WI-EN-046 SMT全自动上板机作业指导书
SMT全自动印刷机作业指导书
SMT全自动印刷机作业指导书(ISO9001-2015)1.0目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.0范围SMT部IS-SE-IPM全自动印刷机3.0开机前检查:3.1确认气压值0.45Mpa±0.05Mpa.3.2检查设备是否完好接地;3.3检查机內有无异物。
3.3检查‘EMERGENCYSTOP’紧急开关是否弹起;3.4检查面板电源开关是否处于(OFF)状态;4.0开机:4.1以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAINSWITCH)至ON;4.3待WINDOWSXP系统启动后机器应用程序至主画面;4.4点击初始化,待机器归零完毕。
5.0操作步骤5.1点击打开文件选择生产程序(确认是否与工艺程序名一致);5.2单击机器软件画面的‘自动运行’,确认PCB设置的宽度与实际的PCB宽度是否匹配,进出板方向是否正确,机器的印锡参数与清洗参数是否与工艺要求一致等;5.3依次点击设置机械/钢网设定中心为准钢网止动器下标记钢网,确认OKMARK 点的位置后按下‘CLAMP’键固定钢网;5.4按照刮刀方向安装刮刀,安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏,区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
5.6加入适量的锡膏点击主画面的自动运行,然后点击控制面板上的START开始印刷,在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
作业员在确认PCB型号和版本正确后,按工艺要求的方向将其放在机器进板轨道上,开始印刷。
5.7在印刷过程中,每隔半小时检查刮刀前的锡膏滚动直径是否小于15mm,每次添加的原则是:少量多次,同时铲回刮刀两边的锡膏,放置到刮刀滚动位置,以免两边的锡膏停置时间过长出现变质。
在添加锡膏时必须将机器退出自动印刷状态,锡膏加好后,必须保持机器安全门关闭,以免锡膏内助焊剂挥发过快,影响其印刷质量。
全自动送板机作业指导书
4 轨道流向
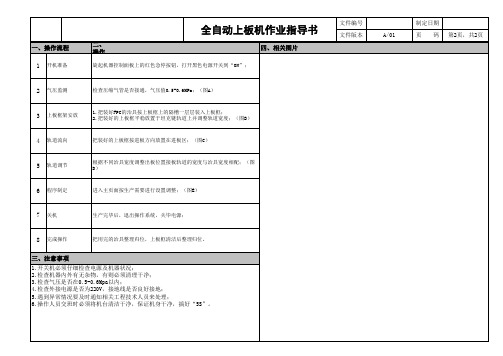
把装好的上板框按进板方向放置在进板区;(图C)
5 轨道调节
根据不同治具宽度调整出板位置接板轨道的宽度与治具宽度相配;(图 D)
6 程序制定
进入主页面按生产需要进行设置调整;(图E)
7 关机
生产完毕后,退出操作系统,关毕电源;
8 完成操作
把用完的治具整理归位,上板框清洁后整理归位。
三、注意事项
文件编号 文件版本
A/01
制定日期 页 码 第2页,共2页
一、操作流程 1 开机准备
全自动上板机作业指导书
二、 操作
四、相关图片
旋起机器控制面板上的红色急停按钮,打开黑色电源开关到“ON”;
2 气压监测
检查压缩气管是否接通,气压值0.5-0.把装好FPC的治具按上板框上的隔槽一层层装入上板框; 2.把装好的上板框平稳放置于坦克链轨道上并调整轨道宽度;(图B)
自动送板机作业指导书
1. 目的为了保证使用送板机人员正确的操作送板机。
2. 适用范围适用于本公司所有使用送板机的操作者。
3. 内容3.1 作业要求3.1.1作业前的检查3.1.1.1 确认气压为0.5 ±0.05Mpa范围内。
3.1.1.2 调整马克力宽度与该生产机种PCB宽度适当。
3.1.1.3 将PCB按程序要求的进板方向以及送板间隔放入马克力内,如图 13.1.1.4 检查所上PCB料号是否与BOM中的料号——对应,发现不同时立即停机,找组长以上人员给予确认,并将PCB区分开来。
3.1.2开、关机过程3.121接通电源插座,确认电源线的良好。
