全国滚动轴承标准化技术委员会
GB308—2002 滚动轴承 钢球
前言本标准对应于ISO3290:1998《滚动轴承—球—尺寸和公差》,与ISO3290的一致性程度为非等效,主要差异如下:——按照汉语习惯对一些编排格式进行了修改;——将一些适用于国际标准的表述必为适用于我国标准的表述;——在第5章中增加了5.1“材料和热处理”、5.6“残磁”、5.7“其他”的技术要9本标准的附录A、附录B、附录C为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(CSBTS/TC98)归口。
本标准起草单位:洛阳轴承研究所。
本标准主要起草人:马素青。
本标准所代替标准的历次版本发布情况为:——GB308—1964、GB308—1977、GB308—1984、GB308—1989。
滚动轴承钢球1范围本标准规定了钢球的尺寸、技术要求、标志、测量及检验方法、检验规则、包装及贮存。
本标准适用于滚动轴承配套用钢球和商品高碳铬轴承钢钢球。
D一般用于标注球尺寸的直径值。
w3.2 球单一直径 single ball diameter与球实际表面相切的两平行平面间的距离。
Dws3.3 球平均直径 mean ball diameter球的最大与最小单一直径的算术平均值。
Dwm3.4 球直径变动量 variation ball diameterV球的最大与最小单一直径之差。
Dws3.5 表面不平度和形状参数 Surface irregularities and form parameters偏离理想球面的各种偏差,它们沿整个球表面分布并重复出现。
注1:这些偏差起因于:球形误差;波纹度;表面粗糙度。
注2:本标准未规定表面缺陷(及其大小),其定义如下:表面缺陷:是指在加工、贮藏、转运或使用过程中,无意或偶然生成的实际表面的单元体、不规则体或成组的单元体、不规则体。
这类单元体或不规则体与构成表面的粗糙度的那些单注:球等级用字母G和数字不定来识别。
3.10规值ball gaugeS 球批平均直径与球公称直径之间的差量,此量为一已定系列中的一个量。
JBT 8566-2008 滚动轴承 碳钢轴承零件 热处理技术条件
ICS 21.100.20 J 11JB滚动轴承 碳钢轴承零件热处理技术条件Rolling bearings ―Bearing parts made from carbon steel―Specifications for heat-treatment中华人民共和国国家发展和改革委员会 发布前 言本标准代替JB/T 8566-1997《滚动轴承零件碳钢球轴承套圈热处理技术条件》和JB/T 8569-1997《滚动轴承零件碳钢球渗碳热处理技术条件》。
本标准与JB/T 8566-1997和JB/T 8569-1997相比,主要变化如下:——修改了标准名称,并把JB/T 8566-1997和JB/T 8569-1997加以合并(1997年版和本版的封面及首页);——增加了渗碳钢球压碎载荷值(见附录A);——修改了检验方法(1997年版和本版的第5章)。
本标准的附录A为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(SAC/TC 98)归口。
本标准起草单位:万向钱潮股份有限公司、洛阳轴承研究所、洛阳轴研科技股份有限公司。
本标准主要起草人:叶健熠、郑晓敏、王智勇、范围广、仇亚军、屠国青、梁林霞。
本标准所代替标准的历次版本发布情况为:——JB/T 8566-1997;——JB/T 8569-1997。
I标准分享网 免费下载滚动轴承 碳钢轴承零件 热处理技术条件1 范围本标准规定了采用符合GB/T 699-1999中的45钢或性能与之相当的优质碳素结构钢制造的轴承套圈锻造或锻造退火和淬、回火后的技术要求、检验方法与检验规则以及10、15优质碳素结构钢或含碳量和力学性能与其接近的碳钢制造的碳钢球的渗碳和淬、回火技术要求、检验方法与检验规则。
本标准适用于上述钢制轴承零件的热处理质量检验。
对有特殊要求的轴承零件以及其他用途的碳钢球,应按产品图样的规定。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
实用文档之滚动轴承 钢球

实用文档之"前言"本标准对应于ISO3290:1998《滚动轴承—球—尺寸和公差》,与ISO3290的一致性程度为非等效,主要差异如下:——按照汉语习惯对一些编排格式进行了修改;——将一些适用于国际标准的表述必为适用于我国标准的表述;——在第5章中增加了5.1“材料和热处理”、5.6“残磁”、5.7“其他”的技术要求;——增加了第6章“标志”、第7章“测量及检验方法”、第8章“检验规则”、第9章“包装及贮存”。
——增加了附录C“成品钢球压碎载荷值”。
本标准代替GB/T308—1989《滚动轴承钢球》本标准与GB/T308—1989相比,主要变化如下:——增加了表面不平度和形状参数、波纹度的术语和定义(见3.5和3.5.2);——修改了表面粗糙度的定义,并且压缩了表面粗糙度R a的数值(见3.5.3和表3)——增加了优先采用的球公称直径表中的尺寸规格(见表1);——增加了G24级的公差级别(见5.3、表3、表4);——取消了各公差等级钢球所适用的尺寸范围表(1989年版的表4)——修改了钢球硬度值(1989年版的5.4,本版的5.2、表2);——增加了钢球残磁限值的规定(见5.6、7.5);——增加了钢球裂纹的检查方法(见7.7);——修改了钢球表面粗糙度的测量方法(1989年版的6.2.3,本版的7.3);——修改了检测规则的内容(1989年的第7章,本版的第8章);——将“标志”内容单独作为一章(1989年版的8.1,本版的第6章);——修改了球形误差测量的附录(见附录B);——增加了“成品钢球压碎载荷值”(见附录C)本标准的附录A、附录B、附录C为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(CSBTS/TC98)归口。
本标准起草单位:洛阳轴承研究所。
本标准主要起草人:马素青。
本标准所代替标准的历次版本发布情况为:——GB308—1964、GB308—1977、GB308—1984、GB308—1989。
JB/T 10510-2005《滚动轴承材料接触疲劳试验方法》介绍

表 1 术 语及 定 义
●
名 称 接触应力 接触疲劳 接触疲劳寿命 特 寿命 额定寿命 中值 寿命
符 号 S
定
义
接触物体之问集 中于局部接触区的相互压力而产牛 的应力 试样 的局部接触区在循 环接触应力作用下产牛疲劳裂纹 ,经一定循环 次数后 ,接触表
面 、浅层或深层发生接触疲劳剥落失效 时所承受 的应力循 环次数 服从韦布尔分布 ,破坏概率为 6 . %时子样 的接 触疲劳寿命 32
