模具编号与要求
模具零部件编号规范

模具零部件编号规范本标准规定的各项规则,用来保证企业标准格式的统一,不论其技术内容如何,都尽可能以相同的形式表达:I)模架模板和模具的零件编排序号:(1)模架以分型面为分隔线。
前模A板定义为A0,其它模板依次编排表示为A1。
A2。
后模B板定义为B0,其它模板依次编排表示为B1。
B2。
如模具有推板。
把推板定义为B0。
其它模板依次编排为B1。
II3D图形颜色设计:分模工程师根据模具总装设计,在完成分模图后在3D分模图形上不同用途的部位,分别表示成不同文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
在中国古代,文案亦作" 文按"。
公文案卷。
《北堂书钞》卷六八引《汉杂事》:"先是公府掾多不视事,但以文案为务。
"《晋书·桓温传》:"机务不可停废,常行文按宜为限日。
" 唐戴叔伦《答崔载华》诗:"文案日成堆,愁眉拽不开。
"《资治通鉴·晋孝武帝太元十四年》:"诸曹皆得良吏以掌文按。
"《花月痕》第五一回:" 荷生觉得自己是替他掌文案。
"旧时衙门里草拟文牍、掌管档案的幕僚,其地位比一般属吏高。
《老残游记》第四回:"像你老这样抚台央出文案老爷来请进去谈谈,这面子有多大!"夏衍《秋瑾传》序幕:"将这阮财富带回衙门去,要文案给他补一份状子。
工装模具编号规定

1 目的规范公司工装模具管理,有效并正确快速识别与跟踪追溯工装/模具和产品零件的型号、规格等信息。
2 适用范围本程序适用于公司所有工装、模具。
3 术语和定义无4职责4.1生产部负责按客户产品(或零件)编号和工装/模具编号规则进行工装/模具统一编号。
4.1使用部门负责工装/模具标牌的维护工作。
5.工装/模具编号规则X X X X) -(X X X X) -(X X X X )-(X X X X)-(X X X X)5、第几套工装/模具4、型腔数3、工序号(只有冲压工装/模具用) 2、所用产品的零件编号1、工装/模具及辅助配件种类代号5.1注塑: 工装/模具/模具辅助配件种类代号ZSGZ / ZSM / ZSMP5.2冷冲: 工装/模具/模具辅助配件种类代号LCGZ / LCM / LCMP5.3机加: 工装/模具/模具辅助配件种类代号JJGZ / JJM / JJMP5.4压铸: 工装/模具/模具辅助配件种类代号YZGZ / YZM / YZMP5.5压合: 工装/模具/模具辅助配件种类代号YHGZ / YHM / YHMP5.6装配: 工装/模具/模具辅助配件种类代号ZPGZ / ZPM / ZPMP5.7挤塑: 工装/模具/模具辅助配件种类代号JSGZ / JSM / JSMP注:代号字母采用汉语第一个拼音字母缩写如:ZSM-(C 038 208 411 B)-02-01第一套模具一模两腔主支架左舵零件编号注塑模ZSM-(C 038 208 411 B)-02-02第二套模具一模两腔主支架左舵零件编号注塑模6.工装/模具标牌大众汽车股份公司资产大众资产号状态产品名称产品图号模具尺寸模具图号模具重量推荐设备机型模具供应商出厂日期辽宁圣加伦控制系统有限公司资产产品名称产品图号模具尺寸模具图号模具重量推荐设备机型模具供应商出厂日期状态其它注:“状态”和“其它”两栏可随模具的变更用记号笔修改。
7.相关文件7.1工装/模具管理程序8.附件无项目编制会签批准部门生产部签字。
模具如何编号管理制度

模具如何编号管理制度一、引言模具编号管理制度是模具管理工作中的重要环节之一,它是模具管理中对各类模具进行统一编号、命名、记录和识别的有机组成部分。
模具编号管理制度的实施不仅可以有效提高模具管理的效率和质量,还可以保证模具的使用安全、延长模具的使用寿命,为企业的生产经营活动提供有力的保障。
因此,建立健全的模具编号管理制度对于企业的发展至关重要。
二、模具编号管理的意义1.方便识别与追踪模具编号可以为每个模具进行唯一标识,通过编号可以方便地识别不同的模具,并对其进行追踪管理。
在模具的使用、维护和保养过程中,可以根据模具编号快速找到相关的信息和记录,提高工作效率。
