模具编号规则→A
模具编号原则1
多副模具总的数字代码.
模具制作序号,从001编起.
制作年份(如2002年则表示02).
自制模具代码.
如:T02354-3-A代表DEF02001产品由三套模具组成,A表示三套中的第一套模具.
T02354-3-B,B表示三套中的第二套模具等.
泰鋼合金(深圳)有限公司
技術文件和資料
文件編號:TY/TD/075
標題:
模具编号原则
版號:C/A
頁碼:1/2
1.
目的:
为明确的标识模具,使模具编号统一并且有规则,防止模具用错有精铸模具和砂铸模具.
3.
3.1
3.2
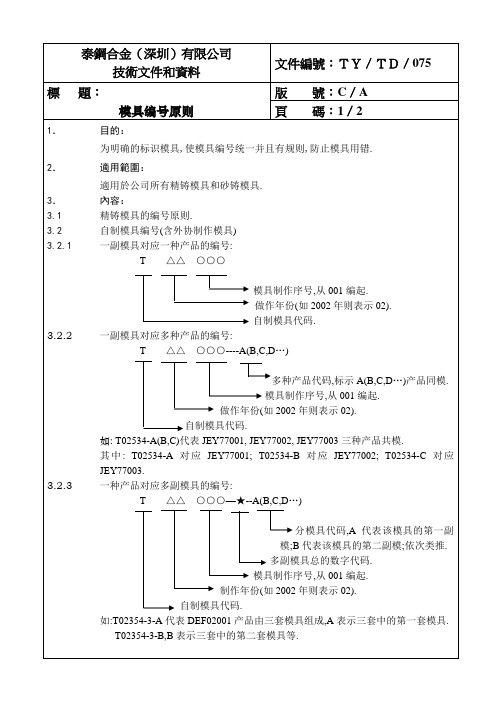
3.2.1
內容:
精铸模具的编号原则.
自制模具编号(含外协制作模具)
自制模具代码.
如:T02534-A(B,C)代表JEY77001, JEY77002, JEY77003三种产品共模.
其中: T02534-A对应JEY77001; T02534-B对应JEY77002; T02534-C对应JEY77003.
3.2.3
一种产品对应多副模具的编号:
T△△ ○○○—★--A(B,C,D…)
一副模具对应一种产品的编号:
T△△ ○○○
模具制作序号,从001编起.
做作年份(如2002年则表示02).
自制模具代码.
3.2.2
一副模具对应多种产品的编号:
T△△ ○○○----A(B,C,D…)
多种产品代码,标示A(B,C,D…)产品同模.
模具制作序号,从001编起.
做作年份(如2002年则表示02).
模具结构命名规则

模具结构命名规则
一、由于PRO/E不支持中文名称,所有命名均使用英文。
二、为减小文件名长度,部份单词改用简写,如“core(前模仁)”简写为“co”、
“cavity(前模仁)”简写为“ca”:“molding(铸模简写为“md”:
三、命名由四个部份组成:零件名称、分类、编号、附属编号,相互之间使用
下划线“_”连接;
四、分类中“v”表示volume (体积块);“s”表示slider(滑块);“p”表示镶件;“a”
表示前模仁;
“b”表示后模仁。
例如:“sa”代表前模仁滑块;“vb”代表后模仁体积块;
五、有附属编号说明的是相关滑块的附件,例如斜导柱、压块、契紧块等,使
用英文字母作为后缀,例如a、b、c、d、……
六、对于分割时产生的临时体积块,使用“tp”作为前缀,例如tp_01、Tp_02;
如果属于后模仁则使用tp_co作为前缀,属于前模仁则使用tp_ca做前缀,例如tp_co_04、tp_ca_02。
七、主要零件命名如下:
零件名称简称零件名称简称
1:参照工件“vv”8:前模滑块“sa”
2:前模体积块“va”9:后模滑块“so”
3:后模体积块“vb”10:前模镶件“pa”
4:分型面“ps”11:后模镶件“po”
5:前模仁“ca”12:斜顶“lt”
6:后模仁“co”13:斜导柱“ap”
7:临时体积块“tp”14:压紧块(铲机) “jw”。
刀 模 编 号 原 则

刀模编号原则
1.格式:共由5段组成,如:
型号-客户代号-流水号-数量-供应商代码
2.内容:
2.1型号包含:木板(MB),胶板(JB),蚀刻(SK),
雕刻(DK),治具(ZJ),圆刀(YD)2.2客户代号:取客户拼音首字母,位数可2-4位。
2.3流水号:三位从001开始。
2.4数量:一位阿拉伯数字,从1开的,表示完全相同
的模具数量一共有几块
2.5供应商代码:一位字母,从A开始。
3.举例
如:SK-KZT-001-1-A 表示此刀模为蚀刻刀,用于KZT 的客户,此刀模为该客户的第一块刀模,第一次开此刀模,刀模供应商为A。
4.要求
4.1.模具编号由开模人编制。
4.2.每新开一块模具必须登记到开模清单目录,以避免
模具编号重复。
各类工装编号原则

各类工装编号原则一、主题内容与使用范围本原则规定了公司内所使用的各类工装的编号方法,适用于各车间所使用的工装。
