基于协同环境的大型飞机研制流程完整版
MBD技术在协同设计制造中的应用
MBD技术在协同设计制造中的应用2010-10-11 15:56:49 来源:中航工业西安飞机工业(集团)有限责任公司飞机制造技术正向全数字化的设计、制造、试验一体化的方向发展。
其突出特点是数字化已不仅仅是设计和制造的局部应用,而是向具有跨地域/多企业的全数字化协同的“虚拟企业”发展,数字化技术贯穿了整个产品研制过程,从根本上改变了飞机产品研制的方式、方法。
MBD(Model Based Definition)技术作为数字化协同设计制造技术的技术信息载体是数字化协同设计制造技术中的关键应用技术,是设计与制造部门必须紧密协同、共同研究实施的课题。
MBD技术概念MBD技术是目前波音推行的新一代产品定义方法。
其核心思想是:全三维基于特征的表述方法,基于文档的过程驱动;融入知识工程、过程模拟和产品标准规范等。
它用一个集成的三维实体模型可完整地表达产品定义信息,即将制造信息和设计信息(三维尺寸标注及各种制造信息和产品结构信息)共同定义到产品的三维数字化模型中,从而取消二维工程图,保证设计数据的唯一性。
MBD不是简单的三维标注+ 三维模型,它不仅描述设计几何信息而且定义了三维产品制造信息和非几何的管理信息(产品结构、PMI、BOM等),使用人员仅需一个数模即可获取全部信息,减少了对其他信息系统的过度依赖,使设计/制造厂之间的信息交换可不完全依赖信息系统的集成而保持有效的连接。
它通过一系列规范的方法能够更好地表达设计思想,具有更强的表现力,同时打破了设计制造的壁垒,其设计、制造特征能够方便地被计算机和工程人员解读,而不是像传统的定义方法只能被工程人员解读,这就有效地解决了设计/制造一体化的问题。
MBD模型的建立,不仅仅是设计部门的任务,工艺、工装、检验都要参与到设计的过程中,最后形成的MBD模型才能用于指导工艺制造与检验。
MBD可融入知识工程、过程模拟和产品标准规范等,将抽象、分散的知识更加形象和集中,使得设计、制造的过程演变为知识积累和技术创新的过程,成为企业知识的最佳载体。
直升机研制过程(PDF)
中国军用飞机的研制全过程:中国航空工业经历半个世纪的不断努力和发展,航空科研的方法和手段也在经验积累中逐步提高和完善。
中国军用飞机研制过程主要分为五个主要阶段,包括论证阶段、方案设计阶段、工程研制阶段、设计定型阶段和试生产(生产定型)阶段。
1.论证阶段论证阶段是航空科研系统根据部队提出的技术要求和型号需要,或科研系统根据部队潜在的需要进行主动研究后,针对特定的产品进行技术战术要求和可行性的论证研究。
该阶段主要是按航空兵部队的目标任务和使用要求,根据预期的作战任务需要和可能的对抗目标性能,由航空兵部队专门机构提出对新型作战飞机的初步需求。
论证阶段的使用要求包括飞机的技术战术指标、武器和雷达等机载系统的功能和性能,以及飞机的维护保障与寿命等因素,并且按照GJB(国军标)的相关标准将这些技术要求具体化和标准化。
论证阶段不但需要对项目的技术战术标准和投资额度进行分析,还需要考虑到科研周期和国外装备发展趋势的影响,通过对技术、时间和资源的综合评价,根据理论计算、风洞试验等手段对不同方案进行选择和取舍,通过优化组合选择最优的方案。
论证阶段的重点是确定飞机整体研制的条件和飞机的性能标准,概括性的确定项目需要的投资规模、时间和相关研制项目的类型。
科研单位根据本身技术力量与使用单位进行指标要求协调,明确哪些指标可以实现,哪些需要调整才能实现,哪些暂时还不具备实现的条件,哪些指标有预期实现的可能。
经过论证阶段确定后的科研方案上报主管和使用部门,由上级单位组织方案论证会或采取投标竞争等方式,最终确定技术方案的标准和需要保证的技术参数和性能标准。
2.方案设计阶段论证阶段确定的只是飞机项目概括性的总体方案要求,得到认可后就将进入到方案设计阶段。
方案设计是对飞机的气动布局、性能指标、动力装置、结构工艺和雷达火控等进行论证,依据不同专业科研系统的反馈意见和数据标准,确定飞机科研项目的总体设计规范、新材料和新工艺的项目和类型,排列出飞机研制所需要的成品科研和基础试验的项目与周期。
军工制造企业IPT工作环境研建

军工制造企业IPT工作环境研建作者:贾婧来源:《科技与创新》2016年第18期摘要:近年来,为了提高研制质量,加快研制进度,大型装备制造企业采用了基于数字化的协同研制工作模式,并行协同地开展高端装备产品研制工作。
为了支持这一新型的工作模式,我国大型装备制造企业,尤其是军工企业,开展了IPT的建设,在虚拟支撑环境下,实现远程三维模型协同设计、仿真和装配的新一轮信息化系统升级、改造。
基于IPT团队的工作模式,研究了IPT工作环境的建设,以期为日后的相关工作提供参考。
关键词:IPT;军工制造企业;工作环境;工作模式中图分类号:F272.7 文献标识码:A DOI:10.15913/ki.kjycx.2016.18.031为了提升型号研制水平和运载火箭的总体性能,国外航天机构和一流军工企业普遍采用了基于并行工程的集成产品开发模式、数字化设计手段和多学科集成优化设计技术,并开发了专业的设计系统,构建了先进的集成设计环境。
综合应用这些先进的设计手段和理念,显著地提高了研发设计的效率和能力,从根本上提升了军工企业的生存力和竞争力。
近期,国家有关部门相继出台了“中国制造2025”“互联网+”等战略,实现“战略强国”的目标越来越明显。
“中国制造2025”的战略任务和重点中要求,推进信息化与工业化的深度融合,这势必为我国制造业带来一场全新的变革。
本文迎合国内装备制造企业,尤其是军工企业数字化协同制造发展趋势,分析了集成产品开发团队(IPT)工作环境的建设,研究了工程信息化中的并行工程,用信息化手段为IPT团队的高效工作提供支撑,帮助企业提高柔性化生产制造能力。
1 IPT概念并行协同设计是相对传统的串行研制模式而提出的一个概念,是集成、并行研制产品和与其相关的各种过程的系统设计方法。
IPT(Integrated Product Team,集成产品开发团队)是由来自不同职能部门的人员组成,在数字化工作环境下,采取协同工作模式,实施所有为满足用户要求任务的一个团队。
飞机制造技术流程

飞机制造技术流程飞机制造技术流程飞机机体制造要经过工艺准备、工艺装备的制造、毛坯的制备、零件的加工、装配和检测诸过程。
下面是店铺为大家分享飞机制造技术流程,欢迎大家阅读浏览。
制造过程飞机机体制造要经过工艺准备、工艺装备的制造、毛坯的制备、零件的加工、装配和检测诸过程。
飞机制造中采用不同于一般机械制造的协调技术(如模线样板工作法)和大量的工艺装备(如各种工夹具、模胎和型架等),以保证所制造的飞机具有准确的外形。
工艺准备工作即包括制造中的协调方法和协调路线的确定(见协调技术),工艺装备的设计等。
