机械加工工序卡片
机械加工工序卡片工艺过程卡片
机械加工工序卡片工艺
过程卡片
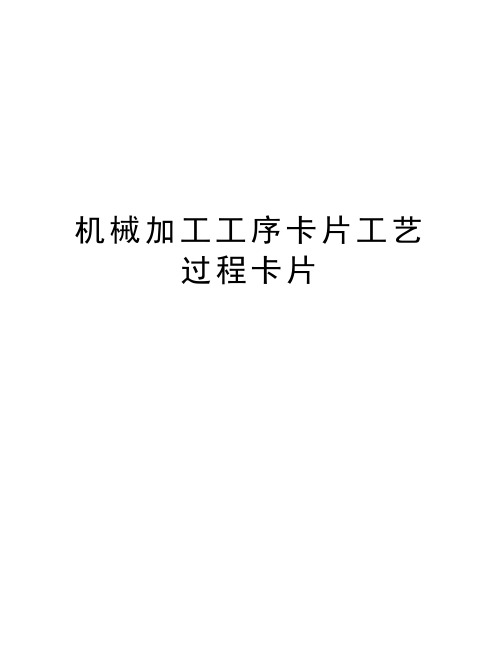
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
车间
毛坯种
类
铸件
设备名
称
摇臂钻
床
夹具编号
工位器具编号
工
步工步内容工艺装备主轴速度
机械加工工序卡片
工艺装备
机械加工工序卡片
工艺装备
机械加工工艺过程卡片。
机械加工工艺卡片

编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺卡片
机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌1毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铸造底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌2毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌3毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌4毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 以Φ40外圆柱面为粗基准粗车端面A底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌5毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌6毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌7毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌8毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌9毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铣槽18底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌10毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 去毛刺底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌11毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 清洗底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌12毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 终检底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)。
机械加工工序卡片介绍
机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校底图号装订号设计(日期)审核(日期)规范化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称零(部)件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助描图描校。
机械加工工艺过程及工序卡片

机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
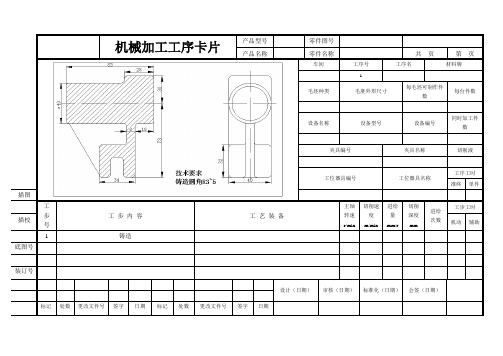
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具ቤተ መጻሕፍቲ ባይዱ称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工序卡片工艺过程卡片
49.1
0.8
1.5
1
15.6s
2.34s
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
底图号
装订号
描校
描图
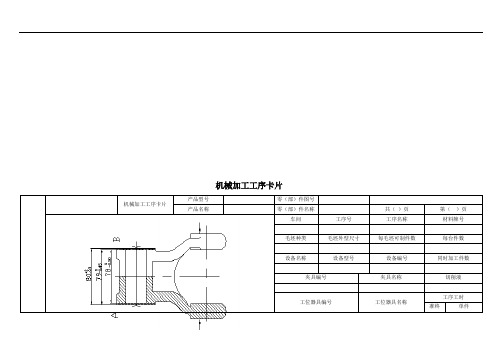
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第2页
车间
工序号
工序名
材料牌号
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
材料牌号
1
粗铣端面
HT200
毛坯种类
毛坯外 形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
XA5032
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度 r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
(完整版)机械加工工序卡片

机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 1 页车间工序号工序名材料牌号金工 3 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 2 页车间工序号工序名材料牌号金工 4 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 3 页车间工序号工序名材料牌号金工 5 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 4 页车间工序号工序名材料牌号金工 6 镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺350 35.6 1 5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 5 页车间工序号工序名材料牌号金工7 铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 6 页车间工序号工序名材料牌号金工8 钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第7 页车间工序号工序名材料牌号金工9 钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程及工序卡片