2.便于分类与管理通过模具编号,可以对模具进行分类管理,将同类型的模具进行归纳,便于统一管理和使用。
通过编号可以清楚地了解每个模具的类型、规格和用途,有利于合理配置和使用模具资源。
3.确保使用安全通过严格的模具编号管理,可以确保每个模具的使用情况都能得到及时监控和管理。
对于老化、损坏情况严重的模具可及时淘汰,避免引起生产事故,保障生产人员的安全。
4.延长模具使用寿命通过模具编号管理,可以对每个模具进行定期检查和保养,及时发现和解决问题,延长模具的使用寿命,降低更换和维修成本,提高生产效益。
5.便于统计和评估通过模具编号,可以对模具的使用情况、维修情况、更换情况等进行统计和评估分析,为企业决策提供科学依据,促进生产效率的提升。
三、模具编号管理的原则1.唯一性原则每个模具都应拥有唯一的编号,不同的模具之间不得重复使用编号,以确保每个模具都能被准确识别与管理。
2.分类管理原则根据模具的类型、规格和用途对模具进行分类管理,不同类型的模具应采用不同的编号方法,便于归档管理与快速查找。
3.分级管理原则根据模具的重要程度和使用频率对模具进行分级管理,对于重要模具可以采用更为严格和详细的编号管理方式,确保其安全和有效使用。
4.标准化管理原则建立统一的模具编号管理规范和流程,对模具编号的命名和记录事项进行标准化,便于不同部门和员工之间的沟通与协作。
模具及其图纸编号1
1.
X 說明:
(1)零件類別:
D-表示端子 J-表示介子 H-表示換向器 Q-表示緊圈 T-表示彈片 K-表示鐵殼 G-表示鐵蓋 C-表示磁(銅)圈 X-表示芯片 S-表示電刷 Z-表示罩 F -表示風葉片 如有不同上述類別的,可填加。
(2)同一零件類別之順序號:
制作第一付鐵殼模,順序號為001
制作第二付鐵殼模,順序號為002
制作第三付鐵殼模,順序號為003
(3)同一零件之開模次數,即該零件開第幾付模具。
(4)模具序號:同一付模的第幾套模具號。
(對於步進模,其周邊件之模具序號為“00”)
如:a 鐵殼單啤模
工序1:下料初拉伸 模具序號01
工序2:二拉伸 模具序號02
工序3:三拉伸 模具序號03
…
b 鐵殼步進模
周邊件 模具序號00
工序1:下料初拉伸 模具序號01
工序2:二拉伸 模具序號02
工序3:三拉伸 模具序號03
…
如果該付模具不是分體的多工序模具,則A 處模具序號這一欄不要。
(4)如果是塑膠模,必須在每個零件打上模腔號碼。
(5)外發模具也必須編號。
2.模具打號:上下模底必須均打上模具編號,防止合模時出現差錯。
3.模具圖紙編號
XXX XX
說明:
(1) 模具編號即項1。
(2) 流水號即該套或付模具的圖紙順序號。
定義:
一付模:即完成該零件的一系列模具。
流水號
模具編號(多位) 產品類別
A。
模具编号操作规定

文件编号
文件名称:模具编号管理规定
版本状态
编制签字/日期修改状态
审核签字/日期生效日期
批准签字/日期发放编号
1.0目的
为了规范本公司的注塑模具管理,使其便于查找,确保需要哪一套模具,快速、准确的找出,
特制定本规定
2.0范围
适用于公司所有注塑模具。
3.0职责
模具维修师
* 负责将公司现有的旧模具敲钢印编号
* 模具工厂补做的铭牌回公司后,负责安装到模具上
* 每年7月、12月检查是否有铭牌脱落、钢印模糊等问题,与设备部提出并修改
模具工厂
* 负责补做旧模具的铭牌
* 负责将所有新模具敲钢印编号与安装铭牌
4.0 模具编号方法
4.1模具编号的格式
AA BBB C
AA :年份
BBB:根据录入台账顺序,制定的编号
C : 模板序号(第一块模板是1,第二块模板是2……依次类推)
4.2模具编号的说明
* 模具编号用钢印来敲
* 模具编号全部敲在模具天侧的右上角
5.0 模具编号方法
5.1模具铭牌需要填写的信息
* 模具编号
* 产品名称
* 模具穴数
* 产品材质
* 模具尺寸
* 适用机台
* 制造日期
* 制造厂商
5.2模具铭牌的说明
* 模具铭牌信息不可手写,需要工整
* 模具铭牌原则上放在模脚上,天侧与操作侧均可。