主要材料飞机机体的主要材料是铝合金、钛合金、镁合金等,多以板材、型材和管材的形式由冶金工厂提供。
飞机上还有大量锻件和铸件,如机身加强框,机翼翼梁和加强肋多用高强度铝合金和合金钢锻造毛坯,这些大型锻件要在300~700兆牛(3~7万吨力)的巨型水压机上锻压成形。
零件加工主要有钣金零件成形、机械加工和非金属材料加工。
金属零件在加工中和加工后一般还要热处理和表面处理。
飞机的装配是按构造特点分段进行的,首先将零件在型架中装配成翼梁、框、肋和壁板等构件,再将构件组合成部段(如机翼中段、前缘,机身前段、中段和尾段等)。
最后完成一架飞机的对接。
装配装配中各部件外形靠型架保证,对接好的全机各部件相对位置,特别是影响飞机气动特性的参数(如机翼安装角、后掠角、上反角等)和飞机的对称性,要通过水平测量来检测。
在各部件上都有一些打上标记的特征点,在整架飞机对接好后,用水平仪测出它们的相对位置,经过换算即可得到实际参数值。
总装工作还包括发动机、起落架的安装调整,各系统电缆、导管的敷设,天线和附件的安装,各系统的功能试验等。
总装完成后,飞机即可推出外场试飞。
通过试飞调整,当飞机各项技术性能指标达到设计要求时即可交付使用。
制造方法飞机制造从零件加工到装配都有不同于一般机器制造的特点。
零件加工飞机生产的批量小,生产中还要经常修改,所以飞机钣金零件(蒙皮、翼肋、框等)的制造力求用简单的模具。
DELMIA数字化装配工艺设计与过程仿真流程 简述装配的工艺过程
DELMIA数字化装配工艺设计与过程仿真流程简述装配的工艺过程数字化装配工艺设计与过程仿真技术在现代飞机的设计和制造中扮演的角色将越来越重要。
目前,国际上以飞机和汽车为代表的大型复杂产品研制企业都已将数字化装配技术应用于生产中,并取得了显著的效益。
无论是波音还是空客公司,目前基本上已实现了数字化装配。
波音公司的7E7飞机已经采用航空制造业的装配解决方案,实现了整机的三维虚拟装配仿真和验证。
极大的缩短了设计变更,缩短了工艺规划时间,提高了产量并降低了生产成本。
空客系列飞机也已采用了数字化装配技术,资料显示其典型部件装配周期缩短60%。
飞机装配周期缩短10%以上,装配工艺设计周期缩短30%〜50%,装配返工率减少50%,装配成本减少20%〜30%,大大提髙飞机装配质量,极大限度满足客户要求。
国内的飞机数字化装配技术研究和应用目前尚处于探索和预研阶段,以陕西飞机制造公司为代表的飞机制造业仍然沿用传统的装配方法和手段,传统装配设计方法存在如下问题:(1)飞机装配工艺设计仍然使用传统的二维方式表达传统的工艺设计是由工艺设计人员在头脑中首先想象出三维装配空间、设计装配顺序,并用平面(二维)方式表述。
其设计质量完全取决于工艺设计人员的技术水平和工作经验,其次是装配工人需要根据工艺设计人员编发的文件及二维工程图纸理解装配顺序、装配要求,并在大脑中再次构建三维装配过程,这样易产生理解的二异性,造成装配错误。
(2)无法满足三维数字化条件下装配工艺设计要求目前存在的工艺设计系统中制造资源采取的传统二维描述,这导致其工艺设计过程对细节设计淡化,对制造资源及装配工艺知识描述比较弱,同时不能充分利用上游三维CAD数据,难以实现工艺设计的继承性、规范性,标准化和最优化。
(3)飞机的装配周期不易保证工艺设计环境不具备三维工艺验证能力,致使装配中是否干涉,装配顺序是否合理,工艺装备是否满足需要、操作空间是否开敞等一系列问题在生产试制阶段才能暴露出来。
基于Windchill的机电协同模式研究.doc
基于Windchill的机电协同模式研究-当前,数字化设计、制造及仿真等技术已经在航空航天领域得到广泛应用,并取得巨大效益。
然而,随着型号研制进入多任务、多型号并举的新阶段,传统的型号研制流程,已经无法满足新形势对型号研制的快速、经济和高效要求。
以并行工程为指导思想,以虚拟样机为核心,开展多学科、多专业集成产品研发,已经成为型号研制的必然要求。
其中,对机电协同的需求显得更加迫切和重要,对机电协同的研究也成为当前行业的热点和难点。
本文基于Windchill系统,对机电协同模式进行探讨。
一、机电协同设计环境机电协同并不是简单的让机械设计师和电气设计师在一起设计,它需要在统一的设计协同环境下,基于统一的数据模型和统一的研制流程,实现数据和过程两个层次的协同。
Windchill是美国参数技术有限公司(PTC)生产的一套产品生命周期管理系统Product LifecycleManagement(PLM)。
Windchill以Web为基础,提供较强的产品数据管理、工作流管理、生命周期管理、配置管理、工艺管理、与各类CAD(如Creo、Mentor)软件集成管理、产品可视化协同和企业信息集成工具,使企业能快速访问庞大的产品资料库,同时可使不同的设计人员、供应商和制造人员等快捷高效的实现产品数据协同开发和单一数据管理。
二、机电协同设计流程航天产品研发是一个机电协同设计,不断迭代完善的过程。
分系统设计工程师按照分系统设计任务书的要求,确定结构设计参数和电气设计参数。
结构设计工程师基于结构设计任务进行产品结构设计,电气设计工程师获得分系统总体给的设计任务和设计参数进行PCB版设计。
机电设计工程师在产品设计过程中需要不断交换设计更改意见,相互协作以满足分系统设计的要求。
机电协同设计过程总体描述有以下几项。
(1)由总体设计师使用Creo生成PCB轮廓CAD文档,确定PCB板子大小、元器件布置位置/高度、孔位、禁止布置区和通过区等,并生成IDX中性文件作为PCB轮廓CAD文档的附件检入到Windchill系统。
新能源飞机设计与研发方案(一)
新能源飞机设计与研发方案一、实施背景随着全球能源结构的转变,航空业面临着巨大的碳排放压力。
根据国际能源署的报告,航空业将在2035年左右成为全球最大的碳排放来源之一。
因此,发展新能源飞机成为了航空业可持续发展的关键。
二、工作原理新能源飞机的工作原理主要基于先进的电池技术、燃料电池技术和太阳能电池板技术。
1.电池技术:采用高能量密度、高安全性的锂离子电池,为飞机提供电力。
2.燃料电池技术:使用氢气作为燃料,通过燃料电池反应产生电能,为飞机提供动力。
3.太阳能电池板技术:在机翼上安装太阳能电池板,利用太阳能为飞机提供电力。
三、实施计划步骤1.需求分析:明确新能源飞机的需求,包括航程、载客量、安全性等。
2.概念设计:根据需求分析结果,进行概念设计,包括机翼设计、机身设计、推进系统设计等。
3.技术研发:进行电池技术、燃料电池技术和太阳能电池板技术的研发。
4.详细设计:根据概念设计和技术研发结果,进行详细设计。
5.原型制造:制造新能源飞机的原型机,并进行地面测试和飞行测试。
6.生产准备:完成原型机的测试后,准备生产线的建立,并进行批量生产。
