国产丝锥精度
公制、英制、美制、各种螺纹钻孔标准

公 制 细螺纹
规格 M1.0x0.2 M1.1x0.2 M1.2x0.2 M1.4x0.2 M1.6x0.2 M1.7x0.2 M1.8x0.2 M2.0x0.25 M2.2x0.25 M2.3x0.25 M2.5x0.35 M2.6x0.35 M3.0x0.35 M3.5x0.35 M4.0x0.5 M4.5x0.5 M5.0x0.5 M5.5x0.5 M6.0x0.75 M6.0x0.5 M7.0x0.75 M7.0x0.5 M8.0x1.0 M8.0x0.75 M8.0x0.5 M9.0x1.0 M9.0x0.75 M10x1.25 M10x1.0 M10x0.75 M10x0.5 M11x1.0 M11x0.75 M12x1.5 M12x1.25 M12x1.0 M12x0.5 M14x1.5 M14x1.0 M15x1.5 M15x1.0 M16x1.5 标准径 0.80 0.90 1.00 1.20 1.40 1.45 1.60 1.75 1.95 2.05 2.20 2.20 2.70 3.20 3.50 4.00 4.50 5.00 5.30 5.50 6.30 6.50 7.00 7.30 7.50 8.00 8.30 8.80 9.00 9.30 9.50 10.00 10.30 10.50 10.80 11.00 11.50 12.50 13.00 13.50 14.00 14.50 2级牙钻孔径 最大 0.821 0.921 1.021 1.221 1.421 1.500 1.621 1.785 1.985 2.061 2.221 2.246 2.721 3.221 3.599 4.099 4.599 5.099 5.378 5.550 6.378 6.550 7.153 7.378 7.520 8.153 8.378 8.912 9.153 9.378 9.520 10.153 10.378 10.676 10.912 11.153 11.520 12.676 13.153 13.676 14.153 14.676 最小 0.783 0.883 0.983 1.183 1.383 1.460 1.583 1.729 1.929 2.001 2.121 2.186 2.621 3.121 3.459 3.959 4.459 4.959 5.188 5.400 6.188 6.400 6.917 7.188 7.400 7.917 8.188 8.647 8.917 9.188 9.400 9.917 10.188 10.376 10.647 10.917 11.400 12.376 12.917 13.376 13.917 14.376 规格
hb丝锥标准
hb丝锥标准摘要:1.HB 丝锥标准的概述2.HB 丝锥的优点3.HB 丝锥的应用范围4.HB 丝锥的选购与维护正文:一、HB 丝锥标准的概述HB 丝锥,全称为HB 型螺旋丝锥,是一种用于螺纹加工的切削工具。
在我国,HB 丝锥标准是由国家标准GB/T 1443-1995《螺旋丝锥》所规定的。
该标准对HB 丝锥的尺寸、形状、精度、材料等方面进行了详细的规定,以保证其在螺纹加工过程中具有良好的切削性能和使用寿命。
二、HB 丝锥的优点HB 丝锥具有以下优点:1.切削效率高:HB 丝锥采用螺旋线形刃,使得切削过程中产生的热量能够迅速排出,降低了切削温度,提高了切削效率。
