电解系列噪声问题的分析报告
噪声分析报告
噪声分析报告1. 引言噪声是指在特定环境中产生的非期望声音,可以对人们的生活和健康造成负面影响。
在工业、交通和生活等各个领域中,噪声都是一个普遍存在的问题。
本报告通过对噪声进行分析,旨在揭示噪声的来源、特征以及对人体健康的影响,以便采取相应的措施进行调控和管理。
2. 噪声来源噪声可以来源于多种因素,包括:- 工业生产和机械设备运行产生的机械噪声;- 交通工具(如汽车、飞机等)的运行产生的交通噪声; - 建筑工地、道路施工等人类活动产生的施工噪声; - 生活设施(如空调、冰箱等)的工作产生的设备噪声;- 社会活动(如演唱会、体育赛事等)带来的娱乐噪声等。
3. 噪声特征噪声具有以下特征:3.1 频率噪声的频率是指单位时间内声波振动的次数。
噪声可以分为低频、中频和高频噪声。
不同类型的噪声对人体的影响也不同,例如高频噪声容易引发头痛和失眠。
3.2 音量噪声的音量是指声波的振幅大小。
音量可以通过声级(单位:分贝)来衡量。
一般来说,超过85分贝的长时间暴露于噪声中会对人的听力产生负面影响。
3.3 持续时间噪声的持续时间指的是噪声暴露的时间长度。
长期暴露于噪声中可能导致人体听力下降、血压升高、睡眠质量下降等健康问题。
3.4 波动性噪声的波动性指的是噪声的变化情况。
频繁波动的噪声容易引发人们的情绪波动和焦虑症状。
4. 噪声对人体健康的影响长时间暴露于噪声中会对人体健康产生负面影响,包括:4.1 听力损伤长期暴露于高音量噪声中可能引发听力下降和耳聋。
4.2 心血管疾病噪声会导致人体紧张和应激反应,进而引发血压升高、心血管问题等。
4.3 睡眠障碍长时间暴露于噪声中会让人难以入睡,导致失眠和睡眠质量下降。
4.4 心理问题噪声会引起人们的情绪波动,增加焦虑、抑郁和压力等心理问题。
5. 噪声控制措施为了减少噪声对人体健康的影响,可以采取以下控制措施:5.1 噪声隔离通过加装隔音门窗、隔音板等,降低室内噪声水平。
5.2 噪声减振对于机械设备和交通工具等噪声源,可以采取减振措施,减少噪声的产生和传播。
浅析电厂噪声的分析及综合治理
浅析电厂噪声的分析及综合治理摘要:火力发电厂的主要职业危害因素有生产性噪声、粉尘和磁场等,其中噪声主要来自发电过程中机械运转、摩擦、撞击发出的声音,风机、泵和变压器发出的声音等。
生产性噪声对人体的危害突出表现为对听觉器官和听力的损伤上,分为职业性听力损伤和噪声性耳聋,后者属于法定职业病。
此外,噪声可导致耳聋、引起高血压、心脏病、神经官能症等疾病,还会影响人的心理健康,降低工作效率。
随着环评要求的不断提高,环境噪声预测也从原来的简单经验估算,转变为结合专业声学软件预测模拟噪声源对周边环境影响,因此如何科学合理的进行噪声影响预测变得尤为重要。
基于上述原因,本文结合实际对电厂噪声进行了分析,提出了噪声的综合治理方案。
关键词:电厂;噪声;分析治理引言在人们日常生活当中,噪声是一种我们经常可以遇到而又对人体产生不同伤害的物理学现象,分贝过大的噪声则被归类于噪声源,也就是我们通常所说的噪声污染。
从当前来看,我国正朝着高度发达的工业化水平迈进,然而其中产生的噪声问题也越来越受到更多人的关注和重视,建筑施工、汽车鸣笛、高倍音乐、高音喇叭等,而在很多工作环境当中也产生着较大分贝的噪声,而其中又以工厂产生的噪声最为强烈。
在火力发电厂当中,汽机机房为核心厂房,而其内部及外部等所产生的噪声巨大,这势必会给其中的工作人员带来巨大的身体伤害,因而这一问题必须尽快得到有效解决。
1、关于噪声的基本概述 1.1 噪声的定义从物理学方面来看,噪声就是指发声体由于产生了不规则的振动,进而发出了音强和音高混乱,分贝较高的声音;从生理学方面来看,噪声是指人体感觉刺耳、嘈杂以及不适的高分贝、高频率的声音。
一般来说,噪声包含了很多种类,比如建筑噪声、交通噪声以及职业噪声等。
1.2 噪声的分级噪声通常以分贝作为单位,按照《世界卫生组织耳聋等级标准》中的相关内容,26dB至40dB(A)为轻度耳聋;41dB(A)至55dB(A)为重度耳聋。
其中,若是声音等级达到了105dB(A)便会对人体造成永久性的听觉损伤,而若是达到了140dB(A)听力便会完全被损伤,若是声音等级达到了190dB(A),便可直接致人死亡。
2024年电解锰噪声控制市场环境分析

2024年电解锰噪声控制市场环境分析1. 引言电解锰是一种重要的化工原料,广泛应用于电池、涂料、冶金等领域。
然而,电解锰生产过程中产生的噪声对工厂周边环境和工人健康造成了一定的影响。
本文将对电解锰噪声控制市场环境进行分析,以期提供解决方案和商机。
2. 市场背景2.1 电解锰生产概况电解锰是使用电解方法从锰矿石中提取金属锰的过程。
目前,中国是世界上最大的电解锰生产国,拥有庞大的电解锰生产能力。
2.2 噪声控制需求电解锰生产过程中,噪声是不可避免的副产品。
噪声对生产工人的健康产生负面影响,也可能对周边居民的生活质量造成影响。
因此,对电解锰噪声的控制需求日益增加。
3. 噪声控制技术3.1 声学隔离措施声学隔离是一种常见的噪声控制技术,其原理是通过隔离噪声源和受影响的区域之间的物理隔离层来降低噪声传播。
常用的声学隔离措施包括噪声屏障、隔音墙、隔音窗等。
3.2 声波吸收材料声波吸收材料能够吸收入射声波的能量,减少噪声反射和传播。
常见的声波吸收材料包括吸音棉、吸音板、吸音布等。
3.3 噪声降噪装置噪声降噪装置是一种主动噪声控制技术,通过发出与噪声相反的声波来消除噪声。
噪声降噪装置常用于噪声源附近,例如电解锰生产设备等。
4. 市场环境分析4.1 市场规模电解锰噪声控制市场规模庞大,随着电解锰产量的增加和噪声控制需求的提升,市场规模有望持续增长。
4.2 市场竞争格局目前,电解锰噪声控制领域存在多家优秀的企业和技术供应商。
主要竞争者包括国内外的噪声控制装备制造商和噪声工程服务提供商。
市场竞争激烈,技术创新和产品质量是企业竞争的关键。