7.上市推广:完成上市前的准备工作,包括市场推广、客户培训等。
四、适用范围新能源飞机适用于短程和远程航线,可满足不同客户的需求。
根据不同的航线和载客量需求,新能源飞机可应用于以下场景:1.城市间交通:用于短程航线的运输,满足城市间快速交通的需求。
2.旅游航线:用于旅游航线的运输,为游客提供舒适的空中旅行体验。
3.货物运输:用于货物运输,满足物流行业的需求。
4.长途航线:用于远程航线的运输,满足长途出行的需求。
五、创新要点1.采用了先进的电池技术、燃料电池技术和太阳能电池板技术,提高了新能源飞机的能量利用率和续航能力。
2.采用了先进的推进系统设计,提高了新能源飞机的动力性能和飞行稳定性。
3.采用了先进的材料和制造工艺,降低了新能源飞机的重量和成本。
4.结合了航空航天领域的技术和新能源领域的技术,实现了新能源飞机的高效、安全、环保的飞行。
波音787飞机装配技术及其装配过程
波音787飞机装配技术及其装配过程波音公司基于全球协同环境GCE研制的787“绿色”环保客机,虽然尚未试飞,但它的一系列全新的飞机装配理念、方法和技术,就已经引起航空制造业界的极大关注。
这些大型飞机装配的新技术,如全球协同研制的理念和方法、基于模型定义(MBD)的装配技术、利用室内GPS系统的飞机对接总装过程以及复材机体的装配连接技术的应用等更是业内关注的焦点。
787客机结构及其全球协同研制模式由于复合材料结构有着许多众所周知的优点,波音公司在对复材结构做了大量成功研究试验的基础上,决定787机体主要结构大规模地采用复合材料,由777飞机复材用量占整机材料用量的12%一步跨越到现在的50%,即机身和机翼外壳几乎都由碳纤维增强复合材料制成,仅少数机体部位应用铝合金或其他材料。
这种机身由复材组成的787客机,是波音公司全新研制的机型,与之前的机型相比,它的维修成本可节省30%,飞行的舒适性也有很大提高,所以得到很多航空公司的欢迎。
因此,国际上各航空公司都期望着这一“绿色”客机能给空中旅行带来革命性的变化。
与此同时,787客机的出现也使这种飞机的制造和装配技术发生了根本性变革。
在过去,波音标准的研制方法是先在公司内设计好飞机(Design the PlaneIn-House),然后把飞机的零部件或一整段机体的图纸送到它们的制造伙伴工厂去生产。
而这次在研制787客机中,波音彻底地改变了研制方法,也改变了研制流程。
它利用Dassault的PLM套件创建了全球协同平台,与合作伙伴协同研制787客机。
最重要的是,全世界大约6000余名工程师联合起来共同设计和工程化787客机。
波音787机体分段及分工情况:意大利的阿里尼亚航空制造公司,负责制造主机身48段;日本的富士重工、川崎重工和三菱重工等公司,负责制造机翼12段、主起舱45、中央翼盒11段和机身13段;北美的古得里奇公司负责制造发动机短舱和反向装置;美国的Spirit公司负责制造机身43段,沃特公司负责制造机身47段;全球航空公司负责机尾47段和48段对接装配等工作。
MBD设计

•1、基于MBD的数字化制造流程
通过建立基于MBD的数字化协调规范和数字化定义规范,采用三维 建模系统进行数字化产品定义,建立起满足协调要求的飞机全机级三 维数字样机和三维工装模型,进行三维数字化预装配。工艺人员在工 艺设计规范的指导下,直接依据三维实体模型开展三维工艺开发工作, 改变了以往同时依据二维工程图纸和三维实体模型来设计产品装配工 艺和零件加工工艺的做法。依据数字化装配工艺流程,建立起三维数 字化装配工艺模型,通过数字化虚拟装配环境对装配工艺过程进行数 字化模拟仿真,在工艺工作进行的同时及飞机产品实物装配之前,进 行制造工艺活动的虚拟装配验证,确认工艺操作过程准确无误后再将 装配工艺授权发放,进行现场使用和实物装配。在数字化装配工艺模 拟仿真过程中生成装配操作过程的三维工艺图解和多媒体动画数据, 建立起三维数字化工艺数据,为三维数字化工艺现场应用提供数据。 根据产品开发规范和数据组织规范,所有产品工程设计、工艺设计、 工装设计制造等开发过程及其产生的工程数据、工艺数据、工装数据 通过PLM系统实现全生命周期管理。基于MBD的数字化制造技术达到了 全机100%的三维数字化产品定义、数字化预装配、数字化工装设计, 同时使三维工艺设计及三维数据可视化应用成为现实。
•基于MBD的三维数模通过图形和文字表达的方式,直接或间接地揭示了一个物 料(BOM)项的物理和功能需求。MBD模型分为零件与装配模型,零件模型由以 简单几何元素构成的、用图形方式表达的几何信息和以文字表达的属性、注释 等非几何信息组成。属性数据表达了产品的原材料规范、分析数据、测试需求 等产品内置信息;而注释数据包含了产品尺寸与公差范围、制造工艺和精度要 求等生产必需的工艺约束信息。装配模型则由一系列MBD零件模型组成的装配 零件列表加上以文字表达的属性和注释数据组成。
基于SCOR模型的大型客机协同研制供应链风险识别研究
基于SCOR模型的大型客机协同研制供应链风险识别研究王翯华;黄鑫;陈蓉【摘要】构建大型客机项目SCOR模型的结构框架和流程.在分析当前大型客机项目研制的主要特点基础上,运用所构建的SCOR模型,对大型客机项目协同研制各阶段的供应链风险进行分析与识别,为我国大型客机项目协同研制供应链风险的有效管控提供理论支持.【期刊名称】《金陵科技学院学报(社会科学版)》【年(卷),期】2015(029)004【总页数】4页(P16-19)【关键词】大型客机项目;协同研制;供应链风险;SCOR模型【作者】王翯华;黄鑫;陈蓉【作者单位】金陵科技学院商学院,江苏南京 211169;金陵科技学院商学院,江苏南京 211169;金陵科技学院商学院,江苏南京 211169【正文语种】中文【中图分类】F56;F2大型客机项目是我国建设创新型国家的标志性工程,也是高科技产业化的工程。
我国大型客机项目采用了航空制造领域比较典型的“主制造商—供应商”生产管理模式,其是一种国内外若干机体供应商、系统供应商协同主制造商共同研制开发大型客机的模式。
在这种模式下,供应链相关主体在利益共享的同时,承担着更具复杂性和不确定性的风险。
一、文献回顾大型客机项目研制周期较长,技术要求较高,研制过程复杂,这使得研制过程存在诸多风险。
国内专家学者对此从各个角度做了较为深入的研究。
顾睿、邱菀华从技术、费用和进度三个维度对我国大型客机项目的风险进行了分析[1]。
王天婕、赵文华研究了大飞机发动机研制过程中的风险识别问题[2]。
张婷在对大型客机项目宏观环境和产业环境分析的基础上,研究了其风险管理问题[3]。
邱菀华从全面管理的角度研究了国产首架大型客机研制项目的风险管理问题[4]。
经过十几年的发展,供应链运作参考模型(Supply Chain Operations Reference Model,SCOR)的应用领域被不断拓展,除了典型应用外,很多学者也将其应用于供应链风险研究。
