液态硅胶模具介绍PPT课件
合集下载
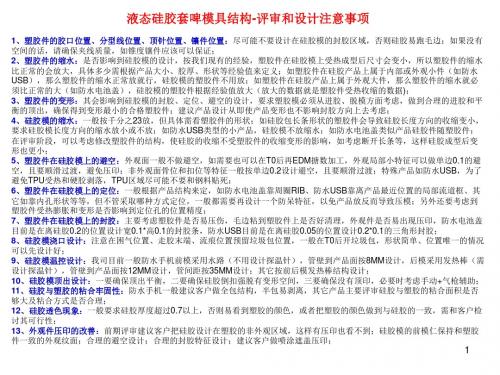
液态硅胶模具设计要点

1、对模具钢选材有独到经验,保证在高模温下不模腔不开裂,行位不会烧死,顶出部分动作顺畅。
2、在设计模具排气槽有独到经验,保证模具不困气,产品不缺胶。
4,对模具加热部分可用电加热或水,油加热,保证模温均匀,确保产品品质
5、可以设计复杂结构的模具,多层模芯顶出,双物料模具。
7,产品好品率达到95%以上,在国内同行可以说是数一数二的。
由于液态硅橡胶低粘度性,在加工过程中要考虑材料的回流和漏胶,因此对螺杆的止逆环有较高要求,以保证注射入模具的液体硅胶料量准确,不会出现披锋,对模具封胶位有较高要求,典型的排气槽一般宽为1~3 m m, 深为O.O 0 4~ O.OO 5 mm,最好在模具中加装抽真空结构,以保证模腔内的空气及时排出。
如图示为液体硅胶注塑模具,成型产品为医疗产品,该模具特点:
1,产品为PA环(尼龙环)+液态硅胶二次注射成型,硅胶硬度为5度
2、模具采用6组电加热独立控制,保证模温均匀;
3、采用抽真空技术加速模腔内空气的排出,防止困气,缺胶不良;
4,流道系采用冷流道+潜浇品热流道技术
5,分型面用胶圈密封防止抽真空时空气进入模腔
其产品表现为较好的热稳定性、抗寒性、生理惰性,优良的电绝缘性能,燃烧时不会产生有毒的物质等。因此在在医疗产品,婴儿用品,汽车制造,食品行业,电子产品方面潜水用品、厨房用具以及密封件等的生产设计中得到广泛的应用并成为不可替代的材料。
2,液态硅胶的注塑成型特点:
液态硅胶(Liquid Silicone Rubber),分为A 胶与B 胶,利用定量装置控制两者为1:1 之比例,再透过静态混合器(Static Mixer)予以充份混合,泵入注塑机的料筒后再进行注塑成型生产。
2、在设计模具排气槽有独到经验,保证模具不困气,产品不缺胶。
4,对模具加热部分可用电加热或水,油加热,保证模温均匀,确保产品品质
5、可以设计复杂结构的模具,多层模芯顶出,双物料模具。
7,产品好品率达到95%以上,在国内同行可以说是数一数二的。
由于液态硅橡胶低粘度性,在加工过程中要考虑材料的回流和漏胶,因此对螺杆的止逆环有较高要求,以保证注射入模具的液体硅胶料量准确,不会出现披锋,对模具封胶位有较高要求,典型的排气槽一般宽为1~3 m m, 深为O.O 0 4~ O.OO 5 mm,最好在模具中加装抽真空结构,以保证模腔内的空气及时排出。
如图示为液体硅胶注塑模具,成型产品为医疗产品,该模具特点:
1,产品为PA环(尼龙环)+液态硅胶二次注射成型,硅胶硬度为5度
2、模具采用6组电加热独立控制,保证模温均匀;
3、采用抽真空技术加速模腔内空气的排出,防止困气,缺胶不良;
4,流道系采用冷流道+潜浇品热流道技术
5,分型面用胶圈密封防止抽真空时空气进入模腔
其产品表现为较好的热稳定性、抗寒性、生理惰性,优良的电绝缘性能,燃烧时不会产生有毒的物质等。因此在在医疗产品,婴儿用品,汽车制造,食品行业,电子产品方面潜水用品、厨房用具以及密封件等的生产设计中得到广泛的应用并成为不可替代的材料。
2,液态硅胶的注塑成型特点:
液态硅胶(Liquid Silicone Rubber),分为A 胶与B 胶,利用定量装置控制两者为1:1 之比例,再透过静态混合器(Static Mixer)予以充份混合,泵入注塑机的料筒后再进行注塑成型生产。
液体硅胶(液态胶)培训资料[知识研究]
