质量控制图举例(2011)
三综合医院医疗质量管理与控制指标
卫办医政函〔2011〕54号卫生部办公厅关于印发《三级综合医院医疗质量管理与控制指标(2011年版)》的通知各省、自治区、直辖市卫生厅局,新疆生产建设兵团卫生局:为建立完善适合我国国情的医疗质量管理与控制体系,促进医疗质量管理与控制工作的规范化、专业化、标准化、精细化,改善医疗服务,提高医疗质量,保障医疗安全,我部组织制定了《三级综合医院医疗质量管理与控制指标(2011年版)》。
现印发给你们,供卫生行政部门和三级综合医院在医疗质量管理与控制工作中使用。
请各省级卫生行政部门将执行过程中有关情况及时反馈我部医政司。
联系人:卫生部医政司医疗处付文豪、焦雅辉电话:、68792097二〇一一年一月十四日三级综合医院医疗质量管理与控制指标(2011年版)《三级综合医院医疗质量管理与控制指标(2011年版)》包括7类指标:住院死亡类指标(Inpatient Mortality Indicators)、重返类指标(Patients Return Indicators)、医院感染类指标(Hospital Infection Indicators)、手术并发症类指标(Operation Complication Indicators )、患者安全类指标(Patient Safety Indicators )、医疗机构合理用药指标(Rational Use of Drug )、医院运行管理类指标(Hospital Performance Indicators )。
一、住院死亡类指标(Inpatient Mortality Indicators )(一)住院总死亡率(Total Inpatient Mortality )。
%100⨯=同期出院患者总人次住院总死亡患者人数住院总死亡率 (二)新生儿患者住院死亡率(Neonatal Mortality )。
1.新生儿患者总住院死亡率%100⨯=次同期新生儿患者出院人数新生儿患者住院死亡人率新生儿患者总住院死亡2.新生儿手术患者住院死亡率表达方式:%100⨯=院人次同期新生儿手术患者出亡人数新生儿手术患者住院死住院死亡率新生儿手术患者指标分类3.新生儿非手术患者住院死亡率表达方式:%100⨯=出院人次同期新生儿非手术患者死亡人数新生儿非手术患者住院住院死亡率新生儿非手术患者 4.新生儿患者出生体重分级住院死亡率(1)出生体重≤750克的新生儿患者住院死亡率表达方式:%100750750750⨯≤≤=≤新生儿患者出院人次克的同期出生体重患者住院死亡人数克的新生儿出生体重新生儿患者住院死亡率克的出生体重 (2)出生体重751-1000克的新生儿患者住院死亡率表达方式:%100100075110007511000751⨯--=-新生儿患者出院人次克的同期出生体重数新生儿患者住院死亡人克的出生体重新生儿患者住院死亡率克的出生体重 (3)出生体重1001-1800克的新生儿患者住院死亡率表达方式:%100180010011800100118001001⨯--=-新生儿患者出院人次克的同期出生体重数新生儿患者住院死亡人克的出生体重新生儿患者住院死亡率克的出生体重 (4)出生体重≥1801克的新生儿患者住院死亡率表达方式:%100180118011801⨯≥≥=≥新生儿患者出院人次克的同期出生体重患者住院死亡人数克的新生儿出生体重新生儿患者住院死亡率克的出生体重 (5)新生儿医院感染患者住院死亡率表达方式: %100⨯=新生儿患者出院人次同期发生医院感染的患者住院死亡人数发生医院感染的新生儿住院死亡率新生儿医院感染患者 (三)手术患者住院死亡率(Mortality of Surgical Patients )。
SPC控制图的绘制方法和判断方法
1
主要内容
➢ 绘制程序 ➢ 各类控制图作法举例 ➢ 控制图旳观察与判断
2
绘制程序
3
1 拟定受控质量特征 即明确控制对象。一般应选择能够计量(或计数)、技术上可
控、对产品质量影响大旳关键部位、关键工序旳关键质量特征
2 选定控制图种类 3 搜集预备数据 4 计算控制界线
多种控制图控制界线旳计算措施及计算公式不同,但其计算
中。
如
L1=14.0
S1=12.1
……
……
• 计算最大值平均值L 、最小值S、平均极差R和范围中值M:
k
k
L
Li
i 1
341.9
13.68
Si
i 1
308.1 12.32
k
25
k
25
R L S 13.68 12.32 1.36
M L S 13.68 12.32 13.00
L—S图用 A9
2.695 1.826 1.522 1.363 1.263 1.914 1.143 1.104 1.072
9
各类控制图作法举例
10
1 x R 控制图(平均值——极差控制图)
• 原理:
x图又称平均值控制图,它主要用于控制生产过程中产品质量
特征旳平均值;
R图又 称极差控制图,它主要用于控制产品质量特征旳分散。
UCL x 2.66Rs 1.312 2.66 0.284 2.067 LCL x 2.66Rs 1.312 2.66 0.284 0.557 Rs图: CL RS 0.284 UCL 3.267 0.284 0.929
• 作x—Rs分析用控制图。(图7)
19
三级医院医疗质量管理与控制指标
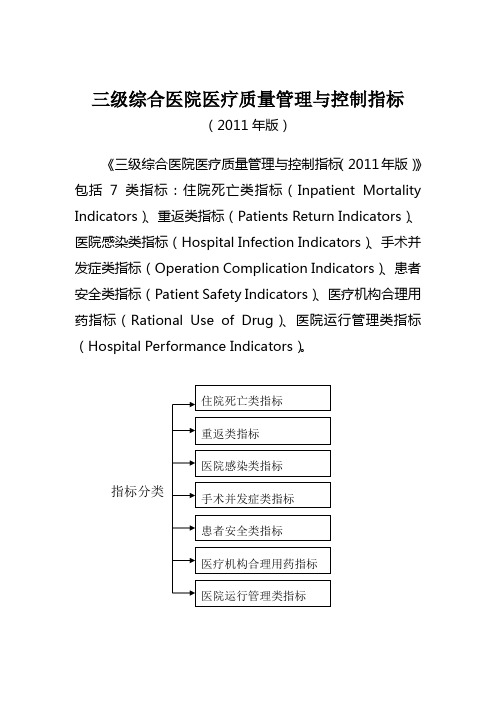