2.精度高:HB 丝锥的精度等级有0、1、2、3 四个等级,其中0 级精度最高,适用于精密螺纹的加工。
3.适用范围广:HB 丝锥可以加工各种公英制螺纹,如M、MJ、UN、UNJ 等,还可以加工锥螺纹和管螺纹。
4.刃磨方便:HB 丝锥的刃磨采用专用刃磨机床,操作简便,刃磨速度快,能够满足批量生产的需求。
三、HB 丝锥的应用范围HB 丝锥广泛应用于各种机械制造行业,如汽车、摩托车、机床、工程机械、石油化工等领域。
特别是在汽车发动机、变速器等关键部件的螺纹加工中,HB 丝锥具有举足轻重的地位。
四、HB 丝锥的选购与维护1.选购:购买HB 丝锥时,应根据加工零件的材料、尺寸、精度要求等因素选择合适的丝锥。
同时,要选购质量可靠、信誉良好的生产厂家的产品。
2.维护:在使用HB 丝锥过程中,要注意刃口的保护,避免与硬质物体碰撞,造成刃口损伤。
使用后,应及时清洁丝锥,涂抹润滑油,以延长使用寿命。
总之,HB 丝锥作为我国规定的一种螺旋丝锥标准,具有切削效率高、精度高、适用范围广等优点,广泛应用于机械制造行业。
国产丝锥精度等级

美国BALAX公司是美国生产丝锥及螺纹量规的领导者之一,尤其在挤压丝锥方面具有独特的技术和加工理念。
产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。
挤压丝锥较切削丝锥有七大优点:1、无屑加工。
因为挤压丝锥是通过冷挤压、工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,也就没有挤屑发生,丝锥不易折断。
2、强化所攻牙的强度。
积压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加工出来的螺纹高。
3、更高的产品合格率。
由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好;而切削丝锥是通过切削来完成,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。
4、丝锥自身强度好。
由于积压丝锥没有排屑槽,其自身强度较切削丝锥会好很多。
5、更长的使用寿命。
由于挤压丝锥不会发生切削刃口钝化、崩刃等问题,正常情况下,其使用寿命是切削丝锥的3~20倍。
6、更高的生产效率。
正是因为有了更长的使用寿命,更快的加工速度,使用挤压丝锥能降低更换丝锥和待机的时间,从而提高生产效率。
7、无过渡牙螺纹。
挤压丝锥能通过自身来引导加工,更适合CNC加工,同时也使无过渡牙加工成为可能。
B ALAX挤压丝锥的优势:1、较低的攻牙扭力。
BALAX公司在挤压丝锥的引导方面与其他公司完全不同。
其他公司的过渡牙在刃磨时,其牙峰是平的,而BALAX的过渡牙仍然是尖的,这样在攻牙时加工阻力比较小,丝锥的扭力也相对较小。
2、标准库存各种精度、尺寸的丝锥,包括各种等级加大丝锥。
在现代加工中,经常会需要一些加大的丝锥,基于此,BALAX公司生产了各种加大尺寸的丝锥,其等级用“H”和“D”来表示。
3、表面涂层处理。
BALAX针对各种加工材料有各种相对应的表面涂层处理,使丝锥能产生更大的效能。
BAL AX挤压丝锥介绍:丝锥公差丝锥公差等级的选用,取决于螺纹孔的公差等级。
丝锥各国标准

皮带轮丝锥1/4-20NC-1-1/2-12NF
英国螺纹协会丝锥BA BANO.14-BANO.0