二、内容1、模具的编号原则:xx—xxxxxxxx M xx模具套数的顺序号模具拼音字头,代表模具零件代号产品代号举例:a、H01—4319001M01 第一套模具H01—4319001M02 第二套模具2、焊具的编号原则:xx—xxxxxxxx H xx焊具套数的顺序号焊具拼音字头,代表焊具零件代号产品代号举例:a、J00—6201910H01 第一套焊具J00—6201910H02 第二套焊具3、夹具的编号原则:xx—xxxxxxxx J xx夹具套数的顺序号夹具拼音字头,代表夹具零件代号产品代号举例:a、H03—1706011J01 第一套夹具H03—1706011J02 第二套夹具4、刃具的编号原则:xx—xxxxxxxx R xx刃具套数的顺序号刃具拼音字头,代表刃具零件代号产品代号5、量具(检具)的编号原则:a、组合量具(检具)xx—xxxxxxxx L xx量具(检具)套数的顺序号量具拼音字头,代表量具(检具)零件代号产品代号举例:J00—5401430L01 第一套量具(检具)6、通止类量具(检具):a、组合量具(检具)xx—xxxxxxxx L xx T/Z通/止量具(检具)套数的顺序号量具拼音字头,代表量具(检具)零件代号产品代号举例:H003—1706011L01T 第一套通类量具(检具)H003—1706011L01Z 第二套止类量具(检具)H003—1706011L02T 第三套通类量具(检具)H003—1706011L02Z 第四套止类量具(检具)三、要求1、工装上应备永久性标示。
2、做到文实相符(台账、作业指导书等)。
模具编号管理办法

5.1.76代表冲塑模(复制模)第几套(用1;2;3…依次往后排)
5.1.87代表冲模壳子与端子(S代表外壳;C代表(除外壳外)端子),代表塑模复制模十套以上。
5.2系列代码:
5.2.1A代表SATA系列
5.2.2B代表USB系列
5.2.3C代表CARD系列(SD卡;XD卡;CF卡;MS卡;多合一卡)
无
4、职责:
模具课:负责对模具编码原则进行制(修)定,维护和控制.
5、内容及要求:
5.1编码原则:
5.1.1T X X XXX - X X
1 2 3 4 5 6 7
5.1.21代表公司(T代表创亿欣)
5.1.32代表模具类别(M代表塑模;S代表冲模)
5.1.43代表产品系列(用字母表示)
5.1.54代表模具序列号(用001;002;003…依次往后排)
模具编号管理办法
编制人
CCC
审核人
VVV
批准人
BBB
日期
2014-04-21
日期
日期
文件修改记录
序号
修改版次
修改
页数
修改内容描述
修改人
批准人
生效日期
1
A/0
ALL
新版制订
2014-4-21
1、目的:
规范模具系统,完善公司模具管理及运作,提高工作效率。
2、范围:
本公司所有塑模/冲模模具编号。
3、定义:
5.2.4D代表D-SUB系列
5.2.5E代表
5.2.6F代表FPC系列
5.2.7G代表DISPLAYPORT系列
5.2.8H代表HDMI系列
5.2.9J代表JACK(DC JACK/PLUG)系列
模具零部件编号规范

红色
留有0.05-0.1mm余量进行研配
未改动部分
白色
模具零部件编号规范
本标准规定的各项规则,用来保证企业标准格式的统一,不论其技术内容如何,都尽可能以相同的形式表达:
I)模架模板和模具的零件编排序号:
(1)模架以分型面为分隔线。前模A板定义为A0,其它模板依次编排表示为A1。A2。后模B板定义为B0,其它模板依次编排表示为B1。B2。如模具有推板。把推板定义为B0。其它模板依次编排为B1。B2。。。。
前模镶针
Insert Pin
P101~
06-666p101~102.103
后模镶针
Insert Pin
P201~
06-666p201~202.203
斜顶 顶块
Lifter core blade
C3B01~
06-666C3B01~C3B02.C3B03
行位
Slide
C3A01
06-666C3A01~C3A02.C3A03
模具锁紧块
顶杆司筒扁顶
p501
06-666p501~p502.p503
撑头
Support Pillar
SP
06-666SP
垃圾钉
Garbage Pin
ST
06-666ST
弹簧
spring
SPR
06-666SPR
II3D图形颜色设计:
分模工程师根据模具总装设计,在完成分模图后在3D分模图形上不同用途的部位,分别表示成不同颜色,方便编程工程师根据不同的颜色进行相应部位的编程加工。
项目
颜色标识
颜色
加工精度要求
型腔
白色
根据模具精度等级来确定加工精度
模具编码规则