三级综合医院医疗质量管理与控制指标(2011年版)《三级综合医院医疗质量管理与控制指标(2011年版)》包括7类指标:住院死亡类指标(Inpatient Mortality Indicators)、重返类指标(Patients Return Indicators)、医院感染类指标(Hospital Infection Indicators)、手术并发症类指标(Operation Complication Indicators)、患者安全类指标(Patient Safety Indicators)、医疗机构合理用药指标(Rational Use of Drug)、医院运行管理类指标(Hospital Performance Indicators)。
指标分类图:三级综合医院医疗质量管理与控制指标框架一、住院死亡类指标(Inpatient Mortality Indicators )(一)住院总死亡率(Total Inpatient Mortality )。
表达方式:%100⨯=同期出院患者总人次住院总死亡患者人数住院总死亡率(二)新生儿患者住院死亡率(Neonatal Mortality )。
1.新生儿患者总住院死亡率 表达方式:%100⨯=次同期新生儿患者出院人数新生儿患者住院死亡人率新生儿患者总住院死亡2.新生儿手术患者住院死亡率 表达方式:%100⨯=院人次同期新生儿手术患者出亡人数新生儿手术患者住院死住院死亡率新生儿手术患者3.新生儿非手术患者住院死亡率 表达方式:%100⨯=出院人次同期新生儿非手术患者死亡人数新生儿非手术患者住院住院死亡率新生儿非手术患者4.新生儿患者出生体重分级住院死亡率(1)出生体重≤750克的新生儿患者住院死亡率 表达方式:%100750750750⨯≤≤=≤新生儿患者出院人次克的同期出生体重患者住院死亡人数克的新生儿出生体重新生儿患者住院死亡率克的出生体重 (2)出生体重751-1000克的新生儿患者住院死亡率 表达方式:%100100075110007511000751⨯--=-新生儿患者出院人次克的同期出生体重数新生儿患者住院死亡人克的出生体重新生儿患者住院死亡率克的出生体重 (3)出生体重1001-1800克的新生儿患者住院死亡率表达方式:%100180010011800100118001001⨯--=-新生儿患者出院人次克的同期出生体重数新生儿患者住院死亡人克的出生体重新生儿患者住院死亡率克的出生体重 (4)出生体重≥1801克的新生儿患者住院死亡率表达方式:%100180118011801⨯≥≥=≥新生儿患者出院人次克的同期出生体重患者住院死亡人数克的新生儿出生体重新生儿患者住院死亡率克的出生体重(5)新生儿医院感染患者住院死亡率 表达方式:%100⨯=新生儿患者出院人次同期发生医院感染的患者住院死亡人数发生医院感染的新生儿住院死亡率新生儿医院感染患者(三)手术患者住院死亡率(Mortality of Surgical Patients )。
质量控制图

质量控制图质量控制图的概念与用处如果要系统地介绍,可能要从质量管理(Quality Management,QM)开始,从传统的质量管理七工具,到全面质量管理阶段的6σ管理,这里不去展开,只介绍质量控制图。
质量控制图,简称控制图(Control Chart),是质量管理七工具之一,由美国的贝尔电话实验所的休哈特(W.A.Shewhart)博士在1924年首先提出,因此也称为“休哈特控制图”。
最初的应用当然是在生产领域,使用抽样的方式检验产品的质量是否处于控制状态。
一般而言,指标的波动受随机因素和系统因素的影响,如果指标只受到随机因素的影响,那么在正常情况下指标的变化状态是稳定的、可控的,但如果发生某种系统性的变化就会使指标超出原先可控的波动范围,处于失控状态,所以控制图就是帮助我们及时发现这种失控状态,从而进行及时的调整。
质量控制图通过统计上均值μ和标准差σ的状况来衡量指标是否在稳定状态,同时选择3σ来确定一个正常波动的上下限范围(根据正态分布的结论,指标的特征值落在μ±3σ之间的概率是99.73%),使用均值μ作为控制图的中心线(Center Line, CL),用μ+3σ作为控制上限(Upper Control Limit, UCL),用μ-3σ作为控制下限(Lower Control Limit, LCL),如图。
根据衡量的指标数值类型的差异,质量控制图主要分为两类:计数型控制图和计量型控制图,下面分别介绍其中的一种:质量控制图具体用法因为生产制造业和互联网行业存在着较大差异,所以这里只介绍适合用于网站分析的2个控制图。
其中计数型控制图中主要介绍P控制图,主要用于定类型变量,即符合二项分布检验“是否”的变量,如用户是否完成交易、用户是否为新用户……这类指标一般会以比率的形式出现,如转化率、新用户比例等,而P控制图正是衡量这些比率是否出现异常(在生产行业通常用于不合格率等);另外的计量型控制图主要用于一些关键的数值度量,如每个订单的消费额、每个用户的下载次数等,这类指标在网站分析中通常计算全部数据的均值来观察波动情况,其实计量型控制图最常用的是均值-极差(X-R )和均值-标准差(X-S )控制图,但两者都是通过取样的方式实现的,并且每次取样的样本数最好能保持相等,所以这类抽样统计不太适合于上述网站分析中的指标,这里介绍个相对能够普遍适用并且计算也没有那么复杂的图——单值-移动极差(X-MR )控制图。
实验室质量控制方法—-质控图的应用

实验室质量控制方法—-质控图的应用摘要通过使用质量控制图来对实验室的监测工作实施质量控制,保证日常质量监测工作的成果正确可靠性,同时为实验室的工作人员的比对检测、期间核查等分析工作的质量管理活动提供了成果评价的重要依据,是在实验室中日正常检测中有效的质控方式。
