冲压模具常用材料表
冲压模具材料的种类及特性
冲压模具材料的种类及特性
冲压模具是制作金属零部件的重要工具之一,它承受着巨大的压力和冲击力。
因此,选择合适的材料来制造冲压模具对于保证其使用寿命和使用效果至关重要。
1.工具钢
工具钢(Tool Steel)是一种常用的冲压模具材料,其特点是具有较高的硬度、韧性和耐磨性。
常见的工具钢有Cr12MoV、Cr12、CrWMn等,它们具有良好的切削性能和耐磨性,适用于制作剪切模和冲裁模。
2.高速钢
高速钢(High Speed Steel)属于具有高硬度和高耐磨性的合金钢,适用于制作冲压模具中的剪切刃。
高速钢具有优良的热硬性,能够在高温下保持较高的硬度,因此适用于制作高速剪切模。
3.硬质合金
硬质合金(Cemented Carbide)是一种由碳化物和金属粉末烧结而成的材料,常用的成分为钨碳化物(WC)和钼碳化物(Mo2C)。
硬质合金具有极高的硬度、耐磨性和抗腐蚀性,适用于制作冲击和压力较大的模具,如冲头和冲模。
4.粉末冶金材料
粉末冶金材料(Powder Metallurgy Material)是由金属粉末冶炼和压制制造而成的材料,具有较高的硬度、韧性和耐磨性。
由于制造的过程可以控制材料的孔隙率和颗粒大小,粉末冶金材料能够在模具中形成复杂的形状和结构,适用于制作复杂的冲压模具。
5.硬质合成材料
不同的冲压模具材料各有特点和适用范围。
在选择材料时,需要根据冲压件的形状、尺寸和使用环境等因素综合考虑。
同时,还需要结合实际工艺要求和经济效益进行综合评估,选择最合适的材料来制造冲压模具。
常用冲压材料介绍
上一页
上一章
下一页
下一章
返回首页
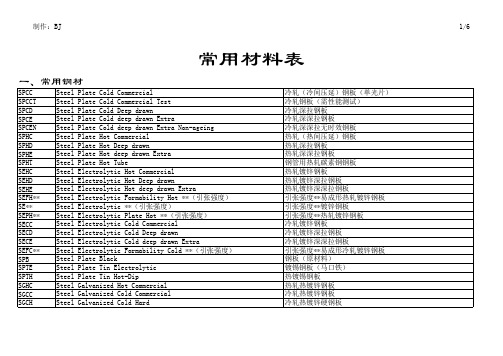
3.7、SPCE——表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。 需保证非时效性时,在牌号末尾加N为SPCEN。
冷轧碳素钢薄板及钢带调质代号:退火状态为A,标准调质为S,1/8硬为8,1/4硬为4, 1/2硬为2,硬为1。
表面加工代号:无光泽精轧为D,光亮精轧为B。如SPCC-SD表示标准调质、无光泽精 轧的一般用冷轧碳素薄板。再如SPCCT-SB表示标准调质、光亮加工,要求保证机械性能的 冷轧碳素薄板。
A1100-H14 A1050-H14
铝
A1050P-H14 A5005-H34
50 23.7 27.9 45.3
42 58 12.8 11.9 12.3 16
33
66
5.8
24
10.4
37
49.6
-
25
60
49
84
11.7
91
11
92
11.5
93
14.6
91
上一页
上一章
下一页
下一章
延伸率
(%)
27 以上 30 以上 31 以上
3.3﹑SPHD——表示冲压用热轧钢板及钢带。
3.4、SPHE——表示深冲用热轧钢板及钢带。
3.5、SPCC——表示一般用冷轧碳素钢薄板及钢带,相当于中国Q195-215A牌号。其中 第三个字母C为冷Cold的缩写。需保证抗拉试验时,在牌号末尾加T为SPCCT。
3.6、SPCD——表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳 素结构钢。
④﹑塑性应变比(r)
它是表示板材各向异性性能的参数。由于板材在制造过程中要经历轧制与退火等工艺,结果使 板材形成结晶方位趋于一致的织构组织,在宏观上表现为各向异性,即在不同的方向上板材的性能 有一定的差异。在生产中用r值来表示板材的各向异性,其值等于对数应变表示的宽度应变b与厚度 方向应变t之比,即: r=b/t=ln(b/b0)/ln(t/t0)