模具编码规则以下是 8 条关于模具编码规则的内容:1. 模具编码得有规律呀,就像给每个模具都贴上一个独特的标签!比如说,一个复杂的注塑模具,我们就给它分配一个特别好记的编码,这样找起来多方便呀,岂不是能大大提高工作效率?2. 编码规则得简单易懂才行呀!别搞得那么复杂,不然谁记得住呢!就像我们的名字一样,简单好记才有意义,你说对吧!比如一个常见的冲压模具,给它一个简洁明了的编码,大家一下子就知道是啥了!3. 模具编码得合理规划呀,不能乱套了!这就跟整理房间一样,得有个条理。
要是随意去编码,那可就乱成一团麻了,多糟糕呀!像那种大型的压铸模具,就得好好规划编码,以后要用的时候才能轻松找到它呢!4. 编码规则可不能马虎,这是很重要的哟!这就像给每个模具设定一个专属身份证,能明确它的身份。
想象一下,如果没有清晰的编码,那找模具不就像大海捞针一样难,那怎么行呢!比如说一个特殊形状的模具,一个好的编码就能让它与众不同!5. 模具编码真的要重视起来呀,不然会有大麻烦的!这好比在茫茫人海中要准确找到一个人,没个独特标识怎么行?就像一个精密的模具,如果编码混乱,那不是耽误事儿嘛!6. 编码规则得灵活运用呀,不能太死板了!哎呀,就像我们做事要灵活应变一样。
像是有些小型的模具,根据实际情况给个合适的编码,多好呀,不是吗?7. 模具编码要有系统性呀,不能东一个西一个的!这就跟排兵布阵一样,得有个顺序。
要是没个系统的编码,那不就乱套了嘛!比如那些经常使用的模具,按照一定规律编码,多方便管理呀!8. 模具编码决定了后续的管理呀,可不能小瞧!这就好像是航行中的灯塔,指引着方向。
一个糟糕的编码规则,会让工作变得一团糟,多可怕呀!所以一定要把编码规则做好呀!我的观点结论:模具编码规则真的非常重要,一定要重视起来,精心设计,这样才能让模具管理更高效、更便捷!。
模具标准件编码规则
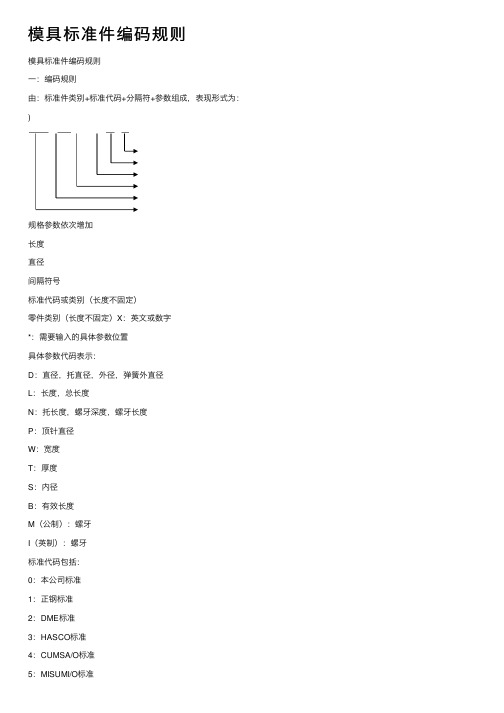
模具标准件编码规则模具标准件编码规则⼀:编码规则由:标准件类别+标准代码+分隔符+参数组成,表现形式为:)规格参数依次增加长度直径间隔符号标准代码或类别(长度不固定)零件类别(长度不固定)X:英⽂或数字*:需要输⼊的具体参数位置具体参数代码表⽰:D:直径,托直径,外径,弹簧外直径L:长度,总长度N:托长度,螺⽛深度,螺⽛长度P:顶针直径W:宽度T:厚度S:内径B:有效长度M(公制):螺⽛I(英制):螺⽛标准代码包括:0:本公司标准1:正钢标准2:DME标准3:HASCO标准4:CUMSA/O标准5:MISUMI/O标准6:OPITZ/O标准7:STRACK/O标准8:⼤同/台湾标准9:⽇本标准10:PROGRESSIVE/O标准11:SUPERIOR/0标准12:DME-EOC/O标准13:DME/O标准⼆:标准件具体编码形式1.单节顶针EP X - DX LX总长度,L表⽰总长度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码,单节顶针⽤EP表⽰编码⽰例:定购正钢顶针直径5.0,长度为100编码:EP2-D5L1002.双节顶针ES X - PX DX NX LX总长度,L表⽰总长度,X表⽰具体数据托长度,N表⽰托,X表⽰具体数据托直径,D表⽰托直径,X表⽰具体数据顶针直径,P表⽰顶针直径,X表⽰具体数据间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢双节顶针直径1,托直径 2.5,托长度50,总长度为100 编码:ES2-P1D2.5N50L100 3.扁顶针ER X - WX TX DX NX LX总长度,L表⽰总长度,X表⽰具体数据托长度,N表⽰托,X表⽰具体数据托直径,D表⽰托直径,X表⽰具体数据顶针直径,T表⽰厚度,X表⽰具体数据宽度,W表⽰宽度,X表⽰具体数据间隔符号编码⽰例:定购正钢扁顶针宽度2.0,厚度0.7,托直径3.0托长度50,总长度为100编码:ER2-W2T0.7D3N50L1004.单节司筒CP X - SX DX LX BX有效长度,B表⽰有效长度,X表⽰具体数据总长度,L表⽰总长度,X表⽰具体数据外径,D表⽰外径,X表⽰具体数据内径,S表⽰内径,X表⽰具体数据间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢单节套筒内径1.5,外径2.3,有效长度10,总长度100编码:CP2-S1.5D2.3L100B105.