关键字质量控制图;绘制;应用分析质量控制图,最早于20世纪40年代初就用于实验室的质量控制工作中,它的研究理论基础为数理统计学中的统计学与质量检验理论知识。
该图主要作用是对各类实验中所得到的数据和成果进行监测,并对实验的有效质量展开针对性监控。
从实际的使用效果而言,质量控制图具有简洁、简单、简明的特点,能够快速及时准确反应实验中分析误差的各类变化及变化趋势,从而“提醒”实验人员采取正确措施进行处理。
正因质控图既能够有效保障日常实验过程的质量监测工作的成果正确和可靠性,又能为科研人员提供实验结果比对检测、过程核查等科研活动提供成果评价的重要依据,目前已经是我国实验室中的主流质控措施方法之一。
此外,在中国合格评定国家认可委员会中发布的《CNAS-CL01:2018检测和校准实验室能力认可准则》和《CNAS-CL01-A002:2018检测和校准实验室能力认可准则在化学检测领域的应用说明》里明确规定了试验室应该监控结果有效性的程序以及实验室人员对于测试结果有效性进行监控,可以通过制作质量控制图进行核查和监控,来对实验室的检测有效准确进行保证。
1质量控制图的绘制和判断1.1质量控制图的类型实验室中最常使用的控制图表大致有两类,即是X-图(单值图或均值图)和R-图(极差图)。
当是利用标准物质、样品的空白值、回收率和某一固定浓度标准物质的数值进行监控时,可以采用制作X-图。
X-图是用来监控控制值的系统效果和随机效应。
但X-图的不足之处是难以区分批间与批间的精密度。
当是利用双样或多个样重复分析数值时,则采用制作R-图(极差(R))。
R-图是用来监控重复性问题。
质量统计基础—控制图

四、控制图分类
按控制图上点所用数据性质 (1)计量值控制图
X—R:均值与极差图 X—R:中位数图 X—MR:单值与移动极差图 X—s:均值与标准差图
注:这一类控制图用于产品可测量的质量特性,如:长度、 重量、面积、温度、时间等连续性数值的数据。
四、控制图分类
(2)计数值控制图
二、控制图概述
X—R控制图 由X图和R图构成.一般将X控制图放在 上方,用于观察过程平均值的变化; 将R控制图放在下方,用于观察过程分 散程度的变化。
三、控制图的作用
1.质量诊断:用来度量过程的稳定性, 即过程是否处于统计控制状态;
2.质量控制:用来确定什么时候需要对 过程加以调整,而什么时候则需使过程保 持相应的稳定状态;
UCLA
B
X
C C
B
LCL A
六、控制图判定准则
模式二 d)连续14点中相邻点交替上下,如图
UCLA
B
X
C C
B
LCL A
六、控制图判定准则
模式二
e)连续3点中有2点落在中心线同一侧的B区
以外,如图
UCLA
B
X
C C
B
LCL A
六、控制图判定准则
模式二
f)连续5点中有4点落在中心线同一侧的C区
一、质量管理简介
一)质量管理发展(三个阶段)
1、质量检验阶段(成品或半成品中挑出废品, 保证出厂产品质量)—事后把关 检验型
2、统计质量控制阶段(SQC阶段)(生产过程 中实施控制,把可能发生的问题消灭在生产过程 中)—预防加检验型
3、全面质量管理(整个系统)——全攻全守型
一、质量管理简介
质量管理05控制图

I—Rs图 计算移动极差Rsi
质量管理05控制图
控制图的绘制(续)
•4.(1)控制图样本参数的计算:
图名称 np图
步骤
计算平均不合格 品率
p 图 计算各组不合格 品率pi
c图 计算各样本的平 均缺陷数
u图 计算各样本的单 位缺陷数ui
计算公式
备注
(np)i——第i样本的 不合格品数(各样本 样本容量皆为n)
质量波动的来源主要有五个方面(简称 5M1E ):
• 操作人员(Man)——人 • 设备(Machine) —— 机 • 原材料(Material)——料 • 操作方法(Method)——法 • 环境(Environment)——环 • 测量(Measurement) ——测
质量管理05控制图
控制对象-质量波动(续)
质量管理05控制图
控制图的由来
•控制图的发展:
20世纪40年代,美国 贝尔电话公司应用统计质量 控制技术取得成效;美国军 方在军需物资供应商中推进 统计质量控制技术的应用; 美国军方制定了战时标准 Z1.1《质量控制指南》、 Z1.2《数据分析用的控制图 法》、 Z1.3《生产中质量管 理用的控制图法》。
质量管理05控制图
均值-极差控制图(续)
极差控制图随生产过程的特点不同 有其不同的作用: •在自动化水平比较高的生产过程中, 产品质量的一致性好。因此,当极差增 大,意味着机器设备出现故障.需要进 行修理或更换; •在非自动化生产过程中,极差反映出 操作者的技术水平,生产熟练程度,故 又称为操作者控制图。
–所谓满足规格要求,并不是指上、下控制线必须在规格上、下限内侧,
即UCL>TU;LCL< TL。而是要看受控工序的工序能力是否满足给定 的Cp值要求。
质量统计基础—控制图
以外,如图
UCLA
B
X
C C
B
LCL A
六、控制图判定准则
模式二 g)连续15点落在中心线两侧的C区内,如图
UCLA
B
X
C C
B
LCL A
六、控制图判定准则
模式二
g)连续8点落在中心线两侧,且无一在C区
内,如图
UCLA
B
X
C C
B
LCL A
六、控制图判定准则
控制图八大判异准则-精简顺口溜版口决
• 分析是控制的前提!