模具零部件编号设计规范

编码
举例
备注
顶杆孔
E
E1,E2,E3……
零件图对应孔的编码要与此表一致
司筒孔
ST
ST1,ST2,ST3…
司筒针孔
SZ
SZ1,SZ2.SZ3…
直顶杆孔
D
D1,D2,D3…
回程杆孔
R
R1,R2,R3…
撑头孔
S
S1,S2,S3……
模具零部件编号规范
1.自制零件编号:
零件类型
自制件序号
举例说明
前模主镶
C1**
C101,C102……
前模镶块
C1**
C101,C102……
零件图上注可换即可
前模小镶块
C1**-**
C101-1,C101-2……
前模镶芯
P1**
P101,P102……
前模镶块排料
C1PL-*
C1PL-1,C1PL-2….
C3BPL-*
C3BPL-1,C3BPL-2…
滑块或斜顶镶芯
P3**
P301,P302……
其它结构零件
(非标定位圈、垫板、固定板……)
C4**
C401,C402……
其它结构零件排料
C4PL-*
C4PL-1,C4PL-2…
2.模板编号
正装模具模板编号
倒装模具模板编号:
前后模都有顶出的模板编号:
3.模板上对应孔的编号
后模主镶块
C2**
C201,C202……
后模可换镶块
C2**
C201,C202……
零件图上注明可换即可
后模小镶块
C2**-**
C201-1,C201-2……
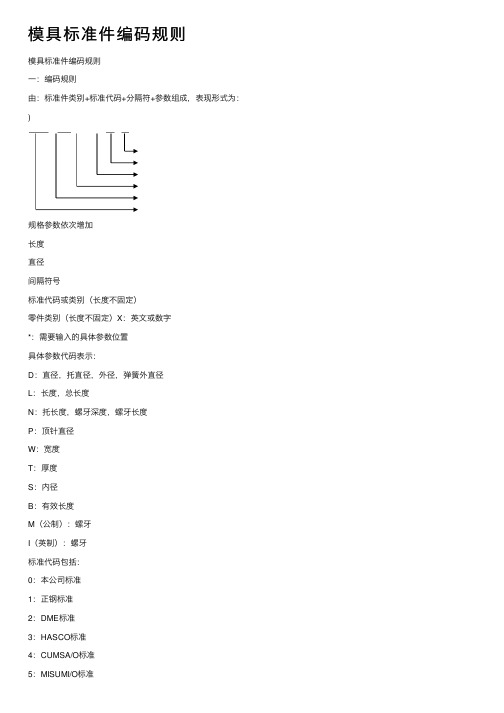
模具标准件编码规则
模具标准件编码规则模具标准件编码规则⼀:编码规则由:标准件类别+标准代码+分隔符+参数组成,表现形式为:)规格参数依次增加长度直径间隔符号标准代码或类别(长度不固定)零件类别(长度不固定)X:英⽂或数字*:需要输⼊的具体参数位置具体参数代码表⽰:D:直径,托直径,外径,弹簧外直径L:长度,总长度N:托长度,螺⽛深度,螺⽛长度P:顶针直径W:宽度T:厚度S:内径B:有效长度M(公制):螺⽛I(英制):螺⽛标准代码包括:0:本公司标准1:正钢标准2:DME标准3:HASCO标准4:CUMSA/O标准5:MISUMI/O标准6:OPITZ/O标准7:STRACK/O标准8:⼤同/台湾标准9:⽇本标准10:PROGRESSIVE/O标准11:SUPERIOR/0标准12:DME-EOC/O标准13:DME/O标准⼆:标准件具体编码形式1.单节顶针EP X - DX LX总长度,L表⽰总长度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码,单节顶针⽤EP表⽰编码⽰例:定购正钢顶针直径5.0,长度为100编码:EP2-D5L1002.双节顶针ES X - PX DX NX LX总长度,L表⽰总长度,X表⽰具体数据托长度,N表⽰托,X表⽰具体数据托直径,D表⽰托直径,X表⽰具体数据顶针直径,P表⽰顶针直径,X表⽰具体数据间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢双节顶针直径1,托直径 2.5,托长度50,总长度为100 编码:ES2-P1D2.5N50L100 3.扁顶针ER X - WX TX DX NX LX总长度,L表⽰总长度,X表⽰具体数据托长度,N表⽰托,X表⽰具体数据托直径,D表⽰托直径,X表⽰具体数据顶针直径,T表⽰厚度,X表⽰具体数据宽度,W表⽰宽度,X表⽰具体数据间隔符号编码⽰例:定购正钢扁顶针宽度2.0,厚度0.7,托直径3.0托长度50,总长度为100编码:ER2-W2T0.7D3N50L1004.单节司筒CP X - SX DX LX BX有效长度,B表⽰有效长度,X表⽰具体数据总长度,L表⽰总长度,X表⽰具体数据外径,D表⽰外径,X表⽰具体数据内径,S表⽰内径,X表⽰具体数据间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢单节套筒内径1.5,外径2.3,有效长度10,总长度100编码:CP2-S1.5D2.3L100B105.