双节司筒CS X - SX PX DX NX LX BX内径有效长度,B表⽰内径有效长度,X表⽰数据总长度,L表⽰总长度,X表⽰具体数据托长度,N表⽰托,X表⽰具体数据托直径,D表⽰托直径,X表⽰具体数据司筒外径,P表⽰司筒外径,X表⽰具体数据司筒内径,S表⽰司筒内径,X表⽰具体数据间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢双节套筒内径1.5,外径2.3,托直径2.8,托长度50,总长度100,有效长度10编码:CS2-S1.5P2.3D2.8N50L100B106.尼龙开闭器PL X - DX M(I)X螺⽛,M表⽰公制螺⽛,英制螺⽛⽤I表⽰,X表⽰数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢尼龙开闭器直径5.0,螺⽛10编码:PL2-D5M107.O型密封圈OR X - SX TX厚度,T表⽰厚度(线径),X表⽰具体数据内径,S表⽰内径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢密封圈内径10,厚度为2.58⽌⽔栓WA X - DX LX长度,L表⽰长度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢喉塞直径5.0,长度为10编码:BP2-D5L109.⽌⽔螺丝WB X - SX NX LX MX螺⽛,M表⽰公制螺⽛,英制螺⽛⽤I表⽰,X表⽰数据长度,L表⽰长度,X表⽰具体数据N表⽰螺⽛深度,X表⽰具体数据直径,S表⽰内径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码10.唧嘴SB X - DX TX LX A(B)区分码,以A和B来区分唧嘴的两个种类总长度,L表⽰总长度,X表⽰具体数据厚度,T表⽰厚度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢浇⼝杯直径15,厚度20,长度为80编码:SB2-D15T20L8011.法兰LR X - DX TX LX总长度,L表⽰总长度,X表⽰具体数据厚度,T表⽰厚度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢浇⼝杯直径15,厚度20,长度为80编码:LR2-D15T20L8012.垃圾钉ST X - DX TX厚度,T表⽰厚度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢垃圾钉直径15,厚度为10编码:ST2-D15T1013.垃圾钉垫⽚SE X - DX TX厚度,T表⽰厚度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码14.⼩拉杆螺杆PA X - DX LX NX螺⽛深度,X表⽰数据螺杆长度(不含杯头),X表⽰数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢⼩拉杆螺杆直径15,长度为100,螺⽛深度为20编码:PA2-D15L100N2015.⼩拉杆PB X - DX LX NX螺⽛长度,N表⽰螺⽛长度,X表⽰具体数据拉杆长度,L表⽰拉杆长度,X表⽰具体数据直径,D表⽰直径,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢⼩拉杆直径15,拉杆长度为60,螺⽛长度为40编码:PB2-D15L60N4016.⾏程开关PP X - WX LX长度,L表⽰长度,X表⽰具体数据宽度,W表⽰宽度,X表⽰直径数字间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:定购正钢⾏程开关宽度15,长度为20编码:PP2-W15L2017.模具所⽤所有螺丝PT XX - M(I)X LX螺丝的长度螺丝的直径,M为公制,I表⽰英制间隔符号型号代码分类码**:螺丝类别编码⽰例:定购平头螺丝直径为6,长度为15编码:PT-D6L1518.模具所⽤所有弹簧SP X - DX LX弹簧的长度弹簧的外直径间隔符号颜⾊代码分类码编码⽰例:定购正钢黄⾊弹簧直径30,长度为50编码:SPY-D30L50B Y R G A Z19.