气瓶螺纹丝锥PZ19.2 PZ27.8 PZ30.3 PZ39
石油管线螺纹丝锥LP1/8—LP2
石油油管螺纹丝锥TBG1.050—TBG4 1/2 UP TBG1.050-UP TBG4 1/2
螺母丝锥M6-M52 可供长柄和短柄螺母丝锥
美标统一螺纹丝锥0-80UNF--2"UNF精度1B 2B 3B(UN\UNC\UNF\UNEF\UNS)及左旋螺纹丝锥
英国惠氏螺纹丝锥1/8-40BSW 5/32-32BSW 3/16-32BSF 7/32-28BSF--2-7BSF
55°圆柱管螺纹丝锥G1/16 G1/8 G1/4 G3/8 G1/2 G5/8--G2 1/2 RP1/16--RP2
ISO国际标准螺纹 GB中国标准螺纹 JB中国机械行业标准螺纹 DIN德国标准螺纹 ASME/ANSI B94.9美国标准螺纹 JIS日本工业标准螺纹
公制机用直槽丝锥M1.2-M60 精度H1、H2、H3 通孔、盲孔及左旋螺纹丝锥
公制手用丝锥M1.2-M30/公制螺旋槽丝锥M3-M30 精度H2
钢制管螺纹丝锥PG7 PG9 PG11 PG13.5 PG16 PG21 PG29 PG36 PG36 PG42 PG48
日标圆柱管螺纹丝锥PS1/8-PS2 PF1/8 PF1/4 PF3/8 PF1/2 PF5/8 PF3/4 PF7/8--PF2
日标圆锥管螺纹丝锥PT1/8 PT1/4 PT3/8 PT1/2 PT3/4--PT2
梯形螺纹丝锥Tr8X1.5—Tr52X8
国标丝锥的规格参数

国标丝锥的规格参数
规格参数:
1. 锥度: 国标丝锥采用标准的4度40分设计,锥度尖端角度为1度15分,保证了丝锥的稳定性和工作效率。
2. 材质: 国标丝锥一般采用高强度合金钢材质制成,具有良好的耐磨性和韧性,确保丝锥的使用寿命和精度。
3. 直径范围: 国标丝锥适用于不同直径的螺纹加工,常见的直径范围包括M3-M36。
4. 等级: 国标丝锥按照不同的精度要求分为不同等级,常见的等级有4H、6H和8H。
5. 表面处理: 为提高丝锥的表面质量和防腐能力,国标丝锥通常进行表面镀铸铁、磨砂镀锌或其他防腐处理。
6. 可用长度: 国标丝锥的可用长度通常根据实际需要进行设计,常见的长度包括
75mm、100mm和150mm。
7. 标志: 国标丝锥上通常会标示有制造商的标志、规格型号、材质以及相关认证标志。
8. 使用注意事项: 在使用国标丝锥时,应注意使用正确的润滑剂、控制加工速度和进给量,以保证加工效果和延长丝锥的使用寿命。
请注意,以上规格参数仅供参考,实际产品可能因制造商和应用需求而有所差异。
螺纹底孔直径标准
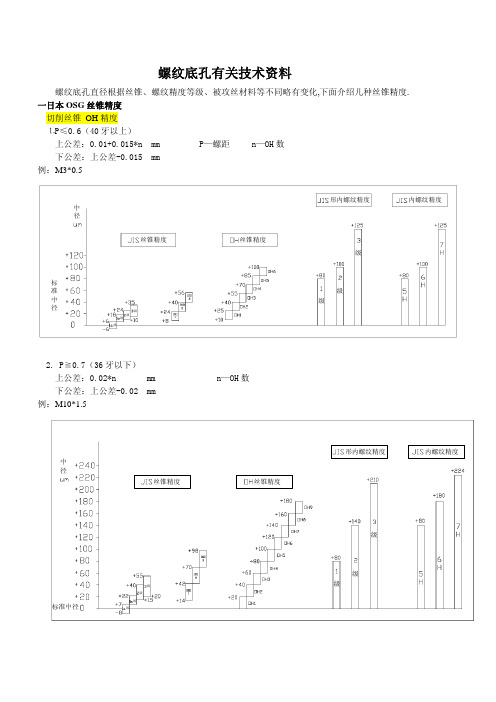
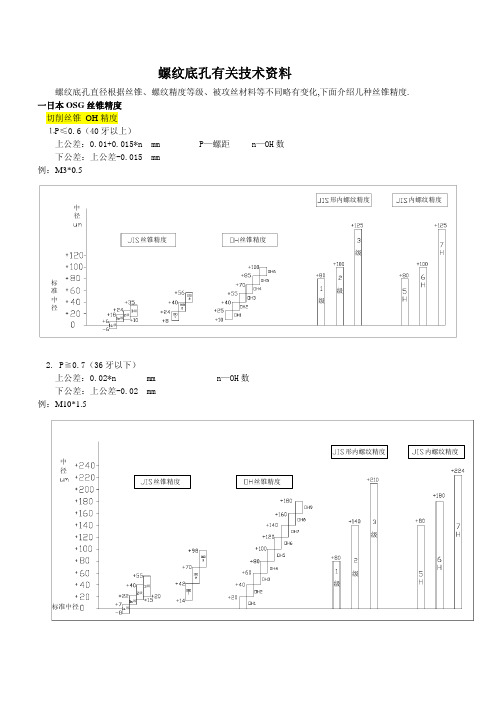
螺纹底孔有关技术资料螺纹底孔直径根据丝锥、螺纹精度等级、被攻丝材料等不同略有变化,下面介绍几种丝锥精度. 一日本OSG丝锥精度切削丝锥 OH精度⒈P≤0.6(40牙以上)上公差:0.01+0.015*n mm P—螺距 n—OH数下公差:上公差-0.015 mm例:M3*0.5中径标准中径内螺纹精度形内螺纹精度丝锥精度丝锥精度级级级级级级级2. P≧0.7(36牙以下)上公差:0.02*n mm n—OH数 下公差:上公差-0.02 mm例:M10*1.5级级级级级级级丝锥精度丝锥精度形内螺纹精度内螺纹精度中径标准中径挤压丝锥 RH 精度上公差:0.0127*n