![液体硅胶(液态胶)培训资料[知识研究]](https://img.taocdn.com/s3/m/c359a143856a561253d36f2d.png)
业界荟萃
19
液体胶一体成型工艺的介绍
一体成型的处理剂
粘接素材 处理剂型号
处理剂固化 处理剂组
类型
分
PC
BTS-1091
室温/15min 单组分
PET
BTS-133A/B/C 90℃/20min 三组分
钢片 尼龙
BTS-133A/B/C 90℃/20min 三组分
BTS-106
室温/15min 单组分
介绍提纲
• 液体硅橡胶的种类 • 液体硅橡胶的特点 • 液体硅橡胶主要产品型号及性能参数 • 液体胶一体成型工艺的介绍
业界荟萃
1
液体硅硅橡胶的种类 • 食品级液体硅胶
硅胶奶瓶
硅胶奶嘴
业界荟萃
硅胶冰格
2
液体硅硅橡胶的种类 • 医疗级液体硅胶
医疗呼吸罩
医疗呼吸罩
防护眼罩
业界荟萃
3
液体硅橡胶的种类 • 绝缘级液体硅胶
• 美国FDA • 德国LFGB • ISO10993生物相容性测试报告 • RoSH重金属和卤素环境物质管控要求
业界荟萃
12
液体硅橡胶的特点
• 操作时间长,固化速度快
400
350 300
温度越高成型
250
时间越短,生
200
产效率越快
150
100
50
0
时间s 100
105
110
115
120 温度
温度越高,混合后物料的存放期越短,一般混合好的 胶料可以在30度的环境下存放3天以上
业界荟萃
8
液体硅橡胶的特点
• 适合多种操作工艺
射出成型
模压成型
业界荟萃
硅胶产品及工艺介绍 ppt课件
ppt课件
硅胶及工艺制程
1
ppt课件
什么是硅胶
硅胶(Silicone),硅橡胶是一种高活性 吸附材料,属非晶态物质,其化学分子式 为mSiO2·nH2O。不溶于水和任何溶剂, 无毒无味,化学性质稳定,除强碱、氢氟 酸外不与任何物质发生反应。各种型号的 硅胶因其制造方法不同而形成不同的微孔 结构。硅胶的化学组份和物理结构,决定 了它具有许多其他同类材料难以取代得特 点:吸附性能高、热稳定性好、化学性质 稳定、有较高的机械强度等。
11
ppt课件
3、硅橡胶特性
硬度高:混炼时间长,温度高,静电强,难混 炼 ,混炼时间长。
硬度低:混炼时间短,温度低,静电弱,易混 炼 ,混炼时间短。
硬度高:密度高,收缩性小,流动性差,易少 料,比重大,手感好,荷重高。
硬度低:密度低,收缩性大,流动性好,易包 风,比重小,手感差,荷重低。
9
ppt课件
3、硅橡胶特性
电性能: 硅橡胶具有很高的电阻率 且在很宽的温度和频率范 围内其阻值保持稳定。同时硅橡胶对高压电晕放电和电弧放 电具有很好的抵抗性。 高压绝缘子、电视机高压帽、电器零 部件
导电性: 当加入导电填料(如碳黑)时,硅橡胶便具有导电 性 键盘导电接触点、电热元件部件、抗静电部件、高压电缆 用屏蔽、医用理疗导电胶片导热性: 当加入某些导热填料时, 硅橡胶便具有导热性 散热片、导热密封垫、复印机、传真机 导热辊
硅胶制品 无 高 优 是 是 是 优
耐寒-40℃,不会变脆 330度
不易燃,不会产生有害物质 良 优 良 良 优 良
同类塑胶制品 大部分有 高 良 否 否 是 差
耐寒-40℃,变脆 100~150度
易燃,产生有害物质 良 优 良 差 差 良
硅胶及工艺制程
1
ppt课件
什么是硅胶