航空行业智能化航空器设计与生产方案
航空行业智能化航空器设计与生产方案第一章智能化航空器设计概述 (2)1.1 设计原则与目标 (2)1.2 智能化技术概述 (3)第二章智能化设计方法与工具 (4)2.1 参数化设计 (4)2.2 仿真分析与优化 (4)2.3 虚拟现实与增强现实应用 (5)第三章航空器结构智能化设计 (5)3.1 智能结构材料 (5)3.2 结构健康监测 (6)3.3 自修复结构设计 (6)第四章航空器动力系统智能化设计 (7)4.1 智能动力控制 (7)4.2 能源管理与优化 (7)4.3 故障诊断与预测 (7)第五章航空器飞行控制系统智能化设计 (8)5.1 智能飞行控制 (8)5.2 自动驾驶技术 (8)5.3 飞行功能优化 (8)第六章航空器航电系统智能化设计 (9)6.1 智能航电系统架构 (9)6.1.1 系统硬件 (9)6.1.2 处理单元 (9)6.1.3 软件系统 (9)6.2 数据融合与处理 (10)6.2.1 数据整合 (10)6.2.2 数据预处理 (10)6.2.3 数据分析 (10)6.3 人机交互与智能决策 (10)6.3.1 人机交互 (10)6.3.2 智能决策 (10)第七章航空器生产流程智能化 (10)7.1 生产计划与调度 (10)7.1.1 生产计划智能化 (11)7.1.2 生产调度智能化 (11)7.2 智能制造技术 (11)7.2.1 数字化设计与制造 (11)7.2.2 应用 (11)7.2.3 互联网制造 (11)7.3 质量控制与追溯 (12)7.3.1 质量数据采集与分析 (12)7.3.2 智能检测与诊断 (12)7.3.3 质量追溯系统 (12)第八章智能化航空器生产设备与工艺 (12)8.1 高精度加工技术 (12)8.1.1 高精度加工方法 (12)8.1.2 高精度加工设备 (12)8.1.3 高精度加工工艺 (12)8.2 与自动化装备 (12)8.2.1 技术 (13)8.2.2 自动化装备 (13)8.2.3 与自动化系统的集成 (13)8.3 数字化工厂建设 (13)8.3.1 数字化工厂的规划与设计 (13)8.3.2 数字化工厂的信息系统 (13)8.3.3 数字化工厂的智能化技术应用 (13)8.3.4 数字化工厂的安全与环保 (13)第九章航空器智能化测试与验证 (13)9.1 航空器功能测试 (13)9.1.1 测试目的与要求 (13)9.1.2 测试方法与流程 (14)9.2 系统集成与验证 (14)9.2.1 系统集成 (14)9.2.2 验证方法与流程 (14)9.3 安全性与可靠性评估 (15)9.3.1 安全性评估 (15)9.3.2 可靠性评估 (15)第十章智能化航空器产业发展与展望 (15)10.1 产业现状与趋势 (15)10.1.1 产业现状 (15)10.1.2 发展趋势 (15)10.2 政策法规与标准 (16)10.2.1 政策法规 (16)10.2.2 标准 (16)10.3 产业发展策略与建议 (16)10.3.1 增强技术创新能力 (16)10.3.2 优化产业结构 (16)10.3.3 提升市场竞争力 (16)第一章智能化航空器设计概述1.1 设计原则与目标智能化航空器设计作为一种创新性的设计理念,旨在提升航空器的功能、安全性和经济性,满足未来航空运输需求。
凤鸣九天煌耀西飞—— 航空工业西飞C919大型客机研制纪事

凤鸣九天煌耀西飞——航空工业西飞C919大型客机研制纪事杨萍【期刊名称】《中国军转民》【年(卷),期】2017(000)005【总页数】4页(P32-35)【作者】杨萍【作者单位】西安飞机工业集团有限责任公司【正文语种】中文2017年5月5日下午,C919大型客机首飞圆满成功。
凤鸣九天,向全世界宣示,我国自主研制的第一架大型民用客机终于飞上蓝天。
中国制造的大飞机带着几代国人的重托与瞩望,追赶着世界先进航空业的步伐,其重大的里程碑意义不言而喻。
首飞日,历来是航空人看重的大日子。
2017年5月5日下午,C919大型客机首飞圆满成功。
凤鸣九天,向全世界宣示,我国自主研制的第一架大型民用客机终于飞上蓝天。
中国制造的大飞机带着几代国人的重托与瞩望,追赶着世界先进航空业的步伐,其重大的里程碑意义不言而喻。
这几天,不知有多少光荣的劳动者,是在对“九妹”(大飞机昵称)处女航的悦动与自豪中度过的,航空工业西飞C919项目团队就在这翘首瞩目的人群中!由于C919飞机设计对标国际先进适航要求,采用数字化设计、制造,突出了寿命长(6万飞行小时)、可靠性高,结构件整体化、轻量化设计及大比例选用先进金属材料和复合材料等结构优化特点,大大增加了研制风险和难度。
飞机研制采用主承制商——供应商模式。
作为最大的机体结构部件制造商,航空工业西飞在主制造商——中国商飞的统一部署和协调下,攻坚克难,针对先进气动布局、结构、材料等方面先后攻克了32项关键技术。
这是继国产大型运输机笑傲寰宇之后,航空工业西飞在国产大飞机项目研制中再度斩获的丰硕成果。
至此,我们参与国际竞争的“名片”,将拥有两种迥然不同型号大飞机研制能力的链接,为昭示并拓展“中国制造”的实力再立新功。
C919飞机的研制,使我国大型客机机翼设计制造技术达到发达国家新一代民机先进技术水平。
公司通过对大型超临界机翼壁板结构分析,先后开展了大型复杂曲面机翼壁板板坯优化计算、建模技术研究等课题,突破了外翼超临界机翼壁板数控喷丸成形技术。
大型飞机数字化制造工程

第4章并行协同的数字化研制过程2144.1飞机研制模式214现代飞机研制特点4.1.1飞机研制模式的演变2154.1.2传统的研制方式2164.1.3数字化研制方式217现代飞机研制方式4.2并行协同的组织形式2184.2.1波音的研制组织(777、新一代737、787的组织)2184.2.2全生命周期并行协同研制团队4.2.2.1航空产品组织结构220传统产品研制组织、现代产品研制组织4.2.2.2并行协同研制团队的组建222全生命周期系统研制团队的整体图、功能体系及特点4.3并行协同的数字化研制环境2234.3.1波音和空客的协同环境2234.3.2并行协同环境体系2254.3.2.1协同体系模型226协同环境的构成、特点、架构4.3.2.2协同交互方式227学科、协同关系、专业领域和业务拓展四个层次的协同交互方式4.3.2.3协同工作方式229构件协同研制环境的目的4.4并行协同的数字化研制模式4.4.1横向协同研制模式2314.4.1.1多学科协同设计概述231MDO方法的概念、MDO并行协同研制模式与传统研制的区别2324.4.1.2数字化的多学科优化232多学科优化步骤4.4.2纵向协同研制模式234纵向模式的5个阶段4.4.2.1