3.1.2.2按下设备控制面的左边的红色 POWE 按扭,按钮内灯亮说明设备已启动。
文件类别三阶文件自动送板机操作作业指导书文件编号: 版本:A 修正次数:0 页次:3/4 生效日期:复位 RESET 键 3.1.2.3 按下MANUALS ,灯亮时送板机为手动控制,灯灭时为自动送板方式3.124 生产完成,将上升、下降架降到最底部。
3.125关机时直接按下POWE 键,按键内灯灭、信号塔灯灭,关机完成。
3.1.3送板PITCH (间距)设定3.1.3.1 按下设备控制面的右边的PITCH 按扭,旁边的灯点亮到哪个即为哪个间距。
3.1.3.2 根据产品要求,设定送板机 PITCH PCB-般设定为1PITCH3.1.3.3 在放入PCBA 半成品面时,根据已贴装面元件的高度要求设定适合的间距。
3.1.3.4送板框层与层的间距为送板机的1PITCH 设定送板机PITCH 根据PCB/PCBA 放入 送板框的层隔间距要求设定。
没有空格为1PITCH,有一层空格为2PITCH,以此类推。
4注意事项4.1机器在生产动作过程,不要靠近机器运转部位4.2不要将与生产无关的用品/工具放在机器上。
1 I—4 PilCBi间距选择 PITCH 键手动控制 MANUAL 键电源 POWER 键。
SMT全自动印刷机作业指导书
SMT全自动印刷机作业指导书SMT全自动印刷机作业指导书(ISO9001-2015)1.0目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.0范围SMT部IS-SE-IPM全自动印刷机3.0开机前检查:3.1确认气压值0.45Mpa±0.05Mpa.3.2检查设备是否完好接地;3.3检查机內有无异物。
3.3检查‘EMERGENCYSTOP’紧急开关是否弹起;3.4检查面板电源开关是否处于(OFF)状态;4.0开机:4.1以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAINSWITCH)至ON;4.3待WINDOWSXP系统启动后机器应用程序至主画面;4.4点击初始化,待机器归零完毕。
5.0操作步骤5.1点击打开文件选择生产程序(确认是否与工艺程序名一致);5.2单击机器软件画面的‘自动运行’,确认PCB设置的宽度与实际的PCB宽度是否匹配,进出板方向是否正确,机器的印锡参数与清洗参数是否与工艺要求一致等;5.3依次点击设置机械/钢网设定中心为准钢网止动器下标记钢网,确认OKMARK 点的位置后按下‘CLAMP’键固定钢网;5.4按照刮刀方向安装刮刀,安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏,区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
5.6加入适量的锡膏点击主画面的自动运行,然后点击控制面板上的START开始印刷,在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
作业员在确认PCB型号和版本正确后,按工艺要求的方向将其放在机器进板轨道上,开始印刷。
5.7在印刷过程中,每隔半小时检查刮刀前的锡膏滚动直径是否小于15mm,每次添加的原则是:少量多次,同时铲回刮刀两边的锡膏,放置到刮刀滚动位置,以免两边的锡膏停置时间过长出现变质。
在添加锡膏时必须将机器退出自动印刷状态,锡膏加好后,必须保持机器安全门关闭,以免锡膏内助焊剂挥发过快,影响其印刷质量。
全自动上板机作业指导书
2.向右旋转 红色ON打开 关至ON. 进入系统画 面。
4.将装好 PCB的框架 按正确方向 放在传动导 轨上.
5.调整出口
图三
图四
宽度.跟贴
片机器轨道
一致.(图
三)
注意事项:
1. 设备发生超 出操作员范围故 障时,立刻按下 紧急按钮键.让 设备处于停止状 态 通知技术人员来 处理.
