中文版)36.00API Spec 9A《API Spec 9A-2004 钢丝绳规范》(中文版)66.004.钢坯及型钢标准G706《GB/T 706-2008 热轧型钢》24.00G905《GB/T905-1994 冷拉圆钢、方钢、六角钢尺寸、外形、重量及允差》9.60G908《GB/T 908-2008 锻制钢棒尺寸、外形、重量及允许偏差》16.80G911《GB/T911-2004 热轧工具钢扁钢尺寸、外形、重量及允许偏差》9.60G1301《GB/T 1301-2008 凿岩钎杆用中空钢》16.80G2101《GB/T 2101-2008 型钢验收、包装、标志及质量证明书的一般规定》12.00G2585《GB 2585-2007 铁路用热轧钢轨》43.20G4226《GB/T 4226-2009 不锈钢冷加工钢棒》19.20G4697《GB/T 4697-2008 矿山巷道支护用热轧u型钢》19.20G6478《GB6478-2001 冷镦钢和冷挤压用钢》12.00G6481《GB/T6481-2002 凿岩用锥体连接中空六角形钎杆》12.00G6482《GB/T 6482-2007 凿岩用螺纹连接钎杆》21.60G6723《GB/T 6723-2008 通用冷弯开口型钢尺寸、外形、重量及允许偏差》26.40G6725《GB/T 6725-2008 冷弯型钢》16.80G6728《GB6728-2002 结构用冷弯空心型钢尺寸、外形、重量及允许偏差》16.80G9945《GB/T9945-2001 热轧球扁钢》12.00G11263《GB/T11263-2005 热轧H型钢和剖分T型钢》15.60G12773《GB/T 12773-2008 内燃机气阀用钢及合金棒材》21.60G13447《GB 13447-2008 无缝气瓶用钢坯》16.80G14993《GB/T 14993-2008 转动部件用高温合金热轧棒材》19.20G14994《GB/T 14994-2008 高温合金冷拉棒材》19.20G15008《GB/T 15008-2008 耐蚀合金棒》19.20G15712《GB/T 15712-2008 非调质机械结构钢》19.20G20410《GB/T 20410-2006 涡轮机高温螺栓用钢》14.40G24595《GB/T 24595-2009 调质汽车曲轴用钢棒》19.20GJ30A《GJB 30A-2006 K 装甲车辆用合金结构钢钢棒规范》12.00GJ931A《GJB931A-2005 K 装甲车辆柴油发动机曲轴用方钢规范》9.60GJ1220A《GJB1220A-2008 K 火炮零件用合金结构钢棒规范》15.60GJ1492A《GJB1492A-2005 K 高破片率弹体用钢棒规范》9.60 GJ1951《GJB1951-1994 航空用优质结构钢棒规范》18.00GJ1953A《GJB1953A-2008 K 航空发动机转动件用高温合金热轧棒材规范》12.00 GJ2611A《GJB 2611A-2006 K 航空用高温合金冷拉棒材规范》12.00GJ2721A《GJB2721A-2005 武器和车辆用热轧环件规范》14.40 GJ3020A《GJB3020A-2005 K 航空用高温合金环坯规范》9.60GJ3165A《GJB3165A-2008 K 航空承力件用高温合金热轧锻制棒材规范》15.60 GJ3316《GJB 3316-1998 航空用结构钢异型材规范》12.00GJ5062《GJB 5062-2001 高强度弹性合金3J33棒材规范》9.60 GJ5063《GJB5063-2001 航空航天用超高强度钢钢棒规范》12.00GJ5261《GJB5261-2003 低膨胀高温合金棒材规范》9.60GJ5724《GJB 5724-2006 抗氢钢棒规范》12.00GJ6055Z《GJB6055-2007 Z 舰艇用907A型钢规范》9.60GJ6487K《GJB6487-2008 K 航空用高洁度合金结构钢棒规范》15.60H5155《HB5155-1996 K403合金锭》7.20H7240《HB7240-1995 