双节司筒CS X - SX PX DX NX LX BX内径有效长度,B表⽰内径有效长度,X表⽰数据总长度,L表⽰总长度,X表⽰具体数据托长度,N表⽰托,X表⽰具体数据托直径,D表⽰托直径,X表⽰具体数据司筒外径,P表⽰司筒外径,X表⽰具体数据司筒内径,S表⽰司筒内径,X表⽰具体数据间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢双节套筒内径1.5,外径2.3,托直径2.8,托长度50,总长度100,有效长度10编码:CS2-S1.5P2.3D2.8N50L100B106.尼龙开闭器PL X - DX M(I)X螺⽛,M表⽰公制螺⽛,英制螺⽛⽤I表⽰,X表⽰数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢尼龙开闭器直径5.0,螺⽛10编码:PL2-D5M107.O型密封圈OR X - SX TX厚度,T表⽰厚度(线径),X表⽰具体数据内径,S表⽰内径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢密封圈内径10,厚度为2.58⽌⽔栓WA X - DX LX长度,L表⽰长度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢喉塞直径5.0,长度为10编码:BP2-D5L109.⽌⽔螺丝WB X - SX NX LX MX螺⽛,M表⽰公制螺⽛,英制螺⽛⽤I表⽰,X表⽰数据长度,L表⽰长度,X表⽰具体数据N表⽰螺⽛深度,X表⽰具体数据直径,S表⽰内径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码10.唧嘴SB X - DX TX LX A(B)区分码,以A和B来区分唧嘴的两个种类总长度,L表⽰总长度,X表⽰具体数据厚度,T表⽰厚度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢浇⼝杯直径15,厚度20,长度为80编码:SB2-D15T20L8011.法兰LR X - DX TX LX总长度,L表⽰总长度,X表⽰具体数据厚度,T表⽰厚度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢浇⼝杯直径15,厚度20,长度为80编码:LR2-D15T20L8012.垃圾钉ST X - DX TX厚度,T表⽰厚度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢垃圾钉直径15,厚度为10编码:ST2-D15T1013.垃圾钉垫⽚SE X - DX TX厚度,T表⽰厚度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码14.⼩拉杆螺杆PA X - DX LX NX螺⽛深度,X表⽰数据螺杆长度(不含杯头),X表⽰数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢⼩拉杆螺杆直径15,长度为100,螺⽛深度为20编码:PA2-D15L100N2015.⼩拉杆PB X - DX LX NX螺⽛长度,N表⽰螺⽛长度,X表⽰具体数据拉杆长度,L表⽰拉杆长度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢⼩拉杆直径15,拉杆长度为60,螺⽛长度为40编码:PB2-D15L60N4016.⾏程开关PP X - WX LX长度,L表⽰长度,X表⽰具体数据宽度,W表⽰宽度,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢⾏程开关宽度15,长度为20编码:PP2-W15L2017.模具所⽤所有螺丝PT XX - M(I)X LX螺丝的长度螺丝的直径,M为公制,I表⽰英制间隔符号型号代码分类码**:螺丝类别编码⽰例:定购平头螺丝直径为6,长度为15编码:PT-D6L1518.