车
校正夹具端面的圆跳动不大于0。03mm;同时装夹两工件,找正中心,车台阶面及孔至尺寸φmm
机加工
CL6140
直角内孔车刀,精度0。02mm、量程0~150mm游标卡尺,Φ56mm塞规,12°活扳手
9
铣
将夹具装上工作台,找正夹紧,同时装上6件工件,铣平面至表面精度要求,保证尺寸24mm
机加工
B1—400K
专用夹具,45°端面车刀
260
29
02
4
设计日期
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第7页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
07
刨
HT200
毛坯种类
造型、浇注、清砂
铸
3
漆
非加工表面涂红丹底漆
铸
4
划
按图划出φ20H7孔十字中心线,并打上样冲眼
机加工
立德粉,划针,样冲头,小锤子
5
粗车
用单动卡盘夹右端面尺寸35mm处,找正左端面,车左端面,保证尺寸16.5mm;钻孔φ20H7至尺寸φ19mm,装夹不变,精车左端面,保证尺寸16mm;
车孔φ20mm留余量0。05~0.08mm,孔口倒角C1;铰孔尺寸至φ20H7
处数
更改文件号
签字
日期
235
59
机械加工工艺过程卡片及工序卡
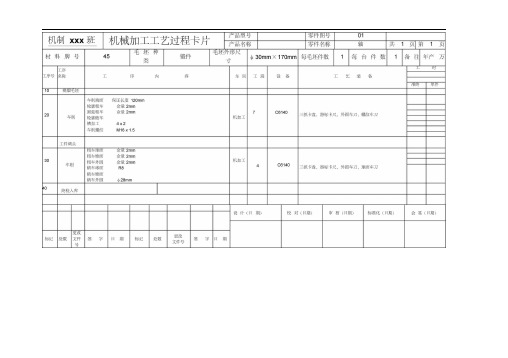
机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。
机械加工工序卡片

机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号10 粗铣22φ上端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 粗铣22φ上端面255 64 2描校底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号20 加工36mm下端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 粗铣36mm下端面255 64 2描校2半精铣36mm下底面490 123 1底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号30 钻11φ通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数钻床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 钻11φ通孔1360 47 0.1描校底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号40 粗铣以及半精铣端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式铣床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 粗铣28φ前端面255 64 2描校2粗铣26φ前端面255 64 2 3 半精铣28φ前端面255 64 2底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号50 粗铣以及半精铣端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式铣床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 粗铣26φ后端面255 64 2描校2粗铣28φ后端面255 64 2 3 半精铣28φ后端面255 64 2底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号60 钻→扩→粗铰→精铰18φ的孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数钻床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 钻17φ的通孔1000 53 0.1描校2扩孔至17.85φ1000 56 1 3 粗铰至17.94φ1000 56 0.2 4精铰至189Hφ80 4.5 0.2底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号70 钻→扩→粗铰→精铰16φ的孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数钻床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 钻15φ的通孔1000 47 0.1描校2扩孔至15.85φ1000 49 0.9 3 粗铰至15.95φ1000 50 0.2 4精铰至189Hφ125 6.28 0.2底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1描校底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡片与工序卡

机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面R8精车锥面精车外圆φ28mm机加工4C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ30x170 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 端面车削端面车刀,游标卡尺320 30 0.2 1 12 轮廓车削外圆车刀,游标卡尺320 300.2 23 槽加工槽车刀,游标卡尺320 30 2 2 14 螺纹车削螺纹车刀,游标卡尺100 30 1.5 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 2 页车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
机械加工工序卡片工艺过程卡片

工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
粗铣左端面
mmRa6.3um
端铣刀
游标卡尺
104
49.1
0.8
1.5
1
15.6s
2.34s
2
粗铣法兰盘边缘端面
Ra6.3um
端铣刀
游标卡尺
104
18
8
0.02
0.25
1
129.6s
3.24s
2
磨内圆
砂轮
游标卡尺
1500
18
0.8
0.3
1
41.5s
2.34s
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
湖州师范学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
连接座
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
机械加工工序卡片+机械加工实用工艺过程卡片