4.3 市场发展趋势随着环境保护意识的提高和政府对噪声控制政策的重视,电解锰噪声控制市场发展前景广阔。
未来,市场将呈现以下趋势:•技术创新:噪声控制技术将不断创新,提供更高效、更环保的解决方案。
•市场竞争加剧:随着市场规模的扩大,竞争将更加激烈,企业需不断提升自身竞争力。
•政策支持:政府将进一步加大对噪声控制的政策支持力度,为市场提供更好的发展环境。
噪声干扰故障分析报告
噪声干扰故障分析报告噪声干扰故障分析报告一、故障描述:某公司的生产车间在最近几周出现了噪声干扰的问题。
噪声干扰主要表现为生产设备发出异常的噪声,造成工作环境噪音过大,影响了工人的正常工作和生产效率。
二、故障调查与分析:1. 现场调查:我们的技术人员对生产车间进行了现场调查,并询问了工人和操作员。
根据调查结果,噪声干扰主要出现在某些特定的设备上,并且发生了一个月左右。
但是,我们并没有发现任何新设备或工艺改变。
2. 测试分析:我们对受影响的设备进行了噪声测试,并记录了噪声频谱。
通过分析频谱数据,我们发现噪声主要集中在特定频段,并且与设备的工作状态相关。
根据频谱分析结果,我们初步判断噪声干扰可能与设备的电气部分相关。
3. 故障排除:为了进一步确认故障产生的原因,我们对设备的电气部分进行了检查。
经过仔细检查,我们发现设备某些电气元件存在老化和磨损的现象,如电解电容器、连接线等。
这些老化和磨损的元件可能导致电气信号的不稳定和干扰。
4. 故障修复:针对发现的问题,我们替换了受影响的电解电容器,并重新连接了电缆。
经过修复后,我们进行了再次测试,发现噪声干扰明显减少,恢复到正常水平。
三、故障原因分析:根据以上的故障调查和分析结果,可以得出以下故障原因:1. 电气元件老化和磨损,导致电气信号不稳定和干扰。
2. 设备的电气部分没有得到及时的维护和更换,导致噪声干扰问题逐渐加重。
四、故障预防与措施:为了避免类似的故障再次发生,我们建议采取以下预防措施:1. 定期检查和维护设备的电气部分,及时更换老化和磨损的电气元件。
2. 强化员工的安全意识,加强对设备正常工作状态和异常情况的监测和报告。
五、总结:通过对噪声干扰故障的调查和分析,我们成功找到了故障的原因,并采取了相应的修复措施。
这次故障的教训提醒我们,电气部分的维护和检查非常重要,只有保证设备的正常工作状态,才能保障生产效率和员工的工作环境。
六、建议:为了进一步改善工作环境,我们建议进行定期的噪音检测,并根据检测结果采取相应的措施减少噪音干扰。
电站噪音原因分析报告模板

电站噪音原因分析报告模板1. 背景介绍本报告旨在对电站噪音问题进行原因分析,并提出相应的解决方案。
此项工作是基于对电站的现场实际情况进行调查和分析来完成的。
2. 电站噪音问题概述电站噪音问题已经成为社会关注的热点之一,对人类的身体健康和心理健康都有着不可忽视的影响。
电站噪音主要来源于以下几个方面:2.1 发电机组发电机组是电站噪音的主要来源之一。
在运转过程中,发电机内部会产生许多噪音,如机械转动噪音、振动噪音等,这些噪音在发电机外部逐渐放大。
2.2 风力发电机风力发电机是另一个电站噪音的主要来源。
在高风速情况下,风力发电机的噪音会达到很高的水平,对邻近区域的居民产生很大的噪音污染。
2.3 就地变电站就地变电站也是电站噪音的重要来源之一。
由于变压器的运转会产生很多噪音,在就地变电站建设过程中需要注重降噪处理,以减轻周边居民的噪音污染。
3. 电站噪音原因分析根据对电站噪音问题的分析,可以得出以下的原因:3.1 设备运转噪音设备运转产生的噪音是电站噪音的主要原因之一。
在电站建设和运维过程中,需要对设备进行降噪处理,减少设备产生的噪音。
3.2 风速、气温等自然因素一些天气自然因素,如风速、气温等也可能会对电站噪音产生影响。
一些因素可能影响风力发电机的转速,或者是变压器的运转温度等,从而影响电站的噪音水平。
4. 对策建议为了解决电站噪音问题,我们可以采取以下对策建议:4.1 设备降噪处理对于设备运转噪音问题,我们可以采取各种降噪措施,如加装隔音材料、改变设备的轴承等,以减少设备的运转噪音。
4.2 网格化建设采取网格化建设方式,通过网格化输电,并将就地变电站移到远离居民区的地方,从而减少对周边居民的噪音污染。
4.3 优化发电机组的结构和材料根据电站噪音的原因,我们可以优化发电机组的结构和材料,从而降低机组运转产生的噪音。
5. 结论电站噪音问题是一个复杂的问题,需要采取综合措施来解决。
本报告提出了设备降噪处理、网格化建设和优化发电机组等对策建议,希望能够对解决电站噪音问题有所帮助。
噪声统计学数据分析报告(3篇)
第1篇一、引言噪声,作为自然界和人类活动中普遍存在的现象,对人们的日常生活和工作产生了深远的影响。
为了更好地理解和控制噪声,本报告通过对噪声数据的统计分析,探讨噪声的特性、分布规律及其影响因素,为噪声治理和环境保护提供科学依据。
二、数据来源与处理1. 数据来源本报告所使用的数据来源于我国某城市噪声监测站近三年的噪声监测数据,包括白天和夜间不同时段的噪声水平。
2. 数据处理对原始数据进行清洗,剔除异常值和缺失值,并对数据进行标准化处理,以确保数据的准确性和可比性。
三、噪声水平统计分析1. 总体噪声水平通过对数据集中所有监测点的噪声水平进行统计分析,得出该城市总体噪声水平为(分贝值),其中白天和夜间的噪声水平分别为(分贝值)和(分贝值)。
2. 噪声分布规律利用直方图和核密度估计等方法,分析噪声水平的分布规律。
结果显示,该城市噪声水平呈现右偏分布,即噪声值主要集中在较低水平,而高噪声值出现的概率较低。
3. 噪声水平变化趋势通过对噪声数据进行时间序列分析,发现该城市噪声水平在近年来呈逐年上升趋势,尤其是在夜间。
四、噪声影响因素分析1. 交通噪声交通噪声是城市噪声的主要来源。
通过对交通噪声数据的分析,发现交通流量与噪声水平呈正相关关系。
此外,交通噪声在不同时间段和不同路段的差异较大。