设备名称:
宁波佛莱斯卡机电精密有限公司
SMT全自动上板机作业指导书
自动上板机 产品名称:
图一
通用
工序名称:
图二
自动送板
文件编号: FLSK-WI-ED-0001 版次/版本:V1.0
目的:保障设备持续安全使用,避免由操作不当造成机械及人员伤害。 设备的启动:
1.确认气压 并检查气压 表指示在规 定范围内 0.4Mpa0.55Mpa, (图一)
制定: 彭伍 阳 日期:
6.点击.自 动操作 自动运行. 开始自动送 板(图四) 设备的停止: 1.将电源开 关至OFF状 态。
治/工具 名称
框架
参数
备注
通用
SMT作业指导书
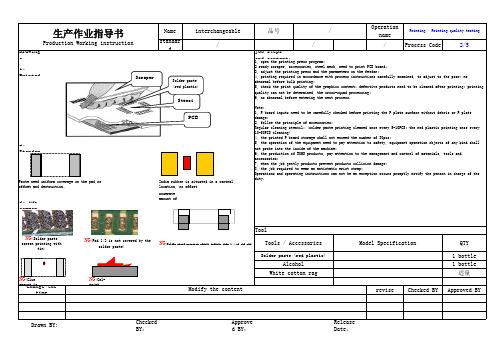
Name 品号Operation namestandard//Process Code 2/5Drawings Description:Job steps and content:1、Printed inner workings of Fig :2、Standard printing icon:Moderate amount of plastic molding.3、The common printing adverse iconToolQTY 1 bottle 1 bottle 适量NG (Glue amount is too small)NG (Gel-point drawing)reviseChecked BYApproved BYChecked BY:Approved BY:Release Date:Printing / Printing quality testingWhite cotton ragSolder paste (red plastic)Alcohol/1, open the printing press program;2 ready scraper, accessories, steel mesh, need to print PCB board;3, adjust the printing press and the parameters on the feeder;4, printing required in accordance with process instructions carefully examined, to adjust to the poor; no abnormal before bulk printing;5, check the print quality of the graphics content; defective products need to be cleaned after printing; printing quality can not be determined, the cross-squad processing;6, no abnormal before entering the next process.Note:1, P board inputs need to be carefully checked before printing the P plate surface without debris or P plate damage;2, follow the principle of accessories;Regular cleaning stencil; (solder paste printing cleaned once every 5-10PCS; the red plastic printing once every 10-50PCS cleaning)4, the printed P board storage shall not exceed the number of 30pcs;5, the operation of the equipment need to pay attention to safety, equipment operation objects of any kind shall not probe into the inside of the machine;6, the production of ROHS products, pay attention to the management and control of materials, tools and accessories;7, when the job gently products prevent products collision damage;8, the job required to wear an antistatic wrist strap;Operations and operating instructions can not be an exception occurs promptly notify the person in charge of the duty.Tools / AccessoriesModel Specification Change the timeModify the contentDrawn BY:生产作业指导书Production Working instructioninterchangeable/India rubber is situated in a central location, no offsetPaste need uniform coverage on the pad,no offset and destruction。
SMT作业指导书

备注
记录:
拟制: 主 题:
赞成:
东莞市同心电子有限公司 作业指导书
设备各设定法度榜样编制订名及治理
受控状况
版本
A0
文件编号 EN-WI-005 页 码 第 1 页共 6 页
目标:将设备之设定法度榜样规范治理,以保持法度榜样名称的独一性及法度榜样的有效操纵,防止误用。 范畴:有用于 SMT 车间、贴片机、回流焊法度榜样的设定、定名、检查、治理。
所临盆 PCB 雷同。
二、将测温仪放在爱护盒内,将 K 型测温线插入测温仪插座内(留意偏向)并调剂爱护盒的轨通宽度,使之与测试板的宽度和回流焊的宽度一
致。
一、打开测温仪的电源开关 PWOR(当电源灯亮
灭时)。打开采集开关 STR,再将爱护盒盖好,将测试板与测温仪一路放入回流焊。
出炉后,将采集开关 STR 封闭。
拟制:
赞成:
主 题:
东莞市同心电子有限公司 作业指导书
锡膏搅拌机操作指导书
受控状况
版本
A1
文件编号 页码
EN-WI-003 第 2 页共 3 页
9、确信机械运转停止后打开上盖,用专用扳手取下锡膏瓶,再盖上盖。
10、时刻调剂,设定值第三位为设定单位字母,“S”为秒,“M”为分钟,“H”为小时,各数字的变换按增、减键更换
查一次,并记录在《法度榜样检查记录表》中,工程师确认。
10、临盆设备的操纵电脑严禁作其它用处。
11、附表格
《PCB 法度榜样修改记录表》
《PCB 法度榜样记录表》
《法度榜样检查记录表》
《SMT 机型法度榜样设定一览表》
拟制:
赞成:
东莞市同心电子有限公司 作业指导书
主 题:
SMT泛用机作业指导书
8.2H/1次检查抛料状况,查抛料率是否超出0.3%,若超出立即反馈工程师处理,异常料架需更换.
9.抛下来散料需及时整理且消化,散料须重点确认规格是否正确,ICPIN变形若ICPIN变形需用玻璃整脚后用PCB实装OK,IC散料部分须在本体上用油性笔打点,且通知炉后检查人员重点检查。
7.贴片出来需全数检查产品,主要检查项目:
A.偏移:组件焊端边缘与焊盘边缘偏差不超出本体的1/3
B.欠品:应贴装部品位欠缺部品
C.多件:不应贴装部品位有部品D.错件:与要求要贴装之规格不相符.