市场调研与论证阶段2344.2.2.2设计阶段234产品定义文档(基本概念(主几何模型、设计模型、空间分配模型、边界模型、定义模型))234工艺文档2384.2.2.3生产制造阶段239飞机数字化制造课概括为:工艺设计、工装设计、NC编程、NC加工设备控制、数字化检验、生产制造执行239数字化工艺设计240工装设计240数控编程2404.4.2.4运营维护阶段2434.4.2.5报废回收阶段2444.5并行协同的数字化研制过程4.5.1飞机研制过程2444.5.1.1过程描述244设计阶段(并行协同设计特点)、生产制造阶段、维护阶段4.5.1.2过程的管理分析246业务过程管理(层次性、并行性、状态控制)业务过程分析4.5.2数字化研制过程249数字样机(DMU)分为三级4.5.2.1一级样机(概念设计2504.5.2.2二级样机(初步设计)2544.5.2.3三级样机(详细设计)2564.5.2.4数字样机中各模型的关系2574.5.3数字化研制过程控制2574.5.3.1数字化研制的协同任务257一级样机的主要协同任务、二级样机主要协同任务、三级样机主要协同任务4.5.3.2成熟度的概念4.5.3.3基于成熟度的并行协同研制设计人员的工作、并行协同设计中工艺人员的介入、并行设计过程中工装人员的介入第5章基于模块的飞机构型管理技术5.1构型管理技术的发展与趋势2635.1.1构型管理技术的发展2635.1.2构型管理技术的研究与应用266波音公司的DCAC/MRM系统围绕四个要素展开5.2飞机构型管理的基本概念与关键要素269进行飞机构型管理的目的5.2.1构型管理的基本概念2705.2.2构型管理的关键要素272四项主要活动5.2.2.1构型标识273飞机产品机构的建立、构型基线的确定(功能基线、分配基线、设计基线、制造基线、产品基线)5.2.2.2构型控制279定义5.2.2.3构型纪实2805.2.2.4构型审核2805.3基于模块的飞机构型管理2815.3.1飞机模块定义2815.3.2飞机模块划分原则283独立性原则、粒度适中原则、重用性原则、唯一原则、设计分离面与工艺分离面重合原则、单级分层原则、“只加”原则、广义原则、以机身坐标系为参考坐标系原则、以安装件为参考原则5.3.3飞机模块的数字化定义2915.3.3.1飞机模块的表达形式2915.3.3.2模块应用数据表2925.3.3.3模块零件表2925.3.3.4工程要求模型294可以使安装要求模型(IRM)、可以使装配要求模型(ARM)具有的优势区别5.3.3.5安装关系模型2955.3.3.6飞机模块属性295三类飞机模块信息5.3.4模块划分实例298实例一:波音737机身48段上舱面模块划分实例2:波音737机头。
基于MBD的飞机-装配工装协同变更方法

基于MBD的飞机-装配工装协同变更方法唐敦兵;殷磊磊【摘要】装配工装在飞机产品生产过程中处于飞机设计的下游,受到飞机装配件设计及其装配工艺的影响以及飞机生产准备周期限制,时间紧迫,任务繁重.传统的飞机装配工装以文本、二维图形式表达为主,信息是静态的,缺乏唯一的数据源易导致飞机-装配工装协同变更管理效率低、准确性差,针对以上问题提出一种飞机-装配工装协同变更方法:利用基于模型的定义(Model based definition,MBD),建立了飞机和装配工装MBD模型关系架构,并结合相关的变更传播计算方法实现了飞机设计结构变更对装配工装变更影响的主动、自动化预测和分析.通过一套飞机壁板开口加强框的装配工装变更设计实例验证了该方法的可行性.%The design of assembly tooling is located downstream of the aircraft design during the produc-tion of the aircraft ,which is affected by the design of aircraft parts and the limitation of aircraft produc-tion preparation cycle .Its design time is urgent and the task is heavy .Traditional aircraft assembly tooling is mainly expressed in the form of text and two-dimensional drawings ,and the information is static ,w hich results in the lack of unique data sources ,low efficiency and poor accuracy of collaborative change management of aircraft-assembly tooling .In view of the above problems ,a collaborative change method of aircraft-assembly tooling is proposed .Based on the model based definition (MBD) ,the rela-tionship framework of aircraft and assembly tooling MBD models isestablished .Referring to related change propagation calculation method ,the active and automatic prediction and the analysis of the influ-ence of aircraft design change on assembly tooling change arerealized .The feasibility of the method is verified by an example of an assembly tooling change design for an aircraft panel opening frame .【期刊名称】《南京航空航天大学学报》【年(卷),期】2017(049)005【总页数】9页(P718-726)【关键词】基于模型的定义;装配工装;协同变更;关系架构;变更传播【作者】唐敦兵;殷磊磊【作者单位】南京航空航天大学机电学院 ,南京 ,210016;中国电子科技集团第二十八研究所 ,南京 ,210007【正文语种】中文【中图分类】TP391在飞机装配过程中,由飞机零件装配成组件,由组件装配成部件,由部件对接成整机[1],装配工装是保证飞机零部件定位、安装和铆接的基础,具有零部件数量多、结构复杂和质量要求高的特点。