L0 l L0 5
服从韦布尔分布 ,破坏概率为 1%时子样的接触疲劳寿命 0 服从韦布尔分布 ,破坏概率为 5 %时子样的接触疲劳寿命 0
— —
试验 机在 每 次试 验前 应 进 行 调试 ,使 其 符
冷却油的进 口温度为 5 4 o c 0C; c一 工作 载荷应 不大于 16 9N,误差不应 超过
合试验要求。载荷 系统应每年校验一次。
c )试 验机 的 润滑
— —
—
—
±1 : %
应采用 N 2 3 油润滑 ;
2 标准 中涉及 的术 语 及定 义见 表 1 ) 。
轴承行业所进行的接触疲劳试验主要是进行不 同材料 的接触疲劳寿命对 比试验 、不 同工艺的接触
疲劳 寿命对 比试 验及零 件 ( 主要 是钢 球 ) 的 接触 疲
劳寿命试验 ,以为轴承的设计 、选材 、制定冷、热 加工工艺提供依据 ,通常采用 点接触 的试验 方式, 在 T J试验机上进行。J/ 0 1 I P B T 150规范了滚动轴
维普资讯
料 耪 舷 癍 劳试 验 茄 法 喻 绍
由中国机械工业联合会提 出,全 国滚动轴承标 准化技术委员会 (A / 9 )归 口,洛 阳轴承研究 S C T8 所 、万 向集 团 技 术 中心 负 责 起 草 的 J / 150 B T 0 1— 承材料及零件接触疲劳寿命 的测定试验方法 ,并为 钢球 的接触疲劳寿命提供了评判依据。
全国滚动轴承标准化技术委员会技术文件批准发布公告
S C 9 . 3—2 1 AC T 8 9 00
全 国滚 动 轴 承 标 准 化 技 术 委 员会 技 术 文 件 滚 动轴 承 带 防 尘 盖 深 沟 球轴 承 技 术 条 件
前言
途两 面带 冲压 防 尘 盖 深 沟球 轴 承 ( 以下 简 称 带 防尘 盖球 轴 承 ) 的技术 条件 。 本 文 件 适 用 于 带 防 尘 盖 球 轴 承 的生 产 检 验和 用户 验 收。
业标 准实 施 。 二 零 一零年 三月 十八 日
会议 的决议 , 发 布 1项 全 国轴 承 标 委 会 技术 新
文 编号 件
S CT 89 — 00 A C9.3 2 1 滚动轴承
文 名 件 称
带 防尘 盖深 沟球 轴承 技术 条件
批 期 『建 实 期 准日 议 施日
轴 承技 术
21 0 0年第 4期
・ 5・ 2
全 国滚 动 轴 承 标 准 化 技 术 委 员 会 技 术 文件 批 准 发 布 公告
根 据 《 国滚 动轴 承 标 准化 技术 委 员 会 技 全 术文 件管理 办法 》 和全 国滚 动 轴 承标 准 化 技术 委员会 ( 以下 简 称 全 国轴 承 标 委 会 ) 届 五 次 五 文件 , 现予 以公 布 。文 件 编 号 、 文件 名 称 、 准 批 日期 如下 , 单位 可 根 据 情 况 引用 或 转 化 为 企 各
件 的最 新版 本 。凡 是 不 注 日期 的 引用 文 件 , 其
最新 版本 适 用于 本文 件 。
G / 7 B T 2 6—1 9 滚 动 轴 承 94 承
承
滚动轴承座标准
IC S 21.100.20J11JB/T8874-2000滚动轴承座技术条件Plummer b lock housings fo r rolling bea rings—Specifications2000-04-24 发布2000-10-01 实施国家机械工业局发布 前 言本标准是对JB/T 8874—1999的修订。
修订时对原标准作了编辑性修改。
本标准与JB/T 8874—1999相比,主要技术内容改变为:——更改了中心高H s 的测量方法;——增加了形位公差的测量方法。
本标准自实施之日起代替JB/T 8874—1999。
本标准由全国滚动轴承标准化技术委员会提出并归口。
本标准起草单位:洛阳轴承研究所。
本标准起草人:宋玉聪。
本标准于1979年首次发布,1987年第一次修订为ZB J11 003—87,于1999年4月标准号调整为JB/T 8874—1999。
JB/T 8874-2000 11 范围本标准规定了外形尺寸符合G B/T 7813的二螺柱和四螺柱剖分式轴承座(以下简称轴承座)的技术条件。
本标准适用于轴承座的生产检验和用户验收。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 275—1993 滚动轴承与轴和外壳的配合GB/T 1184—1996 形状和位置公差 未注公差值 GB/T 1800.4—1999 极限与配合 标准公差等级和孔、轴的极限偏差表GB/T 2828—1987 逐批检查计数抽样程序及抽样表(适用于连续批的检查) GB/T 4199—1984 滚动轴承 公差定义GB/T 6930—1986 滚动轴承 词汇GB/T 7813—1998 滚动轴承 轴承座 外形尺寸GB/T 8597—1988滚动轴承 包装GB/T 9439—1988 灰铸铁件 3 定义本标准采用G B/T 6930和GB/T 4199给出的定义。
GB — 滚动轴承 钢球
前言本标准对应于ISO3290:1998《滚动轴承—球—尺寸和公差》,与ISO3290的一致性程度为非等效,主要差异如下:——按照汉语习惯对一些编排格式进行了修改;——将一些适用于国际标准的表述必为适用于我国标准的表述;——在第5章中增加了5.1“材料和热处理”、5.6“残磁”、5.7“其他”的技术要求;——增加了第6章“标志”、第7章“测量及检验方法”、第8章“检验规则”、第9章“包装及贮存”。
——增加了附录C“成品钢球压碎载荷值”。
本标准代替GB/T308—1989《滚动轴承钢球》本标准与GB/T308—1989相比,主要变化如下:——增加了表面不平度和形状参数、波纹度的术语和定义(见3.5和3.5.2);的数值(见3.5.3和——修改了表面粗糙度的定义,并且压缩了表面粗糙度Ra表3)——增加了优先采用的球公称直径表中的尺寸规格(见表1);——增加了G24级的公差级别(见5.3、表3、表4);——取消了各公差等级钢球所适用的尺寸范围表(1989年版的表4)——修改了钢球硬度值(1989年版的5.4,本版的5.2、表2);——增加了钢球残磁限值的规定(见5.6、7.5);——增加了钢球裂纹的检查方法(见7.7);——修改了钢球表面粗糙度的测量方法(1989年版的6.2.3,本版的7.3);——修改了检测规则的内容(1989年的第7章,本版的第8章);——将“标志”内容单独作为一章(1989年版的8.1,本版的第6章);——修改了球形误差测量的附录(见附录B);——增加了“成品钢球压碎载荷值”(见附录C)本标准的附录A、附录B、附录C为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(CSBTS/TC98)归口。