四、控制图分类
按控制图上点所用数据性质 (1)计量值控制图
X—R:均值与极差图 X—R:中位数图 X—MR:单值与移动极差图 X—s:均值与标准差图
注:这一类控制图用于产品可测量的质量特性,如:长度、 重量、面积、温度、时间等连续性数值的数据。
四、控制图分类
(2)计数值控制图
23
45
6
81
,
51
9
CC AC
4
单
连 串 串 ( 连 增 或
缺, 全
连
;
减
)
六、控制图判定准则
控制图八大判异准则解说: 23456,AC连串串(连增或连减);
二、控制图概述
X—R控制图 由X图和R图构成.一般将X控制图放在 上方,用于观察过程平均值的变化; 将R控制图放在下方,用于观察过程分 散程度的变化。
三、控制图的作用
1.质量诊断:用来度量过程的稳定性, 即过程是否处于统计控制状态;
2.质量控制:用来确定什么时候需要对 过程加以调整,而什么时候则需使过程保 持相应的稳定状态;
3.质量改进:用来确认某过程是否得到了 改进。
质量控制图的正确理解和应用

质量控制图的正确理解与应用众所周知,目前定量检测室内质控的主要工具为质量控制图。
工作中经常遇到对质量控制图的理解与应用问题,下面谈一些基本认识,供同道们参考。
一、“事后检查”与“予防为主”日常工作中,当每批检验结果出来后,都会对检验结果进行复核,检查有无漏项、填错结果等等,并对一些异常结果的可信度进行评估,显然这对保证检验结果是否正确无误有重要作用,但也不能否认,这种复核制度有许多局限性,例如患者间的结果各不相同,检测结果出来前,无法知道每一患者测定值应该是多少,有怀疑时经常进行重复检查,但重复检查也只是检查重复性,如存在系统误差,复查也发现不了问题。
大家知道,质控图法是从工业中引进临床实验室的。
1924年W.A.Shewhart发明了质量控制图,直到1951年Levey-Jennings才将Shewhart质控图引入临床实验室,将临床实验室的质量控制推向了一个新阶段,质控图也成为临床实验室内质控的主要方法。
但临床检验与企业生产有许多不同,工业生产中,每一批产品的不管数量多大,其规格是事先规定了的,而且都是一致的,但由于临床标本某一成分的含量事先并不知道,检测结果是否正确的评估就带有一定主观性、评估的结果也带有一定不确定性。
分析阶段的质量控制是通过检测过程的控制来保证检验质量的。
其基本思路是检测条件得到控制,其检验结果的准确性(与真值或理想值的偏倚)及精密度是满足临床要求的话,则检测过程如果是在控制条件下进行的,那么检验结果就应该是可靠的,反之如果检测过程失控,检验结果将是不可靠的。
所以质控图法是通过对检测过程是否在控的判断,来推论检验结果是否可靠,这是总体上的判断。
这是一个重要的思想,但总体上的判断不能完全代替“个体的判断。
”因为一批检验结果中,难免有个别非常“异常”、难以解释的结果,这就需要“个别对待、个别处理”;同时质控图法用来判断检测过程是否在控,并作出该批结果可否发出时,还有一个前提:即送检标本的质量必须是合格的。
《环境监测质量管理技术导则》(HJ 630-2011)练习题
《环境监测质量管理技术导则》(HJ 630-2011)一、填空题1. 数据处理时应保持监测数据的,确保、地反映监测结果。
答案:完整性全面客观2. 内审中发现的问题应按程序采取或,对潜在的问题应采取有效的。
答案:纠正纠正措施预防措施3. 与监测工作有关的标准和作业指导书都应、、并便于取用。
答案:受控现行有效4. 实验室内部质量控制的空白样品测定结果一般应。
答案:低于方法检出限5. 采样校准曲线法进行定量分析时,仅限于使用。
答案:其线性范围内6. 加标回收实验的方式有、和基体加标平行。
答案:空白加标基体加标7、量值溯源是指测量结果通过具有适当准确度的中间比较环节,逐级往上追溯至或国家计量标准的过程。
答案:国家计量基准8、是指以概率论及统计检验为理论基础而建立的一种既便于直观地判断分析质量,又能全面、连续地反映分析测定结果波动状况的图形。
答案:质量控制图9、程序文件是规定质量活动方法和要求的文件,是质量手册的支持性文件,应明确控制目的、适用范围、职责分配、活动过程规定和相关质量技术要求,具。
答案:可操作性10、是针对特定岗位工作或活动应达到的要求和遵循的方法。
答案:作业指导书11、《环境监测质量管理技术导则》(HJ 630-2011)中,记录包括和。
答案:质量记录技术记录12、《环境监测质量管理技术导则》(HJ 630-2011)中,文件控制是指应建立并保持质量体系文件的控制程序,保证文件的、审核、批准、标志、、保管、修订和废止等活动受控,确保文件现行有效。
答案:编制发放13. 指实验室自身对其测量设备或参考标准、基准、传递标准或工作标准以及标准样品/有证标准物质(参考物质)在相邻两次检定(或校准)期间内进行核查,以保持其检定(或校准)状态的置信度,使测量过程处于受控状态,确保检(校)验结果的质量。
答案:期间核查14. 指测量结果通过具有适当准确度的中间比较环节,逐级往上追溯至国家计量基准或国家计量标准的过程。
如何做实验室内部质量控制和外部质量控制
如何做实验室内部质量控制和外部质量控制1、实验室内质量控制实验室内质量控制能反映分析质量是否稳定,是质量控制的基础和核心。
内部质控应尽量覆盖到每-位检测人员、每—台检测设备和每—类检测项目.同时,应对薄弱环节特别关注,如客户投诉项目、新项目、无法溯源的仪器设备、新进人员、标准变更的项目、非标方法和非常规检测项目等。
实验室常用的内部质控方法包括质量控制图法、空白分析、平行样分析、加标样分析、标准物质或质控样对比分析、比对分析和分析一个物品不同特性结果的相关性等。
1。
1、质量控制图法质量控制图是对检测过程的质量加以测量、记录并进行极值管理的一种用统计方法设计的图,可用于观察分析连续测定所得到的数据。
编制质量控制图的基本假设是检测结果在受控的条件下具有—定的精密度和准确度,且按正态分布。
质控图上有中心线、上、下警告线和上、下控制线,并有按检测顺序抽取的样本统计值的描点序列,参见图1。
饮用水检测中常用的质量控制图有均值-标准差控制图、均值-极差控制图、加标回收控制图和空白值控制图等。
其应用根据以下原则进行评判:当数据点位于警告线之间,表明检测过程处于可控状态,分析结果有效。
当数据点超出警告线,但在控制线之间,表明检测过程出现问题,可能会导致质量失控,应马上采取应对措施。
当数据点超出控制线,表明检测过程已经失控,应立即采取纠正措施,同时样品重新检测。
当数据点在可控范围之内,但是连续7点落在中心线-侧则表明存在系统误差;连续7点递增或递减则表明出现了异常,都应立即中止实验,查明原因,并重新制作质量控制图。
质量控制图的基础数据有时会因为检测技术改变或原始数据变化等原因出现误差导致需要调整,甚至重新绘制控制图.因此,在质量控制图的绘制和应用等环节需要做好复核工作.通常包括:在质量控制图绘制完成后,将采集到的基本数据标注在控制图内,其在可控范围内的数据应不少于50%。
否则就表明此控制图不可靠,需要重新绘制.其次,即使控制图可以正常使用,也应按照测定值的分布趋势,对控制图的数据进行复核。
质量控制工程图

7、产品的磁性能、耐温状况。
8、产品的规格牌号、标识
1、产品的尺寸。
2、产品的密度.
