提高15CrNi3MoV本体材料20℃冲击韧性的热处理方法
钢的强韧化处理机制

钢的强韧化处理机制王立洲(辽宁工程技术大学材料科学与工程学院阜新123000)本文根据钢的淬火组织特点,归纳了提高钢强韧性的途径,介绍了一些强韧化处理工艺。
随着工业的发展,各种机械对钢铁材料的机械性能要求逐渐增高。
材料及热处理工艺的研究得到迅速的发展。
其中,利用现有材料,通过调整一般的热处理方法,在同时改善钢的强度和韧性指标方面的工作取得了显著的进步。
它对充分发挥材料的性能潜力有着重要的意义。
这些工艺方法通称为强韧化处理,是热处理发展的一个值得注意的方向。
强韧化处理的发展是建立在我们对钢中各种组织的特点,形成条件,机械性能,以及在外力作用下的破断过程的认识不断深入的基础之上的。
透射电子显微镜技术的应用,使我们对各种组织超显微精细结构的认识跨进了一大步,开始有可能比较深入地研究组织和机械性能的关系。
另一方面,从材料断裂过程的研究中知道,在各种应力作用下,材料的破断是通过微裂纹的形成及扩展的方式进行的。
钢铁材料的各种组织形态在各种应力状态下,抵抗微裂纹的形成和扩展的能力是不同的,因此表现出不同的性能指标。
但是无论哪一种组织,只要它形成微裂纹的倾向比较小,或者微裂纹一旦形成后,在这类组织中扩张时消耗的功愈大,它就会有较高的强韧性。
这样,我们就有可能采用适当的热处理工艺方法和调整工艺参数,能动地控制钢的组织,充分利用对钢强韧化有利的因素,排除不利的因素,更充分地发挥材料的强度和韧性的潜力。
目前发展的强韧化处理工艺有多种多样,归结起来,它们大多通过一种或几种途径达到强韧化效果的。
(1)充分利用位错型马氏体和下贝氏体组织形态,尽量减少或避免片状孪品马氏体的出现。
(2)细化钢的奥氏体晶粒和细化过剩碳化物。
(3)获得马氏体与具有良好塑性的第二相的复合组织。
(4)形变热处理。
下面将简要介绍这些强化处理的机理。
一位错型马氏体的扩大应用很久以来就知道,在保证淬、回火零件强度指标的前提下,选用含碳量较低的钢,能够使零件热处理后获得较高的韧性。
优化热处理工艺提高材料的耐磨性和耐腐蚀性
优化热处理工艺提高材料的耐磨性和耐腐蚀性热处理是一种重要的金属加工工艺,在材料的性能改善和优化方面起着至关重要的作用。
其中,提高材料的耐磨性和耐腐蚀性是热处理最常用的目标之一。
本文将通过介绍几种常用的优化热处理工艺,探讨如何有效提高材料的耐磨性和耐腐蚀性。
首先,对于提高材料的耐磨性,较为常用的热处理工艺是淬火和表面渗碳处理。
淬火是指将加热至适当温度的材料迅速冷却,通过使材料的组织产生相变,从而获得较高的硬度和耐磨性。
而表面渗碳处理则是将材料表面浸泡在含有一定碳含量的渗碳剂中,在一定温度下进行一段时间,使材料表面富含碳元素,形成一种较硬的表面层,从而增加材料的硬度和耐磨性。
然而,单纯的淬火处理和表面渗碳处理也存在一些缺点,比如会引起材料的内部应力和变形,降低材料的延展性和韧性。
为了解决这个问题,可以采用回火处理来优化热处理工艺。
回火是指将之前已进行淬火处理或表面渗碳处理的材料加热至适当温度,然后再以适当速度冷却至室温。
回火处理可以减轻材料的内部应力,提高材料的韧性,同时保持一定的硬度和耐磨性。
另外,为了进一步提高材料的耐磨性和耐腐蚀性,可以采用复合热处理工艺。
复合热处理是指将几种热处理工艺相结合,以达到更好的效果。