本标准起草单位:洛阳轴承研究所。
本标准主要起草人:马素青。
本标准所代替标准的历次版本发布情况为:——GB308—1964、GB308—1977、GB308—1984、GB308—1989。
《滚动轴承标准应用手册(2018版)》隆重出版

《滚动轴承标准应用手册(2018版)》隆重出版为认真贯彻国家的战略部署,实施标准引领,促进轴承产品的质量提升,早日实现 中国轴承的强国梦,满足轴承生产企业、用户及其他使用方对新标准的需求,全国滚动 轴承标准化技术委员会秘书处历经一年时间编辑的《滚动轴承标准应用手册(2018版)》 现已出版。
本手册分上、中、下三册,收录了截止到2018年7月底滚动轴承领域批准 发布的现行标准230项(包括2018年初上报待批的10项行业标准),其中国家标准129 项,行业标准101项。
本手册全套共计3000余页,网员单位订购价1000元/套,非网员单位订购价1300 元/套(均含邮费)。
凡需要订购的单位和个人,请填写订购单并E-mail 至洛阳轴承研究所标准化室(**************)。
收到汇款后发票和应用手册将一并快递寄出。
注:电汇单的汇款用途栏请注“技术咨询费”,否则需另加6%的税费。
开户行全称:洛阳轴承研究所有限公司 开户行:工行洛阳市长春支行
帐 号:1705021209021002412订购
电话及传真:*************
E-mail: zysbwh@ 邮 编:471039
单名 称
订购套数金额
滚动轴承标准应用手册(2018版)单位名称
邮编详细地址联系人联系电话E-mail 注:一次性订购10套,可享受九折优惠。
轴研所简介

洛阳轴承研究所洛阳轴承研究所(以下简称“轴研所”)成立于1958年,是我国轴承行业唯一的国家级一类综合性研究所,是全国轴承行业技术研究、开发、咨询和服务中心。
50年来,轴研所在轴承行业一直保持着轴承设计理论与技术、工艺装备与精密仪器、试验技术与信息标准等方面的综合优势,是全国首批具有进出口自主权的百家科研院所之一。
先后共取得重大科研课题成果791项,其中获国家发明奖和国家科技进步奖等国家级奖励31项、省部级科技成果奖198项。
这些科技成果在行业上得到了广泛推广和应用,促进了整个轴承行业的技术进步。
轴研所是中国轴承工业协会的常务理事单位、全国滚动轴承行业标准化技术归口单位、机械工业轴承科技信息网的网长单位。
中国轴承工业协会技术委员会秘书处、ISO/TC4中国秘书处、全国滚动轴承标准化技术委员会秘书处、国家轴承质量监督检测中心、机械工业职业技能鉴定轴承行业分中心均设在轴研所内。
轴研所是世界上为数极少的同时生产电主轴和精密机床主轴轴承的生产商之一,电主轴设计技术和制造技术在国内处于领先地位,掌握了超精密级轴承的加工和配对技术,产品的主要技术指标均与国际知名品牌的水平相当。
其开发研制的高速涡轮牙钻轴承、轧机轴承、机器人轴承、风力发电机轴承、陶瓷球轴承、石油钻机轴承、汽车摩托车轴承、空调压缩机轴承等高科技系列产品,广泛应用于国民经济建设的各个领域。
轴研所是我国航天轴承领域的主要研制单位,曾圆满完成了我国航天发展史上具有里程碑意义的轴承配套任务,即第一颗人造地球卫星、载人飞船、探月工程和载人航天飞行,曾多次受到中共中央、国务院、中央军委及有关单位的嘉奖,为我国的国防建设做出了突出贡献。
科技是第一生产力,人才是企业发展之本。
作为国家一类科研机构,轴研所人才济济。
经国家人事部批准,2003年成立了博士后科研工作站,2004年被河南省人事厅评为优秀博士后科研工作站。
截止2007年底,轴研所共有工766人,其中技术人员334人,占职工总数的45%;高级技术人员133人,占技术人员的40%;国家级科技人才7人。
GB308—2002滚动轴承钢球

前言本标准对应于ISO3290:1998《滚动轴承—球—尺寸和公差》,与ISO3290的一致性程度为非等效,主要差异如下:——按照汉语习惯对一些编排格式进行了修改;——将一些适用于国际标准的表述必为适用于我国标准的表述;——在第5章中增加了5.1“材料和热处理”、5.6“残磁”、5.7“其他”的技术要求;——增加了第6章“标志”、第7章“测量及检验方法”、第8章“检验规则”、第9章“包装及贮存”。
——增加了附录C“成品钢球压碎载荷值”。
本标准代替GB/T308—1989《滚动轴承钢球》本标准与GB/T308—1989相比,主要变化如下:——增加了表面不平度和形状参数、波纹度的术语和定义(见3.5和3.5.2);的数值(见3.5.3和表3)——修改了表面粗糙度的定义,并且压缩了表面粗糙度Ra——增加了优先采用的球公称直径表中的尺寸规格(见表1);——增加了G24级的公差级别(见5.3、表3、表4);——取消了各公差等级钢球所适用的尺寸范围表(1989年版的表4)——修改了钢球硬度值(1989年版的5.4,本版的5.2、表2);——增加了钢球残磁限值的规定(见5.6、7.5);——增加了钢球裂纹的检查方法(见7.7);——修改了钢球表面粗糙度的测量方法(1989年版的6.2.3,本版的7.3);——修改了检测规则的内容(1989年的第7章,本版的第8章);——将“标志”内容单独作为一章(1989年版的8.1,本版的第6章);——修改了球形误差测量的附录(见附录B);——增加了“成品钢球压碎载荷值”(见附录C)本标准的附录A、附录B、附录C为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(CSBTS/TC98)归口。
本标准起草单位:洛阳轴承研究所。
本标准主要起草人:马素青。
本标准所代替标准的历次版本发布情况为:——GB308—1964、GB308—1977、GB308—1984、GB308—1989。
国标—滚动轴承
1 主题内容与适用范围
本标准规定了外形尺寸符合GB 273.3《滚动轴承向心轴承外形尺寸》的深沟球轴承、外圈有止动槽的深沟球轴承、带防尘盖的深沟球轴承及带密封圈的深沟球轴承的外形尺寸。
本标准适用于深沟球轴承以及有止动槽的深沟球轴承、带防尘盖及带密封圈的深沟球轴承。
2 引用标准
GB273.3 滚动轴承向心轴承外形尺寸
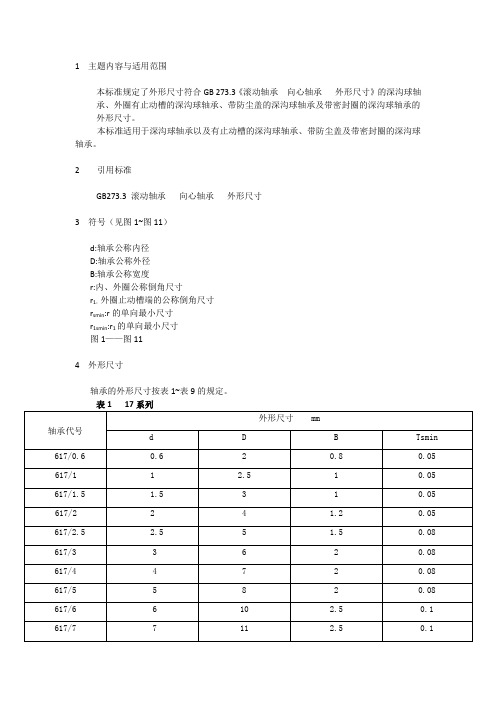
3 符号(见图1~图11)
d:轴承公称内径
D:轴承公称外径
B:轴承公称宽度
r:内、外圈公称倒角尺寸
r1:外圈止动槽端的公称倒角尺寸
r smin:r的单向最小尺寸
r1smin:r1的单向最小尺寸
图1——图11
4 外形尺寸
轴承的外形尺寸按表1~表9的规定。
5 标记
标记示例:滚动轴承6012 GB/T 276-94
附录 A
新旧轴承代号对照
(参考件)
A1新旧轴承代号对照见表A1.