产品研制新模式深化并行协同
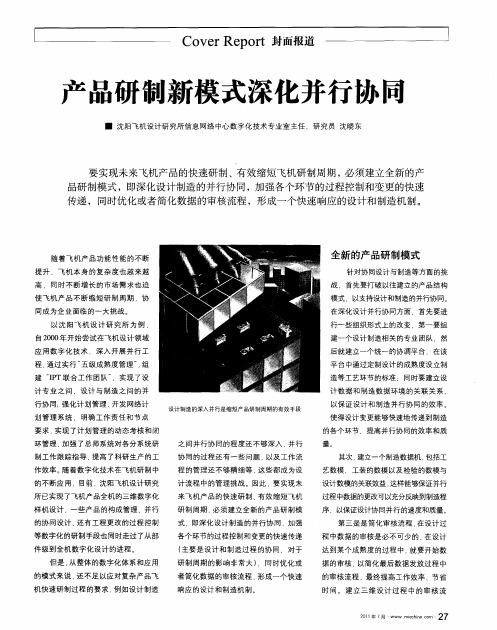
式 ,即深化设计制造的并行协同 . 加强
等数字化 的研制手段也 同时走过了从部 件级到全机数字化设计 的进程。 但是 , 从整体的数字化体系和应用 的模式来说 还不足 以应对复杂产品飞 机快速研制过程的要求 . 例如设计制造
各个环节的过程控制和变更的快速传递 ( 主要是设计 和制造过程的协 同.对于
提升 ,飞 机本身 的复杂度也越 来越
高 同 时 不 断 增 长 的 市 场 需 求也 迫 使 飞 机 产 品 不 断 缩 短 研 制 周 期 ,协
同成为企业面临的一大挑战。 以沈 阳飞 机设 计研 究所 为例 . 自2 0 0 0年开始尝试在飞机 设计领域
应 用 数 字 化 技 术 ,深 入 开 展 并 行 工
程. 通过实行 “ 五级成 熟度 管理 ” 组 建 “ T联合 工作 团队” I P .实现 了设 计 专业之 间 、设 计与制造 之间的并 行协 同; 强化计 划管理 , 开发 网络计 划管理系统 ,明确工作责任 和节点 要求 , 实现了计 划管理的动态考核 和闭 环管理 , 加强了总师系统 对各分 系统研
部 分 涵 盖 产 品 数 据 、 装 数 据 和 检 验 数 工
作效率 。 随着数 字化技术在飞机研 制中
的不断应 用 .目前 . 阳飞机设计研究 沈
所已实现 了飞机产品全机 的三维数字化 样机设计 .一些产 品的构成 管理 、并行
的协 同设 计 、 有 工 程 更 改 的过 程 控 制 还
设计数模的关联效益 这样能够保证并行 过程中数据的更改可以充分反映到制造程 序 .以保证设计协同并行的速度和质量 。 第三是是 简化 审核 流程 , 在设计 过
关联 关系 , 这个标注可 以直接复制到检
飞机制造的生产流程
飞机制造的生产流程飞机是当代最重要的交通工具之一,它的制造是一个极其复杂且严谨的过程。
本文将介绍一般飞机制造的生产流程,使读者了解飞机制造的背后工艺和细节。
飞机制造的生产流程主要分为设计、材料准备、结构制造、组装和测试等几个阶段。
首先是设计阶段,这是整个制造过程中最关键的一步。
飞机的设计需要深入考虑飞行性能、结构强度和安全性等因素。
设计团队要根据客户需求和市场状况,形成设计方案的初步构思,然后进行可行性分析和优化。
设计完成后,需要制作出详细的设计图纸和文件,以便依据进行后续工作。
材料准备是飞机制造的第二个阶段。
根据设计要求和材料性能,需要选择适合的材料来构造飞机的各个部分。
一般飞机的结构主要由铝合金、钛合金和复合材料构成。
这些材料需要经过一系列的加工工序,包括切割、锻造、铣削和焊接等,才能制造出适合的零部件。
结构制造是飞机制造的核心阶段。
在这个阶段中,各个零部件需要根据设计图纸进行制造和加工。
例如,机翼需要先进行铆接组合,外壳则需要进行焊接和封胶等工序。
结构制造的过程需要严格按照设计要求和标准进行,以确保飞机结构的强度和稳定性。
此外,制造过程中还需要进行质量控制和测试,以检查零部件是否符合要求。
组装则是将制造好的各个零部件组合在一起,最终形成一架完整的飞机。
组装过程需要严格依照设计要求进行,确保各个部件的相互配合和安装的准确性。
组装的过程非常复杂,涉及到机身、发动机、起落架和电气系统等众多组件的安装和连接。
在组装过程中,还需要进行很多调试和校准工作,以确保飞机的各个系统能够正常运行。
最后,是测试阶段。
在飞机制造完成后,需要对其进行一系列的测试和试飞。
这些测试包括地面测试和空中试飞。
地面测试主要检查飞机各个系统的功能是否正常,包括发动机、电气系统和操纵系统等。
而空中试飞则是检验飞机整体性能和安全性的关键阶段。
在试飞过程中,需要检查飞机的起飞、飞行和降落等环节,以确保飞机的飞行性能和安全。
综上所述,飞机制造是一个复杂且精细的过程,需要各个环节的紧密配合和严格执行。
协同研制模式下的PDM系统架构

数字化设计与制造 Digital Design and Manufacturing
不 同 的 管 理 方 式,阐 述 了 民 用 飞 机 PDM 系统不同的架构方式,下面将 分别对主研制企业和供应商的架构 进行阐述。 1 企业内部架构
基于企业管理的业务以及民用 飞机研制特点,利用信息化手段实现 飞机数据管理 [2],以往采取的方式是 研发、制造、客服单位根据各自的业 务需求建设各自的数据管理 PDM 系 统,数据存储使用各自的数据库服务 器,并在各下属单位内部实现各自的 流 程 式 管 理,随 着 飞 机 研 制 阶 段 的 后 移,逐 渐 发 现 此 种 管 理 方 式 过 于 独立,数据过于分散,数据按要求复 制到其他站点是非常复杂和不稳定 的过程,降低了平台可靠性;各单位 之间的协同过程复杂,增加了协同周 期;各单位复杂的协同平台之间的 集成度差,数据存在平台外流转的现 象。为了优化繁琐的平台间数据流 转流程、避免数据冗余、实现统一数 据源的目标,建议 PDM 系统在企业 内部的研发、制造、客服之间采取一 体化架构,实现数据共享的集中管理 方式。
曹卫梅 工 程 师,研 究 方 向 为 航 空 领 域
PDM 系 统 实 施 和 应 用 推 广,包 括 架 构、流程、培训、业务需求分析等。
Байду номын сангаас
商等,参与协同研制的单位众多,数 据交换量大且协同工作频繁,如果将 研制相关工程数据存储于各个单位 自身的数据管理服务器中,无疑会给 数据源管理和流程管理带来混乱,所 以需要规划、构建一套基于多单位协 同研制模式下的 PDM 系统,以保证 项目研制管理的有序进行。
年度论坛 FORUM OF THE YEAR
协同研制模式下的PDM系统 架构研究
中国商飞制造一架飞机的流程

中国商飞制造一架飞机的流程1.引言1.1 概述中国商飞是中国唯一的大型商用飞机制造企业,成立于2008年。
该公司致力于设计、制造和销售具有自主知识产权的商用飞机。
制造一架飞机是一个复杂而庞大的流程,需要经过多个阶段的设计、制造和认证。
本文将详细介绍中国商飞制造一架飞机的流程,包括设计和规划阶段、零部件制造和装配阶段以及试飞和认证阶段。
在设计和规划阶段,中国商飞首先进行需求分析和市场调研,了解市场需求和竞争情况,确定需求目标和规格要求。
然后,他们制定设计方案和技术选型,这涉及到机身结构、发动机选择、维修和保养系统等方面的决策。
接下来是零部件制造和装配阶段。
中国商飞采购所需的材料,并进行加工,制造出各种零部件。
这些零部件包括机翼、机身、舱门、发动机等。
然后,他们将这些零部件进行装配,并进行测试,确保其质量和性能满足设计要求。
最后一阶段是试飞和认证阶段。
中国商飞进行初次试飞,测试飞机的性能和安全性。