扣机(机械式⾃动开闭器)SL X - XX规格型号(2\2T\3\3T\4\4T),每个型号有对应参数间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:正钢2T型号开闭器SL1-2T20.边锁规格型号,每个型号有对应参数(AX、PLXX)间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:规格为16号的边锁 BS1-A1621.组合章规格型号(6\8\10\12)3表⽰三组合章,4表⽰四组合章间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:正钢三组合章6号规格BB1-3622.限位夹规格型号数字编号(0001、10M、1000、50A…)规格型号字母代码(PPSM/MMRT/PPSL/PPSR/RRC…)间隔符号标准代码⽤数字表⽰(0、1、2、3、4)分类码编码⽰例:PPSM系列PPSM0001限位夹XW12-PPSM0001。
模具编号规定

通知
由于T 系列模具修改,增减模具平凡,为减少由于模具混淆造成生产混乱,特出以下规定:
一:T 系列按编码
例如:T013-A-01代表款号T013,A 结构的第一套模。
1.当新增款号时将续编款号编号,T013-A-01之后即为T014-A-01;
2.当修改结构时将续编结构编号,T013-A-01之后即为T013-B-01;
3.当增加同模时将续编模具编号,T013-A-01之后即为T013-A-02;
4.模具代码必须在图纸上注明(最好能在模具图上体现),模具外露位置标识,字体清晰(最好能在模具上标识制模日期)。
5.对应模具型腔需要在水口位置标识型腔号,例:一出四模具,型腔编号为1-4。
二:产品编号
产品编号上需要增加结构编号,对应的成品图,铸件图,机加工图,型腔图必须填写结构编号。
模具编号规定
模具编号规定
依据ISO/TS16949:2002标准编制
文件编号: ZC/7.5.1-5
编制: 日期:
审核: 日期:
批准: 日期:
2006-03-01发布 2006-03-15 实施聊城市人和轴承有限公司发布
1.、目的:为了规范公司模具车间的规范管理,保证公司模具的规范管理。
2.、适用范围:适用于公司所有模具的使用。
3.、模具编号及相关表格:
注:1、每套模具在热处理前由模具检验员负责统一编号,并写上全称。
2、编号的填写按每一种型号(代码)001、002、003依次类推。
3、每一次记录都要备案。
4、由模具检验员刻字编号。
本文件编制:
本文件审核:
本文件批准;
执行日期;年月日。
模具、治具编码原则

2、治具的编码原则
A、治具的编码(共15码)
B、举例说明
GBM-1E03ZO-JM01:
GBM表示XXXX
1E03ZO此款产品料号后6位为1E03ZO
J表示是治具的编码
M表示治具的使用单位为制造部
01表示此产品的第一套治具,即流水码
客户码简写
AUO—友达光电CPT—华映COR—璨宇COT—翊腾
三编码原则1模具编码原则a模具的编码共15客户料号的后6码6码数字或英文字母客户码3码英文字母总工程数1码数字模具版本1码数字模具简写m1码英文字母工程别1码数字如为0则表示为此产品所有模具的编码b举例说明gbm1e03zom611gbm表示xxxx1e03zo此款产品料号后6位为1e03zo表示模具工程别为第1工程表示本副模ห้องสมุดไป่ตู้为第1次制作2治具的编码原则a治具的编码共15b举例说明gbm1e03zojm01
FOR—辅讯FOW—福华GDT—冠鑫HST—瀚宇彩欣
JUN—均龙KBR—广桥光电NAN—昆山奈普PON—邦泰
QDS—上海达辉ROE—瑞仪SHA—无锡夏普VOL—上海采晶
四、以上规定经部门经理核准无误后,方可实施,修正后亦同。
核准:校对:编制:2004-12-19
模具、治具编码原则
一、目的
规范模具档案中图层的使用和管理。
二、适用范围
开发部设计课。
三、编码原则
1、模具编码原则
A、模具的编码(共15码)
B、举例说明
GBM-1E03ZO-M611 :
GBM表示XXXX
1E03ZO此款产品料号后6位为1E03ZO
M表示是模具的编码
6表示模具的总工程数为6
1表示模具工程别为第1工程