模具所⽤所有弹簧SP X - DX LX弹簧的长度弹簧的外直径间隔符号颜⾊代码分类码编码⽰例:定购正钢黄⾊弹簧直径30,长度为50编码:SPY-D30L50B Y R G A Z19.扣机(机械式⾃动开闭器)SL X - XX规格型号(2\2T\3\3T\4\4T),每个型号有对应参数间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:正钢2T型号开闭器SL1-2T20.边锁规格型号,每个型号有对应参数(AX、PLXX)间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:规格为16号的边锁 BS1-A1621.组合章规格型号(6\8\10\12)3表⽰三组合章,4表⽰四组合章间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:正钢三组合章6号规格BB1-3622.限位夹规格型号数字编号(0001、10M、1000、50A…)规格型号字母代码(PPSM/MMRT/PPSL/PPSR/RRC…)间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:PPSM系列PPSM0001限位夹XW12-PPSM0001。
模具编号规定

文件编号
LC-SC-02-002
版本
A0
文件名称
模具编号规定
页码/页次
第1页共1页
生效日期
1.目的:统一模具标识,保证公司模具的规范管理。
2.适用范围:适用于公司所有承接制造的模具或有客户模具长期在本厂生产的。
3.实施细则:
3.1标识方法:使用醒目颜色与模具本体颜色进行区分,一般采用红色油漆,将标示编号喷涂于模具两个侧面。
公用电子
D
001-999
D-□□□
保数捷
E
001-999
E-□□□
凯新
F
001-999
F-□□□
田波
G
001-999
G-□□□
玩具类(付总)
H
001-999
H-□□□
I
001-999
I-□□□
J
001-999
J-□□□
K
001-999
K-□□□
L
001-999
L-□□□
M
001-999
M-□□□
编制:邬显雄批准:日期:
3.2厂标式样:在每付模具上必须喷涂上本厂厂标
3.3每套模具在试模前由模具检验员负责统一编号,并写上全称。
3.4模具编号规则
3.5没有编列的客户,后续追加编码。
客户名称
代号(首字母)
编号
厂标
全称式样
半边天医疗
A
001-999
A-□□□
世纪精能
B
001-999
B-□□□
计算机软件
C
001-999
C-□□□
工装模具图纸编号管理规定

关于工装模具图纸及工装模具编号的规定
1.目的
对生产过程中所用的工装模具编号进行控制
2. 适用范围:
适用于生产过程中使用的所有工装模具的控制。
3.责任
工装模具的管理归口部门为生产部。
由生产技术科对工装模具及工装模具图纸进行编号。
4. 编号规则
4.1冲孔落料
QLXXXXXXX ---------- C10 X ---------- 0X
产品零(部)件图号落料、冲孔工序顺序号工装图顺序号
4.2压形
QLXXXXXXX --------- C20 X ---------- 0X
产品零(部)件图号压形工序顺序号工装图顺序号
4.3压弯
QLXXXXXXX ---------- C30 X ---------- 0X
产品零(部)件图号子压弯工序顺序号工装图顺序号
4.4复合模
QLXXXXXXX ---------- C40 X ---------- 0X
产品零(部)件图号子复合模工序顺序号工装图顺序号
4.5焊具
QLXXXXXXX ---------- H60 X ---------- 0X
产品零(部)件图号子焊具工序顺序号工装图顺序号
4.6其它
QLXXXXXXX ---------- Q50 X ---------- 0X
产品零(部)件图号子其它工序顺序号工装图顺序号
5.生产部按照工装模具的编号规则,对在用工装模具进行编号并标识在实物上。