2. 工业噪声工业噪声是城市噪声的另一个重要来源。
分析结果表明,工业噪声主要集中在工业区域,且与工业企业的生产规模和设备类型有关。
3. 生活噪声生活噪声主要包括家庭娱乐、建筑施工等产生的噪声。
分析发现,生活噪声在不同时间段和不同区域存在较大差异,尤其在夜间。
4. 环境因素环境因素如地形、植被等也会对噪声传播和衰减产生影响。
分析结果表明,地形和植被对噪声的衰减作用明显,尤其在夜间。
五、噪声治理措施建议1. 交通噪声治理- 优化交通路线,减少交通流量;- 加强交通管理,限制高噪声车辆通行;- 建设隔音设施,如隔音墙、隔音屏障等。
2. 工业噪声治理- 优化工业布局,减少工业区域与居民区的距离;- 采用低噪声设备和技术;- 加强工业企业的噪声排放监管。
预焙阳极铝电解槽噪声值控制的探究
Theresearchofnoisevaluecontrolling ofprebakedanodealuminum reductionpots
ZhangZuobang
(QinghaiBranchofCHALCO,Xining810108,China)
炉底压降 平均电压 电流效率
mV
V
%
下降
3915 875
下降
ቤተ መጻሕፍቲ ባይዱ
3932 905
持平
3942 912
持平
3944 915
持平
3947 917
上升
3956 913
上升
3961 91.0
上升
3965 912
上升
398
912
上升
4062 907
2 噪声值的影响因素和控制思路
Abstract:Thenoisevaluecanaccuratelyreflectthestateofpot,suchasthetendencyofpotheatbalance,operationquality,potvoltagecurveandcurrent efficiency.Basedonproductionpracticeof200kAaluminumreductionpot,itisconcludedthatthepotcanworkingoodconditionwhenthenoiseiscon trolledin18~26mV,suchassmallerpotvoltagevibration,steadycurrentefficiencyandsteadyledgeprofile.Atthemeantime,themeasuresarepro posedifthenoiseisbeyondthereasonablerange. Keywords:aluminum reductionpot;noisevalue;method;measure
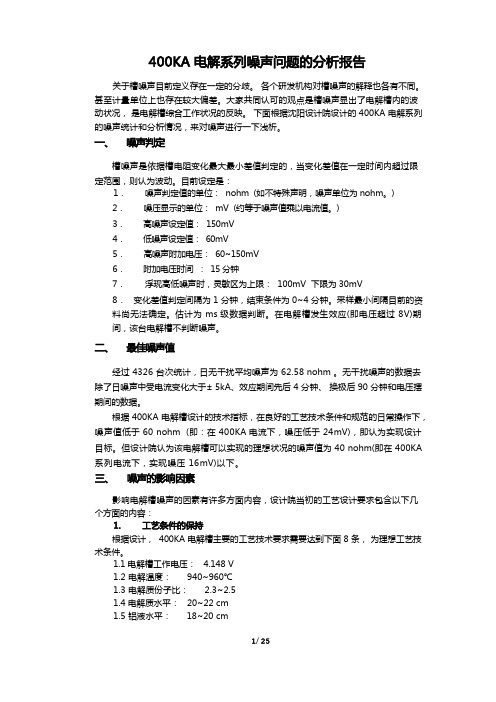
浅析系列电流波动对400KA电解槽控制的影响

浅析系列电流波动对400KA电解槽控制的影响摘要:在400KA电解系列中,由于系列电流较大,原有幅度的电流波动会造成槽控机控制的一系列影响。
当系列电流波动时,噪声、加工周期和阳极控制会发生剧烈变化。
关键字:噪声、系列电流、解析、控制在400KA电解系列中,由于系列电流较大,原有幅度的电流波动会造成槽控机控制的一系列影响,下面针对这个问题,浅析系列电流波动对槽控系统的影响。
一、系列电流对噪声管理的影响1、在系列电流波动时,单台电解槽的噪声变化情况当系列电流波动时,由于磁场平衡受到影响和电阻的换算斜率发生变化,噪声值会发生剧烈变化。
下面根据不同电流波动范围的统计情况,进行计算:➢电流波动范围大于±20KA时,单台平均噪声值提高170~580 nohm。
系列平均噪声提高310 nohm。
具体单槽影响图如下:➢电流波动范围大于±10KA,小于±20KA时,单台平均噪声提高90~340 nohm。
系列平均噪声提高195 nohm。
➢电流波动范围大于±5KA,小于±10KA时,单台平均噪声提高20~180 nohm。
系列平均噪声提高70 nohm。
下图为电流波动对槽控机噪声的影响情况图:➢电流在395~405KA之间波动时,噪声值影响较小。
2、系列电流在各波动幅度的平均噪声统计情况根据某个月电流对噪声影响程度,得到如下结果:➢电流波动范围大于±20KA的日平均影响时间为:9min15s,对日平均噪声的影响值为:1.99 nohm(即:在400KA电流下,噪压为0.8mV)。
➢电流波动范围大于±10KA,小于±20KA的日平均影响时间为:89min,对日平均噪声的影响值为:12.05nohm(即:在400KA电流下,噪压为4.82mV)。
➢电流波动范围大于±5KA,小于±10KA的日平均影响时间为:125min,对日平均噪声的影响值为:6.08nohm(即:在400KA电流下,噪压为2.43mV)。
探讨电解铝企业的环境污染问题及治理建议
探讨电解铝企业的环境污染问题及治理建议铝工业是国民经济发展的重要基础工业,同时也是高耗能、高污染产业。
在生产电解铝时,会产生一定的固体废弃物以及废气等一些有害气体,如果没有及时得到有效的治理,就会对水、空气以及土壤造成很大的伤害,对此,必须要强有力地对这些废弃物进行治理,达到国家制定的安全排放标准,与此同时,也要不断地提升电解铝企业的自身控制条件,找出有效的解决方法,提高企业的生产工艺,应用环保设备,从根源上对污染进行处理。
基于此,本文主要就电解铝企业的环境污染问题及治理建议展开了论述。
标签:电解铝企业;环境污染问题;治理建议1 电解铝企业生产过程中的环境污染问题1.1 有害气体污染1.1.1 电解铝生产系统生产过程中的污染在电解铝生产当中,阳极是炭素体,阴极是铝液,在反应中,应该将温度控制在950—970℃,碳素阳极和氧气会产生反应生成CO和CO2,所以要在反应的过程中对碳素阳极进行有效的控制和及时的补充,阴极主要是铝液,其从电解槽的槽膛经过出真空抬包抽出,进入混合炉和铸造机或轧机中,直接产生了铝锭或铝型材。