冲压模具表单-1
0.05
>6.5
0.015---0.04
0.025
0.03
铝、铝合金
0.03---0.08
0.03---0.07
纯铜、黄铜
0.02---0.06
0.03---0.09
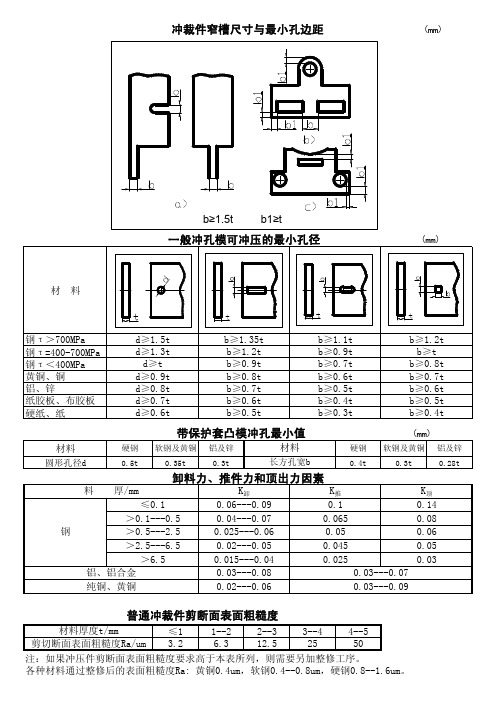
普通冲裁件剪断面表面粗糙度
材料厚度t/mm
≤1
剪切断面表面粗糙度Ra/um 3.2
1--2 6.3
2--3 12.5
3--4 25
4--5 50
b≥1.1t b≥0.9t b≥0.7t b≥0.6t b≥0.5t b≥0.4t b≥0.3t
b≥1.2t b≥t
b≥0.8t b≥0.7t b≥0.6t b≥0.5t b≥0.4t
带保护套凸模冲孔最小值
(mm)
材料
硬钢 软钢及黄铜 铝及锌
材料
硬钢 软钢及黄铜 铝及锌
圆形孔径d
0.5t
0.35t
0.3t
长方孔宽b
0.4t
0.3t
0.28t
卸料力、推件力和顶出力因素
料 厚/mm
K卸
K推
K顶
≤0.1
0.06---0.09
0.1
0.14
>0.1---0.5
0.04---0.07
0.065
0.08
钢
>0.5---2.5
0.025---0.06
0.05
0.06
>2.5---6.5
0.02---0.05
0.045
冲裁件窄槽尺寸与最小孔边距
(mm)
b≥1.5t b1≥t
一般冲孔模可冲压的最小孔径
(mm)
材料
钢τ>700MPa 钢τ=400-700MPa 钢τ<400MPa 黄铜、铜 铝、锌 纸胶板、布胶板 硬纸、纸
冲压模具材料选用

冲压模具材料选用
一、H13耐热高速钢
H13耐热高速钢,是高耐热性能的耐热高速钢,具有良好的加工力学
性能,具有抗氧化、抗热震变性能,热处理后具有良好的耐磨性和可锻性,淬火后屈服强度大,耐热性能强、表面硬度高。
因其具有良好的耐热性能,对于高温作业和加工温度高的大型冲压模具具有非常重要的意义。
二、4Cr5MoSiV1高速钢
4Cr5MoSiV1高速钢,具有优良的韧性、加工性能和耐磨性,用以制
作一些大型冲压模具,耐热高速钢。
它具有良好的加工性能,热处理后具
有良好的高温强度和耐磨性,表面硬度较高,耐热性能较好,因此适合制
作中等负荷量的冲压模具。
三、3Cr2W8V高速钢
3Cr2W8V高速钢是一种高强度的高速钢,具有良好的耐热性能和抗氧
化性,用于制作一些大型高温冲压模具,热处理后具有良好的高温强度、
耐磨性、可锻性和可焊性,有较高的抗热震变性能,能够承受较高的冲击
负荷,但由于高硬度和锻炼性能低,制作大型冲压模具时需要考虑。
总之。
冲压模具常用材料种类及热处理
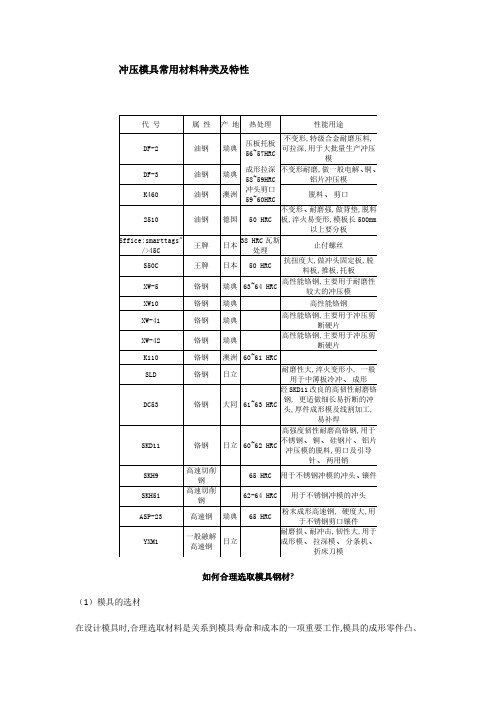
冲压模具常用材料种类及特性如何合理选取模具钢材?(1)模具的选材在设计模具时,合理选取材料是关系到模具寿命和成本的一项重要工作,模具的成形零件凸、凹模材料的选取尤应慎重,通常应考虑以下几点:①生产批量当冲压件的生产批量很大时,凸、凹模材料应选取质量高、耐磨性好的模具钢,对于模具的其他工艺零件的材料要求,也要相应地提高;在少量生产中,可采用成本低耐磨性较差的材料。
②被冲压材料性能、工序性质和凸、凹模工作条件当被冲材料较硬或变形抗力较大时,其凸、凹模应选取耐磨性好、强度高的材料;对于凸、凹模工作条件较差的冷挤模,应选取有足够硬度、强度、韧性、耐磨性等综合力学性能较好的模具钢,同时应具有一定的硬性和耐热、抗疲劳强度。
③加工规格一般来料都没有加工,这些材料叫坯料,但坯料加工首先要经过铣床、磨床来达到一定尺寸之后才能制造模具。