模具标数规范
模具验收标准
结构完整性
检查模具结构是否完整,各部 件是否齐全,无损坏。
精度要求
对模具的尺寸、形位公差、表 面粗糙度等进行检测,确保符 合设计要求。
动作可靠性
对模具的开合模、抽芯、顶出 等动作进行测试,确保动作顺 畅、可靠。
制品质量
试模生产一定数量的产品,检 查制品尺寸、外观、性能等是
01
02
03
04
模具设计
根据产品需求和工艺要求,进 行模具结构设计,确保模具的
制造可行性。
材料选择
根据模具使用要求和加工工艺 ,选择合适的材料,确保模具
的耐用性和精度。
加工工艺
制定合理的加工工艺流程,确 保模具各部件的加工精度和表
面质量。
组装与调试
对加工完成的模具部件进行组 装,并进行调试,确保模具的
否符合要求。
模具维护与保养规范
使用与保养
定期对模具进行润滑保养,保持模具良好的 运行状态。
储存与保管
合理存放模具,避免潮湿、锈蚀等影响模具 使用寿命的因素。
检查与维修
定期对模具进行检查,发现异常及时处理, 避免问题扩大。
报废与更新
对损坏严重或达到使用寿命的模具进行报废 处理,及时更新。
05
模具应用与案例分析
追溯和控制。
03
模具设计规范
模具结构设计规范
01
02
03
04
模具结构应符合国家相 关标准,如《塑料模设 计手册》等。
模具结构应简单、紧凑, 便于制造、装配和维修。
模具应具有良好的刚性 和稳定性,确保成型过 程中不易变形。
模具应易于散热,以减 少成型周期和降低成型 温度。
模具编号规则

1目的
为了规范模具编号,便于企业内部制造、生产等方面的有效进行和企业内外的协作与交流。
2范围
本规则适用于本企业自主开发的、企业自身使用的模具的编号。
3总则
3.1 凡本企业开发并生产的模具都必须具有独立的编号。
3.2 模具编号必须与受控文件中的产品图样编号相对应。
4 模具的分类及编号
4.1 一付模具只出一种零件
4.1.1 编号的组成
编号由企业代号和模具顺序好组成,如下所示:
XX XX
阿拉伯数字表示,开发模具时间的先后顺序)
公司名称汉语拼音首字母的组合)
4.2 一付模具同时出多种零件
4.2.1 编号的组成
编号由企业代号、模具顺序号和产品种类编号组成。
模具顺序号和产品种类编号之间用短划“—”隔开,如下所示:
企业代号
4.3 总成产品用模具编号
4.3.1 一个总成产品有多种零件组成,一个零件为一付模具。
4.3.2 编号的组成
编号由企业代号、模具顺序号和产品种类编号组成。
模具顺序号和总成零件编号之间用“.”隔开,如下所示:
企业代号。
模具编号规范

沧州骏泽模具制造有限公司
产品标识方法
编号:JS-C11-V1.0
1 目的 统一模具产品标识,避免标识混乱造成的不良后果
2 适用范围
全公司
3 实施细则
3.1 标识方法
3.1.1 沧州骏泽模具制造有限公司承接制造的模具在铸造时必须铸造厂标
3.1.2 厂标格式
3.1.3 厂标铸造在该批次模具同一位置
3.1.4 小型模具不能铸造厂标的,在生产完毕时使用油漆喷涂厂标
3.1.5 模具涂装时使用醒目颜色与模具本体颜色进行区分,一般采用红色
3.2 工作令号编排
3.2.1 模具产品工作令号依照英文字母顺序按年度进行编排
3.2.2 模具产品工作令号编排采用年度字母+项目顺序数+制件序号+模具序号格
式。
例:A 1
- 1
模具顺序数
项目顺序数
年度字母(采用大写字母格式)
3.2.3 开始一个新的生产年度,采用新的年度字母进行标识。
根据年度生产合同
承接情况若项目顺序数字1-9使用完毕,则模具编号可以开始使用第二字母
3.3 使用方法
3.3.1 工作令号贯穿全公司使用,各部门使用工作令号统一
3.3.2 客户(合同)模具编号与工作令号使用不冲突,工作令号仅作为公司内部
生产编号使用
3.3.3 接收传真、整改、设计变更等内容需要转述下发的,需清晰标注工作令号
3.3.4 模具发运前涂装时,工作令号涂装模具本体颜色。
如客户要求不得保留的,
则进行打磨以后再行涂装。
4 本规定自下发之日起开始实施
编制:张正攀 审核: 批准:。
模具标牌编码规则

模具标牌/编码规则
1目的
统一模具产品标识,编码,避免标识编码混乱造成的不良后果
2适用范围
公司所有制作的模具,客户有要求时除外
3实施细则
3.1标识方法
3.1.1公司承接制造的模具在制作时必须制作标牌
3.1.2标牌格式