在电解反应当中,电解槽当中会产生很多的氟化物,这些物质会以气体和粉尘的形式存在,此外,还会产生二氧化硫和大量的粉尘,这些物质都是电解铝生产中非常重要的污染物。
电解铝企业在生产中其污染物的产率较高,同时电解铝企业生产中,很多污染物都是在生产流程当中产生的。
1.1.2 阳极生产系统生产过程中的污染铝用阳极生产原料为石油焦和煤沥青,生产工序包括:原料贮运破碎、煅烧、沥青熔化、生阳极制造、焙烧及炭块贮存和残极处理等。
由于阳极生产工序相对较多,其生产过程中的污染源也相对较多,主要包括:石油焦煅烧窑产生SO2及少量粉尘烟气;沥青熔化器产生的沥青烟;生阳极焙烧烟气含有CO2、SO2、焦油、颗粒物及残极挥发逸出的氟气等;原料贮运、上料、下料、破碎、筛分、球磨、配料、混捏等工序产生的粉尘及阳极整理、组装粉尘。
噪声污染治理情况汇报
噪声污染治理情况汇报噪声污染一直是城市环境中的重要问题,对人们的生活和健康造成了严重影响。
为了有效治理噪声污染,我们采取了一系列措施,以下将对噪声污染治理情况进行汇报。
首先,我们加强了对工业企业的监管和管理。
通过加强工业企业的环境保护意识,推动企业采取降噪措施,减少生产过程中的噪音排放。
同时,建立了严格的噪声排放标准,对不符合标准的企业进行了整改,确保工业企业的噪声排放在可控范围内。
其次,我们加强了城市建设的规划和管理。
在城市规划设计中,我们注重噪声污染的防治要求,合理规划道路、建筑和绿化带的布局,减少交通和建筑施工所产生的噪音。
同时,在城市管理中,加强了对噪声源的监测和治理,严格控制噪声扰民现象的发生,保障市民的生活质量。
另外,我们还加强了对交通工具的管理和监督。
通过推广低噪声交通工具,加强对高噪声交通工具的限制和管理,减少道路交通噪音对城市环境的影响。
同时,加强了对交通噪声的监测和治理,对超标车辆进行处罚和整改,有效减少了交通噪音对市民的影响。
此外,我们还加强了对噪声污染的监测和评估工作。
建立了完善的噪声监测网络,对城市各个区域的噪声情况进行了全面监测和评估,及时发现和解决存在的问题。
同时,利用大数据和人工智能技术,对噪声污染进行精准预测和分析,为治理工作提供科学依据。
总的来说,通过以上一系列措施的实施,我们取得了一定的成效。
城市噪声污染得到了有效控制,市民的生活质量得到了提高。
但是,噪声污染治理工作仍然面临着一些挑战,需要我们进一步加大力度,完善相关政策和措施,不断提升治理水平,为城市居民营造一个清静宜居的生活环境。
在未来的工作中,我们将继续加强对噪声污染的治理工作,不断完善相关政策和法规,加大对噪声污染的监测和治理力度,促进城市环境的改善,为人民群众创造一个更加宜居的生活环境。
同时,我们也呼吁广大市民共同参与到噪声污染治理工作中,共同维护好我们的城市环境,共建美丽家园。
噪声分析报告
噪声分析报告目录噪声分析报告 (1)引言 (2)背景介绍 (2)目的和意义 (2)噪声的定义和分类 (3)噪声的概念 (3)噪声的分类 (4)噪声对人体的影响 (5)噪声分析方法 (6)噪声测量方法 (6)噪声分析工具和技术 (7)噪声数据处理方法 (8)噪声源的分析 (9)工业噪声源分析 (9)交通噪声源分析 (10)建筑噪声源分析 (11)社会噪声源分析 (12)噪声控制措施 (13)噪声控制的原则 (13)噪声控制的技术手段 (14)噪声控制的实施策略 (15)案例分析 (16)工业噪声案例分析 (16)交通噪声案例分析 (17)建筑噪声案例分析 (18)社会噪声案例分析 (19)结论 (20)噪声分析的主要发现 (20)噪声控制的建议 (21)引言背景介绍噪声是我们日常生活中不可避免的环境因素之一。
它是由各种源头产生的声音,包括交通、工业、建筑工地、家庭电器等。
随着城市化进程的加快和人口的增长,噪声污染问题日益突出,给人们的生活和健康带来了严重的影响。
因此,对噪声进行分析和评估,以制定有效的控制措施,成为了当今社会亟待解决的问题之一。
噪声对人类健康的影响是多方面的。
首先,长期暴露在高噪声环境中会导致听力损失。
噪声超过85分贝时,人耳会受到损伤,而长时间暴露在高噪声环境中,会导致永久性的听力损失。
其次,噪声还会引发心理和生理问题。
长期处于噪声环境中,人们容易出现焦虑、抑郁、失眠等心理问题,还可能导致血压升高、心脏病等生理问题。
此外,噪声还会对人们的工作效率和学习能力产生负面影响。
在高噪声环境下,人们往往难以集中注意力,工作效率和学习能力会大大降低。
噪声分析是对噪声进行科学评估和定量分析的过程。
通过对噪声源的特征、传播路径和接收点的特性进行研究,可以了解噪声的产生机理和传播规律,为制定噪声控制措施提供科学依据。
噪声分析通常包括噪声源的测量和评估、噪声传播模型的建立和噪声影响评估等内容。
在进行噪声分析时,需要考虑多个因素。
电气噪声原因分析报告模板

电气噪声原因分析报告模板1. 引言本报告旨在对电气噪声的原因进行详细分析,为问题的解决提供指导。
电气噪声指电气设备在运行过程中产生的噪声现象,可能对信号传输、设备正常运行以及人员的健康造成一定影响。
通过深入剖析电气噪声的产生原因,寻找解决方案,既可以提升设备性能,又可以减少对环境和人体的潜在危害。
2. 电气噪声原因分析电气噪声的产生原因主要包括以下几个方面:2.1 线路不良接触不良接触是电气噪声产生的常见原因之一。
当电路中出现接触不良,电流通过接触点时会产生电火花和电弧现象,进而产生噪声。
线路不良接触可能由于连接件松动、腐蚀、接触点磨损等原因引起。
解决方法:定期检查线路接触点的情况,确保线路接触良好,减少不良接触造成的噪声问题。
2.2 变压器振动和杂音变压器是电气设备中常见的噪声源之一。
变压器在运行过程中会产生振动和杂音,可能导致噪声问题。
变压器振动噪声通常由铁心和线圈震动引起,杂音可能来自于变压器内部其他部件的摩擦。
解决方法:采用隔音材料包裹变压器,减少振动和杂音的传播。