机械加工工艺过程卡片14 钳倒角0.5x45°15 去叉脚毛16 去14H13槽毛刺17 检验1819设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(1)页车间工序号工序名称材料牌号1 钳KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数C6136[专] 1机械加工工序卡片产品名称倒档拨叉零件名称倒档拨叉共(14)页第(2)页车间工序号工序名称材料牌号金工 2 车KTH350-10 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数车床C6136 1夹具编号夹具名称切削液拨叉孔夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ø13.5(0.12)孔,刮研Ø24保持尺寸36.5 钻刮复合钻Ø13.5xØ30750 27 0.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(3)页车间工序号工序名称材料牌号金工 3 车KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数自制拉床 1夹具编号夹具名称切削液拉夹具乳化液工序工时(分)工位器具编号工位器具名称准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 拉Ø14H9(0.043)孔圆孔拉刀Ø14H9L;30∽50 750 27 0.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(4)页车间工序号工序名称材料牌号金工 4 车KTH350-10标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(5)页车间工序号工序名称材料牌号金工 5 车KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数车床C616 1夹具编号夹具名称切削液拨叉第二次平端面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 平端面,保证尺寸40.5 车刀750 56.5 0.4 12 倒角1x45°设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(6)页车间工序号工序名称材料牌号金工 6 整形KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(7)页车间工序号工序名称材料牌号金工7 粗细脚面KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数铣床X62w 1夹具编号夹具名称切削液12.37.108/x1 粗细脚面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助三面刃铣刀Ø120x12、游标卡1 粗细脚面,保证尺寸6.7±0.12,4.65±0.12150 56.5 3.2尺2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(8)页车间工序号工序名称材料牌号金工8 铣开挡KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(9)页车间工序号工序名称材料牌号金工9 铣槽KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数铣床X6232 1夹具编号夹具名称切削液铣槽14D7夹具拨叉第二次平端面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣14H13(0.270)槽,保证尺寸16.5±0,6,12 三面刃铣刀Ø125x14H13190 74.5 2.42设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(10)页车间工序号工序名称材料牌号金工10 铣面KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数铣床X62w 1机械加工工序卡片理工学院 机械加工工序卡片产品型号 零件图号 A4 B100214 15 产品名称倒档拨叉零件名称倒档拨叉共(14)页 第(11)页车间 工序号 工序名称 材 料 牌 号 金工 11 钻孔 KTH350-10 毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件 110×70×50 1 设备名称 设备型号 设备编号同时加工件数钻床 Z51401 夹具编号夹具名称切削液 12.37.108/Z1拨叉第二次平端面夹具乳化液 工位器具编号 工位器具名称工序工时 (分)准终单件工步号工 步 容工 艺 装 备主轴转速切削速度 进给量 切削深度进给次数工步工时r/minm/min mm/r mm 机动 辅助 1 钻0.108.7+Φ孔,保证尺寸16.5±0.06 钻头Ø8.7 1000 27.33 0.32 尺寸0132-设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(12)页车间工序号工序名称材料牌号金工12 去毛刺KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液拨叉第二次平端面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 去毛刺手动铰刀Ø14H92设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(13)页车间工序号工序名称材料牌号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(14)页车间工序号工序名称材料牌号14 钳KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助。
机械加工工序卡片