(具体参考CK-QP24-QR-36 模具标牌格式)3.2编码编排
3.2.1模具产品编码依照年度流水号编制
3.2.2模具产品编码编排采用公司名称缩写+年份编码+流水号(制件顺序数)格式。
例:CK - 14 - 397
制件顺序数(流水号)
年份编码
公司名称缩写(采用大写字母格式)
3.2.3开始一个新的生产年度,采用新的年份编码进行标识。
流水号编码为:001--999
3.3使用方法
3.3.1编码贯穿全公司使用,各部门使用编码统一
3.3.2客户(合同)模具编号与编码使用不冲突,编码仅作为公司内部生产编号使用
3.3.3接收传真、整改、设计变更等内容需要转述下发的,需清晰标注编码
3.3.4模具发运前涂装时,编码涂装模具本体颜色。
如客户要求不得保留的,则进行打磨以
后再行涂装。
6. 相关记录:
编号记录名称保存部门保存期限CK-QP24-QR-36模具标牌格式模具部模具寿命
7.修改记录。
模具编号规则
1目的
为了规范模具编号,便于企业内部制造、生产等方面的有效进行和企业内外的协作与交流。
2范围
本规则适用于本企业自主开发的、企业自身使用的模具的编号。
3总则
3.1 凡本企业开发并生产的模具都必须具有独立的编号。
3.2 模具编号必须与受控文件中的产品图样编号相对应。
4 模具的分类及编号
4.1 一付模具只出一种零件
4.1.1 编号的组成
编号由企业代号和模具顺序好组成,如下所示:
XX XX
阿拉伯数字表示,开发模具时间的先后顺序)
公司名称汉语拼音首字母的组合)
4.2 一付模具同时出多种零件
4.2.1 编号的组成
编号由企业代号、模具顺序号和产品种类编号组成。
模具顺序号和产品种类编号之间用短划“—”隔开,如下所示:
企业代号
4.3 总成产品用模具编号
4.3.1 一个总成产品有多种零件组成,一个零件为一付模具。
4.3.2 编号的组成
编号由企业代号、模具顺序号和产品种类编号组成。
模具顺序号和总成零件编号之间用“.”隔开,如下所示:
企业代号。
模具编号原则1
T△△ ○○○
模具制作序号,从001编起.
做作年份(如2002年则表示02).
自制模具代码.
3.2.2
一副模具对应多种产品的编号:
T△△ ○○○----A(B,C,D…)
多种产品代码,标示A(B,C,D…)产品同模.
模具制作序号,从001编起.
做作年份(如2002年则表示02).
泰鋼合金(深圳)有限公司
技術文件和資料
文件編號:TY/TD/075
標題:
模具编号原则
版號:C/A
頁碼:1/2
1.
目的:
为明确的标识模具,使模具编号统一并且有规则,防止模具用错.
2.
適用範圍:
適用於公司所有精铸模具和砂铸模具.
3.
3.1
3.2
3.2.1
內容:
精铸模具的编号原则.
自制模具编号(含外协制作模具)
自制模具代码.
如:T02534-A(B,C)代表JEY77001, JEY77002, JEY77003三种产品共模.
其中: T02534-A对应JEY77001; T02534-B对应JEY77002应多副模具的编号:
T△△ ○○○—★--A(B,C,D…)
分模具代码,A代表该模具的第一副模;B代表该模具的第二副模;依次类推.
多副模具总的数字代码.
模具制作序号,从001编起.
制作年份(如2002年则表示02).
自制模具代码.
如:T02354-3-A代表DEF02001产品由三套模具组成,A表示三套中的第一套模具.
T02354-3-B,B表示三套中的第二套模具等.
模具编号规则→A
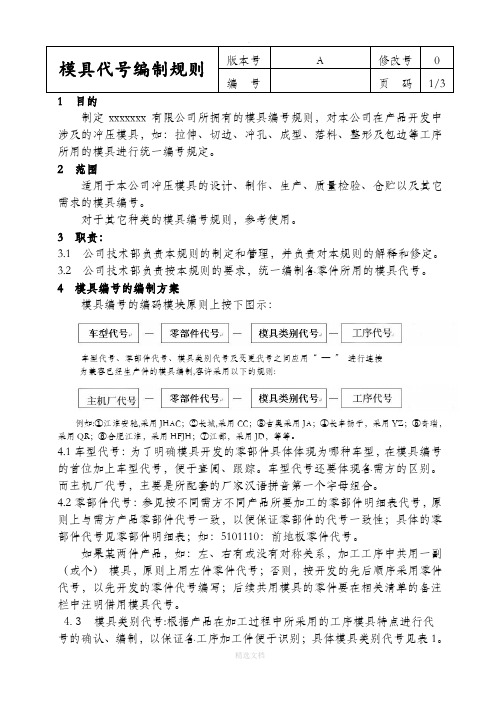
—制定xxxxxxx有限公司所拥有的模具编号规则,对本公司在产品开发中涉及的冲压模具,如:拉伸、切边、冲孔、成型、落料、整形及包边等工序所用的模具进行统一编号规定。
2 范围适用于本公司冲压模具的设计、制作、生产、质量检验、仓贮以及其它需求的模具编号。
对于其它种类的模具编号规则,参考使用。
3 职责:3.1 公司技术部负责本规则的制定和管理,并负责对本规则的解释和修定。
3.2 公司技术部负责按本规则的要求,统一编制各零件所用的模具代号。
4 模具编号的编制方案模具编号的编码模块原则上按下图示:车型代号、零部件代号、模具类别代号及变更代号之间应用“—”进行连接为兼容已经生产件的模具编制,容许采用以下的规则:例如:①江淮安驰,采用JHAC;②长城,采用CC;③吉奥采用JA;④长丰扬子,采用YZ;⑤奇瑞,采用QR;⑥合肥江淮,采用HFJH;⑦江都,采用JD,等等。