另外,合理设计变压器的结构,减少内部部件之间的摩擦,进一步降低噪声。
2.3 电气设备散热问题电气设备在运行过程中产生的热量需要及时散发,否则可能会导致设备过热。
而过热会使得设备内部部件膨胀,产生摩擦和振动,引起噪声。
解决方法:优化散热设计,增加散热设备的数量和面积,提高散热效率,降低设备过热引起的噪声。
2.4 电源噪声电源的质量和稳定性对电气设备的正常运行和噪声产生有着重要影响。
电源噪声可能是由电源本身的问题,比如稳压能力不足、电源电压波动较大等引起的。
另外,电源附近的其他设备也可能干扰电源,导致噪声问题。
解决方法:选用高质量、稳定性好的电源,减少电源的波动和噪声。
此外,合理布置电源设备和其他设备之间的距离,减少干扰,降低噪声问题。
2.5 电气设备设计缺陷电气设备本身的设计缺陷可能导致噪声的产生。
比如,设备结构设计不合理、配件松动等都可能引起振动和噪声问题。
某铝业电解铝厂危险有害因素调查报告

某铝业电解铝厂危险有害因素调查报告某铝业电解铝厂危险有害因素调查报告一、物理危害因素1.高温环境:电解铝厂的生产过程需要高温作业,工作人员长时间处于高温环境中,容易导致中暑和热射病等职业病。
2.磁场辐射:电解铝厂使用的大型设备如电磁搅拌器等会产生一定的磁场辐射,长期接触可能会对健康产生不良影响。
3.噪声与振动:电解铝厂的机械设备运行时会产生噪声和振动,长期处于这种环境下可能会对听觉和神经系统产生影响。
4.电击危险:电解铝厂的部分设备需要带电运行,因此存在电击风险。
如果安全措施不到位,容易导致电击事故。
5.机械故障:电解铝厂的机械设备可能出现故障,如齿轮断裂、轴承失效等,这些故障可能导致机械伤害事故。
6.物理污染物:电解铝厂在生产过程中可能会产生废气、废水和固体废弃物等物理污染物,如果处理不当,可能对环境产生污染。
二、化学危害因素1.有害化学物质:电解铝厂生产过程中使用的部分化学物质对人体有害,如氟化物、重金属等,长期接触可能对健康产生不良影响。
2.有害气体排放:电解铝厂在生产过程中可能会产生大量废气,如氧化铝烟尘、氟化氢等,如果治理不当,可能对空气质量和周边环境产生不良影响。
3.酸碱腐蚀:电解铝厂使用的酸和碱具有腐蚀性,如果泄漏或使用不当,可能对皮肤和眼睛产生严重刺激和伤害。
4.火灾与爆炸:电解铝厂存在易燃易爆物质,如果管理不当或安全措施不到位,可能发生火灾或爆炸事故。
5.放射性物质:电解铝厂在生产过程中可能会接触到放射性物质,如果防护不当,可能对健康产生不良影响。
三、生物危害因素1.有害生物菌种:电解铝厂在生产过程中可能会接触到各种有害生物菌种,如细菌、病毒、真菌等,如果防护不当,可能引发传染病。
2.有害生物侵扰:电解铝厂周边可能存在各种有害生物,如老鼠、蟑螂等,这些生物可能侵扰到生产设备和工作人员,同时还可能传播疾病。
3.食物中毒:如果电解铝厂的食物供应和处理不当,可能会导致食物中毒事件的发生。
电解车间危险有害因素分析
电解车间危险有害因素分析集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-电解车间危险有害因素分析由于铝厂生产的特殊性,在生产过程中存在有害因素及危险因素,有害因素主要有粉尘危害、毒物危害、高温危害和噪声危害,危险因素主要有机械伤害、高处坠落、电气伤害和火灾爆炸危险等。
一、主要有害因素分析1.粉尘危害铝厂在生产过程中产生的粉尘主要有氧化铝粉尘、石油焦粉尘、沥青烟尘。
氧化铝粉尘主要存在电解厂房内、氧化铝贮运系统;煅烧工段的上料系统、排料系统、煅后工段的混捏机、预热螺旋机以及磨粉系统有粉尘和沥青烟产生;成型工段也有沥青烟产生;残极处理工段的粗碎、配料、筛分等过程均有粉尘产生。
天车司机,电解车间工人,炭素粉破碎、筛分等岗位工人受粉尘危害较大。
根据TJ36-79《工业企业设计卫生标准》规定,车间空气中有害物质最高容许浓度为,生产性粉尘中的氧化铝粉尘不得超过6mg/m3;其他粉尘(当游离二氧化硅含量在10%以下)不得超过10mg/m3。
2.毒物危害作业工人接触到的毒物主要有氟化物、硫化物、沥青烟、一氧化碳等。
毒物主要存在于电解槽附近及烟气净化系统。
铝电解以冰晶石-氧化铝氟化铝的熔体为电解质,以炭素材料为电极进行电解。
电解时在阴极上析出液态的金属铝,在阳极上产生气体。
同时还散发出氟化物、粉尘等污染物为主的电解烟气。
在400℃~600℃温度下,氧化铝中仍可含有0.2%~0.5%的水分。
原料中的水分与固态氟化盐在高温条件下可发生化学反应,同时,进入熔融态电解质中的水分也可与液态的氟化盐发生化学反应,生成有害的氟化氢。
人体吸入过量的氟,常常会引起骨硬化、骨质增生、斑状齿等氟骨病,严重者使人丧失劳动能力。
氟化物还对呼吸道粘膜及皮肤有强烈的刺激和腐蚀作用。
我国卫生标准规定,车间空气中氟化物(以氟计)的最高容许浓度为0.5mg/m3,按照现行国家标准《职业性接触毒物危害程度分级》中对毒物毒性分级的原则,氟化物为Ⅱ级,属于高度危害。
噪声干扰分析报告
噪声干扰分析报告1. 引言噪声干扰是指在信号传输过程中,由于外界干扰或系统内部的噪声引起的信号质量下降。
对于各种通信系统和电子设备而言,噪声干扰都是一个重要的问题。
本报告将详细分析噪声干扰的原因、影响以及可能的解决方案。
2. 噪声干扰的原因噪声干扰的产生主要源于以下几个方面: - 外部干扰:来自电源线路、天线、其他电子设备等的电磁波辐射会导致信号受到干扰。
- 内部噪声:电子器件本身的噪声、电路设计的不完善等都可能引起噪声干扰。
- 传输介质损耗:信号在传输过程中受到传输介质的损耗,例如电缆的电阻、损耗等。
3. 噪声干扰的影响噪声干扰对通信系统和电子设备的影响是多方面的: - 降低信号质量:噪声的存在会导致信号的失真、抖动和衰减,从而降低信号的可靠性和准确性。
- 限制传输距离:噪声干扰会导致信号的传输距离受限,使得通信系统或电子设备的覆盖范围受到限制。