DZ22B合金锭》7.20H7241《HB7241-1995 K423A合金锭》7.20H7569《HB7569-1997 DZ4合金锭》7.20H7570《HB7570-1997 DZ22合金锭》9.60H7682《HB 7682-2000 低膨胀GH907合金环坯和环形件》9.60 WJ2672《WJ 2672-2005 旋转稳定脱壳穿甲弹用钨合金棒材规范》9.60YB037《YB/T 037-2005 优质结构钢冷拉扁钢》12.00YB039《YB/T 039-2005 汽车车轮挡圈、锁圈用热轧型钢》12.00YB094《YB/T094-1997 塑料模具用扁钢》9.60YB154《YB/T154-1999 优质碳素和合金结构钢连铸方坯和矩形坯》7.20YB155《YB/T155-1999 电渣熔铸合金工具钢模块》7.20YB157《YB/T157-1999 电梯导轨用热轧型钢》7.20YB158《YB/T158-1999 汽轮机用合金结构钢棒》9.60YB168《YB/T168-2000 优质碳素钢和合金钢连铸板坯》9.60YB2008《YB/T2008-2007 不锈钢无缝钢管圆管坯》24.00YB2010《YB/T2010-2003 铁路轨距挡板用热轧型钢》12.00YB2011《YB/T2011-2004 连续铸钢方坯和矩形坯》9.60YB2012《YB/T2012-2004 连续铸钢板坯》9.60YB3301《YB 3301-2005 焊接H型钢》24.00YB4081《YB/T4081-2007 护栏波形梁用冷弯型钢》18.00YB4163《YB/T4163-2007 铁塔用热轧角钢》24.00YB4169《YB/T 4169-2007 钎杆寿命试验方法》18.00YB5034《YB/T 5034-2005 履带用热轧型钢》12.00YB5047《YB/T5047-2000 矿用热轧型钢》9.60YB5048《YB/T 5048-2006 拖拉机大梁用槽钢》18.00YB5089《YB/T5089-2007 锻制用不锈钢坯》18.00YB5182《YB/T 5182-2006 热轧310乙字型钢》18.00YB5222《YB/T5222-2004 优质碳素结构钢圆管坯》9.60YB5227《YB/T 5227-2005 汽车车轮轮辋用热轧型钢》14.40JG137《JG/T137-2007 结构用高频焊接薄壁H型钢》21.60JC1091《JC/T 1091-2008 预应力钢筒混凝土管接头用型钢》14.405.铸铁铸钢及铸造合金标准G717《GB/T717-1998 炼钢用生铁》7.20G718《GB/T718-2005 铸造用生铁》9.60G1173《GB/T1173-1995 铸造铝合金》12.00G1175《GB/T1175-1997 铸造锌合金》9.60G1348《GB/T 1348-2009 球墨铸铁件》36.00G1412《GB/T1412-2005 球墨铸铁件用生铁》9.60G1503《GB/T 1503-2008 铸钢轧辊》19.20G1504《GB/T 1504-2008 铸铁轧辊》21.60G3282《GB/T3282-2006 钛铁》16.80G3648《GB/T3648-1996 钨铁》7.20G3795《GB/T3795-1996 锰铁》6.00G4008《GB/T4008-1996 硅锰合金》6.00G4137《GB/T4137-2004 稀土硅铁合金》9.60G4138《GB/T4138-2004 稀土镁硅铁合金》9.60G4139《GB/T4139-2004 钒铁》12.00G4223《GB/T4223-2004 废钢铁》14.40G5677《GB/T 5677-2007 铸钢件射线照相检测》12.00G6967《GB/T 6967-2009 工程结构用中、高强度不锈钢铸件》19.20 G7737《GB/T 7737-2007 铌铁》16.80G8491《GB/T 8491-2009 高硅耐蚀铸铁件》19.20G8733《GB/T8733-2000 铸造铝合金锭》9.60G8738《GB/T 8738-2006 铸造用锌合金锭》12.00G8740《GB/T 8740-2005 铸造轴承合金锭》9.60G9437《GB/T 9437-2009 耐热铸铁件》25.20G9438《GB/T9438-1999 铝合金铸件》9.60G9439《GB9439-1988 灰铸铁件》21.60。