硅胶(Silicone),硅橡胶是一种高活性 吸附材料,属非晶态物质,其化学分子式 为mSiO2·nH2O。不溶于水和任何溶剂, 无毒无味,化学性质稳定,除强碱、氢氟 酸外不与任何物质发生反应。各种型号的 硅胶因其制造方法不同而形成不同的微孔 结构。硅胶的化学组份和物理结构,决定 了它具有许多其他同类材料难以取代得特 点:吸附性能高、热稳定性好、化学性质 稳定、有较高的机械强度等。
11
ppt课件
3、硅橡胶特性
硬度高:混炼时间长,温度高,静电强,难混 炼 ,混炼时间长。
硬度低:混炼时间短,温度低,静电弱,易混 炼 ,混炼时间短。
硬度高:密度高,收缩性小,流动性差,易少 料,比重大,手感好,荷重高。
硬度低:密度低,收缩性大,流动性好,易包 风,比重小,手感差,荷重低。
9
ppt课件
3、硅橡胶特性
电性能: 硅橡胶具有很高的电阻率 且在很宽的温度和频率范 围内其阻值保持稳定。同时硅橡胶对高压电晕放电和电弧放 电具有很好的抵抗性。 高压绝缘子、电视机高压帽、电器零 部件
导电性: 当加入导电填料(如碳黑)时,硅橡胶便具有导电 性 键盘导电接触点、电热元件部件、抗静电部件、高压电缆 用屏蔽、医用理疗导电胶片导热性: 当加入某些导热填料时, 硅橡胶便具有导热性 散热片、导热密封垫、复印机、传真机 导热辊
硅胶制品 无 高 优 是 是 是 优
耐寒-40℃,不会变脆 330度
不易燃,不会产生有害物质 良 优 良 良 优 良
同类塑胶制品 大部分有 高 良 否 否 是 差
耐寒-40℃,变脆 100~150度
易燃,产生有害物质 良 优 良 差 差 良
液态硅胶工艺及其应用技术详解

➢ 透气性:硅胶薄膜比普通橡胶及塑料打蜡膜具有更好透气性;
➢ LSR固化前具有低粘度、快速固化、剪切变稀以及较高的热膨胀系数,可以采用注塑 的方式,大量、快速、重复性机械生产。
LSR性能特点——耐温
LSR性能特点——耐热性
LSR性能特点——耐寒性
LSR性能特点——耐温
LSR性能特点——耐温
• 邵氏硬度计:包括邵氏A型( Shore A )、邵氏D型( Shore D )、邵 氏00型( Shore 00 )。邵氏A型硬度计,准确测试范围10~90。当 Shore A<10时,须换Shore 00进行测试。当Shore A>90时,须换Shore D进行测试。
液态硅胶的物性
➢ 比重 Specific Gravity
➢ 耐温性:良好的耐热和耐寒性能,在-50℃~ 200℃温度范围内长期使用仍具有较好的 弹性,无熔融和脆化(特殊产品可达-110℃);
➢ 电绝缘性能:优良的电绝缘性,其介电损耗、耐电压、耐电弧、耐电晕、电阻系数等 均在绝缘材料中名列前茅,且电气性能受温度和频率的影响很小;
➢ 生理惰性:聚硅氧烷类化合物是已知的最无活性的化合物中的一种。它们十分耐生物 老化,与动物体无排异反应,并具有较好的抗凝血性能。
LSR性能特点——耐化学溶剂、油性
液态硅胶与固态硅胶的区别
➢ 外形 • 液态硅胶:固化前为液态,具有流动性; • 固态硅胶:呈固态,没有流动性。
➢ 应用 • 液态硅胶:应用广泛,可用于工业用品、生活用品、医疗和食品用品, 可以直接接触人体和食物; • 固态硅胶:一般应用于工业用品,生活用品。
➢ 环保安全性: • 液态硅胶:铂金硫化,无毒无味,属高安全的食品级材料。 • 固态硅胶:过氧化合物硫化,有硫化剂或遮盖硫化剂的气味,属环保材 料。
➢ LSR固化前具有低粘度、快速固化、剪切变稀以及较高的热膨胀系数,可以采用注塑 的方式,大量、快速、重复性机械生产。
LSR性能特点——耐温
LSR性能特点——耐热性
LSR性能特点——耐寒性
LSR性能特点——耐温
LSR性能特点——耐温