3、产品的表磁.
4、产品的磁性能。
5、产品的耐温。
6、规格牌号是否相符
7、标识是否清楚
1、目视
2、真空计
3、卡尺
4、无芯磨
5、高斯计
6、磁通计
7、磁测仪
8、密度计
1、按工艺要求
2、两极偏差≤300Gs
2、品管部检验员
压
制
1、环境温、湿度。
2、投料重量
3、压制尺寸
4、大小头
5、有无开裂
6、坯件防护
7、规格牌号是否相符
8、充磁电流
1、环境温、湿度。
2、投料重量
3、压制尺寸
4、大小头
5、有无开裂
6、标识
7、充磁电流
பைடு நூலகம்1、温湿度计
2、电子秤
3、卡尺
4、目视
1、温度不超过22℃,湿度不超过70%。
2、粉重按工艺单偏差≤0。5%
6、产品防护.
7、煮料或烤料有无过头现象
8、规格牌号是否相符
1、加工尺寸公差。
2、产品垂直度。
3、表面刀丝。
4、平面不平度。
5、外观缺角。
6、产品有无煮或烤氧化现象。
1、千分尺
2、角度尺
3、目视
4、塞尺
1、尺寸公差符合工艺要求
2、产品不垂直度≤0。10mm
3、表面无明显刀丝印痕
4、平面不平度≤0。02mm
镀
1、电镀产品尺寸公差、电镀过程参数控。
2、表面镀层色泽一致性.
3、镀层结合力、耐腐蚀程度。
品管手法柏拉图
QC七大手法——柏拉图1QC 七大手法QC七大手法,也叫品管七工具,是目前全世界 应用比较广泛的品质管理工具,它具有简单实用的 特性。
日本著名的品质管制专家石川馨曾说过,企 业内95%的品质管制问题,可通过企业上上下下全 体人员活用品管七工具而得到解决。
2QC 七大手法品质管理的主要工作简单地说,就是通过对各 来料、生产过程、出货等环节进行检验和分析,找 出各种出现或潜在出现的问题及原因,甚至寻求解 决办法,使产品品质问题尽量在内部解决,达到在 合理成本的基础上使客户满意。
3旧QC七大手法 QC七大手法新QC七大手法 七大手法简易QC手法 简易 手法检查表 检查表 层别法 层别法 柏拉图 柏拉图 鱼骨图 鱼骨图 散布图 散布图 直方图 直方图 控制图 控制图关联图 关联图 系统图 系统图 亲和图 亲和图 矩阵图 矩阵图 PDPC法 法 PDPC法 法 箭条图 箭条图矩阵数据解析 矩阵数据解析折线图 折线图 柱状图 柱状图 饼分图 饼分图 雷达图 雷达图 甘特图 甘特图 流程图 流程图4头脑风暴 头脑风暴QC 七大手法的作用1、查检表:用来在现场收集数据,尽量让现场作业 查检表 简单而有效,它是其它六大手法的起点。
2、层别法:统计方法中最基础的工具,用来对收集 层别法 的数据进行分类或分层,以利于统计分析,通常与 柏拉图、因果图结合使用,层别法的重点是了解如 何进行分层。
53、柏拉图:用来对多种问题或原因进行分析,找出 柏拉图 最大问题或原因,以实现花较少成本做更多事情。
4、鱼骨图:用来对一个现象或结果进行原因深入细 鱼骨图 致的分析,通常用来找原因及因素,最好同层别法 结合起来使用。
65、直方图:用直方图可以将杂乱无章的资料,解析 直方图 出规则性,比较直观地看出产品质量特性的分布状 态,对於资料中心值或分布状况一目了然,便於判 断其总体质量分布情况。
6、散布图:用来对收集的两个或两个以上可能相关 散布图 的问题或特性的数据,找出之间可能的相关性。
生产过程质量控制系统图
否执行/有效;4、与生产留样4、对标准化审查改;善。.
4、4M变更是比否是否存在差5异、;过程关键参数
识别,管理是5、否与标准样品核比查及Cpk分析。
1输.稳出 定受 控2.满的 生足产顾 过客程及 法规 要求 的产
到位; 对是否存在差异;
品
5、治检具点检
供应商管理是人否力执资行源/有效工。艺监督
设备监督
2 乌龟图
资源
生产过程质量控制系统图
过程负责人
物料计划 FMEA控制计划4M变更MSA不合格品控制识统别计与技运术用环境识因别素/控/危制险源 QCC合理化建议
生产计划
输入
Sipock 工艺技术要
求 作业指导书
客诉CAR
5M1E检查
1生、产物准料备计划1调是、试首检是首否检标检1、识验批/Cp量k统生计产;中1过、程批控量制漏末检件1开、检末验件是否执
数据分析 采取纠正 总结 预防措施
生顾 产客 过及
求
程法
客诉. 纠正措
关键岗位 人员管理
生产计划
环境因素/危险源 识别与控制
的 产
风险与控制
品
过程/结果指标
生产过程质量控制
1 流程目的、范围和输入输出
明确流程的目的:
目的:对生产全过程的作业标准和产品质量进行控制。确保过 程稳定运行;提供满足顾客订单要求的产品。从而达到提高生 产效率和降低成本。
界定程序的范围
范围: 适用于工厂各工序生产准备至末检整个过程。
确定流程的输入与输出
输入:Sipock、工艺技术要求、作业指导书、客诉/纠正措施、5M1E检查 输出:1)稳定受控的生产过程;2)符合法律法规、满足客户要求的产品。
控制图在生产过程质量控制中的应用

过程质量中的控制图摘要:20世纪20年代,为了加强质量预防,当时美国贝尔电话研究所的哈休特率先提出了统计过程控制的方法,即统计过程控制的雏形。
现在随着时代的发展,控制图的应用也逐渐为大多数企业所认同,应用到各行各业的生产当中。
宏伟的战略和目标只有真正落实在流程上面,才是真正开始执行的战略。
也只有在执行的阶段,你才会发现,整个企业的战略举措及目标的价值,其实就是在一层层流程运转过程中创造的。
所以说流程手段是落实战略执行的关键,流程就是执行力。
管理制度包括实施方案、控制环境、风险评估、控制活动、信息与沟通及监督六个部分。
实施方案:包括内部控制体系实施方案、组织结构、职责与权限。
控制环境:包括组织结构图、权限指引表、控制环境涉及的制度索引。
控制活动:包括风险控制管理文件(含流程图、RCD、控制程序文件)、控制活动涉及的制度索引。
易协软件:易协流程管理系统。
控制图,是一种将显性统计原理应用于控制过程,用来监视,控制质量特性值随时间推移而发生波动的图形方法。
是通过判别和区分正常质量波动和一场质量波动,来调查分析是否处于统计控制状态,以及保持过程处于统计过程状态的工具。
控制图按应用目的的不同分为:分析控制图,控制用控制图;按标准值是否给定分为:标准值给定情况下的控制图,标准值未给定情况下的控制图;按控制图上点所用数据性质不同分为:计量控制图,计数控制图。
控制图的主要用途有:分析判断生产过程是否稳定;及时发现生产中异常情况,预防不合格品产生;检查生产设备和工艺装备的精度是否满足生产要求;对产品进行质量评定。
案例:总装备部工程兵军事代表局驻某地区军事代表室主要担负某型轮式挖掘机的军检验收任务,该型挖掘机结构复杂,由上万个零部件组成,包括自制件、外购件、外协件等,其中自制件达几千种。
面对众多的零部件,军代表要想把好每个零件、每道工序的质量关,显然是很难做到的。
为了有效控制自制件的生产过程质量,确定了该型挖掘机的关键件37 种,关键尺寸149 个,着重对关键件进行控制。
质量管理直方图控制图例题1