D.反向:贴片与设计要求的方向相反如:IC、二极管、三极管、EC电容、钽电容.
E浮高:组件与PCB之间空隙不可超出0.1MM.
4.检查机台所之IC极性,规格是否正确(与<<站位表>>相符)所有IC极性圆点朝机台内.
5.当机台显示缺料时,取机台受控之相符<<站位表>>,100%检查待上料内物料是否极性,规格是否正确,PIN是否变形.装上料盘或料架后放在相对应之Z轴站位作《上料/换料记录》自检OK经IPQC核对物料方可开机
6.换料后产出第一片样板核对:极性规格是否正确
使用工具:
注意事项:
1.作业前佩戴OK防静电手环和手套.
2.对于不良品及固化前维修品须作出标示,贴不良标签.
3.如在当班时间内同种不良连接出现三次立即反馈开机员和干部
4.物料须核对正确,须全部为.
5.PCB轻拿轻放.拿至板边,不可触摸组件
1.防静电环
2.防静电手套
3.防静电镊子4.样板源自5.不良标签核准:审核:制作:
作业指导书
适用机种名
【优质】smt作业指导书-推荐word版 (8页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==smt作业指导书篇一:SMT作业指导书实例SMT技术手册目錄 .................................................. 1 1. 目的 .................................................. 2 2. 範圍 .................................................. 2 3. SMT簡介 ............................................... 2 4. 常見問題原因與對策 .................................... 15 5. SMT外觀檢驗 ........................................... 21 6. 注意事項: ............................................. 23 7. 測驗題: (24)篇二:SMT作业指导书苏州耀新机电有限公司作业指导书作业指导书篇三:SMT工厂中作业指导书的改善SMT工厂中作业指导书的改善在SMT工厂的管理中,对于如何保证生产产品的质量并且维持生产线高效、有序的生产是非常重要的。
要做到这一点,除了性能优异的设备、辅助工具等相关硬件设施之外,还与工厂操作人员的操作技能,规范作业有很大的关系。
因此,这就需要工厂能够在相应工位上制定出符合工位要求的作业指导书,并且要求每个操作人员严格按照作业指导书上规定的内容进行作业,这对于新建的SMT工厂来讲是最重要的。
这是因为一份合理的作业指导书不但能够规范作业内容,而且减少或者避免人的因素对品质的影响,达到稳定产品品质的目的,可以说是工厂品质改善的基础。
SMT整套作业指导书SOP

检查(点检)基准 及管理基准 应和交易账单一致 .BOM 确认 应和交易账单一致 .性能异常 不能有 .FPCB 和IC,CON 一般检查
ቤተ መጻሕፍቲ ባይዱ
1
.BOM .放大镜(X10)
2
投入检查
.游标卡尺 .BOM .剪刀 .BOM
.资材出库要和生产指导书一致 .数量/规格 .先进先出
应和生产指示书一致
3
资材出库 .BOM
.塞尺
.烘烤箱 6 R-FPCB/PCB 投入 .钢网 .锡膏
.JIG 安装者投入 .FPC生产前烘烤
.BT板 来料拆包的,12H没有生产时要回收烘烧烤
.FPC 安装偏移不能有 .FPC烧烤条件125℃/4H
.BT板烘 烤条伯125℃/4H
.锡膏 保管条件 .锡膏 常温放置时间 .锡膏 搅拌时间,速度 .钢网 清洗周期 .钢网测试测定周期
.5℃~10℃冷藏保管 .回温4HR .搅拌3MIN .1次/3回:自动, 1次/30回:手动 以上