(2)模具寿命与模具材料的关系①模具凹模刃口高度的估算方法a) 规定模具寿命为2000000~3000000次时,刃口每次研磨量为ffice:smarttags" />0.2mm,每次研磨后的生产量为200000~300000次。
刃口直身高度为2.5~3mm。
b) 若要模具寿命为5000000次,则刃口高度应取4~5mm。
②模具寿命与模具材料的关系凸模凹模通常采用的材料为XW-10、XW-5、XW-41、XW-42、SKD11(Cr12MoV)、ASP23。
以上四种主要钢材特性见表注: 1.以上各种参数均以XW-41为标准的比较值。
2.当冲件材料为SECC、SPCC、SPTE、T3时,通常选凸凹模材料为XW-41。
3.当冲件材料为不锈钢时,通常选凸凹模材料为ASP23。
金属材料现场快速鉴别的方法有哪几种?(1) 火花鉴别火花鉴别是将钢铁材料轻轻压在砂轮上打磨,观察所迸射出的火花形状和颜色,以判断钢铁成分范围的方法、材料不同,其火花也不同。
①20钢流线多、带红色,火束长,芒线稍粗。
冲压件材料

冲压件材料
冲压件是指通过模具对金属板材进行塑性变形和分离的加工方法。
冲压件的材料选择非常重要,直接关系到产品的质量和性能。
下面是对冲压件常用材料的介绍。
1. 钢板材料:钢板是冲压件的主要材料之一,常见的有普通碳素钢、优质碳钢、合金钢和不锈钢等。
普通碳素钢具有优良的可塑性和韧性,适用于制作一些结构简单的冲压件;优质碳钢具有较高的强度和硬度,适用于制作一些要求较高强度的冲压件;合金钢具有良好的机械性能和耐热性能,适用于制作一些高强度、高温下工作的冲压件;不锈钢具有优良的耐腐蚀性能和美观性,适用于制作一些对外部环境要求较高的冲压件。
2. 铝板材料:铝板在冲压件中也有广泛的应用。
铝板具有低密度、良好的导热性和良好的抗腐蚀性能。
根据材料的硬度和强度要求,可以选择软铝、半硬铝和硬铝等不同类型的铝板材料。
由于铝板具有良好的可塑性和韧性,适用于制作形状复杂、结构轻便的冲压件。
3. 铜板材料:铜板具有优良的导电性和导热性,适用于制作电子、电气方面的冲压件。
铜板材料也分为软铜、半硬铜和硬铜等不同类型,根据材料的硬度和强度要求选择不同类型。
4. 合金板材料:合金板材是由两种或两种以上金属元素组成的材料。
合金具有优良的机械性能和耐热性能,适用于制作一些对强度和耐热性能要求较高的冲压件。
常见的合金板材有铝合金、铜合金和钛合金等。
总之,冲压件的材料选择应根据产品的用途和工作环境的要求,同时考虑到材料的可塑性、韧性、硬度和耐腐蚀性等性能。
合理选择材料可以提高冲压件的质量和性能,同时也可以降低生产成本。
冲压工艺常用的参数

Q345 Zmax
40 、50 Zmin
40 、50
Zmax
65MN Zmin
65MN Zmax
0.2
0.008
0.012
0.010
0.014
0.012
0.016
0.014
0.018
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
0.3
0.012
0.018
0.015
0.960
0.880
1.040
0.960
1.120
1.200
1.680
9.0
0.870
0.990
0.900
1.080
0.990
1.170
1.080
1.260
1.75
0.220
0.320
0.2ቤተ መጻሕፍቲ ባይዱ0
0.320
0.220
0.320
2.1
0.260
0.380
0.280
0.400
0.280
0.400
2.75
0.400
IT6~IT7
2
IT10
IT6~IT7
3
—
IT6~IT7
4
—
IT6~IT7
5
—
IT6~IT7
6
—
IT6~IT7
8
—
IT6~IT7
10
—
IT6~IT7
12
—
IT7~IT8
0.5