SHANGHAI UNIVERSITY质量管理(大作业) Quality Management (Exercise)学院高等技术学院专业机电一体化(09中英合作)学号09320049学生姓名指导教师胡亚平完成日期2011年5月质量管理常用统计方法习题:题目:某厂生产一零件,技术标准为mm 20220±,经抽样得100个数据如下表:1. 进行直方图的统计(画直方图)2. 计算相应的工序能力指数及不合格品率3. 画控制图并分析注:组数K=10,第一组的边界起点为200答:1. 组距: 45.310202237≈=-==K R h 平均值:63.218100218631===∑=nxx ni i标准差:49.11)(21=-=∑=nx xS ni i直方图如下:分析:该直方图属于对称型(正常型),中间为高,两侧逐渐减小,呈对称形态。
另外,还可以将直方图和已知公差对比来观察直方图。
可知,质量特性分布范围B 落在公差范围T 之内,公差范围为mm 20220±,特性范围落在200至240之间。
由图可见,T 与B 之间完全没有余地,说明总体已出现一定数量的废品,应该设法使其分布更加集中,提高工序能力。
2. 工序能力指数:58.049.116406=⨯==S T C p 不合格品率P :)74.1(2)58.03(2)3(2-=⨯-=-=ϕϕϕp C P查书P136表5-3 得到,)74.1(-ϕ=0.04093因此,% 186.80.08186P ==3. 如题目中所示,将100个数据分为10组:n=10,控制图数据如下:X 控制图:63.218=xCL=x =218.63查书P149表6-1得, 308.02=A UCL=218.63+0.308⨯22.5=225.56 LCL=218.63-0.308⨯22.5=211.7R 控制图: 5.22=RCL=5.22=R查书P149表6-1得,777.14=D UCL=22.5⨯1.777=39.98因为610≥=n ,所以LCL 存在。
控制图排列图
47
58 40 52 42 49 42 52 41 48 56 50
42
45 52 58 33 59 57 48 41 58 49 50
62
44 46 59 55 48 50 50 50 40 45 48
52.20
51.40 49.60 53.60 48.20 47.00 52.60 52.20 48.40 49.00 49.00 48.60
5
控制图的原理和基本格式
质量特性
μ+3σ
在正态分布情况下, 落在该区域的概率 为99.73%
公差上限TU
控制上限UCL
μ
中心线CL
μ -3σ
中心线CL(Central Line)——用细实线表示; 上控制界限UCL(Upper Cortrol Limit)——用虚线表示; 下控制界限LCL(Lower Control Limit)——用虚线表示。
76.60 76.55 76.50 76.45 76.40 76.35 76.30 76.25
UCL=76.57
CL=76.41
LCL=76.25
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 2021 22 23 24 25 组号 3 X 控制图 图 10.5.2
49 . 78
x
LCL
49 . 78 0 . 58 19 . 68 38 . 37
UCL CL
R
R
2 . 11 19 . 68 41 . 53
19 . 68
R
LCL
0 . 00 19 . 68 0 . 00
16
例 : 某工厂生产某种零件的尺寸要求为16 0 ..1 ,随机抽取样本 0 1
质量控制图的绘制及使用

质量控制图的绘制及使用[2,5,7]根据误差为正态分布的原理,在统计学上X±1S占正态曲线下面积的68。
26%,以此作为上辅助限和下辅助限;X±2S占总面积的95。
45%,以此作为上警戒限和下警戒限;X±3S占总面积的99。
73%,以此作为控制图的上控制限和下控制限(图21.2);超过3倍S的概率总共只占0。
27%,以乃属于小概率事件,亦即同一总体中出现如此大偏差的概率极小,可以认为它不是这个总体中的一个随机样品,这个结论具有99。
73%的把握是正确的。
既然不能作为同一总体中的一个随机组成者,而在分析测试中是用同一分析方法,在相同条件下所测得的同一个样品(例如空白试验)的检测值,则必然发生了某种影响较大因素的作用,从而有根据否定这一测定值。
图21。
2 质量控制图图21。
2中质量控制图的形式与正态曲线形式完全相同,即将正态曲线向逆时针方向旋转了90度,以正态曲线的中心m被X所代替,作为理想的预期测定值;将68.26%概率保证的置信区间作为目标值(即上、下辅助限之间的区域);以95。
45%概率保证的置信区间作为可接受范围(即上、下警戒限之间的区域);将上、下警戒限至上、下控制限的区间作为可能存在“失控"倾向,应进行检查并采取相应的校正措施;在上、下控制限以外,则表示测定过程已失去控制,应立即停止检测,待查明原因加以纠正后对该批样品全部重新测定。
对于质量控制检查样品和实验室控制样品的控制图,是把算术平均值作为中心值统计。
最初控制限制是用平均值的百分数表示,通常系列测定算术平均值±10%。
然而,最少进行7个测定值后才能建立统计控制限度。
警戒限度设在来自平均数(X)±2Sx (标准误,来自质量控制样品的95%);控制限度设在离平均数(X)±3 Sx应包含质量控制样品的99.7%)。
质量控制样品数据的5%将落在警戒限外面,如果两个连续测定值落在警戒限外面被认为是“失控”状态(Taylor,1987)。
SMF场地主文件--(2011PICS--欧盟版)翻译稿
SMF场地主⽂件--(2011PICS--欧盟版)翻译稿SMF介绍1 SMF由药品⽣产⼚家编写,应包含与⽣产场所相关的质量管理⽅针和活动的详细信息,⼚⽅实施的药品⽣产和/或质量控制的操作,与其运作紧密结合的⽐邻建筑。
若仅有部分⽣产操作在此地进⾏,SMF仅需描述这些操作,例如:分析、包装等。
2 将SMF向监管当局递交时,应提供⽣产商GMP相关⾏为的清楚的信息,这对⽇常监督,有效的实施GMP检查计划和实施⾮常有⽤。
3 SMF应尽可能包括充⾜的信息,但加上附件不应超过25—30页。
在SMF中使⽤简单的平⾯图,草图或布局⽰意图优于⽂字性描述。
SMF主⽂档,包括附件在A4纸上打印出来应清楚易读。
4 SMF应为⽣产商质量管理制度⽂件的⼀部分,并保持相应的更新。
SMF应有版本号,⽣效⽇期,审核⽇期。
应定期接受审核以确保其为最新版本,能代表当前的各项活动。
每⼀附件可以有单独的⽣效⽇期,允许单独更新。
Site Master File的内容1.⽣产商基本信息1.1⽣产商联系信息—⽣产商名称和注册地址;—⼚房的名称和街道地址,⼚房内的建筑和⽣产部门;—⽣产商的联系信息,包括出现产品问题或召回时24⼩时联系⼈的电话号码;—⼚址的识别号码,如GPS详细信息,⼚址的邓⽒编码号(由Dun & Bradstreet提供的唯⼀识别号码)或任何其它的地理定位⽅法。
1.2授权的药品⽣产活动—附件1:相关主管部门颁发的有效⽣产许可证副本;或适⽤时,参见EudraGMP数据库。
如果主管部门没有颁发⽣产许可证,应进⾏说明;—对⽣产、进⼝、出⼝、销售和主管当局授权的其它活动,包括国外官⽅授权的剂型/活动;没有涵盖在⽣产授权⾥头的;—附件2:没有涵盖在附件1中或EudraGMP数据库中的⽣产的产品类型;—最近5年⼚家接受GMP检查的清单;包括主管当局的国别、名称、实施检查的⽇期。