附加说明
本标准由XXX公司标准化委员会制定
本标准由XXX公司生产部归口管理
本标准为暂行试用标准,如有修订后新版本,以新版本为准。
本标准制定人:批准:。
模具编号规定
模具编号规定
依据ISO/TS16949:2002标准编制
文件编号: ZC/7.5.1-5
编制: 日期:
审核: 日期:
批准: 日期:
2006-03-01发布 2006-03-15 实施聊城市人和轴承有限公司发布
1.、目的:为了规范公司模具车间的规范管理,保证公司模具的规范管理。
2.、适用范围:适用于公司所有模具的使用。
3.、模具编号及相关表格:
注:1、每套模具在热处理前由模具检验员负责统一编号,并写上全称。
2、编号的填写按每一种型号(代码)001、002、003依次类推。
3、每一次记录都要备案。
4、由模具检验员刻字编号。
本文件编制:
本文件审核:
本文件批准;
执行日期;年月日。
模具编号规定

由于T 系列模具修改,增减模具平凡,为减少由于模具混淆造成生产混乱,特出以下规定:
一:T 系列按编码
例如:T013-A-01代表款号T013,A 结构的第一套模。
1.当新增款号时将续编款号编号,T013-A-01之后即为T014-A-01;
2.当修改结构时将续编结构编号,T013-A-01之后即为T013-B-01;
3.当增加同模时将续编模具编号,T013-A-01之后即为T013-A-02;
4.模具代码必须在图纸上注明(最好能在模具图上体现),模具外露位置标识,字体清晰(最好能在模具上标识制模日期)。
5.对应模具型腔需要在水口位置标识型腔号,例:一出四模具,型腔编号为1-4。
二:产品编号
产品编号上需要增加结构编号,对应的成品图,铸件图,机加工图,型腔图必须填写结构编号。
由于T 系列模具修改,增减模具平凡,为减少由于模具混淆造成生产混乱,特出以下规定:
一:T 系列按编码
注明:
1.当新增款号时将续编款号编号,T013-A 之后即为T014-A ;
2.当修改结构时将续编结构编号,T013-A 之后即为T013-B ;
3.型腔需要在产品标识位置增加型腔号,一出四标识1-4,例:T013A01;T013A02;T013A03;T013A04。
新增同结构模具时,续编型腔号,例:T013A05;T013A06;T013A07;T013A08。
4.模具代码必须在图纸上注明(最好能在模具图上体现),模具外露位置标识,字体清晰(最好能在模具上标识制模日期)。
二:图纸编号
图纸编号上需要增加结构编号,对应的成品图,铸件图,机加工图,型腔图必须填写结构编号。
模具标数规范
模具验收标准
结构完整性
检查模具结构是否完整,各部 件是否齐全,无损坏。
精度要求
对模具的尺寸、形位公差、表 面粗糙度等进行检测,确保符 合设计要求。
动作可靠性
对模具的开合模、抽芯、顶出 等动作进行测试,确保动作顺 畅、可靠。
制品质量
试模生产一定数量的产品,检 查制品尺寸、外观、性能等是
01
02
03
04
模具设计
根据产品需求和工艺要求,进 行模具结构设计,确保模具的
制造可行性。
材料选择
根据模具使用要求和加工工艺 ,选择合适的材料,确保模具
的耐用性和精度。
加工工艺
制定合理的加工工艺流程,确 保模具各部件的加工精度和表
面质量。
组装与调试
对加工完成的模具部件进行组 装,并进行调试,确保模具的
否符合要求。
模具维护与保养规范
使用与保养
定期对模具进行润滑保养,保持模具良好的 运行状态。
储存与保管
合理存放模具,避免潮湿、锈蚀等影响模具 使用寿命的因素。
检查与维修
定期对模具进行检查,发现异常及时处理, 避免问题扩大。
报废与更新
对损坏严重或达到使用寿命的模具进行报废 处理,及时更新。
05
模具应用与案例分析
追溯和控制。
03
模具设计规范
模具结构设计规范
01
02
03
04
模具结构应符合国家相 关标准,如《塑料模设 计手册》等。
模具结构应简单、紧凑, 便于制造、装配和维修。
模具应具有良好的刚性 和稳定性,确保成型过 程中不易变形。
模具应易于散热,以减 少成型周期和降低成型 温度。