mm n—RH 数 下公差:上公差-0.0127 mm 例:M3*0.5级级级级级级级丝锥精度丝锥精度形内螺纹精度内螺纹精度标准中径中径例:M10*1.5中径标准中径内螺纹精度形内螺纹精度丝锥精度丝锥精度级级级级级级级二日本YAMAWA 丝锥YAMAWA 丝锥 P 级精度P 级精度是依据日本工具工业会规格而制定螺距P ≥0.7 上公差:0.02* mm n—P 数下公差:上公差-0.012 mm螺距P ≤0.6 上公差:0.015*n mm n—P 数下公差:上公差-0.015 mm如表A 和表B 所示表A 表B 例:M8*1.25螺距:0.7mm或大于0.7mm 螺距0.7mm或大于0.7mm S:标准螺纹精度公差:0.02 mm 公差:0.015 mm O.S:加大尺寸螺纹精度YAMAWA丝锥G级精度G级精度丝锥为挤压用丝锥上公差:0.0127*n mm n—G数下公差:上公差-0.0127 mm 小数部分四舍五入下表为JIS 2级螺纹精度挤压丝锥公差带比较表例M4*0.7三国产丝锥国产丝锥精度等级一般分为四级,按中径公差带代号分为 H1 H2 H3 ,表示不同公差带位置,但公差值是相等的。
H4为手用丝锥,其公差值、螺距、角度误差比机用丝锥大,材质、热处理、加工工艺也不如机用丝锥。
丝锥分为1h 2h 3h

丝锥分为1h 2h 3h
丝锥是一种常用的切削工具,用于在金属或其他材料上加工螺纹孔。
丝锥的种类和规格多种多样,其中1H、2H、3H等代号是指丝锥的精度等级。
1H表示的是一种高精度丝锥,其切削部分经过精细的磨削加工,可以加工出高质量的螺纹孔。
2H和3H则分别表示中精度和低精度丝锥,它们的切削部分没有经过磨削加工,因此在加工精度上会有所降低。
不同的丝锥代号代表了不同的切削精度和适用范围,使用时需要根据实际情况进行选择。
一般来说,高精度丝锥适用于对螺纹孔精度要求较高的场合,而低精度丝锥则适用于对螺纹孔精度要求较低或者对切削成本有所限制的场合。
总之,丝锥分为1H、2H、3H等代号是指丝锥的精度等级不同,这些代号方便对丝锥进行分类和选择,使用时需要根据实际情况进行选择。
螺纹底孔直径标准
M7×1
6
6.13(80%)
5.917
6.153
M8×1.25
6.8
6.85(85%)
6.647
6.912
M9×1.25
7.8
7.85(85%)
7.647
7.912
M10×1.5
8.5
8.62(85%)
8.376
8.676
M11×1.5
9.5
9.62(85%)
9.376
9.676
M12×1.75
10.3
19.7(85%)
19.294
19.744
M24×3
21
21.2(85%)
20.752
21.252
M27×3
24
24.2(85%)
23.752
24.252
M30×3.5
26.5
26.6(90%)
26.211
26.771
M33×3.5
29.5
29.6(90%)
29.211
29.771
M36×4
32
32.1(90%)
2.459
2.599
M3.5×0.6
2.9
3.01(75%)
2.850
3.010
M4×0.7
3.3
3.39(80%)
3.242
3.422
M4.5×0.75
3.8
3.85(80%)
3.688
3.878
M5×0.8
4.2
4.31(80%)
4.134
4.334
M6×1
5
5.13(80%)
4.917
5.153
丝锥与螺纹精度等级选用方法!

