《港口装卸工艺课件》第三章件杂货
港口货物的种类:分为件杂货、干散货和液体货

港口货物的种类:分为件杂货、干散货和液
体货
从运输、存储条件和装卸工艺的角度考虑,货物可分为三大类:件杂货、干散货和液体货。
1.件杂货
凡成件运输和保管的货物,不论有无包装,都可称件杂货。
它们的形式、外形、大小及重量各不相同,种类繁多。
包装货常见有袋装、捆装、箱装、桶装、篓装和罐装等;无包装的大宗零散件货,如金属及其制品、木材等;单个大件货,如机械设备、金属构件等。
件杂货由于单件重量小,影响装卸设备的生产率。
为了提高装卸效率,件杂货可用网络、绳扣、货板等成组工具,提高装卸单元的重量,使零散的、单件的件货组装成比较统一的成组件货,成组工具随货运转,成组件一般每件重1.5—3吨。
2.干散货
这类货物包括散装谷物、煤炭、矿石、散装水泥、矿物性建筑材料及化学性质比较稳定的块状或粒状货物。
常见的散装谷物有小麦、玉米、大米、大豆等。
煤炭是一种大宗散货,种类繁多;矿石种类许多,大宗运输的有铁矿石、磷矿石、锰矿石等;矿物性建筑材料有沙、碎石、石材等。
干散货通常是大宗的,因此常为其设置专用码头。
3.液体货
这类货物包括石油、石油产品、植物油和液化气等。
大量通过港
口的原油和成品油,属于易燃液体。
港口装卸工艺第三章 件杂货装卸工艺
29
四、件杂货装卸工作特点
* 总之,由于件杂货是散件装卸运输的,所以在装卸时 一定要保证其完整无损. * 装卸作业时的注意事项 ° (1)工作地点要整洁,特别对于食品更要注意保持 吊货工夹具、机械的工作机构和工作人员的清洁; ° (2)选用合适的、牢固的吊货工夹具; ° (3)正确地将货物安放在吊货工夹具上; ° (4)平稳地升降货吊; ° (5)将件货整齐地安放在水平运输机械上,必要时对 货组进行捆扎,以免在运输过程中振落受损。
5
° ° °
第一节 概述
* 一、件杂货分类 1.包装货物 ∙ 包装货物是指以各种器皿、容器、器具盛装或 用包装材料包装或包扎的货物。 ∙ 形式可分为: ° (1).袋装货物 ° (2).捆装货物 ° (3).桶装货物和圆筒状货物 ° (4).箱装货物 ° (5).筐、篓、坛装物
6
一、件杂货分类
* 1.包装货物 (1).袋装货物 袋装货物如袋粮、袋盐、袋装化肥、袋装 水泥和某些矿产品等。 袋装包装材料可分织物、纸、草席等几种。 袋物的形状、尺寸、重量根据袋内的货物 而定。 通常一件袋 装货 物的长度为 60 ~ 100cm , 宽度为40-70cm,高度为15-40cm。纸袋包 装的袋物单件重量 40-50kg ,织物包装单 件重量为40-150kg。
* • • (3)桶装货物和圆筒状货物 圆筒状货物 电缆、钢丝绳、输送机的胶带等是绕在两端面为圆形木 板的卷筒上运输的,卷筒中央有孔,可由此插入吊货工 夹具进行装卸。纸张等则是卷在筒芯上成圆筒状运输的。
港口装卸工艺——第三章 件杂货装卸工艺
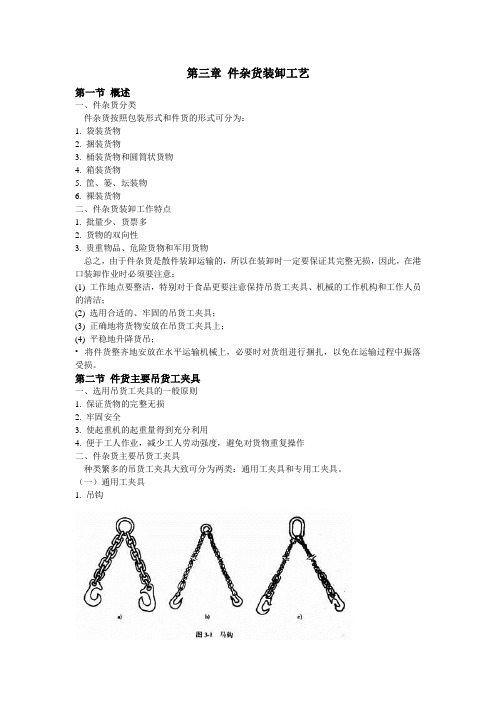
第三章件杂货装卸工艺第一节概述一、件杂货分类件杂货按照包装形式和件货的形式可分为:1. 袋装货物2. 捆装货物3. 桶装货物和圆筒状货物4. 箱装货物5. 筐、篓、坛装物6. 裸装货物二、件杂货装卸工作特点1. 批量少、货票多2. 货物的双向性3. 贵重物品、危险货物和军用货物总之,由于件杂货是散件装卸运输的,所以在装卸时一定要保证其完整无损,因此,在港口装卸作业时必须要注意:(1) 工作地点要整洁,特别对于食品更要注意保持吊货工夹具、机械的工作机构和工作人员的清洁;(2) 选用合适的、牢固的吊货工夹具;(3) 正确地将货物安放在吊货工夹具上;(4) 平稳地升降货吊;•将件货整齐地安放在水平运输机械上,必要时对货组进行捆扎,以免在运输过程中振落受损。
第二节件货主要吊货工夹具一、选用吊货工夹具的一般原则1. 保证货物的完整无损2. 牢固安全3. 使起重机的起重量得到充分利用4. 便于工人作业,减少工人劳动强度,避免对货物重复操作二、件杂货主要吊货工夹具种类繁多的吊货工夹具大致可分为两类:通用工夹具和专用工夹具。
(一)通用工夹具1. 吊钩2. 吊索和网络3. 货板(二)专用工夹具三、成组工具需要量的计算1. 装卸搬运所需的成组工具数2. 港内堆存用的成组工具数3. 运输所需要的成组工具(货板)数第三节件杂货装卸、水平运输机械根据件杂货的装卸特点,件杂货装卸机械化系统是由装卸船舶的机械、水平运输机械和库(场)内机械组成。