—
IT7~IT8
0.8
IT9
IT7~IT8
冲压模常用材料与热处理

冲压模常用材料与热处理冲压模是冲压工艺中常用的工具,它的材料选择和热处理对于模具的性能和寿命有着重要影响。
本文将从常用材料和热处理两个方面来探讨冲压模的相关知识。
一、常用材料1. 高速钢(HSS)高速钢是一种具有优异耐磨性和高硬度的钢材,常用于制作冲头和工作部位较小的冲压模。
其主要成分为碳(C)、钼(Mo)、钴(Co)等,能够在高温下保持较高的硬度和韧性。
2. 高碳合金工具钢高碳合金工具钢具有较高的强度和硬度,适用于制作大型冲压模和工作部位较大的冲头。
该材料的主要成分为碳(C)、铬(Cr)、钼(Mo)等,能够在高温和高应力下保持稳定的性能。
3. 铸铁铸铁是一种经济实用的冲压模材料,具有良好的耐磨性和切削性能。
常用的铸铁有灰铁、球墨铸铁等,其选择取决于模具的具体使用条件和要求。
4. 高硬度合金钢高硬度合金钢具有极高的硬度和抗磨性,适用于制作对摩擦和磨损要求较高的冲头。
该材料的主要成分为碳(C)、钼(Mo)、钨(W)等,能够在高应力和高温下保持较高的硬度和强度。
二、热处理热处理是冲压模制造过程中不可或缺的一步,通过调整模具材料的组织和性能,提高模具的硬度、强度和耐磨性,延长模具的使用寿命。
常用的热处理方法包括淬火、回火和表面处理等。
1. 淬火淬火是指将模具加热到临界温度,然后迅速冷却至室温,以使模具材料的组织发生相变,获得高硬度和高强度。
淬火后的模具具有较高的耐磨性和切削性能,适用于冲压模的工作部位。
2. 回火回火是指将淬火后的模具加热至一定温度,保持一定时间后冷却,以降低模具的硬度,提高其韧性和抗冲击性。
回火后的模具具有较好的韧性和强度,能够抵抗冲击和振动的作用。
3. 表面处理表面处理是通过改变模具表面的化学成分和物理性质,提高模具的耐磨性和抗疲劳性。
常用的表面处理方法包括氮化、渗碳、镀铬等,能够形成一层硬度较高的保护层,延长模具的使用寿命。
总结:冲压模的材料选择和热处理对于模具的性能和寿命具有重要影响。
冲压模具常用材料

铸铁
日本牌号
中国牌号
名称(化学成分)
GM238/241
钼铬铸铁
白口铸铁
FCD550/700
QT550/700
球墨铸铁
FC250/300
HT250/300
灰口铸铁
铸钢
日本牌号
中国牌号
名称(化学成分)
ICD-5
CH-1(7CrSiMnMoV)
高碳低合金铸钢
LCD
钢材
日本牌号(JIS)
中国牌号
ISO--国际标准化组织(International Organization for Standardization)
SAE--美国机动车工程师学会(Society of Automotive Engineers)
718S
718HH
2311
2738
P20
P20+Ni
NAK55
NAK80
预硬型镜面防酸塑胶模具钢
S-136H
2316
420
S-STAR
G-STAR
退火型镜面防酸塑胶模具钢
S-136
退火状态
2083
退火状态
420ESR
退火状态
压铸模具钢
8407
2344
2714
H13
L6
SKD-61
SKT-4
不变形油钢
> HMD-5(7CrSiMnMoV)
> SKS3(CrWMn)
常用钢材对照表
主要用途
瑞典一胜百
ASSAB
德国德威
GSW
DIN standard
美国百禄
BOHLER
AISI standard
冲压常用材料表
硬质 1
硬度(HV) 212以下 192以下 192以下 192以下 228以下 228以下 192以下 188以下 188以下 288以下 288以下 192以下
二、常用铝材(密度:2.72×10-3g/mm3)