附件3中应包括现⾏GMP证书,如有的话,或参见EudraGMP数据库— 毒性或危害物质处理的⼀般信息— 识别毒性或危害物质关键参数(如:毒性、药理学的参数)1.3其它在此⼚区进⾏的⽣产活动—若在⼚内有进⾏⾮药品活动,请进⾏描述—与维护质量体系相关的职责,包括⾼层管理;—⼚家被认可批准的活动信息,包括认证的内容和⽇期,认证主体的名称。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P240 8平均值和极差控制图A2=0.577,D3=0,D4=2.115 X R样本号x1 x2 x3 x4 x5 均值LCL CL UCL 极差LCL CL UCL1 72 74 70 82 77 75 66.00 73.93 81.86 12 0 14 29.082 82 74 66 69 78 73.8 66.00 73.93 81.86 16 0 14 29.083 78 78 85 82 73 79.2 66.00 73.93 81.86 12 0 14 29.084 83 78 76 69 73 75.8 66.00 73.93 81.86 14 0 14 29.085 75 85 82 80 80 80.4 66.00 73.93 81.86 10 0 14 29.086 81 76 74 79 71 76.2 66.00 73.93 81.86 10 0 14 29.087 77 55 86 71 66 71 66.00 73.93 81.86 31 0 14 29.088 77 63 66 73 68 69.4 66.00 73.93 81.86 14 0 14 29.089 76 71 81 76 78 76.4 66.00 73.93 81.86 10 0 14 29.0810 61 70 68 75 73 69.4 66.00 73.93 81.86 14 0 14 29.0811 70 69 72 67 69 69.4 66.00 73.93 81.86 5 0 14 29.0812 80 75 70 82 80 77.4 66.00 73.93 81.86 12 0 14 29.0813 73 69 62 78 67 69.8 66.00 73.93 81.86 16 0 14 29.0814 74 65 61 59 69 65.6 66.00 73.93 81.86 15 0 14 29.0815 65 81 77 75 72 74 66.00 73.93 81.86 16 0 14 29.0816 74 81 81 77 77 78 66.00 73.93 81.86 7 0 14 29.0817 78 70 67 82 73 74 66.00 73.93 81.86 15 0 14 29.0818 81 76 72 69 66 72.8 66.00 73.93 81.86 15 0 14 29.0819 81 83 75 77 79 79 66.00 73.93 81.86 8 0 14 29.0820 78 69 84 68 61 72 66.00 73.93 81.86 23 0 14 29.08因为点子出界,所以不稳定。
P241 9单值和移动极差控制图d2=1.128,d3=0.853 X R样本号X LCL CL UCL u-q u+q 移动极差LCL CL UCL u-q u+q1 1.09 0.67 1.31 1.95 1.10 1.52 0 0.24 0.78 0.06 0.422 1.13 0.67 1.31 1.95 1.10 1.52 0.04 0 0.24 0.78 0.06 0.423 1.29 0.67 1.31 1.95 1.10 1.52 0.16 0 0.24 0.78 0.06 0.424 1.13 0.67 1.31 1.95 1.10 1.52 0.16 0 0.24 0.78 0.06 0.425 1.23 0.67 1.31 1.95 1.10 1.52 0.10 0 0.24 0.78 0.06 0.426 1.43 0.67 1.31 1.95 1.10 1.52 0.20 0 0.24 0.78 0.06 0.427 1.27 0.67 1.31 1.95 1.10 1.52 0.16 0 0.24 0.78 0.06 0.428 1.63 0.67 1.31 1.95 1.10 1.52 0.36 0 0.24 0.78 0.06 0.429 1.34 0.67 1.31 1.95 1.10 1.52 0.29 0 0.24 0.78 0.06 0.4210 1.10 0.67 1.31 1.95 1.10 1.52 0.24 0 0.24 0.78 0.06 0.4211 0.98 0.67 1.31 1.95 1.10 1.52 0.12 0 0.24 0.78 0.06 0.4212 1.37 0.67 1.31 1.95 1.10 1.52 0.39 0 0.24 0.78 0.06 0.4213 1.18 0.67 1.31 1.95 1.10 1.52 0.19 0 0.24 0.78 0.06 0.4214 1.58 0.67 1.31 1.95 1.10 1.52 0.40 0 0.24 0.78 0.06 0.4215 1.31 0.67 1.31 1.95 1.10 1.52 0.27 0 0.24 0.78 0.06 0.4216 1.70 0.67 1.31 1.95 1.10 1.52 0.39 0 0.24 0.78 0.06 0.4217 1.45 0.67 1.31 1.95 1.10 1.52 0.25 0 0.24 0.78 0.06 0.4218 1.19 0.67 1.31 1.95 1.10 1.52 0.26 0 0.24 0.78 0.06 0.4219 1.33 0.67 1.31 1.95 1.10 1.52 0.14 0 0.24 0.78 0.06 0.4220 1.18 0.67 1.31 1.95 1.10 1.52 0.15 0 0.24 0.78 0.06 0.4221 1.40 0.67 1.31 1.95 1.10 1.52 0.22 0 0.24 0.78 0.06 0.4222 1.68 0.67 1.31 1.95 1.10 1.52 0.28 0 0.24 0.78 0.06 0.4223 1.58 0.67 1.31 1.95 1.10 1.52 0.10 0 0.24 0.78 0.06 0.4224 0.90 0.67 1.31 1.95 1.10 1.52 0.68 0 0.24 0.78 0.06 0.42稳定,但可能异常,点子集中在中心线附近,数据可能不真实或者数据分层不当。