下面分别介绍这三类机械。
一、装卸船舶机械1. 门座起重机门座起重机是件杂货码头最常用的主要岸机,其工作的特点是:1) 起升高度大2) 臂幅大、工作区域大3) 使用灵活、定位性好。
4) 起重量大5) 通用性好2. 船舶吊杆使用船舶吊杆进行船舶装卸作业的特点是:1) 码头的造价低2) 件杂货码头的营运费用低、装卸成本低3. 船舶吊杆使用中存在的问题港口在采用船舶吊杆进行船舶作业时,应注意以下事项:(1) 水位差变化比较大的港口,采用船吊作业时必须验算船舶满载低潮时,作业是否有困难。
港口装卸工艺(简本)PPT精选文档

❖ 袋装货物:袋粮、袋糖、袋化肥等 ❖ 捆装货物:棉花包 ❖ 桶装货物:液体货,铁桶、木桶 ❖ 箱装货物:百货、食品、五金、机械设备 ❖ 筐、篓、罐装货物: ❖ 无包装货物:汽车、型钢
13
4、件杂货装卸工艺特点
❖ 批量小 1)事先要集中,尺寸不一,重量不同,包装各异 2)货票多,易混淆,容易产生货差 3)大部分要在仓库内保管,应形状不同而使仓库利用率下降 4)操作次数多,效率低,运载工具在港时间长,工时消耗大
专业化优点:
(1)港口企业采用专门设备和特殊的工艺,有利于实现机械化、半自动化 和自动化;
(2)港口生产效率提高,从而增加了港口的通过能力; (3)有利于提高港口生产技术水平和工人的劳动熟练程度,从而降低劳动
强度,减少体力劳动者的人数;
4
(4)缩短船舶在港停留时间,提高了船舶运力的利用; (5)既增加产量,也节省了包装费用,从而降低了运输和装卸成本,提高
可用人工一次搬运,一
1
般不便于机械使用
可以方便地使用机械搬
2
运
不需要借助其它机械便
3
可搬动
货物已处于移动状态 4
❖ 利用重力原则:在装卸作业中,凡能利用重力运移货物的要尽可能利 用。
❖ 利用工属具原则:尽可能使用既有利于操作安全、简便。又能充分利 用装卸、搬运设备能力的工属具,以提高装卸、搬运的作业效率。
❖ 减少终端站停留时间原则:在作业过程中,增加作业的流动时间所占比 重,而减少作业两端的停留时间所占比重。
7
❖ 专业化原则:尽可能采用专门的工艺,专用的设备进行货物的装卸、 搬运和储存。
❖ 适应性原则:采用ቤተ መጻሕፍቲ ባይዱ工艺方案或者装卸设备应尽可能地能运用于不同 的种类的货物的装卸作业要求。
件杂货码头装卸作业—装卸作业工序

• 卸船时,舱内人力组关 的安排
• 装船时,舱内人力组关 的安排
Байду номын сангаас
• 成组运输,成组装 卸:货物在舱内以 网络或货板成组、 或捆装的形式堆码
• 特形、大件货物装卸:采用专用吊货工属具(见图 1-6)
• 舱底作业:作业环境差,作业安全性差,生产效 率低,5000T以下船舶(舱室净空小,机械难以 展开作业)大都采用人工堆码和组关,劳动强度 大,工作易疲劳
舱底作业
• 专业化原则 • 标准化原则 • 充分利用机械原则 • 充分利用工夹具原则 • 尽量减少作业环节原则 • 合理搬运路线原则 • 作业各环节生产能力相互协调原则 • 各环节的生产率应服从主导机械的生产率 • 灵活性原则
3.舱底作业
• 散件运输,成组装卸 :货物在舱内以散件 堆存,装卸船过程中 ,利用网络或货板, 以成组形式进行起落 舱作业。
1.水平搬运作业
• 牵引车司机尽量选择合理的机械运行路线,改完 、过道口要一看、二慢、三通过
• 运输机械司机应检查货关,放平后才能开车 • 参加卸货作业的内燃机要套灭火罩 • 避免车辆伤害事故
• 箭头所指处为灭火罩
2.库场内作业
• 叉车作业人员中,应指定专人配合机械作业 • 装棚车时,应优先配用带夹具铲车 • 夜间装卸作业照明,应使用低压照明灯 • 注意货叉的长度,叉架的宽度和起升高度
⑤ 关位必须置于舱口直下位置,避免起吊时发生 托关现象;货关出舱时,作业人员应避让。
⑥ 夜间舱内作业应使用防爆灯。
⑦ 按票均衡装卸货物,严禁混堆、混卸。 ⑧ 卸船时遇有原残情况,要及时与船舶负责人联
系,分清货损责任。 ⑨ 上下舱不准披衣服,手中不拿其他物品。 ⑩ 注意照明。遵守危险品装卸规则。
《港口装卸工艺学》课件

根据液化气体的种类和特性,液化气装卸 机械与设备可分为液化石油气装卸机械与 设备和液化天然气装卸机械与设备两类。
液化气装卸机械与设备应用场景
液化气装卸机械与设备发展趋势
广泛应用于液化气库、燃气公司、化工企 业等场所,用于装卸各种液化气体。