附加说明:
本标准由中华人民共和国机械工业部提出.
本标准由全国滚动轴承标准化技术委员会归口.
本标准由机械工业部洛阳轴承研究所起草. 本标准起草人刘建德.。
GB308—2002 滚动轴承 钢球

前言本标准对应于ISO3290:1998《滚动轴承—球—尺寸和公差》,与ISO3290的一致性程度为非等效,主要差异如下:——按照汉语习惯对一些编排格式进行了修改;——将一些适用于国际标准的表述必为适用于我国标准的表述;——在第5章中增加了5.1“材料和热处理”、5.6“残磁”、5.7“其他”的技术要求;——增加了第6章“标志”、第7章“测量及检验方法”、第8章“检验规则”、第9章“包装及贮存”。
——增加了附录C“成品钢球压碎载荷值”。
本标准代替GB/T308—1989《滚动轴承钢球》本标准与GB/T308—1989相比,主要变化如下:——增加了表面不平度和形状参数、波纹度的术语和定义(见3.5和3.5.2);——修改了表面粗糙度的定义,并且压缩了表面粗糙度R a的数值(见3.5.3和表3)——增加了优先采用的球公称直径表中的尺寸规格(见表1);——增加了G24级的公差级别(见5.3、表3、表4);——取消了各公差等级钢球所适用的尺寸范围表(1989年版的表4)——修改了钢球硬度值(1989年版的5.4,本版的5.2、表2);——增加了钢球残磁限值的规定(见5.6、7.5);——增加了钢球裂纹的检查方法(见7.7);——修改了钢球表面粗糙度的测量方法(1989年版的6.2.3,本版的7.3);——修改了检测规则的内容(1989年的第7章,本版的第8章);——将“标志”内容单独作为一章(1989年版的8.1,本版的第6章);——修改了球形误差测量的附录(见附录B);——增加了“成品钢球压碎载荷值”(见附录C)本标准的附录A、附录B、附录C为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(CSBTS/TC98)归口。
本标准起草单位:洛阳轴承研究所。
本标准主要起草人:马素青。
本标准所代替标准的历次版本发布情况为:——GB308—1964、GB308—1977、GB308—1984、GB308—1989。
国家滚动轴承执行标准

国家滚动轴承执行标准
国家滚动轴承的执行标准包括以下几个方面:
1. 产品标准:国家对滚动轴承的产品进行标准化,制定滚动轴承的技术要求、规格尺寸、检测方法等内容。
常见的国家产品标准有GB/T(国家标准)、ISO(国际标准组织)等。
2. 检验标准:国家制定了滚动轴承的检验要求和方法,包括外观检查、尺寸测量、硬度测试、材料成分分析等多个方面。
常见的检验标准有GB/T、ISO等。
3. 使用标准:针对滚动轴承的安装、使用、维护等方面制定了标准,以确保滚动轴承的正常使用和性能优化。
常见的使用标准有GB/T、ISO等。
4. 故障诊断和评定标准:针对滚动轴承的故障诊断和评定制定了相应的标准,以便对滚动轴承进行检测和修理。
常见的故障诊断和评定标准有GB/T、ISO等。
以上是国家滚动轴承执行标准的一些常见内容,具体执行标准可根据具体产品和需求而定。
轴承行业标准
轴承行业标准一、综合基础标准目录标准化管理、质量管理(7个)设计管理、工艺管理(6个)二、技术基础标准目录机械制图(47个)结构要素(12个)三、滚动轴承国家标准目录四、滚动轴承机械行业标准目录五、滚动轴承机械行业标准(内部使用)目录六、全国滚动轴承标准化技术委员会技术文件目录七、材料系统标准目录黑色金属部分(45个)有色金属部分(16个)非金属部分(2个)力学性能试验方法(26个)金相检验方法(23个)无损检验方法(9个)材料保护(4个)金属化学分析方法(25个)八、轴承工业采用国际标准情况一览表ISO/TC4标准ISO/TC4标准ISO/TC4标准ISO/TC4技术报告非ISO/TC4标准九、轴承工业采用国外先进标准情况一览表国外先进国家或协会标准国外先进国家或协会标准国外先进国家或协会标准国外公司标准或规范国外公司标准或规范一、综合基础标准目录标准化管理、质量管理(7个)序号新标准编号旧标准编号标准名称备注1 JB/T 3750—1984 —产品种类划分2 JB/T 5057—1991 —机械工业企业产品质量事故分类3 JB/T 5058—1991 —机械工业产品质量特性重要度分级导则4 JB/T 5059—1991 —特殊工序质量控制导则5 JB/T 8514.1—1997 JB/ZZ90.1—1987 企业标准化工作导则总则6 GB/T 19001—2000 —质量管理体系要求7 GB/T 19023—1996 —质量手册编制指南设计管理、工艺管理(6个)序号新标准编号旧标准编号标准名称备注1 JB/T 5054.2—2000 JB/T 5054.2—1999 产品图样及设计文件图样的基本要求2 JB/T 5054.7—2001 JB/T 5054.7—1991 产品图样及设计文件标准化审查3 JB/T 5054.8—2001 JB/T 5054.8—1991 产品图样及设计文件通用件管理办法4 JB/T 5054.9—2001 JB/T 5054.9—1991 产品图样及设计文件借用件管理办法5 JB/T 5055—2001 JB/T 5055—1991 机械工业新产品开发设计基本程序6 JB/T9169.1—1998 JB/Z 338.1—1988 工艺管理导则总则二、技术基础标准目录机械制图(47个)序号新标准编号旧标准编号标准名称备注1 GB/T 131—1993 GB 131—1983 机械制图表面粗糙度符号、代号及其注法2 GB/T 157—1989 GB 157—1983 锥度与锥角系列3 GB/T 324—1988 GB 324-1980 焊缝符号表示法4 GB/T 1031—1995 GB 1031—1983 表面粗糙度参数及其数值5 GB/T 1800.1—1997 GB 1800—1979部分极限与配合基础第1部分:词汇6 GB/T 1800.2—1998 GB 1800-1979部分极限与配合基础第2部分:公差、偏差和配合的基本规定7 GB/T 1800.3—1998 GB 1800—1979部分极限与配合基础第3部分:标准公差和基本偏差数值表8 GB/T 1800.4—1999 —极限与配合标准公差等级和孔、轴的极限偏差表9 GB/T 1801—1999 GB 159~174-1959GB 1801-1979 极限与配合公差带和配合的选择10 GB/T 1803-1979 GB 