一旦飞机通过测试,他们将进行安全认证和合规性检查,确保飞机符合国际航空标准和法规要求。
综上所述,中国商飞制造一架飞机的流程包括设计和规划阶段、零部件制造和装配阶段以及试飞和认证阶段。
通过精细的规划和严格的制造流程,中国商飞能够生产出高质量和可靠的商用飞机,满足市场需求并推动中国航空工业的发展。
在展望未来,中国商飞将继续不断创新和提升制造能力,为中国航空事业做出更大贡献。
1.2 文章结构本文主要介绍中国商飞制造一架飞机的流程。
文章分为以下三个部分进行阐述:第一部分为引言部分,主要包括概述、文章结构和目的三个方面。
在概述部分,将简要介绍中国商飞作为中国本土航空制造企业的背景及其在飞机制造领域的地位。
在文章结构部分,将说明本文主要介绍的三个主要步骤,即设计和规划、零部件制造和装配、试飞和认证的流程。
在目的部分,将明确本文旨在全面了解中国商飞制造一架飞机的流程,以及展望未来的发展。
第二部分为正文部分,主要分为三个小节,分别介绍设计和规划、零部件制造和装配、试飞和认证三个主要步骤。
基于成熟度的飞机工装协同设计管理研究与应用
飞 机结 构 复杂 . 零 件及 连接 件 数量 多 , 且 包 括 很 多 形 状 复杂 、 尺寸大 、 刚性 小 的零 件 , 对 制 造 准 确 度 要 求 高。 为保 证产 品制造 准确 度及 互 换协 调性 , 飞 机 制 造 过 程 中采 用 大 量成 套 丁 艺装 备 ( “ 工装 ” ) …。 7 - . 装 设 计 是
益 。
个 , 比企 业 单 个 连 杆 要 求 的 3 0 mg要 低 5 0 %, 大 大 提 高 了连 杆 的清洗 清 洁 度指标 。 在 清洗 时 间上 . 清洗 区运行 时 间是 2 8 s , 吹 干 区 时 间 与 清洗 时 间一 样 , 故 一 组 6套 连 杆 的 清 洗 时 间 为 5 6
s 。 相 比 之 前 的 6套 清 洗 时 间 8 0 s提 高 近 3 0 %。
参 考 文 献
1 ] 卿前 茂 , 姜莉莉 , 周鑫, 等. 发 动机连杆高压 喷淋清洗 机 的 研制 [ J ] . 机 械 工 程 与 自动 化 , 2 0 1 2 , 1 7 4 ( 5 ) : 1 0 4 — 1 0 6 . [ 2 ] 张绍 杰 , 冀永曼 . 汽 车连杆加工工 艺的设计 [ J ] . 湖南农机 ,
基 于成 熟 度 的 飞 机 工装 协 同设计 管理 研 究 与应 用
口 徐根红 - , 2 口 李长杰 口 倪炎榕
上海 2 O o 2 3 l
口 明新国
2 0 0 2 4 0
1 . 上海交通大学 机械与动力工程学院 2 . 上海飞机制造有限公 司 上海
摘
要: 工 装 设 计 是 飞 机 研 制 过 程 中 的重 要 环 节 . 是 影 响 新机 研 制 周 期 的 主 要 因 素 之 一 。在 协 同设 计 工 作 模 式 下 , 如
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于协同环境的大型飞机研制流程标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]基于协同环境的大型飞机研制流程发表时间:2010-1-21 来源:万方数据关键字:由于大型飞机的研制具有集成性、分布性、异构性和协同性等特点,是一个复杂程度高、协同难度大的系统工程,所以建立协同工作环境就成为航空制造企业的必然选择。
随着全球经济一体化进程的不断加快,市场竞争日趋激烈,数字化、网络化、信息化技术飞速发展,企业竞争的重点不再仅仅是产品本身,而是已经转移到企业组织结构、运营机制等流程上来,因此飞机研制方式也正在从以产品为中心向以过程为中心的模式转变。
由于大型飞机的研制具有集成性、分布性、异构性和协同性等特点,是一个复杂程度高、协同难度大的系统工程,所以建立协同工作环境就成为航空制造企业的必然选择。
如何在协同环境下对飞机的研制流程进行有效管理和协调,如何改进研制流程才能充分发挥协同环境的优势,是航空制造企业亟需解决的问题。
当前国内企业基本都是对产品的设计、制造、仿真中某个单项流程而不是飞机一体化研制流程进行分析和优化。
本文依据波音公司全球协同环境(GCE)和空客公司多场所协同工作方法(COSITE)的思想,提出协同环境下大型飞机研制一体化流程的概念,并对协同环境与一体化流程的相互关系进行了深入研究。
协同环境数字化、网络化和信息化加快了产业变革的步伐。
集成化、智能化、全球化、网络化、虚拟化和绿色化是未来制造业的主要发展方向。
建立异构条件下的协同工作环境,使得异地的专家知识和资源在协同环境中能够交互和共享,才能保证研制任务的顺利完成。
1 定义信息化社会中工作的特点是群体性、交互性、分布性和协作性。
20世纪60年代,德国理论物理学家赫尔曼·哈肯发表《协同学导论》一书,正式建立了协同学的理论框架。
同时,网络技术的发展,给协同科学的研究和应用提供了有力的支持。
协同环境指在网络环境(包括Internet、Intranet和 Extranet)中,在时间和空间异步或同步的情况下,能有效地支持跨学科的专家群组的协同工作,实现不同领域的数据、信息和知识能实时、准确的共享和交互的一个虚拟工作空间。
其特点如下:(1)多主体性,活动是由同/异时空的2个或2个以上不同领域知识的专家群组协调完成;(2)协同性,利用网络通信和冲突检测等技术保证所需信息的可交互性、一致性和并性;(3)可变性,活动涉及的专家领域和结构模式都是灵活的、动态的。
2 结构的模式大型飞机研制需要分布在不同地域或部门的具有不同领域知识的专家群组协同完成,构建一个有利于企业内部和企业间协同的工作环境,使分布在异构时空上的各种资源能得到实时协调和交互是一个关键问题。
协同环境的结构模式将直接影响协同工作的能力、效率,以及可管理性。
协同环境的结构模式,如图1所示,可以分为以下几类:一是集中式,它是一种集中控制的体系结构,资源的共享和交互由一个实际的或虚拟的集中控制系统完成,当前国内大多航空制造企业都采用这种结构。
二是离散式,参与业务活动的主体不分主次,并且主体之间都存在信息通道,信息分布在各个活动主体之内,没有集中的数据与知识库;三是分布集成式,是波音公司采用的一种集中与离散式相结合的先进模式,由主要专家或专家组组成分布式的体系结构,而专家组所属专家采用集中式的体系结构,通过对主要专家或专家组的控制完成资源的共享和交互。
当前我国航空制造企业的设计或制造基本都是在一个单位内完成,要想高效地设计、制造出大型飞机,建立覆盖全国/全球的分布集成式协同环境来发挥各合作单位的优势,这是我国自主开发大型飞机的必然选择,也是世界航空制造业的发展方向。
研制流程任何企业的存在,都是为顾客提供有价值的产品或服务。