.旺福产品 3片1次手 动清洗,禁止自动
7
○
锡膏
.锡膏
.锡膏交换周期 .锡膏有效时间 .锡膏锡量确认
.脱模速度:0.3mm-1mm/s .开封后 24HR以内 .从制造日起6个月以内(过期产品废弃) .PAD部锡量异常不能有 (每日初中终物进行时 锡量确认异常不能有 .Spec:50mm-80mm/s
* 工程图示标记法 :○(加工),○(搬运),▽(驻藏),□(数量检查),◇(品质检查), 〓(省略), ~(区分), │(流水线),(拖延)
NO
工程图示及工程名 SUB MAIN 外注 工程名 资材入库
使用资材及规格
设备及工具 .计算器
SMT作业指导书

SMT作业指导书一、背景介绍自动贴片技术(SMT)是电子元器件表面贴装技术的一种主要方式,广泛应用于电子制造领域。
为了提高学生对SMT工艺的认识和应用能力,特编写本作业指导书,引导学生完成相关SMT作业。
二、实验目的通过本次实验,旨在帮助学生:1.了解SMT的基本原理和工艺流程;2.学习掌握SMT工艺中的关键技术;3.提高学生的动手实践能力和故障排除能力。
三、实验材料1.电路板:提供给学生的实验电路板;2.贴片元件:提供给学生的SMT贴片元件;3.工具:焊锡台、烙铁、喷嘴、焊锡丝、镊子等。
四、实验步骤以下是本次SMT作业的具体步骤:1.准备工作- 清洁工作区域,确保工作环境干净整洁;- 检查实验材料,确认电路板和贴片元件齐全。
2.贴片元件的安装- 根据电路板上的元件安装图,仔细查看元件型号和位置;- 使用镊子将贴片元件从包装中取出;- 将元件按照图纸上的位置正确安装在电路板上;- 注意对极性元件的方向,并避免元件之间的短路。
3.焊接贴片元件- 准备好焊锡台、烙铁和焊锡丝;- 将焊锡台加热至适宜的温度;- 将焊锡丝融化,涂抹在贴片元件与电路板焊盘之间;- 通过烙铁进行焊接,确保焊点牢固可靠。
4.质量检查与故障排除- 检查焊点是否完整,没有冷焊、虚焊等现象;- 使用万用表或测试仪器检测电路的连通性;- 如果发现问题,根据焊接技术要求进行修复或替换。
5.完成实验报告- 撰写实验报告,详细记录实验过程和结果;- 总结实验中遇到的问题和解决方法;- 分析实验结果,并提出改进建议。
五、注意事项1.操作时要注意安全,避免烫伤和其他意外事故;2.仔细阅读工艺流程和元件安装图纸,确保操作正确无误;3.注意焊点的质量,确保焊接牢固且没有短路或冷焊等问题;4.遵守实验室的规章制度,保持实验环境整洁有序。
六、实验评分标准学生将根据以下标准进行评分:1.实验报告的完整性和准确性;2.贴片元件的正确安装和焊接质量;3.故障排除能力和问题解决的效果;4.实验操作的安全性和规范性。
SMT作业指导书

丝印机指导书一、目的:对SMT生产过程中使用物料的方法进行规范,防止发生错料生产事故,保证产品质量。
二、适用范围:适应于制造事业部(印刷)丝印车间全自动丝印设备的生产规范操作。
三、环境要求:1)温度:25℃±2℃,此工作需每日监控。
2)湿度:65%±5%,此工作需每日监控。
3)清洁:防尘、保洁,此工作需每日进行。
四、作业前准备:1)确认待印刷的PCB与BOM是否相符,与钢网是否对应;2)确认锡膏(胶水)是否已回温及搅拌OK(机器搅拌:搅拌时间150 秒;人工搅拌:顺时针匀速搅拌 3~5 分钟观察锡膏与助焊剂均匀混合,无气泡为止.);3)确认技术员是否已调好程式及架好钢网;4)确认钢网是否已按工艺要求封好孔;5)开机前,必须对机器进行检查;6)检查稳压器,电源,空气压力是否正常;7)检查紧急按钮是否被切断;8)检查X/Y,Table上及周围部分有无杂物放置。
五、开机操作流程及要求说明:1)打开机器按下总电源开关;.2)吸风机开关:操作一单次循环印刷,关闭印刷开关时,可操作网架单独上下3)手动按钮启动:开启“印刷开关”及“主马达开关”时,可操作一单次循环印刷,关闭印刷开关,可操作网架单独上下。