159~174-1959 公差与配合尺寸至18mm孔、轴公差带11 GB/T 1804-2000 GB/T 1804-1992GB 1335-1989GB 3177-1982 一般公差未注公差的线性和角度尺寸的公差12 GB/T 1182-1996 GB 1182-80GB 1183-80 形状和位置公差通则、定义、符号和图样表示法13 GB/T 1184-1996 GB 1184-80 形状和位置公差未注公差值14 GB/T 3177-1997 GB 3177-1992 光滑工件尺寸的检验15 GB/T 3505-2000 GB/T 3505-1983 产品几何技术规范表面结构轮廓法表面结构的术语、定义及参数16 GB/T 4096-1983 —棱体的角度与斜度系列17 GB/T 4249-1996 GB 4249-1984 公差原则18 GB/T 4380-1984 —确定圆度误差的方法两点、三点法19 GB/T 4457.4-1984 GB 126-1974 机械制图图线20 GB/T 4457.5-1984 GB 126-1974 机械制图剖面符号21 GB/T 4458.1-1984 GB 128-1974 机械制图图样画法22 GB/T 4458.2-1984 GB 128-1974 机械制图装配图中零部件的序号及其编排方法23 GB/T 4458.3-1984 GB 128-1974 机械制图轴侧图24 GB/T 4458.4-1984 GB 129-1974 机械制图尺寸注法25 GB/T 4458.5-1984 GB 130-1974 机械制图尺寸公差与配合的注法26 GB/T 4459.1-1995 GB 4459.1-1984 机械制图螺纹及螺纹紧固件表示法27 GB/T 4459.2-1984 GB 133-1974 机械制图齿轮画法28 GB/T 4459.3-2000 GB/T 4459.3-1984 机械制图花键画法29 GB/T 4459.4-1984 GB 133-1974 机械制图弹簧画法30 GB/T 4459.5-1999 GB 4459.5-1984 机械制图中心孔表示法31 GB/T 4459.7-1998 GB 4458.1-1984 机械制图滚动轴承表示法32 GB/T 5371-1985 —公差与配合过盈配合的计算和选用33 GB/T 7220-1987 —表面粗糙度术语参数测量34 GB/T 7234-1987 —圆度测量术语、定义及参数35 GB/T 7235-1987 —评定圆度误差的方法半径变化量测定36 GB/T 11334-1989 —圆锥公差37 GB/T 11336-1989 —直线度误差检测38 GB/T 11337-1989 —平面度误差检测39 GB/T 12212-1990 —技术制图焊缝符号的尺寸比例及简化表示法40 GB/T 13319-1991 —形状和位置公差位置度公差41 GB/T 14689-1993 GB 4457.1-1984 技术制图图纸幅面和格式42 GB/T 14690-1993 GB 4457.2-1984 技术制图比例43 GB/T 14691-1993 GB 4457.3-1984 技术制图字体44 GB/T 14692-1993 —技术制图投影法45 GB/T 15754-1995 —技术制图圆锥的尺寸和公差注法46 GB/T 17450-1998 —技术制图图线47 GB/T 17451-1998 —技术制图图样画法视图结构要素(12个)序号新标准编号旧标准编号标准名称备注1 GB/T 3-1997 GB 3-1979 螺纹收尾、肩距、退刀槽、倒角2 GB/T 145-1985 GB 145-1959 中心孔3 GB/T 158-1996 GB 158-1984 机床工作台T形槽和相应螺栓4 GB/T 1569-1990 GB 1569-79 圆柱形轴伸5 GB/T 1570-1990 GB1570-79 圆锥形轴伸6 GB/T 6403-1986 —零件结构要素7 GB/T 192~197-1981 GB 192~197-63 普通螺纹8 GB/T 1167-1996 GB 1167-1974 过渡配合螺纹9 GB/T 1415-1992 GB 1415-1978 米制锥螺纹10 GB/T 14791-1993 GB 2515-1981 螺纹术语11 GB/T 15054.1~15054.5-1994 GB 192~195-1963 小螺纹12 GB/T 15756-1995 —普通螺纹极限尺寸二、技术基础标准目录机械制图(47个)序号新标准编号旧标准编号标准名称备注1 GB/T 131—1993 GB 131—1983 机械制图表面粗糙度符号、代号及其注法2 GB/T 157—1989 GB 157—1983 锥度与锥角系列3 GB/T 324—1988 GB 324-1980 焊缝符号表示法4 GB/T 1031—1995 GB 1031—1983 表面粗糙度参数及其数值5 GB/T 1800.1—1997 GB 1800—1979部分极限与配合基础第1部分:词汇6 GB/T 1800.2—1998 GB 1800-1979部分极限与配合基础第2部分:公差、偏差和配合的基本规定7 GB/T 1800.3—1998 GB 1800—1979部分极限与配合基础第3部分:标准公差和基本偏差数值表8 GB/T 1800.4—1999 —极限与配合标准公差等级和孔、轴的极限偏差表9 GB/T 1801—1999 GB 159~174-1959GB 1801-1979 极限与配合公差带和配合的选择10 GB/T 1803-1979 GB 159~174-1959 公差与配合尺寸至18mm孔、轴公差带11 GB/T 1804-2000 GB/T 1804-1992GB 1335-1989GB 3177-1982 一般公差未注公差的线性和角度尺寸的公差12 GB/T 1182-1996 GB 1182-80GB 1183-80 形状和位置公差通则、定义、符号和图样表示法13 GB/T 1184-1996 GB 1184-80 形状和位置公差未注公差值14 GB/T 3177-1997 GB 3177-1992 光滑工件尺寸的检验15 GB/T 3505-2000 GB/T 3505-1983 产品几何技术规范表面结构轮廓法表面结构的术语、定义及参数16 GB/T 4096-1983 —棱体的角度与斜度系列17 GB/T 4249-1996 GB 4249-1984 公差原则18 