国家标准《铜及铜合金带材》(征求意见稿)编制说明
国家标准《铜及铜合金带材》(征求意见稿)编制说明一、工作简况现行的GB/T 2059-2000《铜及铜合金带材》、GB/T 2067-1980《锡锌铅青铜带》、GB/T 2069-1980《铝白铜(BA16-1.5、BA1 13-3)带》、GB/T 11089-1989《专用铅黄铜带》和GB/T 15714-1995《焊接管用H65黄铜带》5项国家标准,在2004年国家标准清理评价时被定为合并修订。
上述标准执行时间最长的达二十多年,最短的也有七年之久,因此,修订现行的标准很有必要。
根据国家标准化管理委员会批准的有色金属国家标准清理评价结果,全国有色金属标准化技术委员会以有色标委(2006)第13号文件《关于下达2006~2008年有色金属国家标准修订计划的通知》下达了标准修订任务,其中附件1《2006~2008年有色金属国家标准修订计划项目表》序号第22项《铜及铜合金带》国家标准由中铝洛阳铜业有限公司、上海科泰铜业有限公司负责起草修订。
标准修订计划任务正式下达后,洛铜集团组织成立了标准起草小组,进行了任务落实,拟定该标准修订的工作计划、进度和要求。
经过标准编制组及有关人员的共同努力,通过对国内外现状及发展趋势的分析,并结合国内的实际情况,参照国外先进的标准,在GB/T 2059-2000《铜及铜合金带材》、GB/T 2067-1980《锡锌铅青铜带》、GB/T 2069-1980《铝白铜(BA16-1.5、BA1 13-3)带》、GB/T 11089-1989《专用铅黄铜带》和GB/T 15714-1995《焊接管用H65黄铜带》5项国家标准的基础上,修改采用了欧共体BS EN 1652:1998《铜及铜合金——一般用途的厚板、薄板、带和片材》标准,并结合近几年的编制了本标准征求意见稿及其编制说明。
二、编制原则铜及铜合金带材被广泛地应用于各工业部门和民用等各方面,不但我国制定有国家标准,国外的一些国家和组织也制定有相应的技术标准。
国家标准《铜及铜合金箔材》编制说明
国家标准《铜及铜合金箔材》(送审稿)编制说明压延铜箔因其较电解铜箔具有高强度、高弯曲性、良好的延展性、表面光泽更优、易电镀性和优良的导电性等特点,广泛用于建筑、机械制造、汽车、电子电器、集成电路等多种行业,是某些产品不可替代的原料,基材。
压延铜箔,相对于电解铜箔来说各方面性能尤其是化学性能要好的多,在常温下压延铜箔的延伸和抗拉等物性是比电解铜箔的高。
由于压延铜箔耐折性和弹性系数大于电解铜箔,故适用于柔性覆铜箔板上。
它的铜纯度(99.9%)高于电解铜箔(99.8 9/5),在毛面上比电解铜箔平滑,这些都有利于电信号的快速传递。
因此,近几年国外在高频高速信号传输、细导线印制板的基材上,采用压延铜箔。
它在音响设备上的印制板基材使用,还可提高音质效果。
它还用于为了降低细导线、高层数的多层线路板的热膨胀系数(TCE)而制的“金属夹心板”上。
日本近年还推出压延铜箔的新品种,如:高韧性压延铜箔,一种具有低温结晶特性的压延铜箔。
由于其具有高的抗弯折曲性,适用于柔性板上。
另一种是无氧压延铜箔,其特性是含氧量只有0.001%,其拉伸强度高,可用于TAB中要求引线强度高的印制电路板上,以及音响设备的印制板上。
根据有色标委(2006)第13号《关于下达2006~2008年有色金属国家标准修订计划的通知》附件1《2006~2008年有色金属国家标准修订计划项目表》序号第14项《铜及铜合金箔材》由中铝洛阳铜业有限责任公司负责起草修订。
在标准起草修订过程中,我们查阅了国内外有关铜箔材的信息和相关标准。
通过信息收集,发现有如下铜箔标准:IEC 61249-5-1-1995《连接结构用材料.第5部分:带和不带涂层的导电箔和薄膜的分规范.第1节:铜箔(用于生产铜涂覆基材)》、EN61249-5-1-1996《互连结构用材料第5部分:有和无涂层的导电箔和薄膜分规范集第1节:铜箔(用于生产覆铜基材)》和JIS C6515-1998《印制线路板铜箔》,均为专用的纯铜箔,不适合本标准采用。