4)刮印刀上升下降开关5)计数器:开启“计数器开关,计算印刷总人数”。
6)刮刀速度调整:视操作员需要,调整印刷速度的快慢。
7)连续与单次开关:置于“单次”时,只作单一循环的印刷。
(图1)8)自动印刷定时器:连续开关置于连续时,依操作者的需要,可设定网框升到最高点时的停留时间,在(0~10秒),再降连续印刷。
9)印刷动作开关:分别控制启动印刷的开关,是由操作者手动。
10)定位指示灯:当印刷动作臂到最上及最下时,此指示灯亮着即表示定位正常;否则无法启动印刷,必须检查是否有异常问题。
六、操作方法:1.印刷操作流程及调整:1)网版的固定:松开网框夹座的两侧固定螺丝,移动网框夹座,按网版的大小调整到适当的位置,固定牢。
SMT通用作业指导书
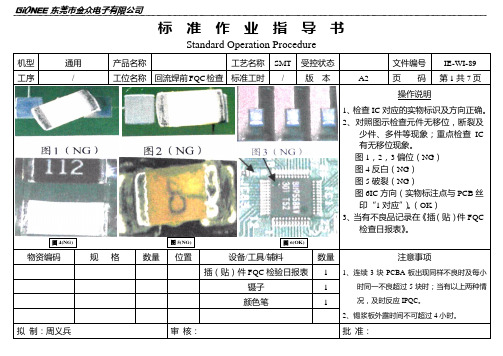
图 1 卡口 OK
图 2 卡口 NG
物资编码
规格
数量
位置
设备/工具/辅料 Feeder
数量
注意事项
1.当有多种物料需要更换时,先拆一站位飞 达,上料→记录→IPQC 核对完后再拆下 站。
2.Feeder 与盘装 IC 要装载到位。
拟 制:周义兵
审 核:
批 准:
东莞市金众电子有限公司
标准作业指导书
Standard Operation Procedure
焊锡状况(标准参照〈PCB 组装工艺 检验标准〉文件编号:(EN-WI-90)
2、如发现不良作好标识区分,并记录 在《焊点面 FQC 检验日报表》。
3、不良现象参照图样。(OK 代表良 品 NG 代表不良品)。
物资编码
规格
数量
位置
拟 制:周义兵
审 核:
设备/工具/辅料 放大镜
“L”型防静电盒
数量 1
图3
175MM
物资编码
规格
数量 位置
拟 制:周义兵
审 核:
工艺名称 SMT 受控状态
文件编号 IE-WI-89
标准工时
/
IC1
版本
图2
IC2
设备/工具/辅料 防静电胶箱/防静电气泡袋
金众现品标
数量 若干 若干
A2 页 码 第 7 共 7 页
操作说明 1、全检 PCBA 无混机型、漏件(两面)等。
2、合格的 PCBA 装入防静电气泡袋,整齐
若干
注意事项
1、以下两项发生时,应立即反应 IPQC。 A、连续 3 块 PCBA 板出现同样不良时; B、同一不良项每小时超过 5 块 PCBA 时。
SMT 设备作业指导书
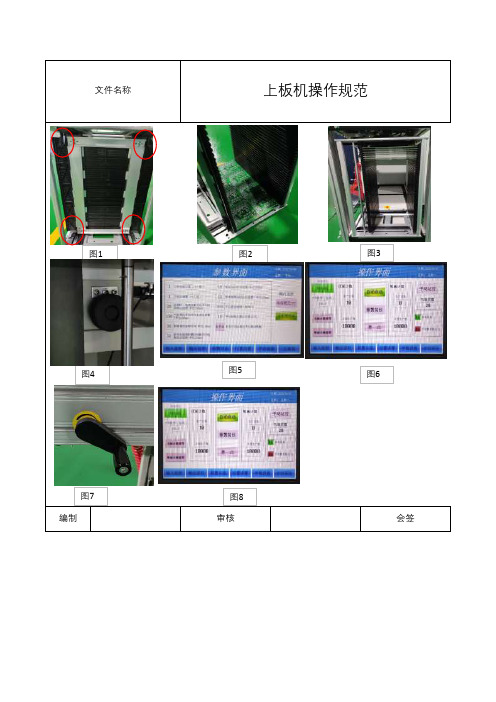
上板机操作规范
图1 图4
图2
图3
图5
图6
图7 编制
图8 审核
会签
文件编号
版次
A0
页次
第1页
生效日期
2020/3/31
编制单位
生产部
1. 检查料框是否有变形,脏污等。将料框活动边的4个卡扣
打开。图1所示
2. 确认板子的进板方向,将板子插在料框内部第一层与最后
一层的卡槽内,挪动活动边的挡板,使其料框内部宽度比板
针旋转向左平移,图7所示。
9. 返回主页面,点击自动启动,开始自动上板。图8所示。
批准
子的宽度大1mm,板子在内可以自由滑动不掉落为宜,锁住4
个卡扣,使其固定。图2所示
4. 将装满板子的料框放在进料框承载台上。方向:料框固定
边在上板机进框承载台右侧。图3所示。
5. 打开机箱门,调整出板轨道宽度,顺Fra bibliotek针旋转轨道变宽,
逆时针旋转轨道变窄,图4所示。
6. 按照上板机开机点检表检查设备后,打开设备电源,打开
参数界面,选择送板模式,确认“工作间距设置”,单面板
设置为1格。双面板根据已贴面元件高度设置。根据“工作间
距设置”确认“开始位置设置”是否合适。图5所示。
7. 进入“操作界面”,点击自动启动,设备自动将料框运输
至上料位置,点击“停止”。图6所示。
8. 调整推杆位置至板子正中间,逆时针旋转向右平移,顺时
SMT上料作业指导书—范文

SMT上料作业指导书—范文SMT 上料作业指导书—范文、目的为规范smt 贴片机操作人员上料的过程杜绝上料过程中不规范的行为,避免上错料和物料上反的情况发生。