• 邵氏硬度计:包括邵氏A型( Shore A )、邵氏D型( Shore D )、邵 氏00型( Shore 00 )。邵氏A型硬度计,准确测试范围10~90。当 Shore A<10时,须换Shore 00进行测试。当Shore A>90时,须换Shore D进行测试。
液态硅胶的物性
➢ 比重 Specific Gravity
➢ 耐温性:良好的耐热和耐寒性能,在-50℃~ 200℃温度范围内长期使用仍具有较好的 弹性,无熔融和脆化(特殊产品可达-110℃);
➢ 电绝缘性能:优良的电绝缘性,其介电损耗、耐电压、耐电弧、耐电晕、电阻系数等 均在绝缘材料中名列前茅,且电气性能受温度和频率的影响很小;
➢ 生理惰性:聚硅氧烷类化合物是已知的最无活性的化合物中的一种。它们十分耐生物 老化,与动物体无排异反应,并具有较好的抗凝血性能。
LSR性能特点——耐化学溶剂、油性
液态硅胶与固态硅胶的区别
➢ 外形 • 液态硅胶:固化前为液态,具有流动性; • 固态硅胶:呈固态,没有流动性。
➢ 应用 • 液态硅胶:应用广泛,可用于工业用品、生活用品、医疗和食品用品, 可以直接接触人体和食物; • 固态硅胶:一般应用于工业用品,生活用品。
➢ 环保安全性: • 液态硅胶:铂金硫化,无毒无味,属高安全的食品级材料。 • 固态硅胶:过氧化合物硫化,有硫化剂或遮盖硫化剂的气味,属环保材 料。
液体硅胶(液态胶)培训资料ppt课件
时间s
温度
温度越高,混合后物料的存放期越短,一般混合好的 胶料可以在30度的环境下存放3天以上
精选ppt
13
液体硅橡胶的使用注意事项
• 避免直接接触含磷,硫,氮的化学物质 • 避免接触油压机等设备上的机油 • 混合后放置于30℃以下的环境中,以保证胶料有
充足的可操作时间
精选ppt
14
液体硅橡胶主要产品型号及性能参数
电缆连接器
绝缘子
精选ppt
4
液体硅橡胶的种类 • 工业级液体硅胶
硅胶胶辊
硅胶精密模具
硅胶保护套
精选ppt
5
液体硅橡胶的种类 • 服装用液体硅胶
硅胶手环
硅胶商标
硅胶胸垫
精选ppt
6
液体硅橡胶的特点
• 产品透明度选择空间大
高透明度产品
BQ-63XX系列
精选ppt
不透明产品
7
液体硅橡胶的特点
• 机械性能稳定(二次烘烤后性能变化不大)
由于一般的素材耐温性比较差,所以一般会 选择使用成型温度较低的液体硅胶进行一体成型 的操作。
精选ppt
19
液体胶一体成型工艺的介绍
一体成型的处理剂
粘接素材 处理剂型号
处理剂固化 处理剂组
类型
分
PCLeabharlann BTS-1091室温/15min 单组分
PET
BTS-133A/B/C 90℃/20min 三组分
钢片 尼龙
• 黄变性测试(200℃烘烤)
• 耐(人工手汗)测试
精选ppt
11
液体硅橡胶的特点
• 符合各种认证要求
• 美国FDA • 德国LFGB • ISO10993生物相容性测试报告 • RoSH重金属和卤素环境物质管控要求
液态模具基础知识
2
液态硅胶设计要点
液态硅胶模与塑胶模的区别