随着能源结构的调整,液化气装卸机械与 设备正朝着高效、节能、环保的方向发展 。
人工智能技术
应用于装卸设备的控制和调度,提 高作业效率。
03
02
大数据分析
对港口运营数据进行深度挖掘和分 析,为决策提供支持。
区块链技术
实现港口物流信息的不可篡改和透 明化,提高信息安全性。
04
CHAPTER
05
案例分析
某港口散货装卸工艺优化案例
总结词
通过采用新型装卸设备和技术,优化散货装卸工艺流程,提高装卸效率。
液化气装卸工艺流程是指对液化气进行装卸的工艺过程,包括液化气 从码头到仓库或从仓库到码头的运输、装卸和储存等环节。
02
液化气装卸工艺流程通常采用液化气罐车、液化气泵等设备来完成, 以提高装卸效率和安全性。
03
在液化气装卸工艺流程中,液化气的计量、采样、化验等环节也需要 进行,以确保液化气的质量和数量符合要求。
04
液化气装卸工艺流程的设计需要考虑码头的吞吐量、液化气的种类和 特性、装卸设备的性能和数量等因素。
CHAPTER
03港口装卸机械与设备货装卸机械与设备散货装卸机械与设备概述
散货装卸机械与设备是用于装 卸大宗散货物的专用机械,包 括抓斗起重机、装船机、卸船 机等。
散货装卸机械与设备分类
根据散货的特性,散货装卸机 械与设备可分为干散货装卸机 械与设备和液体散货装卸机械 与设备两类。
港口规划与布置第三章 港口装卸工艺.
主讲:宋永军
第三章 港口装卸工艺
港口货物装卸和搬运的方法和程序称为港口 装卸工艺。货种、数量、流向、包装形式、港口自 然条件、设计船型、集疏运方式、码头型式等影响 港口装卸工艺的设计。 目标:缩短在港时间,提高效率,降低成本。 操作过程:车、船、库(场)之间,货物经 过其中两个环节完成一次货物搬运作业过程。 车 船:卸车装船或卸船装车 车 库场:卸车入库场存放或出库场装车。 船 库场:卸船入库场存放七出库场装船 船 船:卸船装船(水 水转运) 库场 库场:库场之间的倒载搬运
2)轮胎式起重机(轮胎吊) 特点:装在专用的轮胎底盘上,全旋转臂架 可提升或水平移动,流动式起重机, 装卸驳船等,服务区域大。 起重范围尤其注意 3)浮式起重机(起重船、浮吊) 特点:装在专用船上的臂架起重机。水上装 卸、利用率高、降低码头建设成本、 造价较高、管理人工高。
二、水平搬运机械:蓄电池搬运车、叉式装卸车 (叉车)、牵引车挂车、货车, 主要由运距、货件重量来选型。
集装箱装卸桥(岸桥)quayside container crane 装卸桥决定了集装箱码头的装卸能力。其起 重能力应保证起吊到港最大集装箱及到港船舶最重 舱盖板;装卸桥的外伸距应考虑甲板上允许堆放集 装箱的最大高度。当船舶向外横倾3°时,能吊起 甲板舷侧最上层集装箱;轨距内能安排下3条接运 线;装卸桥的起升高度满足设计高水位空载及设计 低水位时满载时装卸。 集装箱堆场作业机械:集装箱牵引车、挂车、 跨运车、叉车、轮胎式龙门起重机、轨道式龙门起 重机、正面吊。
(1) 工作地点要整洁,特别对于食品更要注意 保持吊货工夹具、机械的工作机构和工作人员 的清洁; (2)选用合适的、牢固的吊货工夹具; (3)正确地将货物安放在吊货工夹具上; (4)平稳地升降货吊; (5)将货件整齐地安放在水平运输机械上,必 要时对货组进行捆扎,以免在运输过程中振落 受损。
港口工程规划第3章 装卸工艺
装卸工艺是货物在港内装卸、搬运的方法和程序3.1 货物在港内的作业方式3.2 装卸工艺设计原则3.3 装卸工艺设计3.1货物在港内的作业方式▲货物装卸过程P50——图3-1货物出口装卸过程▲名词术语(1)操作过程——根据一定的装卸工艺完成一次货物的搬运过程。
一般货物在港内的操作过程有以下几种:车⇔船:卸车装船或卸船装车车⇔库场:卸车入库场存放或出库场装车。
船⇔库场:卸船入库场存放或出库场装船船⇔船:卸船装船(水⇔水转运)库场⇔库场:库场之间的倒裁搬运(2)装卸过程:货物从进港运输工具上卸下到装上出港运输工具的全过程,也叫换装过程。
直接换装:只经一次操作(一个操作过程)即可完成全部装卸过程的作业方式,也叫直取作业。
间接换装:经二次以上操作才能完成换装过程的作业方式(3)操作系数操作量:每个操作过程中装卸货物的数量,用P表示。
装卸量:一个换装过程中装卸货物的数量,用Q表示。
操作系数:操作量与装卸量的比值,用ρ表示。