如何正确选用丝锥与螺纹精度匹配丝锥精度等级分为几种?美国BALAX公司是美国生产丝锥及螺纹量规的领导者之一,尤其在挤压丝锥方面具有独特的技术和加工理念。
产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。
挤压丝锥较切削丝锥有七大优点:1、无屑加工。
因为挤压丝锥是通过冷挤压、工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,也就没有挤屑发生,丝锥不易折断。
2、强化所攻牙的强度。
积压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加工出来的螺纹高。
3、更高的产品合格率。
由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好;而切削丝锥是通过切削来完成,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。
4、丝锥自身强度好。
由于积压丝锥没有排屑槽,其自身强度较切削丝锥会好很多。
5、更长的使用寿命。
由于挤压丝锥不会发生切削刃口钝化、崩刃等问题,正常情况下,其使用寿命是切削丝锥的3~20倍。
6、更高的生产效率。
正是因为有了更长的使用寿命,更快的加工速度,使用挤压丝锥能降低更换丝锥和待机的时间,从而提高生产效率。
7、无过渡牙螺纹。
挤压丝锥能通过自身来引导加工,更适合CNC加工,同时也使无过渡牙加工成为可能。
BALAX挤压丝锥的优势:1、较低的攻牙扭力。
BALAX公司在挤压丝锥的引导方面与其他公司完全不同。
其他公司的过渡牙在刃磨时,其牙峰是平的,而BALAX的过渡牙仍然是尖的,这样在攻牙时加工阻力比较小,丝锥的扭力也相对较小。
2、标准库存各种精度、尺寸的丝锥,包括各种等级加大丝锥。
在现代加工中,经常会需要一些加大的丝锥,基于此,BALAX公司生产了各种加大尺寸的丝锥,其等级用“H”和“D”来表示。
3、表面涂层处理。
BALAX针对各种加工材料有各种相对应的表面涂层处理,使丝锥能产生更大的效能。
丝锥精度等级
四川丝锥标准
四川丝锥标准四川丝锥标准一、规范性文件1. GB/T 2828.1-2018《精度试验方法试样的制备和检测结果的评定第1部分:全局性评定》2. GB/T 2829-2016《精度检验时间的确定》3. GB/T 2830-2008《精度试验方法:平面尺寸检验》4. GB/T 2831-2015《机床技术条件材料切削加工用非调节型丝锥》二、丝锥型号参数1. 外径:20mm;2. 脉冲型:1-6;3. 刀尖直径:0.20mm;4. 刀尖厚度:0.20mm;5. 刀尖斜度:30°;6. 每厘米的螺距:14mm;7. 刀刃切削平面度:1.6um;8. 丝锥尖端凹凸度:3um;9. 刀尖磨削精度:2.0um;10. 刀尖变形:0.04um/mm;11. 丝锥平行度:0.07mm;12. 丝锥锥度:1°;13. 丝锥角度:90°;14. 丝锥抗拉强度:41~44HRC;15. 丝锥抗压强度:48~52HRC;16. 合金组成:WC-Co基硬质合金;17. 丝锥表面处理:氧化;18. 丝锥硬度:90°~97°;19. 热处理:950~1100℃缓冷。
三、丝锥刀尖形状标准1. 刀尖端应安装在精度级别为2的尺寸平台上,用圆规检查刀尖形状。
2. 刀尖形状应符合下图所示:3. 刀尖的磨削精度小于2um。