1、成型原理对比: 与塑胶模最大的不同是冷却入水(即入水系统需冷却),模仁加热固化成型(即成型 部分需加热), 刚好与塑胶模成型原理相反; 2、模具结构对比: 流道板和唧嘴走冷水,A板和B板放加热棒(也可以用油温),建议直接模仁设计发热 管,避免 温度损失过快,其它同塑胶模结构一致; 一、唧嘴走冷水,与热嘴原理相反; 二、前后模仁加热,与塑胶模走冷水相反; 三、A板和B板底部加隔热板,防止热传递; 四、进胶口为针点状和翼状,流道板分流道全部密封; 五、顶出多为推块、推板顶出或气枪辅助手动取产品,下不了顶针,因为顶针位易跑批锋,加不了 自拆,但模具温度较高,手动取产品不易;顶出行程注意不能太少,一般高于分型面20MM, 利于清理垃圾。 六、产品有披锋可采用CNC锣自拆或EDM(同固态相同,个人不建议使用); 七、一般不设计镶件结构,镶件处易跑批锋,如果非要镶,可以设计斜度紧配避免或设计顶块加 自拆解决(个人建议); 八、分型面尽可能设计平面,磨床加工,否则CNC加工弧面封胶,易导致批锋,需设计自拆(个人 认为液态硅胶一般不设计自拆); 九、设计完成后检查出模角度,有些虽然考虑到加工没有问题,但模仿顶出后会发现有干涉,所以 倒扣位需加工和出模方式都要考量; 十、排气槽深度不要超过0.005MM.否则会有毛边产生; 十一、了解客户对产品要求,一般选用液态注射对毛边和气纹等都是有很高要求,高光高透和胶料 小于40度瑕疵最易显现; 十二、产品直身可以脱模,即可以不用脱模角度; 3
液态硅胶设计要点
收缩率的定义
1、收缩一般为2.3%左右,与原材料性能及硬度、 成型温度、产品大小有关;一般 硬度越硬,缩水越小;如固态硅胶缩水一般为3.2 %或2.8 %,手机护套放
液态硅胶粘度和粘模

液态硅胶粘度和粘模液态硅胶(Liquid Silicone Rubber,LSR)是一种在室温下为液态,通过加热硫化后转变为固态硅橡胶的材料。
它具有优良的电气绝缘性、耐热性、耐寒性、耐化学品性和生物相容性,因此在电子、医疗、食品等行业中有着广泛的应用。
液态硅胶的粘度是指其在室温下的流动阻力,是衡量液态硅胶流动性的重要参数。
粘度的大小会影响液态硅胶的加工性能,如注射成型、涂层和粘合等。
在液态硅胶的应用过程中,粘度通常需要控制在一定范围内,以保证材料在加工设备中的流动性,同时确保硫化后的产品具有所需的性能。
粘模(Mold Adhesion)是指液态硅胶在硫化过程中与模具表面发生的粘附现象。
这种现象可能会导致产品表面出现缺陷,如气泡、裂纹等,影响产品的外观和性能。
为了减少粘模现象,通常需要对模具表面进行特殊处理,如涂层、研磨或使用脱模剂等。
在液态硅胶的注塑过程中,粘模是一个常见的问题,它会导致产品表面不光滑,影响产品的质量和外观。
解决粘模问题的方法包括:1.使用适当的脱模剂:脱模剂可以减少液态硅胶与模具表面的粘附,便于产品的顺利脱模。
2.优化注塑工艺参数:调整注塑压力、温度和速度等参数,可以改善液态硅胶在模具内的流动性和硫化过程,减少粘模现象。
3.提高模具表面质量:通过研磨、抛光或涂层等手段,提高模具表面的光洁度和均匀性,减少液态硅胶与模具表面的接触面积,降低粘附力。
4.使用专门设计的模具:对于易发生粘模的液态硅胶,可以设计具有特殊表面的模具,如采用不粘涂层或特殊合金材料,以减少粘模现象。
液态硅胶的粘度和粘模问题是影响产品质量和生产效率的重要因素,通过合理选择材料、优化工艺参数和改进模具设计,可以有效解决这些问题,提高液态硅胶产品的质量和生产效率。
硅胶实用PPT公开课PPT公开课(45页)

• 线膨胀系数; 亦称线胀系数。固体物质的温度每改变1
摄氏度时,其长度的变化和它在O℃时长度之比,叫做“
线膨胀系数”。单位为1/开。符号为αl。其定义式是
;
a1=(lt-l0)/l0t 即有; lt=l0(l+alt)。;
由于物质的不同,线膨胀系数亦不相同,其数值也与实际
温度和确定长度1时所选定的参考温度有关,但由于固体
• 7、Lap shear strength 粘接强度