ρ=P/Q≥1 (ρ=1时即为直取作业)(4)装卸作业线按一定装卸工艺完成一定的操作过程的劳动力和装卸机具的组合作业线数量反映港口的装卸能力(5)机械效率机械在一定时间内(一般指一小时)所能装卸货物的数量,以自然吨计。
额定效率:无任何干扰的条件下连续作业实际效率:实际条件下所能装卸货物的数量(6)仓时量、船时量、船天量仓时量:一个仓口每小时内完成的货物装卸量船时量:一艘船每小时内完成的货物装卸量船天量:一艘船每天时内完成的货物装卸量仓时量、船时量——机械额定效率船天量——机械实际效率▲换装操作方式水⇔陆联运:①车⇔船操作次数n =1水⇔水联运:⑤船⇔船1⑥船⇔库场⇔船2⑦船⇔港驳⇔库场⇔船3⑧船⇔港驳⇔库场⇔港驳⇔船4P =nQ ②车⇔库场⇔船2③车⇔港驳⇔船2④车⇔库场⇔港驳⇔船33.2 装卸工艺设计原则(1)工艺布置、设备选择应符合消防、劳动安全、港务管理等有关安全规定;(2)装卸工艺方案应全面考虑货种、流量、流向、船型、集疏运方式、管理水平和经济条件等综合因素来确定;(3)装卸工艺流程力求先进、通畅、实用,尽量减少操作环节;(4)卸机械设备选型应以先进、定型产品为主,通用性强,操作简便,性能可靠,能耗低,易维修的设备。
件杂货码头装卸作业—件杂货码头装卸作业组织

• 可计算得出N主=4台?
2. 有关装卸工艺标准制定的计算 • 该精盐为尼龙袋包装,每袋净重为50kg,舱底作
业采用人力装网络(1.7m×1.7m),标准关为40 袋(2t);吊机平均周期为180s,牵引车平均每 次拖带4t,平均周期为320s,船舱内每两人一组 ,每组一关货物花费340s(包括摘挂钩时间), 库场堆码作业每两人一组,堆码一关货物平均需 要335s。
① 主机生产率:P吊 ② 水平搬运机械配置:P牵、n牵 ③ 装卸工人数配置 • 舱内工人配置:P舱、N舱工 • 库内工人配置:P库、N库工 ④ 工班纯作业时间 ⑤ 工班作业量
▪ 某轮载有袋装化肥 3100 吨。船舶各舱载货量分别为:一舱 :400 吨、二舱: 1000 吨、三舱:1200 吨、四舱:500 吨。计划纯装卸作业时间为20小时。操作过程为:船→库, 拟采用船(人力组关)→门座起重机→牵引车挂车→库 (人 力堆码)。
▪ 有关装卸工艺标准为:该化肥为尼龙袋包装,每袋净重为 50kg, 舱底作业采用人力装网络 (1.7×1.7m), 标准关 为40袋(2t);吊机平均周期为180s,牵引车平均每次拖带 4t,平均周期时 间为320s,船舱内每两人一组,每组一关 货物花费340s(包括摘挂钩时间),库场 堆码作业每两人 一组,堆码一关货物平均需要时间为335s。 拟作出较合理 的生产安排:(1)计算主机生产率;(2)计算拟安排作业 线数(主机台数);(3)水平搬运机械的配置;(4)装卸 工人数配置;(5)库内工人数配置;(6)计算工班纯作业 时间;(7)计算工班作业量。
2.作业机械舱时分配
▪ 在上述案例中,4台生产率分别为40t/(台时) 的门机进行装卸,即开工作业线为4条。船舶各 舱货载量分别为:一舱:400t,二舱:1000t, 三舱:800t,四舱:520t。全船最短装卸作业 时间的计算:
第三章-件杂货装卸工艺

装卸作业时的注意事项
(1)工作地点要整洁,特别对于食品更要注 意保持吊货工夹具、机械的工作机构和工作人 员的清洁;
(2)选用合适的、牢固的吊货工夹具; (3)正确地将货物安放在吊货工夹具上; (4)平稳地升降货吊; (5)将货件整齐地安放在水平运输机械上, 必要时对货组进行捆扎,以免在运输过程中振 落受损。
成组网络钩
2.吊索和网络
3.货板(托盘)
(二)专用工夹具
油桶夹
卷钢板夹
第三节 件杂货装卸、水平运输机械
根据件杂货的装卸特点,件杂货装卸 机械化系统是由装卸船舶的机械、水平运 输机械和库(场)内机械组成。下面分别 介绍这三类机械。
一、装卸船舶机械
第二节 件杂货主要吊货工夹具
由于件杂货品种的多样性,所以件杂货码 头通常是配置通用性强的装卸机械,为了使通 用性机械能适应各种不同外形、不同种类的货 物装卸,就必须应用各式各样的件杂货吊货工 夹具。
一、选用吊货工夹具的一般原则
1.牢固安全 2.保证货物的完整无损 3.使起重机的起重量得到充分利用 4.便于工人作业,减少工人劳动强度,避免对货物 重复操作
1.门座起重机( portal crane)
主要用于港口和露天堆料场,用抓斗或吊钩装 卸。起重量一般不超过25吨,不随幅度变化。工 作速度较高,
门座起重机工作的特点是:
1)起升高度大