特做了以下规定,并标明了SMT 贴片机上料的注意事项。
二、SMT贴片机工作流程1、SMT备料员把将要生产的产品套料从SMT配套领出来,对照GETBOM核对所备物料是否是BOM 中所列的替代料。
2、SMT 操作员参照SMT 栈位表,在所领料盘上标识物料对应的贴片机和feeder位置,用XXXX四位代码表示指定贴片机和feeder 位置。
第一位代码可为A、B、C、D,对应三条JUKI贴片线,A、B、C 分别代表J1、J3贴片线的第一、第二、第三台贴片机,A、B分别代表J2贴片线的第一、第二台贴片机,对应CASIO 贴片机,A、B、C D分别代表贴片机的STAG日、STAGE、STAGE3 STAGE四个feeder 支撑台。
第二位代码为F、R,F代表安装在前面的feeder支撑台上,R 代表安装在后面的feeder 支撑台上。
第三位、第四位为阿拉伯数字,代表要安装的feeder 位置编号。
3、确认元件的极性,若与栈位表上标示的不一致,需反馈班长或技术员。
4、把标识好所用贴片机和feeder 位置的料盘装在feeder 上,用标签纸写上指定贴片机和feeder位置的四位代码、物料的P/N,贴在feeder后面的固定位置以方便查料。
5、把已装好料的feeder 装在feeder 周转车上,把周转车推至机器旁,按照栈位表上的安装位置装在贴片机feeder 支撑台上,贴片机操作员自检后,通知相关人员复检,并通知IPQC查料,检查后要及时填写上料记录表丄QC在完成首件检查后再填写上料记录表。
6、生产中途换料参照上述4.2-4.5 的步骤。
7、不同包装方式元件的转换a. 栈位表通常只设定卷带包装元件的栈位,卷带包装与管装、TDS托盘包装类元件之间转换时会涉及到栈位的变更,需把更改的内容填写在《SMT栈位临时变更记录表》上b. 不同包装方式元件转换时,贴片的角度也可能需要调整,由调机人员完成贴片角度的调整,并在《SMT栈位临时变更记录表》上“角度调整”一档签名记录。
SMT作业指导书

通用作业指导书明细(SMT站)产品类型SPS产品工作名称红胶管制工作项次S001F 作业动作说明生产 /安全注意事项1.储存:1.1 新购进红胶首先确认生产日期、有效日期及厂牌:LOCT1TE 3611△1,包装无破损泄露;并贴上编号标示.1.2红胶放置于冰箱中保存;并每天记录冰箱温度;填写于冰箱温度记录表;以保持红胶之活化性.2.使用:2.1依编号顺序使用以作先进先出之有效管理.2.2从冰箱中取出首先在常温下回温3--5小时,点胶机使用前,红胶须脱泡2--5分种后使用.2.3半自动印刷机使用前红胶不用脱泡。
2.4产线未用完的红胶, 室温环境下不得超过48H,未使用完的用原装瓶子装好,然后盖好,标明日期,再放入冰箱中保存,下次使用依“2.1”进行.3.处理废弃红胶:用贴有标示“报废”字样的瓶子装需报废之红胶.3.1报废红胶前确认及处理方式:3.1.1确认保存日期是否已过有效期.3.1.2确认是否已用过之红胶超过48H.3.1.3红胶报废按有机溶剂报废处理.1. 红胶密封储存于冰箱控制温度为5±3ºC.其有效期可保12个月(红胶保质期内).2. 红胶自购入储存时起,即列入管制,任何的异动,都必需填写红胶使用记录表.3.新装瓶开封后用过的红胶超过48H,一律报废处理.4. 红胶管理记录:冰箱温度记录表红胶使用记录表5. 通用作业指导书,图示仅供参考!设备/治工具静电手套冰箱胶枪东莞立德电子有限公司DONG GUAN LEADER ELE. INC MANUFACTURER &EXPORTER DRAWN BY制图CHECK BY审查APPROVED BY核准REV版本张史莲-4.1-作 业 动 作 说 明生 产 /安 全 注 意 事 项1. 储存: 1.1 新购进锡膏首先确认生产日期、有效日期及厂牌,规格:MT05-GRN360-K2-V,Sn96.5/Ag3.0/Cu0.5,△1包装无破损泄露;并贴上编号标示;1.2锡膏放置于冰箱中保存;并每天记录冰箱温度;填写于冰箱温度记录表;以保持锡膏之活化性.2. 使用: 2.1依编号顺序使用以作先进先出之有效管理. 2.2从冰箱中取出首先在常温下回温3~5小时,经搅拌机搅拌2-5分种后才可产线使用。