比如,可以先进行淬火处理,提高材料的硬度和耐磨性,然后再进行回火处理,减轻材料的内部应力,提高韧性。
这种复合热处理工艺结合了两种处理的优点,可以在保持一定硬度和耐磨性的同时,提高材料的韧性和耐腐蚀性。
除了热处理工艺的优化,合适的工艺参数也对提高材料的耐磨性和耐腐蚀性有着重要影响。
温度、时间、冷却速度等工艺参数都需要严格控制。
不同材料对热处理的要求也不同,因此需要根据具体材料的特性和使用环境来选择合适的工艺参数,以达到最佳的效果。
总结起来,通过优化热处理工艺,可以有效提高材料的耐磨性和耐腐蚀性。
常用的优化工艺包括淬火、表面渗碳处理和回火处理。
此外,复合热处理工艺也可以进一步提高材料的性能。
PcrNi3MoV的热处理
PCrNi3MoV的热处理
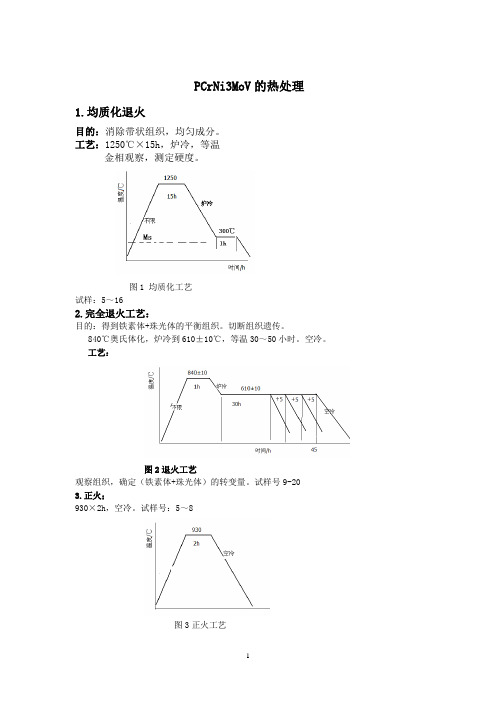
1.均质化退火
目的:消除带状组织,均匀成分。
工艺:1250℃×15h,炉冷,等温
金相观察,测定硬度。
图1 均质化工艺
试样:5~16
2.完全退火工艺:
目的:得到铁素体+珠光体的平衡组织。
切断组织遗传。
840℃奥氏体化,炉冷到610±10℃,等温30~50小时。
空冷。
工艺:
图2退火工艺
观察组织,确定(铁素体+珠光体)的转变量。
试样号9-20
3.正火;
930×2h,空冷。
试样号:5~8
图3正火工艺
4. .正火;
890℃×2h,空冷。
试样号:5~12
图4正火工艺
5.调质处理:
目的:强韧化。
试样1~12
工艺:
图5调质处理
检测力学性能
6.细化晶粒,正火,试样号21.22,13,16,17,20
图6 正火工艺
检测晶粒度。
硬度HRC?,OM,LEST(1.原始组织;正火组织;晶粒度)。
滚珠丝杠的热处理工艺概述
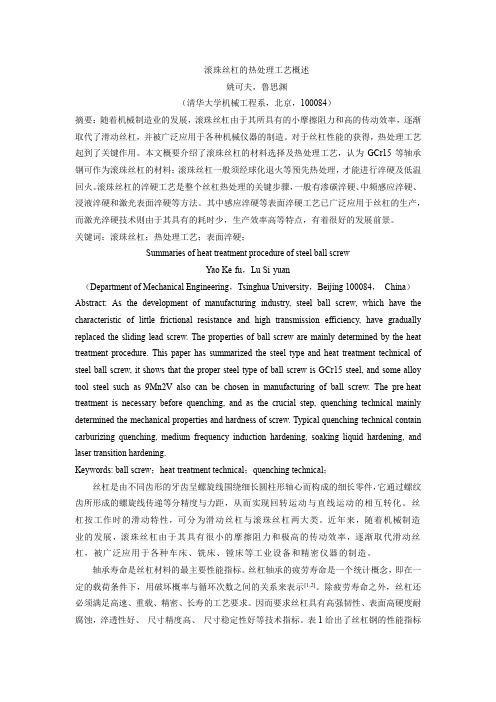
滚珠丝杠的热处理工艺概述姚可夫,鲁思渊(清华大学机械工程系,北京,100084)摘要:随着机械制造业的发展,滚珠丝杠由于其所具有的小摩擦阻力和高的传动效率,逐渐取代了滑动丝杠,并被广泛应用于各种机械仪器的制造。
对于丝杠性能的获得,热处理工艺起到了关键作用。
本文概要介绍了滚珠丝杠的材料选择及热处理工艺,认为GCr15等轴承钢可作为滚珠丝杠的材料;滚珠丝杠一般须经球化退火等预先热处理,才能进行淬硬及低温回火。
滚珠丝杠的淬硬工艺是整个丝杠热处理的关键步骤,一般有渗碳淬硬、中频感应淬硬、浸液淬硬和激光表面淬硬等方法。
其中感应淬硬等表面淬硬工艺已广泛应用于丝杠的生产,而激光淬硬技术则由于其具有的耗时少,生产效率高等特点,有着很好的发展前景。
关键词:滚珠丝杠;热处理工艺;表面淬硬;Summaries of heat treatment procedure of steel ball screwYao Ke-fu,Lu Si-yuan(Department of Mechanical Engineering,Tsinghua University,Beijing 100084,China)Abstract: As the development of manufacturing industry, steel ball screw, which have the characteristic of little frictional