2)臂幅大、工作区ຫໍສະໝຸດ 大3)使用灵活、定位性好4)起重量大
5)通用性好
6)视野广阔
40t-35m门座起重机:
适用于海港、河港对重大件货物装卸作业,配上集装箱 简易吊具后,可对集装箱进行吊装。
4.浮吊( Floating crane )
载有起重机的浮动平台,它可以在港口内移至任何 需要的地方,或是靠泊,或是移到锚地使货物转船。 浮吊通常可以起吊超重货物。
装卸工艺

根据货种、装卸工艺流程、运输距离选择水平运输机械
机械类型
蓄电池叉车 内燃机叉车 牵引车挂车 汽车
经济运距
< 100 m 100 - 200 m 200 - 500 m > 500 m
备 注
码头—前方库场的搬运 以及库场内的搬运作业 码头—前方库场的搬运 以及库场内的搬运作业 码头—后方库场的搬运 作业 码头—较远的后方库场 的搬运作业
二、装卸工艺研究的基本内容 - 装卸作业的操作方法
- 作业技术标准和规范 - 生产组织程序
第一节
二、装卸工艺研究的主要内容
1.装卸作业操作方法
对货物在具体的操作过程中所采用的作业手段。 • 吊装方法 • 加固方法 • 拆码货组方法 • 水平搬运方法 • 堆装作业方法 • 业环节生产效率的一致性,实现各环节作业的紧密衔接.
例: 水泥卸车入库,再出库装船的整个工艺过程, 换装作业的操 作方法、作业技术标准、生产组织的表示方法
工序 操作 方法 车内 人力 装托盘 水平 叉车 搬运 库内 叉车 码垛 库内 叉车 拆垛 水平 叉车 搬运 起落舱 门座 起重机 吊运 舱内 人力 拆托盘 码舱
第一节
2.操作过程
三、装卸工艺过程及其组成
在船、车、库(场)之间,货物每经过其中两个环节 所完成的一次位移。 船 船 船 车 库(场) 船 车 库(场) 库(场) 库(场) 工艺过程的组成部分 完整的工艺过程
第一节
3.作业工序
三、装卸工艺过程及其组成
指一定数量的工人(机械司机)在一个工作地段对货物完 成的局部位移。 • 操作过程的基本单位 • 港口装卸作业的基本生产环节 按工作地段划分 • 舱内作业工序 • 起落舱作业工序 • 水平搬运作业工序
第三章港口装卸工艺
大水位差和不宜建直立式码头的中等水位差的河港,一般在趸船上设 起重机装卸船,用缆车进行上下斜坡道的运输作业,用流动机械如叉式装 卸车、牵引车与挂车、电瓶车等进行缆车和库场间的搬运。
第三章(2) 港口装卸工艺
第三章(2) 港口装卸工艺
第三章(2) 港口装卸工艺
2.件杂货装卸工艺 件杂货种类较多,大都采用通用的装卸工艺。一般都是通过甲板上的 舱口将货物吊进吊出。 ⑴码头前沿 利用船舶自有起重设备或码头前沿的装卸机械对货物进行装卸; 前沿装卸机械多采用门座起重机。 ⑵水平运输 用牵引车拖挂平板车进行水平运输。 ⑶库场作业 库内采用叉式装卸车或桥式起重机 堆拆垛。装卸棚车多用小型叉式装卸车, 装卸敞车则多用桥式起重机或其他类型的起重机。
第三章(2) 港口装卸工艺
⑤到港列车类型、规格、载重量和每昼夜取送车次数; ⑥进出港汽车类型、规格、载重量; ⑦港口所在地区的自然条件,如地形、地势、水文、气象、潮汐特征和 工程地质条件等。 ⑧码头断面形式等; 在考虑这些因素的基础上,研究采用能提高装卸效率、减轻劳动强度、 满足生产需要的先进的港口装卸机械,并做 到衔接配套。经过多方案比较,选取安全、 优质、高效率、低成本的装卸工艺。
第三章(2) 港口装卸工艺
出口散货工艺布置图
第三章(2) 港口装卸工艺
2)散货卸船装车工艺 ⑴海港及水位差较小的河港码头散货卸船工艺 在海港码头和水位差较小的河港码头,多采用带抓斗的门座起重机或 门座抓斗卸船机或桥式抓斗卸船机卸船,以及高效的现代卸船机。
第三章(2) 港口装卸工艺
桥式抓斗卸船机
第三章(2) 港口装卸工艺
2.港口内装卸、搬运货物的方法和程序 ⑴港口装卸工艺的重要性 港口装卸作业是港口生产的主要内容。 港口装卸工艺直接影响装卸效率、港口通过能力、车船周转、货运质 量、装卸成本、劳动条件等,而且是码头泊位数、库场面积、车辆装卸线 长度等设计的依据。选定合理的装卸工艺,是港口工程的重要内容之一, 同港口建设规模、总体布置、码头类型和经济效益都有密切关系。
港口装卸工艺chap件杂货

装卸工人总数
装 卸
➢ 装卸工人数:根据泊位作业线数、班次和 每次作业线的配工人数等确定。
工 艺
Nz
nznbnr (1KzL)Kzz
人 ➢ 辅助工人数:按装卸工人数的5%~10%计算。