四、丝锥分行抗拉和抗压强度标准1. 经每个行抗拉抗压强度检测,应在41~44HRC和48~52HRC之间。
2. 每行的抗拉和抗压强度应相差不大,最大差异应在2HRC以内。
3. 抗拉抗压强度检测结果应符合分行抗拉和抗压强度标准要求。
m4挤压攻丝相关标准

m4挤压攻丝相关标准
M4挤压丝攻标准6H牙规M4挤牙丝锥是一款标准的挤牙丝攻产品,牙距为,采用含钴高速钢磨制,总长52,牙长12,柄径为5,标准精度为RH7,电镀前加大精度为RH9。
此外,M4挤压丝锥底孔在毫米至毫米间,而且M4孔丝锥只能用M4丝锥。
在攻丝之前,钻头的孔径必须大于螺纹内径,否则金属隆起无法向齿顶流动。
使用过程中切削刃会切削金属,因为对金属的挤压作用会出现金属隆起向齿顶流动的现象。
因此,攻丝时要控制丝锥与底孔同心度及垂直度误差,提高加工效率并减小磨损。
M4挤压丝攻在加工不同材料时需要选择不同的精度和表面处理方式。
例如,在加工铝合金粘牙时需要对采用DLC处理过的丝攻,而加工不锈钢时采用RH6精度效果较好,对丝攻表面进行镀黄钛或者是紫钛处理攻牙效果较好。
此外,挤压丝攻不适合加工铁件。
以上内容仅供参考,具体可查看相关的行业标准。
丝锥精度标准

丝锥精度标准丝锥是一种常用的螺纹加工工具,用于加工和检测螺纹。
丝锥精度的标准对于生产质量的控制和产品的可靠性具有重要意义。
本文将介绍丝锥精度标准的概念、分类、重要参数及其测量方法,以及对丝锥精度标准的应用。
一、丝锥精度标准的概念丝锥精度标准是指测量和评定丝锥几何尺寸和质量性能的一系列标准化规定。
通过制定和应用丝锥精度标准,可以保证丝锥的加工质量和使用性能,提高产品的可靠性和稳定性。
二、丝锥精度标准的分类根据丝锥的用途和要求,丝锥精度标准可以分为以下几种类型:1. 螺纹螺距精度标准:用于检验丝锥的螺距尺寸是否符合要求。
主要包括螺距差、螺纹角差、螺纹高度差等指标。
2. 螺纹牙型精度标准:用于检验丝锥的牙型质量是否符合要求。
主要包括牙型误差、牙间角差、牙高差等指标。
3. 外观质量精度标准:用于检验丝锥的外形和表面质量是否符合要求。
主要包括生锈、划痕、磨损、裂纹等指标。
三、丝锥精度标准的重要参数及其测量方法1. 螺距差:它是表示丝锥螺纹螺距尺寸偏离理论值的指标。
测量时可以使用螺距测微器或投影仪进行测量。
2. 螺纹角差:它是表示丝锥螺纹角度偏离理论值的指标。
测量时可以使用螺纹角差测量仪进行测量。
3. 牙型误差:它是表示丝锥螺纹牙型偏离理论形状的指标。
测量时可以使用牙型误差测量器进行测量。
4. 外观质量:它是表示丝锥外表面的质量状况的指标。
测量时可以使用目视和手感观察,检查丝锥是否有缺陷和损伤。
四、丝锥精度标准的应用丝锥精度标准在各个领域的应用非常广泛。
以下是一些常见的应用场景:1. 质检:在生产过程中,使用丝锥精度标准来检验丝锥的质量,保证产品符合要求。
2. 校准:丝锥精度标准可以作为校准工具,对丝锥进行校准,保证测量结果准确可靠。
3. 教学和培训:丝锥精度标准提供了一种标准化的教学和培训材料,帮助人们学习和理解丝锥的精度要求和测量方法。
4. 产品选型和推广:丝锥精度标准可以用来评估和比较不同品牌和类型的丝锥产品,帮助用户选择合适的产品。
OSG丝锥精度标识
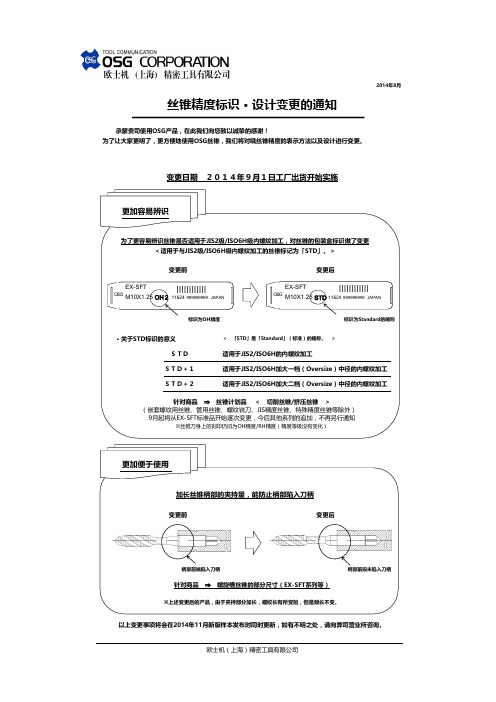
2014年8月 承蒙贵司使用OSG产品,在此我们向您致以诚挚的感谢!为了让大家更明了,更方便地使用OSG丝锥,我们将对哦丝锥精度的表示方法以及设计进行变更。