企业为此所进行的各种有序活动,就构成了流程。
信息技术的发展,协同环境的建立,促使飞机制造业必须对现有流程进行理解、分析、诊断和改造,淘汰或重新设计不适合现代化研制要求的流程,提高飞机的研制效率和质量。
1 理解流程理解流程就是对现有流程有一个高着眼点的总览,其主要任务是对数字化协同环境中进行的新机研制过程有透彻的分析和理解。
分析流程的详细结构;研究现有流程是为何种需求而建。
为此我们将飞机研制流程从广度和深度进行分解,如图3所示。
它主要包括:以飞机研制过程为主的业务流程(广度)、以及项目、数据管理和构型控制和计算机辅助工程技术流程(深度)等。
图4所示的就是从飞机研制广度的角度对业务流程的详细分解以及在流程中相应的里程碑的划分。
2 流程诊断和分析流程诊断和分析是介于理解流程和改造流程之间的一种工作,流程诊断的目的就是要把流程中的里程碑找出来。
里程碑是对研制流程中一定阶段内所要达到的重要事件、措施进行控制,并将研制流程和产品数字模型成熟度结合在一起的一个中间对象,只有符合里程碑要求的数字模型才能进入下一流程,以此来保证研制流程的有效性和畅通性。
里程碑的判断标准就是它的变动能否大幅提高企业的生产效率和经济效益,如果是,则它就是流程的里程碑,反之则不是。
里程碑分为2种:(1)宏观的角度上一体化研制流程中的里程碑。
它们大都属于产品数字模型成熟度阶段性控制审查的关键点。
如图4中的MO~M14。
(2) 微观角度上具体零部件设计、制造流程中的里程碑。
它们属于对具体零部件设计、制造和维护等流程中零部件成熟度情况的审查控制的关键点。
里程碑的划分和作用是会随着技术条件和流程本身的发展而不断变化。
在全球协同环境建立前,初步设计和详细设计基本都在一处完成,M6只是作为检查评审里程碑。
而在全球网络协同环境下,由于在M6处要将初步设计等一系列方案提交给分布在全球各地的分包商并授权项目启动,所以M6就成为一个飞机研制一体化流程的关键性里程碑。
对现有流程的分析能使设计者对流程的各个方面都有一个非常详细的了解,无论新流程是在现有流程基础上建立与否,它都是建立一体化流程的一个重要步骤,但是它也会产生2方面的问题:一是需要花费大量的时间对现有流程进行分析。
二是在流程分析中会产生大量的文档、报告等资料。
同时对于现有流程的过度分析,也会使自己难以跳出原有的流程模式。
这就要求我们在流程分析中对所花时间和整理的资料进行适当控制,做到有主有次,适可而止。
流程改造流程改造就是考虑现有的技术水平以及现代化设计、制造理念与模式,以提高绩效为目的,对现有流程进行重新规划。
它分为渐进式和重组式,渐进式是在现有流程基础上创建新流程;重组式是不以现有流程为起点,重新创建新的流程。
渐进式的优点是风险低,对企业正常运作影响小,缺点是仍以现有流程为基础,难以达到预期的效果;重组式的优点是抛开现有流程羁绊,效果显着,缺点是要对组织进行彻底变革,风险高,对企业正常运作影响大。
1 协同环境建设协同环境是人们协同工作的一个虚拟的数字化平台,它的建立首先是要实现组织职能方式的转变。
传统的组织模式都面向职能,而现代企业的组织模式要求面向流程,流程的变化造成员工工作方式、地位和管理模式的变化。
这是一个只能在强有力的领导带领下,建立一群以各专业专家为主的、可以动态变化的集成工作团队,经过对企业组织模式和职能划分进行长期坚持不懈的努力改造,才有可能实现。
组织职能方式能否转变是决定流程改造成败的最主要因素。
其次,协同环境也要依靠网络和数字化技术,依据流程所要完成的任务选择相应的、能够实现流程功能的数字化技术,并使这些单项技术朝着飞机研制过程、企业业务流程集成的一体化方向发展,实现概念设计、初步设计、详细设计、工程分析、制造、生产和测试等流程信息在不同的软件平台上的存储、处理、传递,最终将分布于世界各地,存储于不同地域服务器的一体化流程信息集成为一个有机的整体,从而达到系统有序组织飞机研制流程的目的。
在全球协同工作环境中对一体化研制中核心的构型、功能分析、建模、制造和装配流程分别使用适合这些流程任务特点的数字化产品,并通过建立逻辑相关的单一产品数据源和支撑集成的系统模式(计算机网络、数据库、集成平台/框架和协同等子系统)来保证全球协同环境内的工作流、物流和信息流的通顺流畅和相互联系。
2 理念与模式数字化和网络技术发展速度的加快,技术成果扩展的加速,迫使企业进行流程改造的时候必须从设计、制造的理念和模式方面进行革新,从而提高企业的研发和创新能力。
当前对流程改造有重要影响的理念和模式包括:计算机集成制造、并行工程、精益生产、敏捷制造、大批量定制和虚拟的动态企业联盟。
它们都是在市场竞争的需求中不断发展和演变而来的,正确地理解和合理地使用这些理念和模式对于提高流程改造的质量和效率,都具有重要影响。
根据波音公司的一项统计,全部飞机研制总成本的80%在设计阶段就已经被决定了,所以在早期的设计阶段增加少量(1%~2%)的投入,可以大幅降低研制总成本(超过25%)。
并行工程正是针对这种需求在产品研制领域提出的解决方案。
美国国防分析研究所的定义是:“并行工程是对产品及其相关过程(包括制造过程和支持过程)进行并行、一体化设计的一种系统化的工作模式。
这种模式使开发者从一开始就考虑到产品全生命周期(从概念形成到产品报废)中所有因素,包括质量、成本、进度和顾客需求。
”它具有如下特点:·产品研制各阶段并行的工作;·通过建立产品协同设计组(IPT)形成集中式的产品协同设计过程;·客户和供应商都参加到产品设计过程中。
并行工程的具体实施就是设计员工作开展到一定程度后,将完成的阶段设计提交给制造工程师和相关的工作组,开始协同设计。
相关的IPT或AIPT人员根据需要,对设计进行质疑、审查,并在模型上进行标记,向相关设计员反馈意见。
通过并行工程使得流程的信息在协同环境下得到交互并实现协同工作。
在某项目中通过实施并行工程并对飞机研制流程进行改造,可使得飞机研制流程的周期缩短30%,成本降低50%。
现有层次式的管理结构和厂所分离的飞机研制模式是我国航空制造企业建立协同工作环境和进行流程改造的最大障碍,不实现设计所与制造厂之间,以及厂所与合作单位之间真正意义上的全面协同工作模式,就不可能真正实现现代化的大型飞机研制流程,所以建立协同工作环境和对现有飞机研制流程改造是航空工业面临的一个急迫问题。
没有一个良好的协同工作环境,就不可能有真正的大型飞机研制一体化流程;反之,没有现代化理念与模式的一体化流程,协同工作环境也无法发挥其优点。
流程改造实例1 应用案例图5和图6分别是传统模式下结构分析和设计的流程和现在的基于多学科协同优化的现代设计流程,所谓多学科设计优化(MDO)方法是一个概念设计的系统方法,它通过研究复杂工程系统和子系统交互影响协同的作用,运用数值计算来进行多学科问题的分析、综合权衡和求解选优的方法。