4.1车型代号:为了明确模具开发的零部件具体体现为哪种车型,在模具编号的首位加上车型代号,便于查阅、跟踪。
车型代号还要体现各需方的区别。
而主机厂代号,主要是所配套的厂家汉语拼音第一个字母组合。
4.2零部件代号:参见按不同需方不同产品所要加工的零部件明细表代号,原则上与需方产品零部件代号一致,以便保证零部件的代号一致性;具体的零部件代号见零部件明细表;如:5101110:前地板零件代号。
如果某两件产品,如:左、右有或没有对称关系,加工工序中共用一副(或个)模具,原则上用左件零件代号;否则,按开发的先后顺序采用零件代号,以先开发的零件代号编写;后续共用模具的零件要在相关清单的备注栏中注明借用模具代号。
4.3模具类别代号:根据产品在加工过程中所采用的工序模具特点进行代号的确认、编制,以保证各工序加工件便于识别;具体模具类别代号见表1。
模具代号编制规则版本号A修改号0编号页码1/3表1 模具类别代号(不采用英文缩写)要求而换模具等情况,仅一次的模具可以省略,两次的模具,要标注1/2、2/2;三次的模具,要标注:1/3,2/3,3/3等等;如:某一工件需两种冲孔模具,可以写:“……—1/2”、“……—2/2”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
—
制定xxxxxxx 有限公司所拥有的模具编号规则,对本公司在产品开发中涉及的冲压模具,如:拉伸、切边、冲孔、成型、落料、整形及包边等工序所用的模具进行统一编号规定。
2 范围
适用于本公司冲压模具的设计、制作、生产、质量检验、仓贮以及其它需求的模具编号。
对于其它种类的模具编号规则,参考使用。
3 职责:
3.1 公司技术部负责本规则的制定和管理,并负责对本规则的解释和修定。
3.2 公司技术部负责按本规则的要求,统一编制各零件所用的模具代号。
4 模具编号的编制方案
模具编号的编码模块原则上按下图示:
车型代号、零部件代号、模具类别代号及变更代号之间应用“ — ” 进行连接 为兼容已经生产件的模具编制,容许采用以下的规则:
例如:①江淮安驰,采用JHAC ;②长城,采用CC ;③吉奥采用JA ;④长丰扬子,采用YZ ;⑤奇瑞,采用QR ;⑥合肥江淮,采用HFJH ;⑦江都,采用JD ,等等。
4.1车型代号:为了明确模具开发的零部件具体体现为哪种车型,在模具编号的首位加上车型代号,便于查阅、跟踪。
车型代号还要体现各需方的区别。
而主机厂代号,主要是所配套的厂家汉语拼音第一个字母组合。
4.2零部件代号:参见按不同需方不同产品所要加工的零部件明细表代号,原则上与需方产品零部件代号一致,以便保证零部件的代号一致性;具体的零部件代号见零部件明细表;如:5101110:前地板零件代号。
如果某两件产品,如:左、右有或没有对称关系,加工工序中共用一副(或个) 模具,原则上用左件零件代号;否则,按开发的先后顺序采用零件代号,以先开发的零件代号编写;后续共用模具的零件要在相关清单的备注栏中注明借用模具代号。
4.3 模具类别代号:根据产品在加工过程中所采用的工序模具特点进行代 号的确认、编制,以保证各工序加工件便于识别;具体模具类别代号见表1。
模具代号编制规则
版本号 A 修改号 0
编 号
页 码 1/3
模具代号编制规则
版本号 A 修改号 0
表1 模具类别代号(不采用英文缩写)
度要求而换模具等情况,仅一次的模具可以省略,两次的模具,要标注1/2、2/2;三次的模具,要标注:1/3,2/3,3/3等等;如:某一工件需两种冲孔模具,可以写:“……—1/2”、“……—2/2”。
对于具有复合特性的模具,以主要加工的为准,如:落料与冲孔同时进行,可以按落料特性来编写。
注:采用第一个字母组合,例如:折弯、翻边,ZW-FB等等;斜楔翻边/冲孔/修边,英文代号:CFL/CPI/CTR。
5、模具编号规则见表2
6、示例
1. 1021N-5101110-CX:
1021N 双排轻型载货汽车;
5101110 前地板;
CX 成型;
2. 1021T-5101110-LS-1/2:
1021N 单排轻型载货汽车;
5101110 前地板;
LS 拉伸;
1/2 二次拉伸中第一次拉伸模具。
7、附件
《模具明细表》。