- 影响设备性能:噪声干扰会引起设备的工作不稳定、故障或性能下降,从而影响设备的正常运行。
4. 噪声干扰分析方法为了有效地分析和解决噪声干扰问题,可以采用以下步骤: 1. 确定噪声来源:通过测量和分析,确定噪声干扰的具体来源和特点,包括外部干扰和内部噪声。
2. 测量噪声水平:使用合适的仪器和方法,对噪声进行测量,得到噪声的频率、幅度等参数。
3. 分析噪声特性:通过对测量数据进行分析,了解噪声的频谱特性、功率密度等,进一步了解噪声的性质。
4. 确定干扰机制:根据噪声特性和系统特点,确定噪声对系统的影响机制,如信噪比下降、误码率增加等。
5. 采取干扰抑制措施:根据干扰机制和系统需求,选择合适的干扰抑制措施,如滤波、屏蔽、增加信噪比等。
6. 验证效果:实施干扰抑制措施后,对系统进行验证和测试,评估干扰抑制效果是否符合预期。
5. 噪声干扰解决方案针对不同的噪声干扰问题,可以采取以下解决方案: - 外部干扰:使用屏蔽设备或增加滤波器等措施,减少外部干扰对信号的影响。
电解铝企业的环境污染问题及治理措施

电解铝企业的环境污染问题及治理措施摘要:电解铝生产的过程中会产生一些有害的气体、污水和固体废弃物,而这些污染物对环境质量会产生非常重大的影响,如果不对这些问题采取有效的措施加以控制,就可能会出现更大的问题,对人的身体健康也会构成非常严重的安全隐患,所以,我们需要采取有效的措施对其加以控制和处理。
关键词:电解铝;环境污染;生产系统;治理措施电解质是在电解过程中,因在高温作用下,各种氟化盐会被熔为电解质。
同时,在电流作用下,电解质及氧化铝会析出一定的金属铝,从而产生一定的化学反应,进而生成氟化氢、氟化硅等气体,这些气体是电解过程中的污染物,若不能及时有效地净化,会对空气产生一定的影响,具有很大的污染性。
而在电解过程中,由于一些粉尘会不断飞扬,对周围环境也会产生一定的影响。
基于此,本文详细探讨了电解铝企业的环境污染问题及治理措施。
1.电解铝定义电解铝是通过电解所得到的铝。
现代电解铝工业所采用的方法是用冰晶石作溶剂,以氧化铝为溶质,通过阳极碳素体、阴极铝液,再给它注入足够强大的直流电,在950℃~970℃极高温环境下,在电解槽内的两极上进行电化解法反应,此过程即为电解铝。
其应用化学方程式为:2A1203+3C-通电→4A1+3C02;阳极:202-+C-4e-=C02↑;阴极:A13++3e-=A1。
2.电解铝生产环节引起的污染物2.1空气污染电解铝领域,冶炼铝时会采用Al2O3完成电解,这一过程要借助高温来满足铝的熔点,进而完成电解,但升温时会出现尘土飞散现象,给企业所处区域带来了巨大的空气污染,给人民生存的环境造成压力。
此外,电解铝生产阶段有个十分关键生产材料,即冰晶石,这种原料尽管可以电解出很多的铝,但内部掺有诸多的氟化物,而氟会危害人类的健康,含有该种物质的大气时时刻刻威胁着人类的身心健康。
另外,部分无良企业为追求短期效益,常常的冶炼铝时采取压缩成本的方式谋取暴力,采用最差的冰晶石,电解时经过高温促使氟和水蒸气出现化学反应,形成氟化物,进而引起有害气体细尘、粉尘等。
电解现场工作危害分析(JHA)记录

2
4
8
调节D-260、
D-310液位
脱氯淡盐水泵跳停淡
盐水受槽泵跳停
电解停车导致全厂
停车
及时调节液位
2
1
2
9
调节脱氯工艺指
标
含氯淡盐水进入一次
盐水工序
污染环境影响指标
及时加入碱液及亚硫酸钠
调整
1
2
2
10
停运行泵检查
出口阀未关严备用泵
倒转
机泵损坏
检查阀门开关状态
1
2
2
轴封水缺失或减速箱
油位低
泵损坏
检查备用泵
2
1
2
4
检查备用泵
存在卡涩、机泵震动
大、轴承温度高
泵损坏
盘泵
2
1
2
5
检查阀门开关状
态
阀门未正确开关
淡盐水、氯气泄露污
染环境伤人
检查阀门开关状态
1
1
1
6
启动泵
机泵震动大、轴承温
度高电机过流
泵损坏
检查泵
2
1
2
7
调节真空度
真空不足(真空泵跳
停)
淡盐水含大量游离
氯认真调整真空度工危害分析单位电解车间工作岗位电解现场工作任务切换真空泵、脱氯淡盐水泵P-264分析日期20**年04月01日
序α
工作步骤
危害或潜
在条件
主要后果
防范措施
L
S
R
建议改进措施
1
检查备用泵
绝缘等级不够
电机过载烧毁电机
启动前为电机测绝缘
1
2
2
2
检查备用泵
电解系列噪声问题的分析报告
关于槽噪声目前定义存在一定的分歧。
各个研发机构对槽噪声的解释也各有不同。
甚至计量单位上也存在较大偏差。
大家共同认可的观点是槽噪声显出了电解槽内的波动状况,是电解槽综合工作状况的反映。
下面根据沈阳设计院设计的 400KA 电解系列的噪声统计和分析情况,来对噪声进行一下浅析。
槽噪声是依据槽电阻变化最大最小差值判定的,当变化差值在一定时间内超过限定范围,则认为波动。
目前设定是:1.噪声判定值的单位: nohm (如不特殊声明,噪声单位为 nohm。
)2.噪压显示的单位: mV (约等于噪声值乘以电流值。
)3.高噪声设定值: 150mV4.低噪声设定值: 60mV5.高噪声附加电压: 60~150mV6.附加电压时间: 15 分钟7.浮现高低噪声时,灵敏区为上限: 100mV 下限为 30mV8.变化差值判定间隔为 1 分钟,结束条件为 0~4 分钟。
采样最小间隔目前的资料尚无法确定。
估计为 ms 级数据判断。
在电解槽发生效应(即电压超过 8V)期间,该台电解槽不判断噪声。
经过 4326 台次统计,日无干扰平均噪声为 62.58 nohm 。
无干扰噪声的数据去除了日噪声中受电流变化大于± 5kA、效应期间先后 4 分钟、换极后 90 分钟和电压摆期间的数据。
根据 400KA 电解槽设计的技术指标,在良好的工艺技术条件和规范的日常操作下,噪声值低于 60 nohm (即:在 400KA 电流下,噪压低于 24mV),即认为实现设计目标。
