温度曲线量测操作说明
炉温曲线测量管理规程
XXX有限公司受控标识:f丄竖TJ 分发号:02D炉温曲线测量管理规程1.LI的:指导回流焊锡工艺以及胶水固化的回流炉之温度的设定。
2.适用范围适用于电子分厂SMT生产车间,采用熔点为200-220°C的无铅焊膏、以及使用环氧树脂类型胶水(红胶)进行固化的生产3.定义:无4.职责工程:工程师判断温度profile的正确性。
品质:质量部IPQC按照规定要求监督和检查温度profile的执行情况,并如实记录温度。
生产:生产部技术员按照规定要求设定和测量温度并负责制作测温板5.工作内容5. 1 炉温测量时间5. 1. 1 生产线转换机种,过炉前必须测量温度profileo5. 1. 2 回流炉维修保养后,开机生产前必须测量温度profileo5. 1. 3 回流炉停机4小时以上,开机生产前必须测量温度profileo5. 1.4 同一机种除了开始的时候测量温度profile,回流焊没有中途出现5. 1. 2、5.1. 3、修改炉温和软件、硬件故障等条件下每12H测一次温度profileo5. 1. □工艺工程师的要求测量温度profile条件下需测量profileo5. 2 测量所需工具5. 2. 1 高温锡线:成分大致Pb90Snl0,熔点温度约304度5.2.2 PCB:和生产产品类似的PCB。
5. 2.3 热电偶:K型,温度测量范围-200〜1250°C,精度±1.5°C。
5.2.4烙铁:烙铁温度可以达到450°C。
5.2.5手钻:直径约1mm的钻头5. 2. 6 测温仪:温度profile专用测量仪器。
5.3测温板的制作:5. 3. 1 本司规定在温度profile测量中测量3点温度,分别为PCB表面温度、BGA底部温度(如果无其它测量点,BGA测量两点),如果产品中有CPU插座等温度敬感元件也必须测量一点。
如果PCB有其它特殊的地方也需要在该点测量温度。
聚合物温度―形变曲线的测定(精)

实验 4聚合物温度—形变曲线的测定一 . 实验目的:1.掌握测定聚合物温度-形变曲线的方法。
2.测定聚甲基丙烯酸甲酯(PMMA 的玻璃化温度 T g ;粘流温度 T f ,加深对线型非晶聚合物的三种力学状态理论的认识。
3.掌握等速升温控制和用于形变测量的差动变压器。
二 . 实验原理聚合物试样上施加恒定荷载,在一定范围内改变温度,试样形变随温度的变化以形变或相对形变对温度作图, 所得的曲线, 通常称为温度—形变曲线, 又称为热机械曲线。
材料的力学性质是由其内部结构通过分子运动所决定的, 测定温度-形变曲线,是研究聚合物力学性质的一种重要的方法。
聚合物的许多结构因素 (包括化学结构、分子量、结晶、交联、增塑和老化等的改变,都会在其温度—形变曲线上有明显的反映, 因而测定温度-形变曲线, 也可以提供许多关于试样内部结构的信息, 了解聚合物分子运动与力学性能的关系, 并可分析聚合物的结构形态, 如结晶、交联、增塑、分子量等等,可以得到聚合物的特性转变温度,如:玻璃化温度 T g ,粘流温度 T f ,和熔点等,对于评价被测试样的使用性能、确定适用温度范围和选样加工条件很有实用意义。
测量所需仪器简单, 易于自制, 测量手续简便费时不多,是本方法的突出的优点。
高分子运动单元具有多重性, 它们的运动又具有温度依赖性, 所以在不同的温度下,外力恒定时,聚合物链段可以呈现完全不同的力学特征。
对于线型非晶聚合物有三种不同的力学状态:玻璃态,高弹态,粘流态。
温度足够低时,高分子链和链段的运动被“冻结” ,外力的作用只能引起高分子键长和键角的变化,因此聚合物的弹性模量大,形变-应力的关系服从虎克定律,其机械性能与玻璃相似, 表现出硬而脆的物理机械性质, 这时聚合物处于玻璃态, 在玻璃态温度区间内, 聚合物的这种力学性质变化不大, 因而在温度—形变曲线上玻璃区是接近横坐标的斜率很小的一段直线 (见图 1 ;随着温度的上升,分子热运动能量逐渐增加,到达玻璃化转变温度 Tg 后,分子运动能量已经能够克服链段运动所需克服的位垒, 链段首先开始运动, 这时聚合物的弹性模量骤降, 形变量大增, 表现为柔软而富于弹性的高弹体, 聚合物进入高弹态, 温度-形变曲线急剧向上弯曲,随后基本维持在一“平台”上。
回流焊温度曲线测试操作指示
1.0目的用于指导回流焊温度曲线测试操作指示。
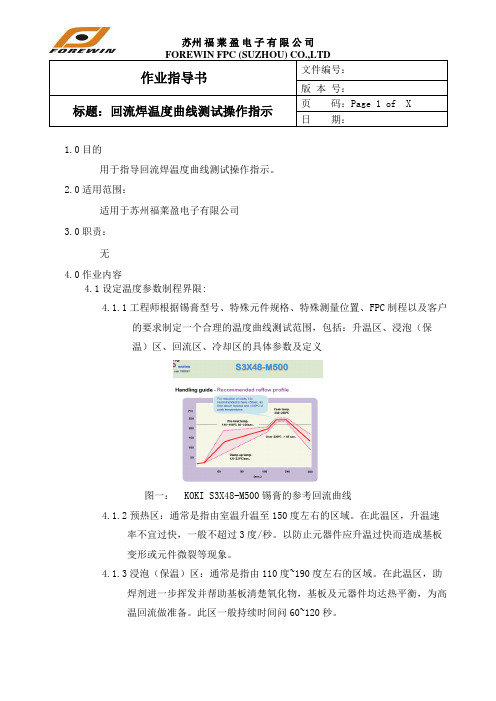