变更前变更后标识为OH精度标识为Standard的略称 ・关于STD标识的意义< 「STD」是「Standard」(标准)的略称。
>STD适用于JIS2/ISO6H的内螺纹加工STD+1适用于JIS2/ISO6H加大一档(Oversize)中径的内螺纹加工STD+2适用于JIS2/ISO6H加大二档(Oversize)中径的内螺纹加工 变更前变更后柄部前端陷入刀柄柄部前段未陷入刀柄以上变更事项将会在2014年11月新版样本发布时同时更新,如有不明之处,请向弊司营业所咨询。
欧士机(上海)精密工具有限公司丝锥精度标识・设计变更的通知变更日期 2014年9月1日工厂出货开始实施为了更容易辨识丝锥是否适用于JIS2级/ISO6H级内螺纹加工,对丝锥的包装盒标识做了变更<适用于与JIS2级/ISO6H级内螺纹加工的丝锥标记为「STD」。
>加长丝锥柄部的夹持量,能防止柄部陷入刀柄(嵌套螺纹用丝锥、管用丝锥、螺纹铣刀、JIS精度丝锥、特殊精度丝锥等除外) 针对商品 ⇒ 丝锥计划品 < 切削丝锥/挤压丝锥 >※丝锥刀身上的刻印仍旧为OH精度/RH精度(精度等级没有变化)针对商品 ⇒ 螺旋槽丝锥的部分尺寸(EX-SFT系列等)※上述变更后的产品,由于夹持部分加长,螺纹长有所变短,但是颈长不变。
9月起将从EX-SFT标准品开始逐次变更,今后其他系列的追加,不再另行通知EX-SFT M10X1.25STD 11624999999999JAPANO S G O S G EX-SFTM10X1.25 OH 211624999999999JAPAN 更加容易辨识更加便于使用。
攻牙丝锥选用标准

1. 在螺紋的改善過程中﹐我們發現以前公司對于螺紋的精度等級的概念是不足夠的﹐生產和檢驗資料都未對此有要求﹐在生產和檢驗過程中極易發生錯誤。
現我與蔣聖華己針對工至于生產的控制﹐如何選用正確精度等級的絲錐﹐建議生產部在作業指導書中注明和要求工程在生產工序排列表中注明。
新品先按此上要求執行﹐舊品將計划更改資料。
不知大家是否還有其他建議﹖
我與蔣聖華己針對工程圖和工序檢驗指導書中螺紋的標注達成一致﹕如為普通精度等級(6H或JIS II級)可不用特別標注﹐如為非普通精度等級螺紋﹐必須標注螺紋精
螺紋精度等級。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国家丝锥精度
美国BALAX公司是美国生产丝锥及螺纹量规的领导者之一,尤其在挤压丝锥方面具有独特的技术和加工理念。
产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。
一.挤压丝锥较切削丝锥有七大优点:
1、无屑加工。
因为挤压丝锥是通过冷挤压、工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,
也就没有挤屑发生,丝锥不易折断。
2、强化所攻牙的强度。
积压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加
工出来的螺纹高。
3、更高的产品合格率。
由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好;
而切削丝锥是通过切削来完成,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。