万向节滑动叉 6kg 料 型式 硬度 HB207~241 备 型号 专用夹具 C620-1 进给量 mm/r 0.4 0.6 0.6 主轴转速 r/s 12.6 12.6 12.6 12.6 1 3.08 共 13 页 切削速 度 m/s 2.57 2.57 2.57 2.57 0.58 0.5 第1 页 基本工 时 min 0.16 0.22 0.06 模锻件 夹具 辅助工具 重量 同时加工零件数 毛坯 1
走刀长 度 mm
走刀次数
轮 GB46ZR1A6P 350×40×127mm
卡板
1500
设计者
指导老师
周玉丰
共 13 页
第9页
四川信息职业技术学院 机电工程系
机械加工工序卡片
工序名称
钻 M8 底孔及倒角
工序号
10
零件号 零件名称 零件重量 材 牌号 45 钢 设 名称 台式钻床 安装 1 工步 1 2 2 1 2 安装及工步说明 钻 M8 底孔 Ø6.7mm 两个 倒角 120° 钻 M8 底孔 Ø6.7mm 两个 倒角 120° 刀具 Ø6.7mm 钻头 120°锪钻 Ø6.7mm 钻头 120°锪钻 17.25 1 3.35 0.1 量具 走刀长度 mm 17.25 走刀次数 1 切削深 度 mm 3.35 万向节滑动叉 6kg 料 型式 硬度 HB207~241 备 型号 专用夹具 Z4112-2 进给量 mm/r 0.1 主轴转速 r/s 13.33 13.33 13.33 13.33 0.28 0.29 切削速 度 m/s 0.28 基本工 时 min 0.29 模锻件 夹具 辅助工具 重量 同时加工零件数 毛坯 1
钻通孔 Ø25mm 扩钻通孔 Ø41mm 扩花键底孔 Ø43mm 镗止口 Ø55mm,保证尺寸 140±0.4mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工序卡片
产品名称联轴器零件名称联轴器共7 页第 1 页
车间工序号工序名材料牌号
金工 3 车HT200
毛坯种类毛坯外形尺寸每坯可制件数每台件数
铸造 1 1
设备名称设备型号设备编号同时加工件数
卧式车床CA6140 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时
描图机动辅助
1 以Ø55mm处外圆及其端面定位,粗车
半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游
标卡尺
220 24 3 15 1
描校
底图号装订号
设计(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片
产品名称联轴器零件名称联轴器共7 页第 2 页
车间工序号工序名材料牌号
金工 4 车HT200
毛坯种类毛坯外形尺寸每坯可制件数每台件数
铸造 1 1
设备名称设备型号设备编号同时加工件数
卧式车床CA6140 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时
描图机动辅助
1 以加工过的Ø110mm外圆及其端面定位,粗
车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游
标卡尺
220 24 3 15 1
描校
底图号装订号
设计(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片
产品名称联轴器零件名称联轴器共7 页第 3 页
车间工序号工序名材料牌号
金工 5 车HT200
毛坯种类毛坯外形尺寸每坯可制件数每台件数
铸造 1 1
设备名称设备型号设备编号同时加工件数
卧式车床CA6140 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时
描图机动辅助
1 以加工过的Ø55mm外圆及其端面定位,粗镗
Ø35mm内孔专用夹具,高速钢刀具,游
标卡尺
220 24 3 15 1
描校
底图号装订号
设计(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片
产品名称联轴器零件名称联轴器共7 页第 4 页
车间工序号工序名材料牌号
金工 6 镗HT200
毛坯种类毛坯外形尺寸每坯可制件数每台件数
铸造 1 1
设备名称设备型号设备编号同时加工件数
卧式车床CA6140 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时
描图机动辅助
1 以Ø55mm外圆及其端面定位,精镗Ø35mm内
孔
专用夹具,镗刀,游标卡尺350 35.6 1 5 1
描校
底图号
装订号
设计(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片
产品名称联轴器零件名称联轴器共7 页第 5 页
车间工序号工序名材料牌号
金工7 铣HT200
毛坯种类毛坯外形尺寸每坯可制件数每台件数
铸造 1 1
设备名称设备型号设备编号同时加工件数
铣床X52K 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时
描图机动辅助
1 以Ø55mm外圆及端面定位,粗铣、半精铣键
槽
专用夹具,插刀,游标卡尺220 24 3 15 1
描校
底图号
装订号
设计(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片
产品名称联轴器零件名称联轴器共7 页第 6 页
车间工序号工序名材料牌号
金工8 钻HT200
毛坯种类毛坯外形尺寸每坯可制件数每台件数
铸造 1 1
设备名称设备型号设备编号同时加工件数
钻床Z525 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时
描图机动辅助
1 以Ø30mm孔端面定位,一共要加工4个Ø11mm
孔
专用夹具,钻头,游标卡尺285 19.9 1 1.5 1
描校
底图号
装订号
设计(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片
产品名称联轴器零件名称联轴器共7 页第7 页
车间工序号工序名材料牌号
金工9 钻孔攻丝HT200
毛坯种类毛坯外形尺寸每坯可制件数每台件数
铸造 1 1
设备名称设备型号设备编号同时加工件数
钻床Z525 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
背吃
刀量
mm
进给
次数
工步工时
描图机动辅助
1 钻孔攻丝M8专用夹具,钻头,丝锥,游
标卡尺
285 19.9 1 1.5 1
描校
底图号
装订号
设计(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期。