• 剪切强度也称抗剪强度。剪切强度是指粘接体在 单位面积上能承受平行于粘接面积的最大负载。 剪切强度按实验时粘接体受力的方式,主要分为 拉伸剪切、压缩剪切、扭转剪切、环套剪切和弯 曲剪切等。
• 8、Linear expansion 线性膨胀系数
1、viscosity [vis’kɔsəti] 粘度
其定义式是;
a1=(lt-l0)/l0t 即有; lt=l0(l+alt)。
LPS-2500、2511、2552、3560
Viscosity(23C)
Volatile Content
Cured condition
将制成的产品进行老化试验
Refractive Index
• 6、Tensile strength 抗张强度
• 性质:即抗拉强度。又称拉伸强度,扯断强度。 符号σb。材料或构件受拉力时抵抗破坏的能力。 可用强度极限来表示。是金属和非金属材料的机 械性能的一项指标。单位为牛/厘米2(N/cm2)或帕 斯卡(Pa),纸张往往作纵向测定或横向测定,分 别称做纵向抗张力或横向抗张力,国际标准以 kN/m表示。抗张强度=样品断裂时的负荷(N/样品 的横切面积mm2)。
三、硅胶的生产流程
四、硅胶的应用方法
硅胶注塑成型生产设计ppt课件
至诚至公
Page
精业乐业 4
湖南科技职业学院毕业论文设计
LSR和塑料的不同
至诚至公 Page 精业乐业 5
湖南科技职业学院毕业论文设计
LSR和塑料成型的不同
LSR 塑料
材料 固化反应 螺杆温度 模具温度 压缩性
液体 化学 冷 热 大
粒子 物理熔化和凝聚 热 冷 小
至诚至公
Page
精业乐业 6
湖南科技职业学院毕业论文设计
挤出性(压流粘度) 指干时间
拉伸强度及伸长率
剪切强度 硬度 原材料检验 至诚至公 Page 17 精业乐业
湖南科技职业学院毕业论文设计
常见原因及解决办法
1. 制品不完全固化
原因 温度太低 时间太短 系统和管道污染 混合问题 非 100:100混合 措施 检查模温,饱升温 延长时间 人工检查固化是否, 清洗系统 检查套桶螺杆搅拌器和射嘴,提高加料速度和背压 检查泵的压力, 提高供料压力
• 标准机 • 注射部位 23 °C • 优化止流环 • 控制泵和操作
至诚至公 Page 14 精业乐业
湖南科技职业学院毕业论文设计
生产操作及注意事项
至诚至公 Page 精业乐业 15
湖南科技职业学院毕业论文设计
至诚至公 Page 16 精业乐业
湖南科技职业学院毕业论文设计
产品质量及检测标准
产品外观标准
(A)
LSR 计量
• 气压和液压 • 压力100 ~ 200 bar • 色料和添加剂装置 • 静态搅拌器和缓压阀
(B)
• 可抽 • 20 升 or 200升 • 混合 1:1
Liquid Silicone Rubber
模
液态硅胶模具讲解
5
1.LIMS 模 具 概 要 No.2
材料是用小罐装或大桶装供给,成型时为全 密封状态,不会混入杂物。
固化是不会产生有害气体,作业环境良好。
6
2.喷嘴的种类
①热流道方式(No.1)
优点
构造简单,价格低廉 模具制作期间短 使用ARBURG设备可
2.喷嘴的种类 ②开放式喷嘴(No.1)
8
喷嘴的分解状态
喷嘴的组装状态
9
2.喷嘴的种类
②开放式喷嘴(No.2)
优点
缺点
构造较为简单,维修 容易
喷嘴本体直径小,可 以制作精细制品
(但进料口平衡的调整 较为困难)
使用直料口会造成进 料口未固化痕迹。
5.模具材质・表面状态&表面处理 ①模具材质 ②模具表面状态 ③模具表面处理
6.隔热板
7.脱模方法
4