4、丝锥自身强度好。
由于积压丝锥没有排屑槽,其自身强度较切削丝锥会好很多。
5、更长的使用寿命。
由于挤压丝锥不会发生切削刃口钝化、崩刃等问题,正常情况下,其使用寿命是切削
丝锥的3~20倍。
6、更高的生产效率。
正是因为有了更长的使用寿命,更快的加工速度,使用挤压丝锥能降低更换丝锥和待
机的时间,从而提高生产效率。
7、无过渡牙螺纹。
挤压丝锥能通过自身来引导加工,更适合CNC加工,同时也使无过渡牙加工成为可能
二.BALAX挤压丝锥的优势:
1、较低的攻牙扭力。
BALAX公司在挤压丝锥的引导方面与其他公司完全不同。
其他公司的过渡牙在刃磨时,
其牙峰是平的,而BALAX的过渡牙仍然是尖的,这样在攻牙时加工阻力比较小,丝锥的扭力也相对较小。
2、标准库存各种精度、尺寸的丝锥,包括各种等级加大丝锥。
在现代加工中,经常会需要一些加大的丝锥,
基于此,BALAX公司生产了各种加大尺寸的丝锥,其等级用“H”和“D”来表示。
3、表面涂层处理。
BALAX针对各种加工材料有各种相对应的表面涂层处理,使丝锥能产生更大的效能。
三.BALAX挤压丝锥介绍:
丝锥公差丝锥公差等级的选用,取决于螺纹孔的公差等级。
欧美系丝锥的螺纹公差,可参见标准DIN13。
常用的丝锥和内螺纹公差:丝锥公差与内螺纹公差对照表:
以上对照表说明,ISO2/6H/2B等级的丝锥,可以应用于4G/5G/6H公差的内螺纹的制造。
欧美系丝锥的常规公差为ISO2/6H。
生产厂家有时会制造出6HX和6GX的丝锥,这些超出标准值的公差带位置,主要用于加工高强度或高腐蚀性材料如铸铁等的丝锥;由于这类工件材料一般不会造成尺寸超差问题,所以可以使用偏上一点的公差,这样可以延长刀具的寿命。
挤压丝锥通常做成6GHX或6GX的公差。
四. 日系丝锥的主要制造商有YAMAWA公司和OSG公司。
P级丝锥公差是日本YAMAWA公司依TAS(日本工具工业会规格)的规定而制定,类似美国的GH级精度。
丝攻的螺距为0.7mm(公制粗牙M4)或以上时(或英制下,T.P.I.≤36),丝攻的有效径基准尺寸以0为基准点,每一级的精度公差为20μm,亦即P1级的有效径精度公差为(0、20μm),以此类推,P2级为(20、40μm),P3级为(40、60μm),P4级为(60、80μm)。
丝攻的螺距为0.6mm(公制粗牙M3)或以下时(或英制下,T.P.I.≤40),丝攻的有效径基准尺寸以10μm为基准点,每一级的精度公差为15μm,即P1级为(10、25μm),以此类推,P2级为(25、40μm),P3级为(40、55μm),P4级为(55、+70μm)。
五. G级精度是日本YAMAWA公司针对挤压丝锥制定的规定。
G级精度下,丝攻的有效径基准尺寸以0为基准点,每一级的精度公差为12.7μm(0.000 5″),即G1级为(0、13μm),G4级为(38,51μm),以此类推。
依据不同尺寸规格的内螺纹的Class2级精度,可选用的挤压丝锥的G级精度如下表:
六. OSG公司的OH精度等同于Yamawa公司的P级精度,RH精度等同于Yamawa公司的G级精度。
如OH2=P2,RH5=G5。
国产机用丝锥都标志中径公差带代号:H1、H2、H3分别表示公差带不同的位置,但公差值是相等的。
手用丝锥的公差带代号为H4,公差值、螺距及角度误差比机用丝锥大,材质、热处理、生产工艺也不如机用丝锥。
H4按规定可以不标志。
丝锥中径公差带所能加工的内螺纹公差带等级如下:。