2.0适用范围:适用于苏州福莱盈电子有限公司3.0职责:无4.0作业内容4.1设定温度参数制程界限:4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参数及定义图一: KOKI S3X48-M500锡膏的参考回流曲线4.1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
如图:4.2.4一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
SMT回流焊温度曲线测试操作指导书—范文

SMT回流焊温度曲线测试操作指导书一范文一、目的:用于指导回流焊温度曲线测试操作指示。
二、适用范围:适用于本公司SMT回流焊温度测试三、职责:无四、作业内容:4.1设定温度参数制程界限:4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参数及定义回流焊标准温度曲线4.1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
如图:回流焊标准测温点4.2.4 一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
波峰焊炉温曲线测试操作规程
波峰焊炉温曲线测试操作规程Q/HXX/XX-XXXX-XX/XX-XXXX 波峰焊炉温曲线测试操作规程2014年12月01日发布2014年12月05日实施1.1.为规范产品波峰焊接制程,确保产品焊接的可靠性。
对波峰炉温进行监控,以提高产品质量。
适用范围:公司所有经波峰焊接产品之炉温曲线测量。
作业时间:3.1新产品试流时须进行测试;波峰现有3条线体,周一和周五每条线各测试一次,因炉温测试仪器需与车间共用,需与SMT车间错开测试时间。
测温板的制作公司波峰焊接产品,全部都是放在载具上过炉,故测试放在载具上的PCB板DIP插件焊点的温度曲线。
选取测试点一般选取三个及以上的焊点进行测试。
焊点位置按照如下要求选取:4.1.1波峰非焊接面DIP焊点,用于测试过炉时PCB锡反面的温度。
4.1.2引脚密集、焊盘孔小的DIP器件。
曲线参数标准设定(SAC-3JS温区)5.1.1锡膏型号:Define Your Own Spec。
熔点:183波峰炉:SAC-3JS(2温区)5.1.2 预热段温度110—145℃预热时间:30—60s回流段温度 183℃以上回流时间:2—5s最高温度:233--255℃曲线参数标准设定(MWSI温区)5.2.1锡膏型号:Define Your Own Spec。
熔点:183波峰炉:MWSI温区(3温区)5.2.2预热段温110—145℃预热时间:40—60s回流段温度 183℃以上回流时间:2—5s最高温度:233--255℃曲线参数标准设定(MPS-400B温区)5.3.1锡膏型号:Define Your Own Spec。
熔点:183波峰炉:选择性波峰焊MPS-400B(4温区)5.3.2 预热段温度110-145℃预热时间:40—60s全球偏好:设置测量单编辑制程界限:硬件状态:显示开始测试温度曲线:按照浏览温度曲线:管退出:退出软件图二温度:摄氏产品开始测试时的最高温度:33℃±2℃温度测试硬件:SlimKIC 2000,数据储存语言:中文简体-Simplify 工程师密码:不勾选图三6.4 编辑制程曲线(图四)制程界限名称:若要新添加制程界限,可自行命名。
回焊炉温度曲线量测规范
A.升温斜率170℃~peak:<2.5℃/sec.
B.浸泡时间150℃~170℃:60sec~100sec.
C.回流时间over200℃:30sec~60sec. over210℃:0sec~30sec
D.最高温度
焊点最高温度:>210℃
BGA零件温度:<220℃
其它零件温度:<235℃
测试步骤:
4.2.1MALCOM测温系统:
4.2.1.1测温板与测温线之焊接材料为:测温线型号使用OMEGA-TT-K-30和MEGA-TT-K-36;BGA Type可使点胶方式固定,其余零件如:QFP,CHIPS,CONNECTOR之焊接点皆限定使用熔点为270℃的高温锡丝;
4.2.1.2确认程序与MPI相符后Run程序;
4.5.2SMT人员检查各项参数是否符合检验规范,并填写回流炉温度记录表IPQC人员每日检查并在回流炉温度记录表上签名参考标准曲线图
4.5.3当超出检验规范应立即通知ME工程师处理.
4.5.4制程参数如需修改,必须由技术员或工程师确认.
注意事项:
4.6.1测温线不要用力拉扯.
4.6.2确认测温器仍在校验有效期内.