机
配
备
机械台数
装 卸
➢ 机械数量:根据作业线数和工艺流程的需 要配置,可根据货种、运量和台时效率计算。
工 艺
Nj
装
卸
工
艺
码头前沿布置
布
置
仓库及堆场布置
码头前沿作业地带
码 头
码头前沿装卸作业区域,通常指码头前 沿到一线仓库或一线堆场之间的区域。
前
沿 前沿堆场
布 置
码头前沿门机陆侧幅度范围内的堆场, 一般为临时堆存,货物周转快,使用率高,
作业方便。
一线仓库布置(船舶起货机)
码 头 前 沿 布 置
一线仓库布置(流动式起重机)
件杂货装卸工艺发展方向
件 ➢ 包装标准化 杂 ➢ 发展成组运输和集装箱运输; 货 ➢ 将某些本性属于散货的件杂货改为散装 装 运输 卸 工 艺 发 展
二、件杂货装卸工属具
1
装卸工属具选用一般原则
2
装卸主要工属具
工属具选用一般原则
工 ➢ 保证货物的完整无损 属 ➢ 牢固安全 具 ➢ 使起重机的起重量得到充分利用 选 ➢ 便于工人作业,减少工人劳动强度,避 用 免对货物重复操作 一 般 原 则
机 ➢工作幅度 Rmax
➢ 最大工作幅度
➢ 船舶装甲板货
➢ 船舶不装甲板货
➢ 最小工作幅度
船舶起货机的特点
船 ➢ 起重量小,≤3t,平均效率在15t/h-25t/h 舶 ➢ 工作幅度小,≤7m,不宜直取换装作业 起 ➢ 起升高度低,不适用水位差变化大的码头 货 ➢ 不占用码头前沿面积,码头造价低 机 ➢ 不需供电设备,装卸成本低
件杂货码头装卸作业—件杂货港口装卸作业流程

一、船舶吊杆——流动机械系统
件杂货码头前方作业地带的宽度, 要满足码头前沿机械转弯半径的 要求,通常可取20一30m。如考 虑前方装卸船舶的机械改为门座 起重机,前方作业地带的宽度可 适当留有余地,但不宜大于50m。 当件杂货码头采用多用途码头类 型,码头前方作业地带的宽度应 满足多种流动机械作业的要求, 不宜小于40m,
三、起重船——缆车——流动运输机械系统
• 是内河斜坡式港口的典型件杂货装卸工艺,特别 适应于水位变化大、斜坡的坡度比例1:3的内河港 口。
• 系统由起重船、缆车、流动机械等组成。
• 起重船装卸工艺,其弱点主要是装卸作业环节多 、装卸效率低。因此一些内河港口已对此传统的 系统进行了技术改造。
• 起重船,也称为浮吊。
• 仓库的跨度和库门的尺度按库内作业的机械类型以及仓库的 容量确定,单层仓库的跨度不应小于18m,仓库门的净宽不 应小于4.2m;净高不应小于5m。
• 仓库的净高按库内作业的机械类型和货物堆高,及仓库类型 确定。一般情况下,单层仓库和多层仓库的底层净高不应小 于6m,多层仓库的楼层净高不应小于5m。如考虑库内机械 的发展,仓库内净高还可适当提高。
• 多用途码头库场的布置应满足件杂货和集装箱装卸作业的需 要,并考虑装卸货种的机动性,一般不设永久性仓库。
二、门座起重机——流动运输机械系统
• 这是使用门座起重机的码头,码头前沿有一个堆 场和一个仓库的布置形式如图所示。图中A为门 座起重机的最大幅度。这种形式较适合于件杂货 。其中,无包装的件杂货可进堆场,需要入库的 有包装的货物可入库。
• 码头前沿和门座起重机海侧轨道中心线间距,一般可取 2.0-2.5m。
• 货堆应从起重机后轨外1.5m处堆放。 • 门座起重机与流动机械的货物交接地带这一地带一般需要
第三章 件杂货装卸工艺

概述
二、件杂货装卸工作特点 1.批量少、货票多 品种多,单批货量少→需积载到一定量→装船装车→货 周转慢。 件杂货的货票多,容易发生货损货差。 分票保管→库、场面积利用率降低。需要面积较大的库 、场。 。 2.货物的双向性 装卸机械具有双向装卸功能和通用性。 3.贵重物品、危险货物和军用货物 需防失窃和危险,常设专门仓库保管,贵重物品可存放 在隔室内。
3.一线堆场布置形式
典型件杂货装卸工艺流程
二、典型件杂货装卸工艺流程 1.船 )(图 1.船 - 库(场)(图 3-31 )
2.船 驳船( 2.船 - 驳船(图 3-32 )
典型件杂货装卸工艺流程
3.船 火车( 3.船 - 卡、火车(图 3-33 )
4.驳船 驳船(图 3-34 ) 4.驳船—驳船( 驳船 驳船
(5)站台 ① 站台的宽度:7.75~9.75m。 ② 仓库站台需设置全遮式雨棚时,站 台宽度为6~8m,雨棚支柱内侧至 铁轨中心线距离为10.75~12.75m。 ③ 站台的高度一般取1.1m。 ④ 站台边缘至相邻铁路中心线的距离 为1.75m。 ⑤ 站台车辆斜坡的坡度不超过 10%~20%。