行业标准《复合触点材料用铜及铜合金带材》编制说明

《复合触点材料用铜及铜合金带》编制说明(征求意见稿)1、工作简况根据工信厅科[2012] 119号《关于转发2012年有色金属行业标准制(修)订项目计划的通知》(序号70,计划项目号:2012-0700T-YS),《复合触点材料用铜及铜合金带》行业标准,由绍兴市力博电气有限公司负责起草。
本标准为首次制订。
复合触点材料是基于不同的使用要求,将具有不同特性的材料采用先进的室温固相复合或热复合工艺技术,轧制而成的新型功能材料,其作为高技术新型关键电接触基础材料,具有节约贵金属资源、综合性能好、制造成本低等优点,在当今众多的同类材料中独树一帜,广泛用于电子电器、通信、计算机等领域,同时还用于国防军工装备。
图1 复合触点材料生产工艺复合触点材料由于其特殊的加工工艺,需要轧制复合或者开槽复合,对铜及铜合金带材的尺寸及其精度要求较高,对带材的力学性能和化学成分也有特殊的要求,通过查阅国内外的相关标准,国家标准GB/T 2059-2008《铜及铜合金带材》中规定的有关铜及铜合金带材的尺寸及其精度、力学性能和化学成分等方面的技术指标不能完全适用于复合触点材料用铜及铜合金带材,复合触点材料用铜及铜合金带材的技术标准还是一个空白,因此制订一个该方面的产品技术标准用以规范市场,显得尤为重要和必要。
接到任务后,绍兴市力博电气有限公司即成立了标准编制小组,首先整理收集本企业曾经生产的产品的技术要求及产品使用现状,为本标准全面、系统、有效的制定奠定了良好的基础。
随后编制小组会同市场开发和营销人员对复合触点材料用铜及铜合金带进行了全面的市场调研,全面、准确地了解了市场不同客户的需求以及产品未来的发展趋势;了解了国内目前生产厂商的生产水平和现状。
接下来,编制小组开始了本标准的起草工作,经过多次与业内厂商和客户讨论及征求意见,于2013年7月形成了本标准征求意见稿。
2、单位概况绍兴市力博电气有限公司是一家以电工材料、铜、铝加工及新能源材料制造为主的绍兴市重点骨干企业、国家重点高新技术企业、浙江省劳动保障诚信单位、全国扶残助残先进集体、全国模范劳动关系和谐企业,全国民营企业500强之一。
国家标准《雷管用铜及铜合金带》编制说明
国家标准《雷管用铜及铜合金带》(讨论稿)编制说明一、工作简况根据根据中铝洛阳铜业有限公司的立项申请,中国有色标委会以“有色标委[2011]28号《关于转发2011年第一批有色金属国家标准制(修)订项目计划的通知》”文件下达了标准制(修)订任务,其中附件1“《2011年第一批有色金属国家标准项目计划表》”中序号12(项目编号“20110658-T-610”)《雷管用铜及铜合金带》国家标准由中铝洛阳铜业有限公司负责起草,完成年限为2012年。
标准制订计划任务正式下达后,立即成立了标准起草小组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
经过多次讨论和广泛征求意见,形成了标准讨论稿及编制说明。
本标准准替代GB11090-89《雷管用铜及铜合金带》。
雷管用铜及铜合金带广泛用于国防工业和采矿业等工业部门制造雷管用,我们查阅了有关的技术资料和产品技术要求,通过对国内外现状及发展趋势的分析,在国家标准GB11090-89的基础上,根据市场需求和客户的特殊要求对一些指标作了适当调整后,形成了本标准讨论稿。
二、本标准与GB 11090-89标准的比较雷管用铜及铜合金带是制造雷管的重要材料,对其质量提出新的更高的要求。
本标准和GB 11090-89相比主要作了如下修改:1 产品规格根据市场需求和企业的实际生产能力,带材的宽度范围由“20 mm~300mm”改为“≤300mm”。
2 尺寸允许偏差2.1对厚度公差进行了分级,分为“高精级”和“普通级”;增加了较严格的“高精级“要求;厚度允许偏差统一为对称允许偏差。
厚度及其允许偏差对比见表1。