<4℃/S
设定二:
Rising slope
Reflow time
Peak temperature
Falling slope
25℃-125℃
Above125℃
125℃-150℃
Peak-130℃
<4℃/S
60-160sec
<4℃/S
量测时间及管制
4.5.1每班开线前和换线时须量测Profile并于每班10:00前将测好之炉温挂于产线相应位置,回流炉故障须重新测试炉温,未测炉温,不准开线;
BESTEMP X6i测温仪操作手册
保修声明(Bestemp-X4i/X6i/X9i温度曲线分析仪)Bestemp保证所生产和销售的产品,从授权Bestemp分销商发货日期开始在15个月之内,不会出现产品质量及材料缺陷,如果产品在其保修期内正常使用(非人为损坏)出现故障问题。
Bestemp则按照完整的保修条款所述,提供免费维修或更换服务。
若需要服务或索取保修声明,请与最近的Bestemp销售商和服务办事处联系。
除此声明中所提供的保修之外,Bestemp不作任何形式的、明确的或暗示的保修保证,Bestemp对间接的、特殊的或由此产生的损坏概不负责。
谢谢!Bestemp版权所有,有保留所有权利Bestemp产品受英国和其它国家专利保护,包括已取得和正在申请的专利。
本文中的信息将取代所有以前出版资料中的信息,保留更改产品规格和技术参数权利。
Bestemp Electronic Co.,Ltd MADE IN UKBestemp是Bestemp Co.,Ltd 公司注册商标目录一、非常重要的-------------------------------------------------------------------------1二、前言----------------------------------------------------------------------------------2三、记录仪技术指标------------------------------------------------------------------3四、仪器配置清单---------------------------------------------------------------------3五、硬件概述5.1数据记录仪-----------------------------------------------------------------------4 5.2数据记录仪端口指示------------------------------------------------45.3记录仪测试按钮-----------------------------------------------------5六、软件使用快速向导6.0软件主界面介绍----------------------------------------------------------------7 6.1初始化-------------------------------------------------------------------------- 8 6.2 清除仪器内存--------------------------------------------------------------------8 6.3设置仪器的采样频率----------------------------------------------9 6.4设置启动方式-------------------------------------------------------10 6.5炉子----------------------------------------------------------11 6.6工艺----------------------------------------------------------126.7下载----------------------------------------------------------16七、记录仪使用快速向导7.1 LED1、LED2使用------------------------------------------------------------22 附录A术语表--------------------------------------------------------------------------23 附录B故障处理-----------------------------------------------------------------------23 续---------------------------------------------------------------------------------------24Temperature curve analyzer for Bestemp-X4i/X6i/X9i温度测试仪一、 非常重要的非常重要的感谢您选择了Bestemp公司系列产品,了解下列安全性预防措施,避免损坏本产品及相关产品任何配件。
波峰焊炉温曲线测试操作规程