件杂货装卸工艺布置
件杂货装卸工艺布置
2)仓库的主要尺度 (1)仓库的跨度和库门的尺度。仓库的跨度和库门的尺度按库 内作业的机械类型以及仓库的容量确定,单层仓库的跨度不应 小于18m,仓库门的净宽不应小于4.2m;净高不应小于5m 。 (2)仓库内净空高度。仓库的净高按库内作业的机械类型和货 物堆高,及仓库类型确定。一般情况下,单层仓库和多层仓库 的底层净高不应小于6m,多层仓库的楼层净高不应小于5m。如 考虑库内机械的发展,仓库内净高还可适当提高。 多用途码头库场的布置应满足件杂货和集装箱装卸作业的 需要,并考虑装卸货种的机动性,一般不设永久性仓库。 (3)多层仓库 当仓库面积不足时,可考虑使用多层仓库。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、门座起重机---流动运输机械系统 1、布置形式 一线堆场一线仓库(图3-21) 2、布置要点
3、一线堆场布置形式 门座起重机与流动起重机接运方式(图3-26) 双线门座起重机接运方式(图3-25)
第五节 内河斜坡式港口件杂货装卸工艺
起重船---缆车---流动机械系统
一、系统适用:长江港口,大水位差的港口 二、系统组成: (1)起重船(浮吊)------装卸船舶 (2)缆车------沿轨道运行,运货上岸 (3)流动机械------水平搬运、库场内拆堆垛、 装卸车辆 三、 系统的两种作业方法: a. 水平搬运机械驶上缆车、随缆车运行 b. 货物直接放在缆车上,流动机械在岸上接运 四、 系统设计注意事项(学生自习)
第六节 件杂货装卸工艺组织
一、典型件杂货的包装形式及主要装卸运输 机械配备 二、典型件杂货装卸工艺流程 库(场) 6、7
1
船
2
驳
3
4
驳
5 、7
卡(火)车
三、典型件杂货装卸工艺操作要点
四、件杂货装卸作业线配工人数和生产能力的确定 1、装卸作业线配工人数的确定 已知: 货种:袋粮 操作过程:船---库 操作程序:舱底作业(人力做关)---出舱(船吊)---水 平搬运(叉车)---库内作业(叉车、人力) 设每吊货重2t,测得各工序每台机械和人力操作周期时间 及小时生产率如下: (1)船吊操作周期时间:60s,生产效率为:小时生产效 率=3600/60 *2=120t/h (2)叉车操作周期时间:120s,生产效率为: 小时生产效率=3600/120 *2=60t/h (3)舱内人力:每小时生产效率为10t/h (4)库内辅助作业工人4人
(一)通用工夹具 1、吊钩: (1)双分支吊钩(马钩) 链条马钩---适用于船吊 钢丝绳马钩—适用于北方冬季作业 钢丝绳链条马钩---适用于门座起重机 (2)四分支吊钩(成组网络钩) 棕绳------较轻的成组网络 链条------较重的成组网络 (3)扁担钩 (4)专用吊钩 如装卸成捆铅锭
2、吊索与网络 (1)吊索—又称绳扣 棕绳扣------装卸较轻的箱装、捆装、袋装货 活络绳扣------用于箱装、捆装物 钢丝绳扣------装卸长钢材和原木 带钩钢丝绳扣------装卸长钢材和原木 (2)网络 袋货网络------用于件杂货成组装卸和运输 生铁网络------用于生铁成组装卸和运输 腐蚀性强的货物网络------用橡胶带编制成
3ቤተ መጻሕፍቲ ባይዱ货板 货板----又称通用货板或万能货板,也称托盘 按结构分: 单面货板 双面货板---我国常用双面木质货板,其 载重约2T
(二)专用工夹具 P48 油桶夹(卧桶夹、立桶夹) 钢板夹(立放卷钢板夹、平放卷钢板夹) 成捆铝锭夹 卷筒纸夹具(平放卷筒纸夹具、立放卷筒纸夹具) 卷钢板夹具(钢板夹钳) 真空吸盘吊具
按照作业线合理配工人数的原则,确定为装卸生产线 效率为120t/h,各工序配机械和工人数如下: 船吊作业工人数 1人 生产率为120t/h 叉车配机 2台 平衡生产率为120t/h 舱内作业工人数 12人 平衡生产率120t/h 库内、岸边辅助作业工人数 6人 作业生产线共计配工人数 21人,平衡生产率120t/h 2、装卸作业线生产能力的确定 (1)尽量保证发挥前方装卸船舶能力为前提,通过对其 他作业环节配机和配工来达到一条作业线的生产能力。 (2)除非其他作业环节的生产能力因故不能达到前方装 卸船舶能力,就只能以作业线中最低的那一个环节 (工序)的能力来确定作业线的生产能力。