表1 本标准与GB 11090-89厚度允许偏差对比2.2加严了带材宽度允许偏差,比原标准严33%~50%。
对比见表2。
表2 本标准与GB 11090-89宽度允许偏差对比2.3 加严了带材侧边弯曲度, 由原标准的“每米不大于3mm”改为“每米不大于2mm”。
3 力学性能3.1 拉伸试验的可测厚度由不小于“0.35mm、0.40mm、0.45mm、0.28mm”统一改为不小于“0.2mm”;3.2 明确了延伸率为A11.3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《引线框架用铜及铜合金板带材第1部分:平带》
国家标准(送审稿)编制说明
一、工作简况
1.任务来源
引线框架材料是集成电路的基础材料之一,它起到固定芯片、提供机械载体、保护内部元件、传递电信号并向外散发元件热量的作用,是集成电路的骨架。
铜合金以其优异的综合性能而成为重要的引线框架材料。
现用的GB/T 20254.1-2006标准中,在性能要求、公差要求等方面已不能满足市场需求,所以有必要对该标准进行修订,满足客户对产品的技术需求。
根据国标委综合【2012】92号和有色标委会【2013】19号文件《关于转发2013年第一批有色金属国家行业标准制(修)订项目计划的通知》,其中附件1 《2013年第一批有色金属国家标准项目计划表》序号44项(计划编号20131059-T-610)《引线框架用铜及铜合金板带材第1部分:平带》由中铝洛阳铜业有限公司、宁波兴业盛泰电子金属材料有限公司、菏泽广源铜带股份有限公司、安徽鑫科新材料股份有限公司、铜陵金威铜业有限公司、山西春雷铜材有限责任公司等单位负责修订。
2. 主要工作过程
各起草单位分工情况?
标准制订计划任务正式下达后,中铝洛阳铜业有限公司牵头成立了标准编制小组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
通过查阅了国内外有关的技术资料,结合主要用户的技术要求,经过多次讨论和广泛征求意见,形成了标准征求意见稿及编制说明。
5月份,在大连市有色标委会组织召开的标准讨论上,认真听取与会专家的意见,对标准内容进行了补充和完善,并最终形成了标准送审稿。
二、编制原则、主要技术指标确定依据
1、编制原则
本标准根据市场需求对引线框架用平带的技术要求等内容进行了修订。
2.主要修订内容
(1)增加了合金的代号表示。
TP2 合金代号C12200
TFe0.1 合金代号C19210
TFe2.5 合金代号C19400
(2)标准中增加了C70250带材的相关规定。
a、带材的牌号、状态和规格应符合表1 的规定。
(3)加严边部毛刺规定。
(4)对部分力学性能要求进行了修改,新增加了TFe0.1 H03状态的性能要求。
(6)加严了厚度≤1.0mm带材的表面粗糙度Ra的规定,增加了Rmax的规定。
(7)增加了“化学成分分析按YS/T 482的规定进行”的规定。
(8)增加了“带材的外形尺寸检测按GB/T 26303.3的规定进行”的规定。
(9)增加了“试样制备按YS/T 815的规定进行”的规定。
(10)增加了“取样方法按YS/T 668的规定进行”的规定。
三、标准水平分析
本标准与美国ASTM B465-2009《铜铁合金中厚板、薄板、带材和轧制条材》标准、EN 1758:1998 《引线框架用带材》的对比:
1、适用范围
2、力学性能的对比见表7。
表7 力学性能对比表
3、尺寸允许偏差的对比
(1)厚度、宽度允许偏差对比情况见表8-表11。
本标准厚度允许偏差与EN标准相当,严于ASTM标准;宽度允许偏差严于EN和ASTM标准。
(2)侧边弯曲度、横弯、毛刺的对比情况见表12。
由于框架材料属高精度产品,使用时要经过高速冲制,如果侧边弯曲度、横弯、毛刺过大将直接影响冲制过程的顺利完成。
修订后标准指标严于ASTM以及EN标准。
表12 本标准
表11 边部毛刺单位为:毫米
4、表面粗糙度对比情况见表11。
表11 表面粗糙度对比情况
四.结论
本修订解决了什么问题,对行业发展有什么作用,本标准总体达到水平等?
《引线框架用铜及铜合金板带材第1部分:平带》
国家标准编制组
二O一四年八月日。