」HEXING Q/HXX/XX-XXXX-XX/XX-XXXX 波峰焊炉温曲线测试操作规程2014年12月01日发布2014年12月05日实施1■目的:1.1.为规范产品波峰焊接制程,确保产品焊接的可靠性。
对波峰炉温进行监控,以提高产品质量。
2■适用范围:2.1公司所有经波峰焊接产品之炉温曲线测量。
3. 作业时间:3.1新产品试流时须进行测试;波峰现有3条线体,每日周一和周五每条线各 测试一次,SMT 车间共用,需与 SMT 车间错开测试时间。
4. 测温板的制作公司波峰焊接产品,全部都是放在载具上过炉,故测试放在载具上的 4.1选取测试点一般选取三个及以上的焊点进行测试。
焊点位置按照如下要求选取: 4.1.1波峰非焊接面 DIP 焊点,用于测试过炉时 PCB 触锡反面的温度。
4.1.2引脚密集、焊盘孔小的 DIP 器件。
4.1.3引脚焊盘孔大的 DIP 器件。
4.2埋线给测温线分别编号,如 1,2,3” 。
1号测温线为探温热电偶,无需固定。
将测温线插入焊盘孔,打上适量红胶,用热风枪加热,直至红胶凝固。
对于 定。
测温板具体使用详见 6.5。
5曲线参数标准设定基于KIC2000测试仪,有铅制程。
最高温度:233--255 C 应急预案 试行要求5.1曲线参数标准设定(SAC-3JS 温区)5.1.1 锡膏型号:Define Your Own Spec 。
熔点:183C 5.1.2预热段温度110— 145C预热时间:30— 60s回流段温度183 C 以上 回流时间:2—5s 最高温度:233--255 C5.2曲线参数标准设定(MWSI 温区)5.2.1 锡膏型号:Define Your Own Spec 。
熔点:183 C 5.2.2预热段温110—145 C 预热时间:40 — 60s回流段温度183 C 以上 回流时间:2—5s 最高温度:233--255 C5.3曲线参数标准设定(MPS-400B 温区)5.3.1 锡膏型号:Define Your Own Spec 。
烧结温度曲线测试操作指导
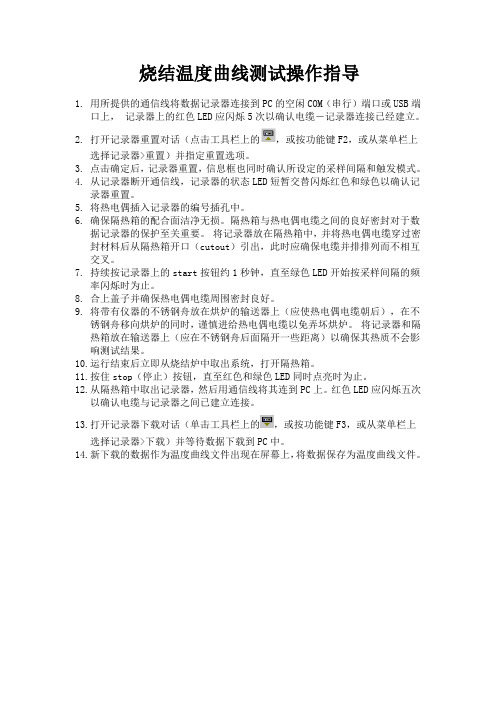
烧结温度曲线测试操作指导1.用所提供的通信线将数据记录器连接到PC的空闲COM(串行)端口或USB端口上,记录器上的红色LED应闪烁5次以确认电缆-记录器连接已经建立。
2.打开记录器重置对话(点击工具栏上的,或按功能键F2,或从菜单栏上选择记录器>重置)并指定重置选项。
3.点击确定后,记录器重置,信息框也同时确认所设定的采样间隔和触发模式。
4.从记录器断开通信线,记录器的状态LED短暂交替闪烁红色和绿色以确认记录器重置。
5.将热电偶插入记录器的编号插孔中。
6.确保隔热箱的配合面洁净无损。
隔热箱与热电偶电缆之间的良好密封对于数据记录器的保护至关重要。
将记录器放在隔热箱中,并将热电偶电缆穿过密封材料后从隔热箱开口(cutout)引出,此时应确保电缆并排排列而不相互交叉。
7.持续按记录器上的start按钮约1秒钟,直至绿色LED开始按采样间隔的频率闪烁时为止。
8.合上盖子并确保热电偶电缆周围密封良好。
9.将带有仪器的不锈钢舟放在烘炉的输送器上(应使热电偶电缆朝后),在不锈钢舟移向烘炉的同时,谨慎进给热电偶电缆以免弄坏烘炉。
将记录器和隔热箱放在输送器上(应在不锈钢舟后面隔开一些距离)以确保其热质不会影响测试结果。
10.运行结束后立即从烧结炉中取出系统,打开隔热箱。
11.按住stop(停止)按钮,直至红色和绿色LED同时点亮时为止。
12.从隔热箱中取出记录器,然后用通信线将其连到PC上。
红色LED应闪烁五次以确认电缆与记录器之间已建立连接。
13.打开记录器下载对话(单击工具栏上的,或按功能键F3,或从菜单栏上选择记录器>下载)并等待数据下载到PC中。
14.新下载的数据作为温度曲线文件出现在屏幕上,将数据保存为温度曲线文件。
KIC2000用户使用手册
退出
Exit
退出KIC2000软件
KIC2000 用户手册
KIC 2000 v2.0.5.x
快速开始做曲线的检查表
以下的检查表将履行一些必要的步骤来设置和完成一个温度曲线,如果有必要的话,可以使用预测
做第二个曲线。你将需要如下的项目
:
有热电偶和铝带的SlimKIC 2000 曲线测量仪。
用于做曲线的测试样品。
一些语言支持只能使用在他们特定的操作系统下: • 日语,简体中文和繁体中文不能使用在英语版本的Windows操作系统下 • 在KIC2000下运行日语,操作系统必须是日语版本。在KIC 2000 下运行简体中文或者是繁体中文 ,
操作系统必须是中文版 • 英语,德语和西班牙语可以在任何Windows操作系统下运行。
KIC2000 用户手册
KIC 2000 v2.0.5.x
4.从主菜单点上点击做一个曲线按钮
• 输入你的产品名称或从下拉菜单中选择一个已有的。 • 选择你的制程工艺窗口 (这是在先前步骤创建出来的)。 • 为你的炉子取名或者是从下拉菜单中选择一个已有的。 (如果你运行的是与KIC2000兼容的炉子控制
1 当KIC2000和炉子的控制器安装在同一台电脑上,或者是附加的KIC2000选项同时安装在一台电脑上时,可能要求更快的CPU和更 大的RAM。 2 一个USB转串口适配器是用来连接SlimeKIC2000下载曲线的。