但设计院认为该电解槽可以实现的理想状况的噪声值为 40 nohm(即在 400KA 系列电流下,实现噪压 16mV)以下。
影响电解槽噪声的因素有许多方面内容,设计院当初的工艺设计要求包含以下几个方面的内容:根据设计, 400KA 电解槽主要的工艺技术要求需要达到下面 8 条,为理想工艺技术条件。
1.1 电解槽工作电压: 4.148 V1.2 电解温度:940~960℃1.3 电解质份子比:2.3~2.51.4 电解质水平: 20~22 cm1.5 铝液水平: 18~20 cm1.6 极距: 4~4.5 cm1.7 效应系数: 0.08 次/台〃日 1.8 氧化铝浓度: 2~3%400KA 电解槽主要的原料需要达到以下质量要求,才干将噪声控制到较低水平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
400KA电解系列噪声问题的分析报告关于槽噪声目前定义存在一定的分歧。
各个研发机构对槽噪声的解释也各有不同。
甚至计量单位上也存在较大偏差。
大家共同认可的观点是槽噪声显出了电解槽内的波动状况,是电解槽综合工作状况的反映。
下面根据沈阳设计院设计的400KA电解系列的噪声统计和分析情况,来对噪声进行一下浅析。
一、噪声判定槽噪声是依据槽电阻变化最大最小差值判定的,当变化差值在一定时间内超过限定范围,则认为波动。
目前设定是:1.噪声判定值的单位:nohm(如不特别声明,噪声单位为nohm。
)2.噪压显示的单位:mV(约等于噪声值乘以电流值。
)3.高噪声设定值:150mV4.低噪声设定值:60mV5.高噪声附加电压:60~150mV6.附加电压时间:15分钟7.出现高低噪声时,灵敏区为上限:100mV 下限为30mV8.变化差值判定间隔为1分钟,结束条件为0~4分钟。
采样最小间隔目前的资料尚无法确定。
估计为ms级数据判断。
在电解槽发生效应(即电压超过8V)期间,该台电解槽不判断噪声。
二、最佳噪声值经过4326台次统计,日无干扰平均噪声为62.58 nohm。
无干扰噪声的数据去除了日噪声中受电流变化大于±5kA、效应期间前后4分钟、换极后90分钟和电压摆期间的数据。
根据400KA电解槽设计的技术指标,在良好的工艺技术条件和规范的日常操作下,噪声值低于60 nohm(即:在400KA电流下,噪压低于24mV),即认为实现设计目标。
但设计院认为该电解槽可以实现的理想状况的噪声值为40 nohm(即在400KA 系列电流下,实现噪压16mV)以下。
三、噪声的影响因素影响电解槽噪声的因素有许多方面内容,设计院当初的工艺设计要求包含以下几个方面的内容:1.工艺条件的保持根据设计,400KA电解槽主要的工艺技术要求需要达到下面8条,为理想工艺技术条件。
1.1电解槽工作电压: 4.148 V1.2电解温度:940~960℃1.3电解质分子比:2.3~2.51.4电解质水平: 20~22 cm1.5铝液水平:18~20 cm1.6极距:4~4.5 cm1.7效应系数:0.08次/台〃日1.8氧化铝浓度: 2~3%2.原料质量400KA电解槽主要的原料需要达到以下质量要求,才能将噪声控制到较低水平。
2.1氧化铝氧化铝的化学成分应满足YS/T274-1998二级品以上要求。
氧化铝的化学成分(YS/T274-1998)2.2氟化铝氟化铝的化学成分应满足GB/T4292-2007二级品以上要求。
氟化铝的化学成分(GB/T4292-2007)2.3冰晶石冰晶石的化学成份应满足GB/T4291-2007二级品以上要求。
冰晶石的化学成分(GB/T4291-2007)2.4阳极炭块阳极炭块理化性能见下表:阳极炭块理化性能(YS/T285-2007)电解槽的各项日常管理工作对噪声均有一定程度的影响,尤其是下面几项工作3.1电解槽的日常维护和保养3.2换极管理3.3出铝管理3.4抬母线过程管理3.5自控系统管理3.6工艺技术条件日常管理3.7工作人员的技术素质培养4.系列电流的平稳程度系列电流保持在±5KA范围内,且不剧烈不动,对噪声的影响较小。
四、目前一公司电解槽噪声控制情况根据设计目标,按照各影响因素进行良好的控制,在系列电流在±5KA范围内,电解槽噪声可以控制在60nohm(即:在400KA电流下,噪压为24mV)以下。
设计院并未针对各种技术指标进行量化的分析,目前尚不能确定各种工艺参数对噪声的影响程度。
电解一公司在生产过程中,利用2008年11月26日~2009年3月12日的数据进行统计和分析。
得到下面结果:目前,我们电解槽噪声的平均值在80~110nohm,应该有较大下降空间。
影响噪声控制的原因很多,下面针对启动后噪声的发展过程、各种影响因素对噪声的影响程度进行分析:1、启动时间阶段的噪声变化情况1.1启动8天内的平均噪声变化和具有特征变化情况当电解槽启动8天之内噪声值急剧下降,约下降30~50 nohm。
随着工艺条件转入正常的进程,到第八天基本可以达到平均值水平。
1.2启动30天内的平均噪声变化和具有特征变化情况第八天后,一直到第21~25天噪声开始后有小幅提升,幅度约为20~30 nohm。
原因同该段时期的工艺调整有关系。
1.3启动60天内的平均噪声变化和具有特征变化情况启动一个月后,噪声值又逐渐降到平均水平。
这时工艺条件和相应的管理也逐步完善。
1.3启动120天内的平均噪声变化和具有特征变化情况根据以上数据显示,超过60天后,平均噪声总体趋于平稳,基本保持在平均工艺条件的水平。
2、工艺条件对噪声的影响由于院方无法提出具体的工艺条件对噪声的影响情况,我们应用统计学观点,分析其影响程度。
由于数据的时间长度和采样广度的限制,下列分析结果,仅供参考。
在以后我们还将数据不断分析已取得完整的分析结果。
2.1效应情况由于沈阳博宇设计的槽控机没有设计效应时的噪声判断,并且拒绝提供判定噪声的详细规则,因此无法确定效应对噪声的准确影响。