GB/T 4380-1984 —确定圆度误差的方法两点、三点法19 GB/T 4457.4-1984 GB 126-1974 机械制图图线20 GB/T 4457.5-1984 GB 126-1974 机械制图剖面符号21 GB/T 4458.1-1984 GB 128-1974 机械制图图样画法22 GB/T 4458.2-1984 GB 128-1974 机械制图装配图中零部件的序号及其编排方法23 GB/T 4458.3-1984 GB 128-1974 机械制图轴侧图24 GB/T 4458.4-1984 GB 129-1974 机械制图尺寸注法25 GB/T 4458.5-1984 GB 130-1974 机械制图尺寸公差与配合的注法26 GB/T 4459.1-1995 GB 4459.1-1984 机械制图螺纹及螺纹紧固件表示法27 GB/T 4459.2-1984 GB 133-1974 机械制图齿轮画法28 GB/T 4459.3-2000 GB/T 4459.3-1984 机械制图花键画法29 GB/T 4459.4-1984 GB 133-1974 机械制图弹簧画法30 GB/T 4459.5-1999 GB 4459.5-1984 机械制图中心孔表示法31 GB/T 4459.7-1998 GB 4458.1-1984 机械制图滚动轴承表示法32 GB/T 5371-1985 —公差与配合过盈配合的计算和选用33 GB/T 7220-1987 —表面粗糙度术语参数测量34 GB/T 7234-1987 —圆度测量术语、定义及参数35 GB/T 7235-1987 —评定圆度误差的方法半径变化量测定36 GB/T 11334-1989 —圆锥公差37 GB/T 11336-1989 —直线度误差检测38 GB/T 11337-1989 —平面度误差检测39 GB/T 12212-1990 —技术制图焊缝符号的尺寸比例及简化表示法40 GB/T 13319-1991 —形状和位置公差位置度公差41 GB/T 14689-1993 GB 4457.1-1984 技术制图图纸幅面和格式42 GB/T 14690-1993 GB 4457.2-1984 技术制图比例43 GB/T 14691-1993 GB 4457.3-1984 技术制图字体44 GB/T 14692-1993 —技术制图投影法45 GB/T 15754-1995 —技术制图圆锥的尺寸和公差注法46 GB/T 17450-1998 —技术制图图线47 GB/T 17451-1998 —技术制图图样画法视图结构要素(12个)序号新标准编号旧标准编号标准名称备注1 GB/T 3-1997 GB 3-1979 螺纹收尾、肩距、退刀槽、倒角2 GB/T 145-1985 GB 145-1959 中心孔3 GB/T 158-1996 GB 158-1984 机床工作台T形槽和相应螺栓4 GB/T 1569-1990 GB 1569-79 圆柱形轴伸5 GB/T 1570-1990 GB1570-79 圆锥形轴伸6 GB/T 6403-1986 —零件结构要素7 GB/T 192~197-1981 GB 192~197-63 普通螺纹8 GB/T 1167-1996 GB 1167-1974 过渡配合螺纹9 GB/T 1415-1992 GB 1415-1978 米制锥螺纹10 GB/T 14791-1993 GB 2515-1981 螺纹术语11 GB/T 15054.1~15054.5-1994 GB 192~195-1963 小螺纹12 GB/T 15756-1995 —普通螺纹极限尺寸三、滚动轴承国家标准目录(61个)序号新标准编号旧标准编号标准名称备注1 GB/T 271-1997 GB 271-87 滚动轴承分类GB(十二)2 GB/T 272-1993 GB 272-88 滚动轴承代号方法GB(八)3 GB/T 273.1-1987 GB 273.1-81 滚动轴承圆锥滚子轴承外形尺寸方案GB(五)4 GB/T 273.2-1998 GB 273.2-87 滚动轴承推力轴承外形尺寸总方案GB(十二)5 GB/T 273.3-1999 GB 273.3-88 滚动轴承向心轴承外形尺寸总方案GB(十三)6 GB/T 274-2000 GB 274-91 滚动轴承倒角尺寸最大值GB(十三)7 GB/T 275-1993 GB 275-84 滚动轴承与轴和外壳的配合GB(七)8 GB/T 276-1994 GB 276-89GB 277-89GB 278-89GB 279-89GB 4221-84 滚动轴承深沟球轴承外形尺寸GB(九)9 GB/T 281-1994 GB 281-84GB 282-87 滚动轴承调心球轴承外形尺寸GB(九)10 GB/T 283-1994 GB 283-87GB 284-87 滚动轴承圆柱滚子轴承外形尺寸GB(九)11 GB/T 285-1994 GB 285-87 滚动轴承双列圆柱滚子轴承外形尺寸GB(九)12 GB/T 288-1994 GB 287-87GB 288-87 滚动轴承调心滚子轴承外形尺寸GB(九)13 GB/T 290-1998 GB 290-89 滚动轴承冲压外圈滚针轴承外形尺寸GB(十二)14 GB/T 292-1994 GB 292-83GB 293-84GB 295-83 滚动轴承角接触球轴承外形尺寸GB(九)注:“备注”栏内指明该标准所在的滚动轴承标准合订本。
全国260个标准化技术委员会TC代码及名称