语言
KIC 2000 软件支持以下语言:
英语 德语 西班牙语 日语 简体中文 繁体中文
经插入线缆并已通电。 • 接收器上的红灯应该是开着的。 • 如果你用的是数据存储版本,则确保你的下载线已经插在PC上的COM端口并且另外一端的8针也插进了
波峰焊炉温曲线测试操作规程

Q/HXX/XX-XXXX-XX/XX-XXXX 波峰焊炉温曲线测试操作规程2014年12月01日发布2014年12月05日实施波峰焊炉温曲线测试操作规程共12页第1页1.目的:1.1.为规范产品波峰焊接制程,确保产品焊接的可靠性。
对波峰炉温进行监控,以提高产品质量。
2.适用范围:2.1公司所有经波峰焊接产品之炉温曲线测量。
3.作业时间:3.1新产品试流时须进行测试;波峰现有3条线体,每日周一和周五每条线各测试一次,因炉温测试仪器需与SMT车间共用,需与SMT车间错开测试时间。
4.测温板的制作公司波峰焊接产品,全部都是放在载具上过炉,故测试放在载具上的PCB板DIP插件焊点的温度曲线。
4.1选取测试点一般选取三个及以上的焊点进行测试。
焊点位置按照如下要求选取:4.1.1波峰非焊接面DIP焊点,用于测试过炉时PCB触锡反面的温度。
4.1.2引脚密集、焊盘孔小的DIP器件。
4.1.3引脚焊盘孔大的DIP器件。
4.2埋线给测温线分别编号,如1,2,3……。
1号测温线为探温热电偶,无需固定。
将测温线插入焊盘孔,打上适量红胶,用热风枪加热,直至红胶凝固。
对于4.1.1的测试点,将测温线搭在焊盘上,打上红胶,用热风枪加热固定。
测温板具体使用详见6.5。
5 曲线参数标准设定基于KIC2000测试仪,有铅制程。
5.1曲线参数标准设定(SAC-3JS温区)5.1.1锡膏型号:Define Your Own Spec。
熔点:183℃波峰炉:SAC-3JS(2温区)5.1.2预热段温度110—145℃预热时间:30—60s回流段温度 183℃以上回流时间:2—5s最高温度:233--255℃5.2曲线参数标准设定(MWSI温区)5.2.1锡膏型号:Define Your Own Spec。
熔点:183℃波峰炉:MWSI温区(3温区)5.2.2预热段温110—145℃预热时间:40—60s回流段温度 183℃以上回流时间:2—5s最高温度:233--255℃5.3曲线参数标准设定(MPS-400B温区)5.3.1锡膏型号:Define Your Own Spec。
tc系列温度曲线测试仪 用户手册说明书

TOPCITY---Temperature Profiling for Industry TOPCITY ELECTRONICS CO.,LTD重要注意事项和安全信息感谢您选用TC smart系列温度曲线测试仪,该仪器是特别为波峰焊锡机、回流焊配套的在线式测温装置,具备波峰焊﹑回流焊两用功能,具有0.05S~600S之间12000种可选择的采样速率,每通道可记录数据120000点,配合计算机软体的后台分析功能即可进行温度曲线与生产工艺的考量;在线式设计,免除离线式分析仪的困扰。
被电子生产企业广泛用于贴装和插件PCB 焊接工艺的考量,同时也适用于其它行业的温度测绘(如食品、冶金、汽车、环境、涂装、烤炉、隧道炉……)。
使用此温度曲线测试仪时,必须遵守这些安全注意事项,以免发生安全事故和损坏仪器。
1、在使用或操作此设备之前,请仔细阅读和理解本手册。
2、非本仪器维护人员和未经培训合格的人员切勿随意使用本仪器。
3、第一次使用仪器时,请先除去仪器和托架保护盒上的保护膜。
4、仪器使用时必须置入托架保温盒内,并保证保温盒完好无损,以免高温损坏仪器及引发事故。
5、仪器属高温传导体,操作使用时应注意人身及设备安全。
6、本仪器应在洁净的环境中使用, 裸露金属不能接触带电物体。
7、请不要在露天、高温多湿的条件下直接使用、存储仪器。
8、请不要在电磁干扰源附近使用本仪器。
9、检修时,请关掉电源,以防损坏元器件。
10、使用或存储仪器时应保持平稳,不得有倾斜或不稳定现象,以防止仪器滑落。
11、仪器内电压不足时仪器报警指示灯被点亮成绿色,须及时充电,以确保仪器正常使用功能。
12、仪器使用后,请及时将仪器放回仪器箱内,以免意外损坏仪器。
13、该仪器可在-25℃~55℃的范围内被运输及保存。
在运输过程中,请尽量避免过高的湿度、振动压力或机械冲击。
14、本仪器属于精密设备,请勿随意拆装。
15、请保存好本使用手册,以便日后保养、维护检修时使用。
锡膏工艺回流温度曲线的设定与测量
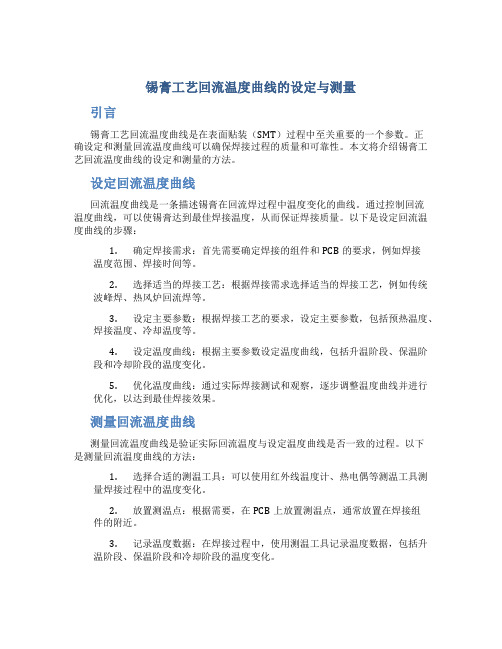
锡膏工艺回流温度曲线的设定与测量引言锡膏工艺回流温度曲线是在表面贴装(SMT)过程中至关重要的一个参数。
正确设定和测量回流温度曲线可以确保焊接过程的质量和可靠性。
本文将介绍锡膏工艺回流温度曲线的设定和测量的方法。
设定回流温度曲线回流温度曲线是一条描述锡膏在回流焊过程中温度变化的曲线。
通过控制回流温度曲线,可以使锡膏达到最佳焊接温度,从而保证焊接质量。
以下是设定回流温度曲线的步骤:1.确定焊接需求:首先需要确定焊接的组件和PCB的要求,例如焊接温度范围、焊接时间等。
2.选择适当的焊接工艺:根据焊接需求选择适当的焊接工艺,例如传统波峰焊、热风炉回流焊等。