第四节 件杂货装卸工艺布置
典型的件杂货装卸工艺布置形式主要有: 一、船舶吊杆---流动机械系统 1、布置形式 一线仓库 2、布置要点 多层仓库:当所需仓库面积大,而码头纵深 小, 不能布置二线或三线仓库时,往往要建 多层仓库。 缺点:库内支柱多,机械作业不便 层间运输机械化:电梯、库内电葫芦、滑梯 (出库时)
2、船舶吊杆 优点: 1)码头造价低 2)营运费用低、装卸成本低 不需专门供电,修理等设施 不占用码头前沿宝贵的面积 缺点: 1)起货高度低,工作幅度小 2)起重量小 不宜起吊成组的重量大的货组
3、采用船吊需注意以下几点: 1)水位差大的港口,需验算满载低水位 时作业有无困难 2)不宜在直接换装比重大的情况下使用 3)不宜使用于陆域狭窄,码头前沿设置 多层仓库的情况 4)不宜用作重大货物的装卸作业
(二)从机械性能上看: 1、门座起重机 优点: 1)起升高度大,能立体交叉作 2)臂幅大、工作区域宽广 3)使用灵活、定位性好 4) 起重量大,通常为 5~ 10t以上
5) 通用性好
缺点: 1)价格高,使用成本、维修费用、能耗大 2)自重大,轮压大,码头造价高
湛江港96年1月5日台风 门机13台被吹入 海中,保险赔付3000万美金
四、件杂货棚车内作业问题: 1、货载不能直接由机械吊上(下)车 2、货载在装卸车时需改组 后果:多次捣载,降低装卸效率,易货损。 解决方法:采用库内与舱内通用的机械 五、解决件杂货装卸薄弱环节的根本方向 1、扩大货组----采用货板化运输与装卸 2、改进运输方式----采用集装箱运输
第三节 件杂货装卸、水平运输机械
根据件杂货的装卸特点,件杂货装卸机 械化系统是由以下组成: 一、装卸船舶机械 二、水平运输机械 三、库场内机械
一、装卸船舶机械 争论热点: 件杂货码头上,采用船舶的起货设备(即船吊)好还 是采用门座起重机好? (一)从国外经验看: 北美(加拿大)、日本---广泛采用船吊,码头 上不设置门机 北欧、前苏联---大量采用门机,码头上吊杆 林立 分析原因,由于各国的营运、水位、码头现有状况及 历史条件均有很大差异造成。
第七节 件杂货装卸的薄弱环节及解决方向
一、“两内”薄弱环节:舱内作业、棚车内 作业 二、件杂货舱内作业有三个工序 三、解决舱内作业费力费时问题是提高船舶 装卸整条作业线生产效率主要因素 方法一:采用舱内作业机械(如舱内叉车) 方法二:改进货船结构 a.将船舱的甲板改成活动式甲板 b.扩大舱口面积
第三章 件杂货装卸工艺
第一节 概述 一、件杂货的定义 二、件杂货的种类(6类) 三、件杂货装卸工作的特点 四、港口装卸件杂货时必须注意的事项
第二节 件货主要吊货工夹具
大体可分为:通用工夹具、专用工夹具 (一)通用工夹具 吊钩、吊索与网络、货板 (二)专用工夹具 油桶夹、钢板夹、成捆铝锭夹、卷 筒纸夹具、卷钢板夹具、真空吸盘吊具 等
(四)流动起重机 轮胎式起重机是港口常用于装卸驳船的流动机 械(优缺点) (五)装卸船舶机械的选用情况 (六)门座起重机的主要参数确定 1)起重量 2)幅度
二、水平运输机械
1、工作特性要求 2、日常常用的水平运输机械有: 牵引车挂车(俗称拖头平车)、货车、蓄电池搬运 车(也称电瓶车)、叉式装卸车等 3、各种常用水平运输机械的使用特点和适用距离 1)蓄电池搬运车(也称电瓶车) 特点 适用距离:100以内 2)叉式装卸车 特点 适用距离:100~200m
(三)从现实情况看: 我国港口多年实践证明,件杂货泊位上采用门 机和船吊联合作业是行之有效的方式。 内贸件杂货码头------ 1个泊位配1~2台门机 外贸件杂货码头------均采用门机(因装卸效率 高、装卸费率高) 综合性件杂货码头------可采用5t门机并在n个连 续泊位上少量配置10t门机,以便装卸重件之 用
3)牵引车挂车 特点 适用距离:200~500m 我国港口情况:1台起重机+1台牵引车+3组 挂车进行循环拖带,即一组挂车在前沿,一 组挂车在库场拆垛,另一组挂车在运行。 4)货车 特点 适用距离:400~500m
三、库场内堆、拆垛机械
1、叉车 优:1)一机多能(水平搬运、堆垛、装卸车) 2)机动灵活 3)对货物通用性好(有多种抓具与工夹具) 缺:起重量小,不能堆高 2、流动起重机(如轮胎吊、汽车吊、履带式起重机、电 吊等) 优:1)堆货高度高,库场单位面积的利用率高 2)能装卸敞车 缺: 1)需与其他水平机械配合作业 2)运距小时,不如叉车方便