resistance and high transmission efficiency, have gradually replaced the sliding lead screw. The properties of ball screw are mainly determined by the heat treatment procedure. This paper has summarized the steel type and heat treatment technical of steel ball screw, it shows that the proper steel type of ball screw is GCr15 steel, and some alloy tool steel such as 9Mn2V also can be chosen in manufacturing of ball screw. The pre-heat treatment is necessary before quenching, and as the crucial step, quenching technical mainly determined the mechanical properties and hardness of screw. Typical quenching technical contain carburizing quenching, medium frequency induction hardening, soaking liquid hardening, and laser transition hardening.Keywords: ball screw;heat-treatment technical;quenching technical;丝杠是由不同齿形的牙齿呈螺旋线围绕细长圆柱形轴心而构成的细长零件,它通过螺纹齿所形成的螺旋线传递等分精度与力距,从而实现回转运动与直线运动的相互转化。
利用亚温淬火改善20MnMo钢管板锻件的冲击韧性
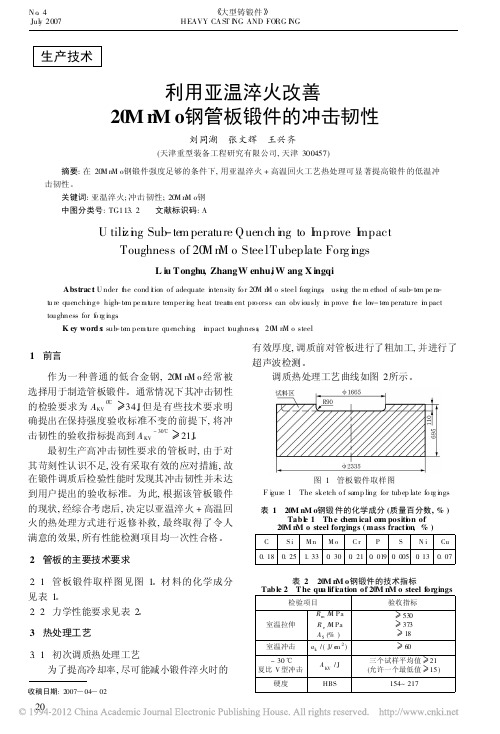
3. 1 初次调质热处理工艺 为了提高冷却率, 尽可能减小锻件淬火时的
收稿日期: 2007) 04) 02
20
表 2 20M nM o钢锻件的技术指标 Tab le 2 T he qua lif ication of 20M nM o steel forgings
检验项目
验收指标
室温拉伸
L iu Tonghu, ZhangW enhu,i W ang X ingqi
Abstrac t: U nder the cond ition o f adequate intensity fo r 20M nM o stee l forg ings, using the m ethod of sub- tem pe ratu re quenching+ high- tem pe ra ture temper ing heat treatm ent pro cess can obv iously im prove the low- tem perature im pact toughness for fo rg ings.