3.设定主要参数:根据焊接工艺的要求,设定主要参数,包括预热温度、焊接温度、冷却温度等。
4.设定温度曲线:根据主要参数设定温度曲线,包括升温阶段、保温阶段和冷却阶段的温度变化。
5.优化温度曲线:通过实际焊接测试和观察,逐步调整温度曲线并进行优化,以达到最佳焊接效果。
测量回流温度曲线测量回流温度曲线是验证实际回流温度与设定温度曲线是否一致的过程。
以下是测量回流温度曲线的方法:1.选择合适的测温工具:可以使用红外线温度计、热电偶等测温工具测量焊接过程中的温度变化。
2.放置测温点:根据需要,在PCB上放置测温点,通常放置在焊接组件的附近。
3.记录温度数据:在焊接过程中,使用测温工具记录温度数据,包括升温阶段、保温阶段和冷却阶段的温度变化。
4.分析数据:将记录的温度数据与设定的温度曲线进行比较和分析,确定实际回流温度是否符合要求。
5.调整和优化:根据分析结果,如有需要,进行温度曲线的调整和优化,以达到所需的焊接质量。
结论锡膏工艺回流温度曲线的设定和测量是保证焊接过程质量和可靠性的重要步骤。
通过正确设定和测量回流温度曲线,可以确保焊接温度在合理范围内,从而有效避免焊接缺陷和质量问题的产生。
本文介绍了设定和测量锡膏工艺回流温度曲线的方法,希望对读者在实际操作中有所帮助。
温度曲线量测操作说明

1.目的1.1为能正确的测量温度曲线而订定。
2.步骤2.1选择正在在线生产的PCB。
2.2 调整轨道宽度。
2.2.1 站在固定边(操作面板侧)使用摇杆顺时钟转动,调整轨道宽度大小。
2.2.2 轨道宽度要大于PCB宽度5mm即可。
2.3 设定各区温度。
2.3.1 将总电源打开,按下启动开关。
2.3.2 打开加热器开关。
2.3.3 将加热器温度调整至产品所需要的温度。
2.3.4 调整方式则按操作面板的上、下键即可。
2.4 设定输送带速度。
2.4.1 可调整VR 0-100速度调整钮。
2.4.2 速度变化是以每分钟几公分来表达。
2.5 选择测温点。
2.5.1 选择测温点是以进板方向为依据。
2.5.2 如果PCB上有BGA、QFP、PLCC等较大颗组件的话,应优先测量,由于BGA组件对热敏感度较高,且其管脚又是球型,不易直接量测,但从报废的PCB上做破坏性实验,得知它的上表面温度比下表面温度约高8℃,所以如果有BGA组件就一定要量测。
2.5.3 一般而言,PCB过炉时,由于受热方式的缘故,PCB四周的温度比中央的高,其本身的温度又比IC的温度高,所以就目前测温方式而言,我们一般应该选取PCB边缘的IC、PCB中央的IC以及线检反应最多问题的零件来进行测量。
2.5.4 测温线热电偶的两极因材质不同,其外层是玻璃纤维包覆,内层是铝、铬合金,所以不能用普通的焊接方式形成测温头,必须要以点焊的方式来使其焊接。
2.5.5 使用高温胶带将测温线前端与组件脚接触固定,测温线不可过度弯曲,否则所量测到的温度曲线会上下飘游,得到的温度数值也会不准确。
2.6 开始测温。
2.6.1 将测温线按照顺序与测温器连接,然后放入绝缘外盒内。
2.6.2 将PCB放进回焊炉轨道上,按下测温器上的启动开关,开始测温。
2.6.3 自回焊炉末端取出测温器,按下Stop键,测温完毕。
2.7 分析温度曲线。
2.7.1 将测温器与RS232通讯阜连接,进入测温器服务,点选加载数据,加载完毕后,请按「结束」。
测温仪说明书
DX 、X 系列测温系统用户手册亚洲 Bestemp Ltd中国深圳市南山区高新区中区科技中二路软件园一期一栋201室 Tel: +86(755)-27755959 Fax: +86(755)-27788965 E-mail:Shenzhen@BESTEMP 是世界领先的过程温度监控仪器的制造商,本公司通过持续开发保持在行业中领先地位,快速为客户导入解决应用问题,为此,我们将不懈努力。
欧洲 Bestemp Ltd145-157,ST-JOHN TREET ,LONDON,UK Tel:+44(0)207 608 5500 Fax:+44(0)203292 1633E-mail:sales@安全警告为了安全使用BESTEMP设备,务必遵守以下要求:.认真遵守其随附的使用说明..遵守设备上的所有的警告标签.表示潜在危险表示高温BESTEMP有限公司对此处的内容不作任何表态或保证,同时也明确拒绝对与任何特定目的有关保证,BESTEMP有限公司对其中所包含的错误或与BESTEMP软件、相关硬件及本资料的供给、性能或使用等有关的偶发或间接的损害概不负责。
BESTEMP有限公司保留时常修正本出版物并更改其内容的权利,而且也没有将这种修正或更改通知任何人的义务欲知详情,请与BESTEMP联络。
您拥有世界最成熟、稳定的温度曲线测绘系统Bestemp DX&X系列THERMAL PROFILE温度曲线测绘系统,是一个实时测量焊接回流、波峰峰设备进行改善的优化制程工具。
它是市场上更为健全的硬件和全新的软件平台。
DX&X系列通过快速测试及连续多次的数据采集,大大提高效率、减小中间下载流程环节,实时数据通过集器硬体设备记录并作保存,保证每一次都得到完整的曲线数据。
Bestemp DX&X系列仪器特点是一个超小设备,采用最先进的ARM平台芯片处理,简单模块化的操作界面,每个界面都有图形说明指导您,快速为你提供向导指引功能,只需要少许培训,就可以快速掌握操作方法。