自动上板机作业指导书
自动上板机作业指导书
1.目的:确保自动上板机运行正常,保证生产的持续稳定。
2.范围:上海秦脉LD-300自动上板机。
3.职责:使用者负责自动上板机的日常使用、维护保养以及异常反馈。
4. 操作流程:
4.1准备:
4.1.1接通电源.气源。
打开电源开关。
4.1.2调节导轨宽度,直至与待产PCB 板宽度一致。
4.2 送板步距数及出板点位置设定(需在手动状态下并且升降台处于下限位置):
4.2.1步距设定:按键选择Pitch 1 2 3 4
4.2.2 出板调整:
4.2.2.1 手动调整推杆在待产PCB的中间。
4.2.2.2 确认机器能顺畅送板(第一片出板点位置)
4.2.2.6 按自动键(切换成自动)
4.2.2.7 按复归键(升降台自动下降至下限点后回升到第一片出板点位置)
4.2.2.8 自动状态
4.3 上料
4.3将防静电料架调至与待产PCB 板的宽度一致,装入PCB板并放入上板机上
的承载台
4.4按上板机操作面板内的自动键即可
5.安全操作要求:
5.1开机时请注意工作电压、气压是否正确。
5.2自动运转时,除非紧急状态下按下紧急按钮,其余按键建议都不要使用。
5.3禁止工作人员靠或依在机器上。
5.4升降小车时,切勿将手放于料框四周
5.5注意调整上料架的放板间距,宽了容易导致掉板,紧了容易导致卡板。
5.6注意调整输送带宽度,宽了容易导致掉板,紧了容易导致卡板。
编制:标准化:审批:日期:日期:日期:。
SMT作业指导书

SMT作业指导书1. 概述欢迎参加SMT课程的学生们!这份作业指导书将帮助你们了解并顺利完成本课程的作业要求。
请仔细阅读以下内容,并根据指导进行相关作业的完成。
2. 作业要求2.1 作业类型本课程的作业包括理论性作业和实践性作业两种类型。
2.1.1 理论性作业理论性作业通常要求学生对课程内容进行分析、总结和评价,并综合运用所学知识解决相关问题。
这类作业通常以论文、报告或答题形式呈现。
2.1.2 实践性作业实践性作业旨在让学生通过实际操作掌握和应用所学技能。
这类作业通常包括实验、项目设计或编程任务等。
2.2 作业要求每个作业任务都会给出明确的要求和指导。
请认真阅读作业指导并明确以下要求:- 完成作业的截止日期和提交方式。
- 遵循指定的格式和引用规范,确保作业整洁、结构清晰。
- 注意作业字数或时间限制,确保充分描述问题并提供准确的解答。
- 如有附件或相关材料,请按要求附上。
3. 作业流程3.1 作业发布每一次作业都会在课程平台或邮箱中发布。
请通过学校指定的途径及时获取作业要求和相关资料。
3.2 作业理解仔细阅读并理解作业要求。
如有任何疑问,请及时向任课老师或助教咨询。
3.3 作业准备根据作业要求收集和整理所需的资料和参考文献。
确保你具备完成作业所需的知识和技能。
3.4 作业撰写按照规定的格式和要求开始撰写作业。
在论文或报告中,逻辑清晰、语句通顺是重要的要求。
在实践性作业中,注意代码的可读性和可维护性。
3.5 作业修改和完善完成初稿后,仔细检查作业内容,确保无遗漏或错误。
根据需要进行修改和完善,提高作业质量和可读性。
3.6 作业提交按照作业要求的截止日期和提交方式准时提交作业。
确保作业命名规范并附上必要的附件。
4. 作业评价每次作业提交后,任课老师和助教会进行评价和反馈。
作业评价主要从以下方面考虑:- 作业完成的准确性和质量。
- 对课程内容的理解和运用。
- 对问题解答或项目设计的创新性和实用性。
根据评价结果,学生将获得相应的成绩和反馈意见。