关键词: 亚温淬火; 冲击 韧性; 20M nM o钢 中图分类号: TG113. 2 文献标识码: A
U tiliz ing Sub-tem perature Q uench ing to Improve Impact Toughness of 20M nM o Stee lTubeplate Forg ings
国企红利收上来后 怎么用? 官方透露的方案是: 支持 实施产业发展规划、国有 经济布 局和结 构调 整、企业技 术 进步, 补偿国有企业改革成本和补充社会保障。也有 专家 大声疾呼, 应该优先满足 资金缺 口巨大 的民 生需求 , 比 如 教育、医疗、社会保障等等, 让百姓尽快分享国有资本 增殖 的果实。
PCrNi3MoV钢芯轴的热处理工艺优化
种复合工艺。变形热处理就是将塑性变形和热 处理有机结合在一起 的复合工艺 J , 此工艺既能
一
提 高钢 的 强度 , 又能 改善 钢 的塑性 和韧 性 , 同时还
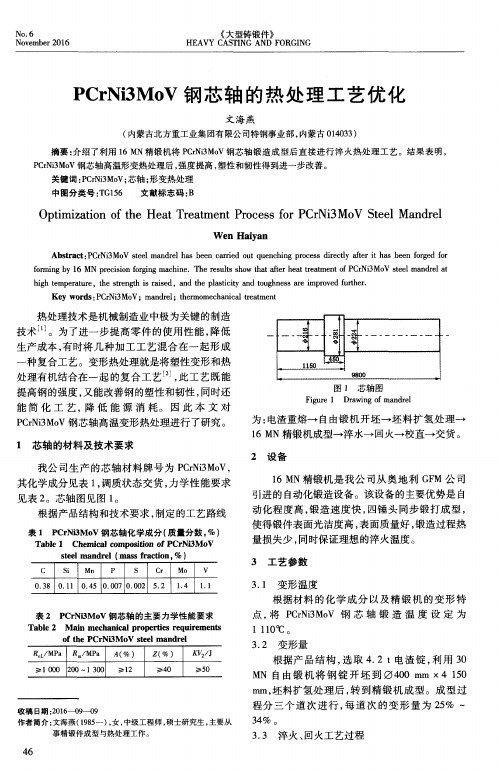
图 1 芯轴图
F i g u r e 1 D r a wi n g o f ma n d r e l
Ke y wo r d s : P C r Ni 3 Mo V;ma n d r e l ;t h e r mo me c h a n i c a l t r e a t me n t
热 处理 技术 是机 械制 造业 中极 为关 键 的制造
技术¨ j 。为了进一步提高零件的使用性能 , 降低
我公 司生 产 的芯 轴 材 料牌 号 为 P C r N i 3 Mo V,
其化学成分见表 1 , 调质状态来自货 , 力学性能要求 见表 2 。芯 轴 图见 图 1 。 根据 产 品结构 和技 术要 求 , 制定 的工 艺路 线
表1 P C r N i 3 Mo V钢芯轴化学成分 ( 质量分数 , %)
能简 化 工 艺 , 降 低 能 源 消 耗 。 因 此 本 文 对
P C r N i 3 Mo V钢 芯轴 高温 变形 热处 理进 行 了研 究 。
1 芯 轴 的材料 及技 术 要求
2 设备
为: 电渣 重熔一 自由锻 机 开坯 一 坯 料 扩 氢 处 理 一 1 6 MN精 锻 机成 型一 淬水一 回火一 校直一 交 货 。
3 . 1 变形 温度 根据 材料 的 化 学 成 分 以 及 精 锻 机 的变 形 特 点, 将 P C r N i 3 Mo V 钢 芯 轴 锻 造 温 度 设 定 为