A1050-0/H12/H24 AL:99.5%min
制作:BJ A1100-0/H12/H24 A5052-0/H32/H34 代号 AL1050P AL1050P AL1050P AL1050P AL:99.0%min Si:0.25%max 代号 A1100P A1100P A1100P A1100P 引张强度(kgf/mm2) H-12(9.5-13) H-14(12-15) H-16(14-17) H-18(16以上) 代号 AL5020 AL5020 AL5020 AL5020 AL5020 引张强度(kgf/mm2) H-12、H-32(22-27) H-14、H-34(24-29) H-16、H-36(26-31) H-18、H-38(28以上) H-19、H-39(29以上)
8.9
1、磷青铜带 代号 C5111R-0 C5111R-1/4H C5111R-1/2H C5111R-H C5111R-EH
硬度 HV70-UP HV80-150 HV120-180 HV150-200 HV170-UP
代号 C5191R-0 C5191R-1/4H C5191R-1/2H C5191R-H C5191R-EH
2/5
制作:BJ EGC-QZ Electrolytic Galvanized Cold QZ(为理光特别订做) 一般环保耐指纹(UF)冷轧热镀锌钢板(新日本制铁)
3/5
1、常用冷轧板的代号及说明(密度:7.85×10-3g/mm3) SPCC-SD Steel Plate Cold Commercial - S(硬度) D(表面处理) 硬度 调质区分 烧结 标准调质 1/8硬质 1/4硬质 1/2硬质 调质记号 A S 8 4 2 表面处理 光辉处理,银亮色 普通压延,灰暗色 处理要求 SB SD 处理记号 2、常用不锈钢板的代号及说明(密度:7.93×10-3g/mm3) 代号 调质标记 硬度(HV) 代号 调质标记 SUS301-CSP 1/2H 310以上 SUS304 3/4H 370以上 SUS304L H 430以上 SUS305 EH 490以上 SUS308 SHE 530以上 SUS309 SUS304-CSP 1/2H 250以上 SUS310 3/4H 310以上 SUS403 H 370以上 SUS405 SUS301 212以下 SUS409 SUS302 212以下 SUS410 SUS302B 212以下 SUS420 SUS430
冲压模具常用材料有哪些_冲压模具材料型号表
冲压模具常用材料有哪些_冲压模具材料型号表制造冲压模具的材料有钢材、硬质合金、钢结硬质合金、锌基合金、低熔点合金、铝青铜、高分子材料等等。
目前制造冲压模具的材料绝大部分以钢材为主,常用的模具工作部件材料的种类有:碳素工具钢、低合金工具钢、高碳高铬或中铬工具钢、中碳合金钢、高速钢、基体钢以及硬质合金、钢结硬质合金等等。
冲压模具工作零件材料的要求一般的冲压模具都是由:上下托板、上下垫脚、上下模座:一般用A3、Q235等“软料”做成,起支撑整个模具、方便架模、落料等作用。
冲压模具工作时要承受冲击、振动、摩擦、高压和拉伸、弯扭等负荷,甚至在较高的温度下工作(如冷挤压),工作条件复杂,易发生磨损、疲劳、断裂、变形等现象。
因此,对模具工作零件材料的要求比普通零件高。
上、下模板:上、下模板起固定刀口、入块、入子、顶料销等作用,外定位、内定位、浮升引导销、两用销、导料板、浮块这些也是固定在下模板上的,下模板硬度要求必须在HRC58~62左右,硬度太低会影响冲裁质量。
厚度一般为25~40mm。