P241 10不合格品数控制图样本号样本容量不合格品数不合格率LCL CL UCL u-q u+q1 50 4 0.08 0 3.08 8.18 1.37992 4.780082 50 4 0.08 0 3.08 8.18 1.37992 4.780083 504 0.08 0 3.08 8.18 1.37992 4.780084 505 0.1 0 3.08 8.18 1.37992 4.780085 50 1 0.02 0 3.08 8.18 1.37992 4.780086 50 4 0.08 0 3.08 8.18 1.37992 4.780087 50 1 0.02 0 3.08 8.18 1.37992 4.780088 50 4 0.08 0 3.08 8.18 1.37992 4.780089 50 3 0.06 0 3.08 8.18 1.37992 4.7800810 50 2 0.04 0 3.08 8.18 1.37992 4.7800811 50 3 0.06 0 3.08 8.18 1.37992 4.7800812 50 3 0.06 0 3.08 8.18 1.37992 4.7800813 50 3 0.06 0 3.08 8.18 1.37992 4.7800814 50 5 0.1 0 3.08 8.18 1.37992 4.7800815 50 2 0.04 0 3.08 8.18 1.37992 4.7800816 50 4 0.08 0 3.08 8.18 1.37992 4.7800817 50 4 0.08 0 3.08 8.18 1.37992 4.7800818 50 2 0.04 0 3.08 8.18 1.37992 4.7800819 50 3 0.06 0 3.08 8.18 1.37992 4.7800820 50 3 0.06 0 3.08 8.18 1.37992 4.7800821 50 2 0.04 0 3.08 8.18 1.37992 4.7800822 50 2 0.04 0 3.08 8.18 1.37992 4.7800823 50 4 0.08 0 3.08 8.18 1.37992 4.7800824 50 2 0.04 0 3.08 8.18 1.37992 4.7800825 50 3 0.06 0 3.08 8.18 1.37992 4.78008稳定,但可能异常,电子集中在中心线附近,数据可能不真实或者数据分层不当。
P241 11不合格率控制图修正后的控制边界样本号样本不合格品不合格LCL CL UCL LCL CL UCL u-q u+q u-2q u+2q容量数品率1 724 48 0.0663 0.0433 0.0721 0.1000 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.09042 763 83 0.1088 0.0440 0.0721 0.0993 0.0619 0.0809 0.0524 0.09043 748 70 0.0936 0.0437 0.0721 0.0996 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.09044 748 85 0.1136 0.0437 0.0721 0.0996 0.0619 0.0809 0.0524 0.09045 724 45 0.0622 0.0433 0.0721 0.1000 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.09046 727 56 0.0770 0.0433 0.0721 0.1000 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.09047 726 48 0.0661 0.0433 0.0721 0.1000 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.09048 719 67 0.0932 0.0432 0.0721 0.1001 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.09049 759 37 0.0487 0.0439 0.0721 0.0994 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090410 745 52 0.0698 0.0437 0.0721 0.0996 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090411 736 47 0.0639 0.0435 0.0721 0.0998 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090412 739 50 0.0677 0.0436 0.0721 0.0998 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090413 723 47 0.0650 0.0432 0.0721 0.1001 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090414 748 57 0.0762 0.0437 0.0721 0.0996 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090415 770 51 0.0662 0.0441 0.0721 0.0992 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090416 756 71 0.0939 0.0439 0.0721 0.0994 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090417 719 53 0.0737 0.0432 0.0721 0.1001 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090418 757 33 0.0436 0.0439 0.0721 0.0994 0.0619 0.0809 0.0524 0.090419 760 29 0.0382 0.0440 0.0721 0.0994 0.0619 0.0809 0.0524 0.090420 737 49 0.0665 0.0435 0.0721 0.0998 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090421 750 51 0.0680 0.0438 0.0721 0.0995 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090422 752 39 0.0519 0.0438 0.0721 0.0995 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090423 726 50 0.0689 0.0433 0.0721 0.1000 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090424 730 58 0.0795 0.0434 0.0721 0.0999 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.090425 747 61 0.0817 0.0437 0.0721 0.0996 0.0430 0.0714 0.0998 0.0619 0.0809 0.0524 0.0904由上可知,第2,4,18,19号样本的不合格率都已经超过了相应的控制界限,所以剔除这四个样本。