树脂粘度温度曲线测量-概述说明以及解释

树脂粘度温度曲线测量-概述说明以及解释1.引言1.1 概述树脂粘度是评估树脂流动性和处理性能的重要指标之一。
它对于许多树脂应用来说都是一个至关重要的因素。
树脂的粘度受到多种因素的影响,其中最主要的因素之一就是温度。
温度是影响树脂粘度的主要因素之一。
随着温度的变化,树脂分子之间的相互作用会发生变化,从而影响树脂的流动性和粘度。
一般来说,温度上升会导致树脂粘度的降低,增加了树脂的流动性,使其更容易处理和加工。
相反,降低温度会使树脂粘度增加,导致流动性减弱,从而影响树脂的加工性能。
因此,了解温度对树脂粘度的影响是非常重要的。
树脂粘度温度曲线的测量可以帮助我们了解树脂在不同温度下的表现,从而更好地控制和调整树脂的加工条件。
通过测量树脂粘度温度曲线,我们可以确定最佳的加工温度范围,以确保树脂在加工过程中具有最佳的流动性和粘度。
本文将介绍树脂粘度温度曲线的测量方法,并分析实验结果。
通过这些内容的阐述,我们将能够更深入地了解温度对于树脂粘度的影响,并为树脂的加工提供更准确的指导和控制。
1.2文章结构本文的结构如下:第一部分是引言,主要包括概述、文章结构和目的。
在这一部分,我们将对树脂粘度的重要性进行介绍,并说明温度对树脂粘度的影响。
第二部分是正文,包括树脂粘度的重要性和温度对树脂粘度的影响。
我们首先将介绍树脂粘度的重要性,包括它在工业生产中的应用以及对产品质量的影响。
然后,我们将详细讨论温度对树脂粘度的影响,解释为什么树脂的粘度随温度变化而改变。
我们将深入研究树脂在不同温度下的流动性、分子间相互作用以及黏滞性等因素,并探讨温度对这些因素的影响。
最后是结论部分,主要包括树脂粘度温度曲线的测量方法和实验结果的分析。
我们将介绍如何通过实验测量树脂粘度与温度的关系,并利用这些数据绘制树脂粘度温度曲线。
同时,我们还将对实验结果进行详细的分析,探讨温度对树脂粘度的影响规律和特点,并提出一些相关的应用和改进措施。
通过以上结构,我们将全面而系统地探讨树脂粘度与温度的关系,为进一步研究和应用提供重要的参考。
波峰焊温度曲线测量方法及参数控制标准

波峰焊温度曲线测量方法及参数控制标准1.程序概述1.1目的描述为加强波峰焊工艺参数管控,提升产品质量及产品可靠性,特制定本程序文件1.2适用范围适用于波峰焊1.3职责说明技术部有责任执行本程序文件1.4 参考文件1、波峰焊印刷电路板装配工艺控制要求2、设备程序命名规则2.程序说明2.1 测量波峰焊温度曲线所需的材料和仪器1、专用工程板2、K型热电偶3、铝箔纸4、高温胶带5、温度跟踪仪2.2 波峰焊温度曲线的测量要求由于产品的特性不同,尺寸大小不同,PCB的布线方式及铜箔量不同,PCB的元件量不同,综合以上因素PCB所需的温度量也会不同,所以每个产品必须使用专用工程板测试一条专用的温度曲线,以确保设备设定温度适合产品的需求。
当设备和产品发生变更的情况下必须重新测试温度曲线,重测要求参考波峰焊标准作业程序“波峰焊印制电路板装配工艺控制要求”。
2.3热电偶的粘贴方法2.3.1热电偶的基本要求测试波峰焊温度曲线使用K型热电偶,热电偶数量为至少4根,其中第一根用于温度跟踪仪的启动温度探测,2根热电偶用来测试PCB板主面的预热温度,另一根热电偶用于测试PCB板俯面的预热温度和引脚焊接时间。
PCB主面的热电偶分别粘贴在PCB的左右两端的适当位置,测试主面温度及均匀性,PCB俯面的热电偶粘贴在PCB中间的适当位置,并固定牢固。
热电偶的探头必须保持平直,不能扭曲,以确保温度探测的可靠性,热电偶的测量精度和响应时间取决于热电偶的粘贴方法和粘贴质量。
另外,热电偶的响应速度与热电偶的探测到的温度量和使用的粘贴材料也有关联,本文件定义的粘贴方法和粘贴材料可缩小温度探测误差,具体操作方法参照下列说明。
K型热电偶2.3.2 热电偶的外观检查检查热电偶的探头是否有变形、断开、损伤合格的热电偶不合格的热电偶2.3.3 主面热电偶的粘贴方法下图指出标准PCB主面热电偶的粘贴位置。
选择工程板测试波峰焊温度曲线,主面的两根热电偶粘贴在PCB的左右两端,主面的另一根热电偶(温度跟踪仪启动温度探测)粘贴PCB的前端,探测头伸出Pcb,所有热电偶的探头都用铝箔纸和高温胶带固定,以避免不会影响温度曲线变化,参考下图布置热电偶的走线,注意不要妨碍到元件。
炉温曲线测试规范

炉温曲线测试规范1.目的本规范规定了炉温曲线的测试周期、测试方法等,以通过定期的、正确的炉温曲线测试确定最佳的曲线参数,最终保证PCB装配的最佳、稳定的质量,提高生产效率和产品直通率。
2.定义2.1回流曲线在使用焊膏工艺方式中,通过固定在PCB表面的热电偶及数据采集器测试出PCB在回流焊炉中时间与温度的可视数据集合,根据焊膏供应商推荐的曲线,对不同产品通过适当调整温度设置及传输链的速度所得到的最佳的一组炉温设置参数。
2.2固化曲线在使用点胶或印胶工艺方式中,通过固定在PCB表面的热电偶及数据采集器测试出PCB在固化炉中时间与温度的可视数据集合,根据焊膏供应商推荐的曲线,对不同产品通过适当调整温度设置及传输链的速度所得到的最佳的一组炉温设置参数。