有的刀口直接割在模板上的,即在模板上直接挖刀口,这样做的话如果刀口缺了、打崩了、磨损了、有毛边就不好修模;还有一种做法是挖入块,即把刀口挖在一个入块上(该入块习惯称为“下模刀口”),然后再把下模刀口装入下模板里面。
高度要保证和下模板一样高,误差要在正负1~2条之内,最好正负0.005mm以内,一般磨床师傅或钳工师傅都可以达到。
太多会把产品打出印子(模印)。
上、下垫板,垫板一般用Cr12制成。
根据需要,每套模具的上下垫板厚度都不一样,看冲裁力,如果冲的孔少的话,上下垫板可以适当做薄一点8~10mm即可,如果冲孔比较多的话,就要适当做厚一点,一般17~20mm 左右。
下垫板上主要是落料孔、弹簧过孔、螺丝过孔、导柱透气孔等。
上、下夹板,上下夹板主要起固定凸模、冲头、导柱之用,一般17~20mm即可。
冲压模具夹板的材料硬度一般不需要特别高,一般用软料即可,但是太软了也不行,有可能会把冲头的挂台直接拉到夹板里面去,把夹板拉坏。
冲压模具材料、螺钉、销钉、加工精度的选用
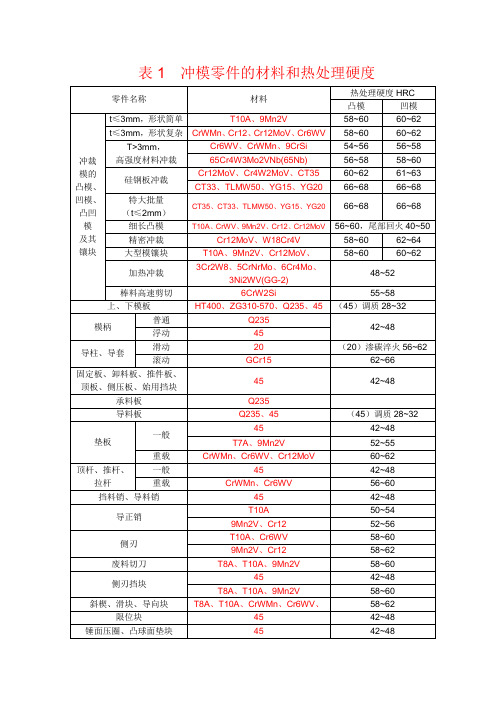
表1 冲模零件的材料和热处理硬度表2 冲压模零件的加工精度及其相互配合表3 冲模零件的表面粗糙度冲模用螺钉的选用原则在模具设计中,选用螺钉时应注意以下几个方面。
1)螺钉主要承受拉应力,其尺寸及数量一般根据冲压力大小、凹模厚度和其他的设计经验来确定,中、小型模具一般采用M6、M8、M10或M12等螺钉,大型模具可选M12、M16或更大规格的螺钉,但是选用过大的螺钉会给攻螺纹带来困难,螺钉的规格可根据凹模厚度来确定,参见表4凹模厚度H/mm ≤13 13~19 19~25 25~32 >32 螺钉规格M4、M5 M5、M6 M6、M8 M8、M10 M10、M12 螺钉要按具体位置、尽量在被固定件的外形轮廓附近进行均匀布置。
当被固定件为圆形时,一般采用3~4个螺钉,当为矩形时,一般采用4~6个。
2)螺钉拧入深度不能太浅,否则紧固不牢靠;也不能太深,否则拆装工作量大。
一般对钢制或铸铁材料零件间的螺钉连接,其螺钉拧入深度分别为d及1.5d(d为选用的螺钉连接螺纹直径)。
螺钉之间,螺钉与销钉之间的距离,螺钉、销钉距离刃口及外缘距离,均不应过小,以防降低强度,其最小距离参表螺纹孔、销孔之间及至刃口边的距离螺钉孔M4 M6 M8 M10 M12 M16 M20 M24A淬火8 10 12 14 16 20 25 306.5 8 10 11 13 16 20 25 不淬火B 淬火7 12 14 17 19 24 28 35C淬火不淬火53螺钉孔φ2 φ3 φ4 φ5 φ6 φ8 φ10φ12φ16φ20φ25D淬火 5 6 7 8 9 11 12 15 16 20 253 3.545678 10 13 16 20 不淬火3)螺栓用来连接两个不太厚的,并能钻成通孔的零件,一般的连接方式是将螺杆穿过两个零件的通孔,在套上垫圈。
冲模常用销钉及选用原则冷冲模常用销钉按类型来说主要有圆柱销和圆锥销两类。
圆柱销按照制作材料可分为不淬火硬钢和奥氏体不锈钢圆柱销以及淬硬钢和马氏体不锈钢圆柱销两类;按照有无内螺纹可分为普通圆柱销和内螺纹圆柱销两类。
冲压模具材料一般用什么材料
冲压模具材料一般用什么材料冲压模具是工业生产中常用的一种模具类型,用于将金属板材或其他材料按一定形状和尺寸加工成所需产品。
冲压模具要求具有高强度、耐磨、耐高温等性能,因此一般使用高硬度的材料制作。
冲压模具常用的材料包括:1.工具钢:工具钢是冲压模具最常用的材料之一,具有优异的机械性能和热处理特性。
常用的工具钢有Cr12、Cr12MoV、Cr12Mo1V1等。
2.合金钢:合金钢是一种含有多种合金元素的钢材,具有更高的硬度和耐磨性。
常用的合金钢有P20、NAK80、S136等。