全国260个标准化技术委员会TC代码及名称TC号TC名称TC1 全国电压电流等级和频率标准化技术委员会TC2 全国微电机标准化技术委员会TC3 全国液压气动标准化技术委员会TC4 全国信息和文献标准化技术委员会TC5 全国涂料和颜料标准化技术委员会TC6 全国集装箱标准化技术委员会TC7 全国人类工效学标准化技术委员会TC8 全国电工电子产品环境条件与环境试验标准化技术委员会 TC9 全国防爆电气设备标准化技术委员会TC10 全国医用电器设备标准化技术委员会TC11 全国食品添加剂标准化技术委员会TC12 全国海洋船标准化技术委员会TC15 全国塑料标准化技术委员会TC16 全国量和单位标准化技术委员会TC17 全国声学标准化技术委员会TC18 全国真空技术标准化技术委员会TC19 全国轮胎轮辋标准化技术委员会TC20 全国能源基础与管理标准化技术委员会TC21 全国统计方法应用标准化技术委员会TC22 全国金属切削机床标准化技术委员会TC23 全国电声学标准化技术委员会TC24 全国电工电子产品可靠性与维修性标准化技术委员会TC26 全国旋转电机标准化技术委员会TC27 全国电气信息结构文件编制和图形符号标准化技术委员会TC28 全国信息技术标准化技术委员会TC30 全国核仪器仪表标准化技术委员会TC31 全国气瓶标准化技术委员会TC32 全国农业分析标准化技术委员会TC33 全国模具标准化技术委员会TC34 全国电工电子设备结构综合标准化技术委员会TC35 全国橡胶与橡胶制品标准化技术委员会TC36 全国带电作业标准化技术委员会TC37 全国农作物种子标准化技术委员会TC38 全国微束分析标准化技术委员会TC39 全国纤维增强塑料标准化技术委员会TC40 全国压力容器标准化技术委员会TC41 全国木材标准化技术委员会TC42 全国煤炭标准化技术委员会TC43 全国导航设备标准化技术委员会TC44 全国变压器标准化技术委员会TC45 全国电力电容器标准化技术委员会TC46 全国家用电器标准化技术委员会TC49 全国包装标准化技术委员会TC50 全国风力机械标准化技术委员会TC51 全国绝缘材料标准化技术委员会TC52 全国齿轮标准化技术委员会TC53 全国机械振动与冲击标准化技术委员会TC54 全国铸造标准化技术委员会TC55 全国焊接标准化技术委员会TC56 全国无损检测标准化技术委员会TC57 全国金属与非金属覆盖层标准化技术委员会 TC58 全国核能标准化技术委员会TC59 全国图形符号标准化技术委员会TC60 全国电力电子学标准化技术委员会TC61 全国林业机械标准化技术委员会TC62 全国术语标准化技术委员会TC63 全国化学标准化技术委员会TC64 全国食品工业标准化技术委员会TC65 全国高压开关设备标准化技术委员会TC66 全国人造板机械标准化技术委员会TC67 全国电器附件标准化技术委员会TC68 全国电动工具标准化技术委员会TC69 全国铅酸蓄电池标准化技术委员会TC70 全国电焊机标准化技术委员会TC71 全国橡胶塑料机械标准化技术委员会TC72 全国搪玻璃设备标准化技术委员会TC73 全国锅炉标准化技术委员会TC74 全国锻压标准化技术委员会TC75 全国热处理标准化技术委员会TC76 全国饲料工业标准化技术委员会TC77 全国碱性蓄电池标准化技术委员会TC78 全国半导体器件标准化技术委员会TC79 全国无线电干扰标准化技术委员会TC80 全国绝缘子标准化技术委员会TC81 全国避雷器标准化技术委员会TC82 全国电力系统控制及其通信标准化技术委员会 TC83 全国电子业务标准化技术委员会TC84 全国木工机床与刀具标准化技术委员会TC85 全国紧固件标准化技术委员会TC86 全国文献影像技术标准化技术委员会TC88 全国矿山机械标准化技术委员会TC89 全国磁性元件与铁氧体材料标准化技术委员会 TC90 全国太阳光伏能源系统标准化技术委员会TC91 全国刀具标准化技术委员会TC94 全国外科器械标准化技术委员会TC95 全国医用注射器(针)标准化技术委员会TC96 全国石油钻采设备和工具标准化技术委员会TC97 全国衡器标准化技术委员会TC98 全国滚动轴承标准化技术委员会TC99 全国口腔材料和器械设备标准化技术委员会TC100 全国安全防范报警系统标准化技术委员会TC101 全国轻工机械标准化技术委员会TC102 全国感光材料标准化技术委员会TC103 全国光学和光学仪器标准化技术委员会TC104 全国电工仪器仪表标准化技术委员会TC105 全国肥料和土壤调理剂标准化技术委员会TC106 全国医用输液器具标准化技术委员会TC107 全国照相机械标准化技术委员会TC108 全国螺纹标准化技术委员会TC109 全国机器轴与附件标准化技术委员会TC110 全国外科植入物和矫形器械标准化技术委员会 TC111 全国商业机械标准化技术委员会TC112 全国个体防护装备标准化技术委员会TC113 全国消防标准化技术委员会TC114 全国汽车标准化技术委员会TC115 全国林木种子标准化技术委员会TC116 全国麻醉和呼吸设备标准化技术委员会TC117 全国陶瓷机械标准化技术委员会TC118 全国标准样品标准化技术委员会TC119 全国制冷标准化技术委员会TC120 全国颜色标准化技术委员会TC121 全国工业电热设备标准化技术委员会TC122 全国试验机标准化技术委员会TC123 全国户外严酷条件下电气装置标准化技术委员会TC124 全国工业过程测量和控制标准化技术委员会TC125 全国教学仪器标准化技术委员会TC126 全国服装洗涤机械标准化技术委员会TC127 全国油墨标准化技术委员会TC128 全国乳品机械标准化技术委员会TC129 全国船舶舾装标准化技术委员会TC130 全国内河船标准化技术委员会。
JBT7051轴承零件表面粗糙度测量方法
JBT7051轴承零件表面粗糙度测量方法ICS 21.100.20 J 11 中华人民共和国机械行业标准JBJB/T 70512006代替JB/T 70511993滚动轴承零件表面粗糙度测量和评定方法 Rolling bearing parts Methodsfor the measurement and assessment of surface roughness 2006-05-06发布 2006-10-01实施中人和国展员中华人民共和国国家发展和改革委员会发布JB/T 70512006 I前言本标准代替JB/T 70511993《滚动轴承零件表面粗糙度测量和评定方法》。
本标准与JB/T 70511993相比主要变化如下——增加了“术语和定义”见第3章——增加了“参数符号”见第4章——删除了原标准中Rz评定参数并将原标准中评定参数符号Ry改为Rz1993年版的3.1、3.3本版的5.2、5.3 ——修改了钢球的评定参数符号增加了允许Ra、Rz两参数配合使用的条款1993年版的3.3本版的5.3 ——删除了原标准中允许用测量Rz代替Ra参数的条款1993年版的3.2 ——推荐了优先选用的评定参数见5.4 ——删除了对触针式轮廓仪附件的规定1993年版的5.1、5.2 ——增加了“触针式仪器的标称特性”并将原第6章中的内容融入了第8章1993年版的第6章本版的第8章——增加了轮廓仪检验的其他规则和方法见9.4 ——删除了“用干涉仪测量套圈年版的附录A。
本标准的附录A为资料性附录。
本标沟道表面粗糙度的方法”1993准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会SAC/TC98归口。