2.3基本产品指在一个产品系列中作为基本型的产品,该系列的其它产品都在此基础上进行贴装状态更改或对印制板进行少量的改版,一般情况下一个产品系列同一功能的印制板其图号仅在版本号上进行区分,如“***-1”与“***-2”或“***V1.1”与“***V1.2”等。
2.4派生产品指由于设计贴装状态更改、或印制板在原有基础上进行少量的改版所生成的其所改动的CHIP 类器件数量未超过50只、同时没有对外形尺寸大于□20mm×20mm的IC器件(不包括BGA、CSP等特殊封装的器件)的数量进行调整的产品。
2.5全新产品指产品公司全新开发、设计贴装状态更改或印制板在原有基础上改版时所生成的其所改动的CHIP类器件数量超过50只、或对外形尺寸大于□20mm×20mm的IC器件的数量进行调整的产品。
凡状态更改中增加或减少了BGA、CSP等特殊封装的器件的产品均视为全新产品。
2.6测试样板指用来测试炉温的实装板,该板必须贴装有与用来测试的生产状态基本一致的元器件。
3.职责4.炉温测试管理4.1炉温测试周期:原则上工程师根据当月所生产的产品应每月测试一次,将测试结果记录在“炉温参数设置登记表”上,并将炉温曲线打印存档。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
温度曲线量测操作说明 Prepared on 22 November 2020
1.目的
1.1为能正确的测量温度曲线而订定。
2.步骤
2.1选择正在在线生产的PCB。
2.2 调整轨道宽度。
2.2.1 站在固定边(操作面板侧)使用摇杆顺时钟转动,调整轨道宽度大小。
2.2.2 轨道宽度要大于PCB宽度5mm即可。
2.3 设定各区温度。
2.3.1 将总电源打开,按下启动开关。
2.3.2 打开加热器开关。
2.3.3 将加热器温度调整至产品所需要的温度。
2.3.4 调整方式则按操作面板的上、下键即可。
2.4 设定输送带速度。
2.4.1 可调整VR 0-100速度调整钮。
2.4.2 速度变化是以每分钟几公分来表达。
2.5 选择测温点。
2.5.1 选择测温点是以进板方向为依据。
2.5.2 如果PCB上有BGA、QFP、PLCC等较大颗组件的话,应优先测量,由于
BGA组件对热敏感度较高,且其管脚又是球型,不易直接量测,但
从报废的PCB上做破坏性实验,得知它的上表面温度比下
表面温度约高8℃,所以如果有BGA组件就一定要量测。
2.5.3 一般而言,PCB过炉时,由于受热方式的缘故,PCB四周的温度比中央的高
,其本身的温度又比IC的温度高,所以就目前测温方式而言,我们
一般应该选取PCB边缘的IC、PCB中央的IC以及线检反
应最多问题的零件来进行测量。
2.5.4 测温线热电偶的两极因材质不同,其外层是玻璃纤维包覆,内层是铝、铬合
金,所以不能用普通的焊接方式形成测温头,必须要以点焊的方式来使其焊接。
2.5.5 使用高温胶带将测温线前端与组件脚接触固定,测温线不可过度
弯曲,否则所量测到的温度曲线会上下飘游,得到的温度
数值也会不准确。
2.6 开始测温。
2.6.1 将测温线按照顺序与测温器连接,然后放入绝缘外盒内。
2.6.2 将PCB放进回焊炉轨道上,按下测温器上的启动开关,开始测温。
2.6.3 自回焊炉末端取出测温器,按下Stop键,测温完毕。
2.7 分析温度曲线。
2.7.1 将测温器与RS232通讯阜连接,进入测温器服务,点选加载数
据,加载完毕后,请按「结束」。
2.7.2 选择「数据分析」,「最高温度及时间分析」!
2.7.3 选择「升温率分析」,温度曲线上会出现2个光标,可以将光标
拖曳,得到所需要的数据。
2.7.4 温度曲线设定的标准:
(a) A区段升温及降温斜率:<2℃/SEC
(b) B区段升温及降温斜率:<2℃/SEC
(c) C区段预热区150℃~183℃,加温时间为60~90 SEC
(d) D区段回焊区183℃以上界限,加温时间为60~80 SEC
(e) E区段温度上、下限:
(1) 一般零件:210℃~230℃
(2) BGA、QFP:215℃~230℃
(3) CONNECTOR:215℃~230℃
(4) TRANSFORMER:205℃~230℃
2.8 观察焊锡状况:
2.8.1 观察零件的吃锡性,是否有空焊、冷焊、未熔锡……等情形!
2.8.2 如有发生焊接不良时,应立即追查原因。
2.9 正式生产:
2.9.1 持续观察过炉之后PCB的状况。
2.9.2 将测好的「温度曲线图」打印后,请主管Double Check。
3.注意事项
3.1 PROFILE曲线以保证品质为第一前题。
3.2 每种产品都应该有相对应的PROFILE曲线,且应有相对固定的测温点,以利追踪!
3.3 每次换线均应重新量测PROFILE曲线。
3.4 测温前,应检查测温器的状况及正确使用测温线,以保证测温曲线的可靠性。
3.5 确实记录测温曲线,如PROFILE曲线与标准不符,应将回焊炉调整后,重新量测温度。
3.6 测温作业结束后,应将正确的PROFILE曲线图,放置在相对的生产在线。
3.7 若产品在连绩生产下,经过三次以上的温度量测显示,该回焊炉所供应之温度稳定,且在该产品PROFILE要求的规格内,可经由当
班最高主管确认后,放宽为24小时量测一次。
7.流程图。