3.硬质合金:硬质合金是一种具有极高硬度和耐磨性的材料,由钨钴粉末和其他金属粉末冶炼而成。
硬质合金常用于制作冲头、切割刀等部件。
4.高速钢:高速钢具有优良的耐热性、耐磨性和切削性能,适用于高速冲压模具。
常用的高速钢有W18Cr4V、W6Mo5Cr4V2等。
5.铸钢:铸钢是一种通过铸造工艺获得的材料,铸钢具有更好的延展性和韧性,适用于大型和复杂的冲压模具。
常用的铸钢有ZGCr13、ZGCr28Ni48W5等。
6.陶瓷材料:陶瓷材料具有优异的耐高温性能和耐磨性,适用于一些特殊的冲压模具。
常用的陶瓷材料有氧化锆、氧化铝等。
冲压模具的材料选择会根据具体的应用要求、工件材料和模具结构等因素来确定。
一般来说,工具钢和合金钢是最常用的冲压模具材料,可以满足大部分的冲压加工需求。
硬质合金和高速钢适用于特殊要求的冲压环境,铸钢适用于大型和复杂的模具制造。
陶瓷材料则适用于具有特殊要求的高温或高磨损环境。
总之,冲压模具材料的选择需要综合考虑多个因素,包括应用环境、工件要求、模具结构以及预算等,选择适合的材料可以提高模具的使用寿命和加工质量,从而提高生产效率和降低成本。
五金冲压模具基础知识

機械性能:
GI料 抗拉強度Mpa 290~395 屈服強度Mpa 230~310 伸長率% 30.5 硬度HRB 55~67
GI
EG
C1
常用厚度及公差
1﹒GI料實際供貨﹕0.597 0.891 0.686 0.974 0.781 1.166
1.50
2﹒EG料﹕現用0.5 0.6 0.7 0.8 1.0 1.2 2.0 另外可選擇系列 0.4 0.65 0.75 0.9 1.4 1.6 1.8 2.3 2.5 公差:<0.6(±0.05) <0.8(±0.06) <1.0(±0.07) <1.25(±0.08) <1.6(±0.10) <2.5(±0.12)
編號
1 2 3 4 5 6 7 8 9 10 11
品名
上托板 上墊腳 上模座 上墊板 上夾板 脫料背板 上打板 下模板 下墊板 下模座 下墊腳
材料
SS41 SS41 SS41 Y K 30 SS41 Y K 30 SK D 11 SK D 11 Y K 30 SS41 SS41
熱處理
NONE NONE NONE H R C 52 NONE H R C 52 H R C 58 H R C 58 H R C 52 NONE NONE
機械性能:
牌號 SUS 301 狀 態 固溶 精軋1/4 H 1/2 H 抗拉強度
MPa
屈服強度
MPa
硬度
HV
伸長
率%
520 860 930
205 510 510
218
40 25
310
10
3/4 H
固溶
1130
520 780 930 450
745
冲压模具常用材料表
冲压模具常用材料表冲压模具是在金属冲压加工中广泛使用的一种工具,它能够将金属板材或其他材料加工成所需形状。
冲压模具的质量和性能直接影响到产品的质量和生产效率。
为了满足不同的加工需求,冲压模具需要使用不同种类的材料制作而成。
常用材料1. 高速钢(High-Speed Steel, HSS)高速钢是一种常用于制造冲压模具的优质材料。
它具有良好的硬度、磨损性能和耐热性,适合用于加工高硬度、高强度的金属材料。
由于高速钢价格相对较低,因此在大多数情况下都是首选材料。
2. 合金工具钢(Alloy Tool Steel)合金工具钢是一种强度较高、耐磨性好的材料,适用于制造需要承受较大冲击力和磨损力的模具。
合金工具钢通常包含多种元素,如铬、钼、锰等,以提高其硬度和韧性。
3. 硬质合金(Hard Alloy)硬质合金是一种非常坚硬的材料,由钨钴合金和碳化物组成。
它具有优异的耐磨性、耐腐蚀性和高温强度,适用于制造高负荷和高精度的冲压模具。