本标准起草单位洛阳轴承研究所、万向集团。
本标准主要起草人马素青、宣衡艳。
本标准所代替标准的历次版本发布情况为——JB/T 70511993。
JB/T 70512006 1 滚动轴承零件表面粗糙度测量和评定方法 1 范围本标准规定了滚动轴承零件表面粗糙度的测量方法和评定方法。
2008年行业标准制修订项目计划下达

滚 动 轴 承 汽 车 28 轮毂轴承单元 2
产品
修订
20 09
全 国滚动 轴 承标 洛阳轴 承研究所、 常州 准化技术委员会 鼎豪精机有限公司等 洛阳 轴承 研 究所 、 襄 阳汽 车 轴 承 股 份 有 限 全 国滚动 轴 承 标 公司、 江万 向汽 车 浙 准化技术委员会 轴承 有 限公 司、 樊 J/ 0 3 —- o 襄 B T12 8 2 1 o 新火炬汽 车部件装备 有限 公 司、 关东 南 韶 轴承有限公 司等 杭州轴承试 验研究 中 全国滚 动 轴承 标 心有 限公 司 准化技术委员会 上海 斐 J / 3 3 20 B T5 1—_ 1 0 赛 轴 承有 限公 司 等
e s n B ai go t n l e h ia mmi e 8 i o e r f i n Nai a c nc l o T Co t e9 t
o lig Be rn so tn a d z t n Ad n sr . n Rol ai g fSa d r ia i mi ita n o
办工业【0 】 4 号文“ 0 1 2 82 关于印发2 年行业标准 ∞8
序号 27 2 项 目名称 滚动轴承摩托车 用超越离合器 标准类别 制、 修订 完成年限 产品 制定 2O 09
目计j共 56 其 中滚动轴承行业 3项, i 2 项, J I 见下表。
技术归口单位 主要起草单位 代替标准
测 与试验工 作组 的编 号 为 S C T 9/ 3 其 A / C 8WG ,
英文 名称 为 Wok gG o p3o er gIse— ri ru nB ai pe n n n
t n a d Te to to a c n c lCo i n s fNain lTe h ia mmite 9 o te 8 o l n a i g fSa d r ia in Ad nita n Rol g Be rn so tn a dz t mi sr — i o
全国轴承标委会五届五次会议召开

附录 1
序 号 标 准项 目 编号
2 7 28 O0 O6
一
和完善轴承标委会的工作提出了建议。 会 议共 作 出有关 问题 的决 议 3项和标 准审
2 0O 3 0 7 62
4
— —
T— O 车轴承 — 4 6
轴承 技术
序 号
21 0 0年第 2期
审查后的标 准项 目名称 标准 级别 主要负责 起 草单位
・ 3・ 3
标准项 目 编号
审查结果
5
2 O O3 滚动轴 承 O763
— —
铁 路 机
・
3 2・
轴 承技术
21 0 0年第 2期
全 国轴 承 标 委会 五届 五 次 会 议 召开
全 国滚动 轴承 标准化 技 术委 员会 ( 以下 简
称全 国轴 承 标 委 会 ) 五届 五 次 会 议 于 2 0 0 9年 l 0月 1 日至 2 日在 江 苏 省 扬州 市 召开 。 出 9 3
国标
2 o 1 8 0858
7
— —
滚动轴 承
洛 阳轴承 研究 所有 限公 司 、 海斐 赛 通过 , 上 见决议 轴承科技有 限公 司
S C T 9 4 5 A / C 8R 1
T.64 载荷和额定寿命 .0
滚动轴 承 滚 针 和
( O9 扬州 2O )
8
2 81 9 0o 58
、
2 0 O 3 0 76 l 3
— —
T—64 2部分 : —0 陶瓷球 滚动轴承 铁路 货
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全国滚动轴承标准化技术委员会
技术文件
CSBTS TC 向心关节轴承零件技术条件
全国股东轴承标准化技术委员会技术文件
向心关节轴承零件技术条件
CSBTS TC 1.范围
本文件规定了符合ZB J11 022规定的向心关节轴承装配用内圈和外圈的技术要求,检验规则和测量方法。
本文件适用与轴承制造厂的生产检验。
2.引用标准和文件
下列标准和文件所包含的条文,通过在本文件中引用而构成为本文件的条文。
本文件出版时,所示版本均为有效。
所有标准和文件都会被修订,使用本文件的各方应探讨使用下列标准和文件最新版本的可能性。
GB 274-91 滚动轴承倒角极限
GB 4199-84 滚动轴承公差定义
JB/T 3574-1997 滚动轴承产品标志
ZB J11 022-89 关节轴承通用技术条件
CSBTS 滚动轴承套圈公差的测量方法
3.符号和缩略语(见图1-图4)
除下列符号外,本文件所引用的符号,其定义规定在GB 4199中。
V Des:外圈内球面球径变动量
V dis:内圈外球表面球径变动量
ΔS ph:套圈球面球形误差
K el:DS型向心关节轴承外圈装配槽对外径的厚度变动量
K:DS型外圈装配槽对称度
V b1::DS型内圈端面上圆柱带宽度变动量
V b2:DS型内圈两端面与圆柱带相交线的轴向界面上宽度变动量4.技术要求
4.1轴承套圈装配倒角应符合GB 274的规定。
4.2轴承套圈标志应符合JB/T 3574的规定、
4.3套圈表面粗糙度(配合表面,端面除外)按表1规定。
表1
4.4套圈公差按表2和表3的规定。
表2 内圈
表3 外圈
4.5轴承套圈在表面处理前,工作表面酸洗后不应有烧伤,配
合表现上不应有不经酸洗即可看到的烧伤。
工作表面上的
酸洗腐蚀层应清除掉。
4.6轴承套圈不允许有锐角,毛刺。
4.7E,ES,XSN型的外圈开缝后,合缝应良好,不循序有崩缺。
4.8轴承套圈磷化处理后,表面应结晶均匀而细密,呈灰色或
灰黑色。
允许有挂具的接触白点和个别色泽不一。
4.9轴承套圈清洁度符合主管部门的规定。
4.10其他技术要求按ZB J11022的规定。
5.检验规则和测量方法
检验规则
检验规则按照制造厂主管部门规定
测量方法
外圈内球面球径变动量用内径千分表测量。
内圈外球面球面球径变动量用千分尺测量。
套圈圆度误差用圆度仪检查测量。
外圈装配槽变动量,对称度,按附录A图A1和图A2用游标卡尺测量。
内圈圆柱带变动量按俘虏了A图A3和图A4用游标卡尺测量。
其余的尺寸和形位公差按CSBTS 规定的方法测量。
测量有装配槽的外圈内球面公差时,应在避开装配槽宽度的三分之一距离处进行测量。