模具编号规则

1目的
为了规范模具编号,便于企业内部制造、生产等方面的有效进行和企业内外的协作与交流。
2范围
本规则适用于本企业自主开发的、企业自身使用的模具的编号。
3总则
3.1 凡本企业开发并生产的模具都必须具有独立的编号。
3.2 模具编号必须与受控文件中的产品图样编号相对应。
4 模具的分类及编号
4.1 一付模具只出一种零件
4.1.1 编号的组成
编号由企业代号和模具顺序好组成,如下所示:
XX XX
阿拉伯数字表示,开发模具时间的先后顺序)
公司名称汉语拼音首字母的组合)
4.2 一付模具同时出多种零件
4.2.1 编号的组成
编号由企业代号、模具顺序号和产品种类编号组成。
模具顺序号和产品种类编号之间用短划“—”隔开,如下所示:
企业代号
4.3 总成产品用模具编号
4.3.1 一个总成产品有多种零件组成,一个零件为一付模具。
4.3.2 编号的组成
编号由企业代号、模具顺序号和产品种类编号组成。
模具顺序号和总成零件编号之间用“.”隔开,如下所示:
企业代号。
模具编号规范

沧州骏泽模具制造有限公司
产品标识方法
编号:JS-C11-V1.0
1 目的 统一模具产品标识,避免标识混乱造成的不良后果
2 适用范围
全公司
3 实施细则
3.1 标识方法
3.1.1 沧州骏泽模具制造有限公司承接制造的模具在铸造时必须铸造厂标
3.1.2 厂标格式
3.1.3 厂标铸造在该批次模具同一位置
3.1.4 小型模具不能铸造厂标的,在生产完毕时使用油漆喷涂厂标
3.1.5 模具涂装时使用醒目颜色与模具本体颜色进行区分,一般采用红色
3.2 工作令号编排
3.2.1 模具产品工作令号依照英文字母顺序按年度进行编排
3.2.2 模具产品工作令号编排采用年度字母+项目顺序数+制件序号+模具序号格
式。
例:A 1
- 1
模具顺序数
项目顺序数
年度字母(采用大写字母格式)
3.2.3 开始一个新的生产年度,采用新的年度字母进行标识。
根据年度生产合同
承接情况若项目顺序数字1-9使用完毕,则模具编号可以开始使用第二字母
3.3 使用方法
3.3.1 工作令号贯穿全公司使用,各部门使用工作令号统一
3.3.2 客户(合同)模具编号与工作令号使用不冲突,工作令号仅作为公司内部
生产编号使用
3.3.3 接收传真、整改、设计变更等内容需要转述下发的,需清晰标注工作令号
3.3.4 模具发运前涂装时,工作令号涂装模具本体颜色。
如客户要求不得保留的,
则进行打磨以后再行涂装。
4 本规定自下发之日起开始实施
编制:张正攀 审核: 批准:。
模具标牌编码规则

模具标牌/编码规则
1目的
统一模具产品标识,编码,避免标识编码混乱造成的不良后果
2适用范围
公司所有制作的模具,客户有要求时除外
3实施细则
3.1标识方法
3.1.1公司承接制造的模具在制作时必须制作标牌
3.1.2标牌格式
(具体参考CK-QP24-QR-36 模具标牌格式)3.2编码编排
3.2.1模具产品编码依照年度流水号编制
3.2.2模具产品编码编排采用公司名称缩写+年份编码+流水号(制件顺序数)格式。
例:CK - 14 - 397
制件顺序数(流水号)
年份编码
公司名称缩写(采用大写字母格式)
3.2.3开始一个新的生产年度,采用新的年份编码进行标识。
流水号编码为:001--999
3.3使用方法
3.3.1编码贯穿全公司使用,各部门使用编码统一
3.3.2客户(合同)模具编号与编码使用不冲突,编码仅作为公司内部生产编号使用
3.3.3接收传真、整改、设计变更等内容需要转述下发的,需清晰标注编码
3.3.4模具发运前涂装时,编码涂装模具本体颜色。
如客户要求不得保留的,则进行打磨以
后再行涂装。
6. 相关记录:
编号记录名称保存部门保存期限CK-QP24-QR-36模具标牌格式模具部模具寿命
7.修改记录。
模具管理规定范版(3篇)

第1篇第一章总则第一条为加强模具管理,提高模具利用率,确保产品质量,降低生产成本,特制定本规定。
第二条本规定适用于公司所有模具的管理和使用。