4. 耐热合金(Heat-Resistant Alloy)耐热合金是一种能够在高温环境下保持其物理和机械性能的材料。
它通常由镍、铬、钼等元素组成,具有良好的耐腐蚀性和抗氧化性。
耐热合金适用于制造需要在高温条件下工作的冲压模具。
5. 工程塑料(Engineering Plastics)工程塑料是一种具有良好机械强度、刚性和耐磨性的材料。
它通常用于制造非金属冲压模具,如塑料模具或复合材料模具。
工程塑料还可以根据需要进行改性,以提供更好的特性。
材料选择原则在选择冲压模具材料时,需要考虑以下几个因素:1. 加工材料不同的加工材料对模具的要求不同。
一般来说,加工硬度较高的材料时,需要使用硬度更高的材料制作模具,以保证其耐磨性和寿命。
2. 加工精度如果需要加工高精度的产品,模具材料的稳定性和刚性就非常重要。
选择具有良好刚性和热稳定性的材料可以确保加工过程中不会产生变形或变色。
3. 加工温度如果冲压过程中需要使用高温,就需要选择耐热合金或其他耐高温材料制作模具,以避免因高温导致模具失效。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压模具常用材料表
引言
冲压模具是冲压工艺中最重要的辅助工具之一,它直接影响到冲压零件的质量和成形效果。
冲压模具的选择非常关键,而常用材料的选择更是决定冲压模具性能的关键因素之一。
本文将详细介绍冲压模具常用材料以及它们的特性,为冲压模具的设计与选择提供参考。
一、金属冲压模具常用材料
1.1 工具钢
工具钢是冲压模具最常用的材料之一,具有良好的机械性能和磨削性能。
根据其硬度,可以分为低碳工具钢、中碳工具钢和高碳工具钢。
其中,常用的有STAVAX、SKD11、SKH-9等。
1.2 硬质合金
硬质合金是一种具有高硬度、高耐磨性和高强度的材料,适合制作冲头和精密模具。
常用的硬质合金有WC-Co合金和WC-Co-Ni合金等。
1.3 高速钢
高速钢是一种具有良好的热硬性和耐热疲劳性能的材料,适用于制作高速冲压模具。
常用的高速钢有W6Mo5Cr4V2、W18Cr4V等。
1.4 硅钢片
硅钢片是冲压电机铁心的常用材料,具有良好的磁导率和电导率。
硅钢片经过冲压成形后,能有效减少铁心的磁损耗。
二、非金属冲压模具常用材料
2.1 聚合物材料
聚合物材料是冲压模具中常用的绝缘和缓冲材料,具有良好的韧性和耐磨性。
常见的聚合物材料有POM、PVC、尼龙等。
2.2 塑料模具钢
塑料模具钢是非金属冲压模具的一种特殊材料,具有良好的耐热性和耐腐蚀性。
常用的塑料模具钢有P20、NAK80等。
2.3 聚晶金刚石
聚晶金刚石是一种硬度极高的材料,具有优良的耐磨性和热稳定性。
它通常用于制作要求特别高的冲击模具。
2.4 陶瓷材料
陶瓷材料是一种具有良好的耐磨性和高温稳定性的材料,适用于制作高速冲头。
常用的陶瓷材料有氧化铝和氮化硅等。
三、常用材料选择要点
3.1 工艺要求
根据冲压工艺的要求,选择合适的材料。
如冲压零件的成形难度、模具的复杂程度等。
3.2 耐磨性
材料的耐磨性对冲压模具的使用寿命影响很大,应选择耐磨性好的材料。
3.3 硬度
材料的硬度要与冲压零件的硬度匹配,以确保模具能够正常工作。
3.4 导热性能
考虑冲压模具在工作过程中的导热性能,选择热传导性能良好的材料。
3.5 成本
材料的成本也是选择的重要因素之一,应综合考虑性能和成本。
结论
冲压模具常用材料多种多样,根据不同的工艺要求和使用环境,选择合适的材料是确保冲压模具质量和成形效果的关键。
本文介绍了金属冲压模具常用材料和非金属冲压模具常用材料,并给出了材料选择的要点。
希望本文能够对冲压模具的设计和选择提供一定的参考。