2.1.1效应对噪声的影响情况平均每个效应,系列电流不发生波动的情况下,除超过8V以外部分就会将该时间段内的噪声提高2375nohm(即:在400KA电流下,噪压为950mV)。
按照平均效应系数0.19、平均影响时间8min计算,平均每天效应造成的噪声提升为2.08 nohm(即:在400KA电流下,噪压为0.832mV),下面是一个效应发生的图例。
如果仅从发生效应的电解槽看,一个效应对全系列的噪声值影响不是很大。
但是根据目前运行情况发现,一旦发生效应,即使是闪烁效应,系列电流就会剧烈波动。
从而影响电解槽系列的控制效果,进而产生大量噪声,甚至是高低噪声大面积出现。
具体影响情况可以从系列电流波动对噪声的影响中反映出来。
为什么会产生大量噪声呢?主要有以下两个原因:a)电流变化可以直接导致电解槽的实际波动加大。
b)槽噪声是依据槽电阻变化最大最小差值判定的。
而电阻的基本计算为:电阻=(槽电压-1.65)/系列电流。
而槽电压的基本构成为:槽电压=阳极电压降+母线电压降+电解质压降+炉底压降。
从计算公式可以看出,电阻的变化是一个随着电流变化的非线性过程。
一旦电流剧烈变化,电阻值计算存在的问题就会暴露出来。
,因此大大加剧了计算电阻的偏差。
剧烈的电阻变化会导致氧化铝浓度判断偏差,直接影响到加料周期的调整,从而使槽况趋恶。
槽况不好又会影响到电解各种工艺指标的保持,效应的发生机率大大增加。
由于发生效应与导致槽况趋恶的比例为1:N(N>>1)。
这就形成了一个恶性循环过程。
因此在供电系列电流稳流系统能够及时响应电流变化前,减轻这种影响的主要手段就是降低效应系数(包括闪烁效应)和降低效应电压。
2.1.2启动后90天电解槽效应统计根据下图的效应发生情况的统计,随着启动后时间的推移效应系数不断下降。
逐步接近设计要求。
按照设计效应系数小于0.1,最佳可实现0.08以下。
那么如果阻止上述恶性循环过程的发生,效应对系列电流的影响也会逐步降低。
2.2系列电流2.2.1在系列电流波动时,单台电解槽的噪声变化情况当系列电流波动时,由于磁场平衡受到影响和电阻的换算斜率发生变化,噪声值会发生剧烈变化。
下面根据不同电流波动范围的统计情况,进行计算:电流波动范围大于±20KA时,单台平均噪声值提高170~580 nohm。
系列平均噪声提高310 nohm。
具体单槽影响图如下:电流波动范围大于±10KA,小于±20KA时,单台平均噪声提高90~340 nohm。
系列平均噪声提高195 nohm。
电流波动范围大于±5KA,小于±10KA时,单台平均噪声提高20~180 nohm。
系列平均噪声提高70 nohm。
电流在395~405KA之间波动时,噪声值影响较小。
2.2.2系列电流在各波动幅度的平均噪声统计情况根据近一个月内电流对噪声影响程度,得到如下结果:电流波动范围大于±20KA的日平均影响时间为:9min15s,对日平均噪声的影响值为:1.99 nohm(即:在400KA电流下,噪压为0.8mV)。
电流波动范围大于±10KA,小于±20KA的日平均影响时间为:89min,对日平均噪声的影响值为:12.05nohm(即:在400KA电流下,噪压为4.82mV)。
电流波动范围大于±5KA,小于±10KA的日平均影响时间为:125min,对日平均噪声的影响值为:6.08nohm(即:在400KA电流下,噪压为2.43mV)。
按平均每天效应系数为0.19,平均电压为20.4V,平均峰值电压为32.3V进行分析计算,系列电流对噪声的影响幅度高于20 nohm(该情况下,平均噪声值为102 nohm左右)。
下图为2009年3月9日的全天电流变化情况:2.3换极2.3.1换极过程中噪声变化情况目前,400KA电解系列执行29天换极,平均每天换0.827次。
每次换极平均影响噪声时间255秒。
平均每次噪声提升210 nohm。
对日平均噪声影响为0.5 nohm (即:在400KA电流下,0.2mV),由于换极进程不可避免,且影响较小,所以可以忽略不计。
下图为一个换极过程的曲线图。
2.3.2换极后出现的几类异常情况以及该情况对噪声的影响a)换极后2~4小时后(当换极后,第一个)出现巨幅电压摆,个别点噪声值甚至可以超过19000 nohm。
根据2009年2月12日~2009年3月13日(共30天),先后发生23次。
下图为波动最剧烈的一次,该槽当天平均噪声达到373 nohm。
由于该种现象没有办法进行详细统计,只能根据该槽高于本日系列平均噪声值的部分进行计算。
平均提升单日噪声值为0.93 nohm(即:在400KA电流下,噪压为0.37mV)b)换极后出现超长减量期,绝大部分时间超过3小时。
在减量期的电压不进行调整造成电压过低。
影响电解工艺条件。
后期对噪声的影响较大。
具体是例图如下:c)换极后出现大量增减量快速转换的小周期,根据分析认为计算机系统判定的氧化铝浓度变化太快造成。
具体事例如下图:2.4出铝2.4.1出铝过程中噪声变化情况目前,400KA电解系列执行单台每日出铝。
每次出铝平均影响噪声时间300秒。
平均每次噪声提升130 nohm。
对日平均噪声影响为0.45 nohm(即:在400KA电流下,噪压为0.18mV),由于出铝进程不可避免,且影响较小,所以也可以忽略不计。
2.4.2目前,尚未出现由于出铝造成的异常情况。
2.5电解质分子比根据各分子比阶段的平均噪声统计结果,分子比在2.38~2.56之间,平均噪声较低,影响值约为7 nohm(即:在400KA电流下,噪压为2.8mV)2.6电解温度对噪声的影响根据各电解温度阶段的平均噪声统计结果,电解温度在944~965摄氏度之间,平均噪声较低,影响值约为4 nohm(即:在400KA电流下,噪压为1.6mV)2.7电解质水平对噪声的影响根据各电解质水平阶段的平均噪声统计结果,电解质水平在18~22cm之间,平均噪声较低,影响值约为4.7 nohm(即:在400KA电流下,噪压为1.88mV)。