第三条模具管理应遵循以下原则:1. 严格的计划管理;2. 有效的使用管理;3. 严格的维护保养;4. 定期的检查与评估。
第二章模具的分类与编号第四条模具分类:1. 按用途分类:如冲压模具、注塑模具、压铸模具等;2. 按结构分类:如单工位模具、多工位模具、级进模具等;3. 按精度分类:如高精度模具、中精度模具、低精度模具等。
第五条模具编号:1. 模具编号应具有唯一性、系统性、可追溯性;2. 编号格式:XX-XX-XX-XX,其中:- XX-XX:模具类别及型号;- XX:模具制造年份;- XX:模具序号。
第三章模具的采购与验收第六条模具采购:1. 模具采购应遵循公司采购管理制度,严格按照模具需求计划进行;2. 采购部门应选择具备资质、信誉良好的供应商;3. 采购模具应充分考虑模具的性能、精度、使用寿命等因素。
第七条模具验收:1. 模具验收应由质量管理部门负责;2. 验收内容包括模具的型号、规格、精度、表面质量、外观等;3. 验收合格后方可入库。
第四章模具的入库与保管第八条模具入库:1. 模具入库应填写《模具入库单》;2. 入库时应检查模具包装是否完好,确认模具型号、规格、数量等信息无误;3. 模具入库后应按类别、型号、年份等分类存放。
第九条模具保管:1. 模具应存放在干燥、通风、防尘、防潮、防震的环境中;2. 模具应定期检查,发现问题及时处理;3. 模具的保养应符合国家相关标准和行业规范。
第五章模具的使用与维护第十条模具使用:1. 模具使用前应进行必要的检查,确保模具状态良好;2. 操作人员应熟悉模具的结构、性能、操作方法;3. 使用过程中应严格按照操作规程进行,避免人为损坏。
第十一条模具维护:1. 模具使用后应及时清洁,清除模具表面的油污、灰尘等;2. 定期对模具进行润滑,减少磨损;3. 定期检查模具的磨损情况,发现异常及时更换或修复。
模具编号规则
1目的
为了规范模具编号,便于企业内部制造、生产等方面的有效进行和企业内外的协作与交流。
2范围
本规则适用于本企业自主开发的、企业自身使用的模具的编号。
3总则
3.1 凡本企业开发并生产的模具都必须具有独立的编号。
3.2 模具编号必须与受控文件中的产品图样编号相对应。
4 模具的分类及编号
4.1 一付模具只出一种零件
4.1.1 编号的组成
编号由企业代号和模具顺序好组成,如下所示:
XX XX
阿拉伯数字表示,开发模具时间的先后顺序)
公司名称汉语拼音首字母的组合)
4.2 一付模具同时出多种零件
4.2.1 编号的组成
编号由企业代号、模具顺序号和产品种类编号组成。
模具顺序号和产品种类编号之间用短划“—”隔开,如下所示:
企业代号
4.3 总成产品用模具编号
4.3.1 一个总成产品有多种零件组成,一个零件为一付模具。
4.3.2 编号的组成
编号由企业代号、模具顺序号和产品种类编号组成。
模具顺序号和总成零件编号之间用“.”隔开,如下所示:
企业代号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具编号与要求
一.名称统一如下:(**代表各模号)
组立图:**-ASS 模架图:**-MB 母模仁:**-CAV 公模仁:**-CORE 滑块:**-SL 斜销:**-AP
直销:**-CP 套筒:**-EJ 入子:**-IN
线割:**-CORE-CUT 水路:**-CORE-COOL
二.图档要求
①.所有顶针及PL面排气必须在3D档上显示出来。
②.PL面边缘角及底部倒要求如下:
a.模仁尺寸在300mm以内PL面倒C0.5,底部倒C2
b.模仁尺寸在300mm~500mm之间PL面倒C1,底部倒C3.
c.模仁尺寸在500mm以外PL面倒C2,底部倒C5.
③.字码坑要求及位置如下:
a.模仁尺寸在500mm以内,模仁字码坑做在基准角侧边。
b.模仁尺寸在500mm以外,模仁字码坑做在基准角底部。
c.字码坑长度为
④.所有入子挂台必须在3D图档上做出来。
三.3D图档要按要求拔模,拔模时注意重要尺寸,插破的地方尽量到3度以上。
四.3D图档上所有零件编号要与2D组立图档上一致,不得有重复编号。