1.LIMS 模 具 概 要 No.1
用于LIMS材料注射成形的模具,一般在模腔, 模芯处会用加热杆进行加热。
用LIMS材料生产制品,固化速度为1mm/数 秒。它比压缩成型以及固体成型的成型周期 要短。
短所
构造复杂,价格较 高
需要一定的技术进 行维修
需要成形机的信号 <通常> 开始注射→保压结束
2.喷嘴的种类 ②针阀式喷嘴(No.3)
喷嘴分解状态
13
喷嘴组装状态
14
2.喷嘴的种类 ②针阀式喷嘴(No.4) 始终通过冷却水冷却喷嘴 喷嘴根据成形机信号打开 除喷出工位以外,喷嘴为常闭状态 喷嘴直径 φ0.3~φ2.5
固化时间
・a)模具温度180℃以上: 3-4 SEC/mm ・b)模具温度170℃以上:5-6 SEC/mm
液态硅胶材料与LIM工艺介绍ppt课件

液态硅胶(Liquid Silicone Rubber,简称LSR):
• 液态硅胶是相对固态高温硫化硅橡胶来说的,其固化前为液体,固化后 为弹性体。
• LSR通常是由基础胶(聚甲基乙烯基硅氧烷生胶)和交联剂(聚甲基氢 硅氧烷),在催化剂(过渡金属的络合物,如铂、镍、铑等)的作用下, 通过加成反应形成具有网络结构的弹性体。
• 根据不同用途,还可添加其它填充剂,如气相法或沉淀法白炭黑、氧化铁、 二氧化钛和炭黑等。为了制取透明级的LSR,也可加入硅树脂作为填充 剂。
• 双组分:A组分(含铂催化剂)和B组分(含交联剂)
LSR的加成反应
催化剂:元素周期表中第XIII族过渡金属的络合物都有加成催化作用,但在 LSR中通常用铂(Pt)及其化合物和络合物。
螺杆 29
LIM成型条件
固化温度: 一般情况下,90℃ ~210℃可以实现固化。 射出压力:40~120Kg/CM2。 固化时间:150℃情况下,1mm试片固化时间在10s以内。 线收缩率:100℃ ~150℃ ,线收缩率在2%~3% 由于LSR低粘度性,流动性高,为了避免溢胶,对模具封胶位和分型面有较
• 邵氏硬度计:包括邵氏A型( Shore A )、邵氏D型( Shore D )、邵 氏00型( Shore 00 )。邵氏A型硬度计,准确测试范围10~90。当 Shore A<10时,须换Shore 00进行测试。当Shore A>90时,须换Shore D进行测试。
液态硅胶的物性
比重 Specific Gravity
液态硅胶的物性
硬度 Hardness
• 硅胶硬度用邵氏硬度表示,又称邵尔硬度,表示一个指定形状的物体在 规定负荷下抗压痕的性能。邵氏硬度数值范围是0-100,0位最低值, 100为最高值。
• 液态硅胶是相对固态高温硫化硅橡胶来说的,其固化前为液体,固化后 为弹性体。
• LSR通常是由基础胶(聚甲基乙烯基硅氧烷生胶)和交联剂(聚甲基氢 硅氧烷),在催化剂(过渡金属的络合物,如铂、镍、铑等)的作用下, 通过加成反应形成具有网络结构的弹性体。
• 根据不同用途,还可添加其它填充剂,如气相法或沉淀法白炭黑、氧化铁、 二氧化钛和炭黑等。为了制取透明级的LSR,也可加入硅树脂作为填充 剂。
• 双组分:A组分(含铂催化剂)和B组分(含交联剂)
LSR的加成反应
催化剂:元素周期表中第XIII族过渡金属的络合物都有加成催化作用,但在 LSR中通常用铂(Pt)及其化合物和络合物。
螺杆 29
LIM成型条件
固化温度: 一般情况下,90℃ ~210℃可以实现固化。 射出压力:40~120Kg/CM2。 固化时间:150℃情况下,1mm试片固化时间在10s以内。 线收缩率:100℃ ~150℃ ,线收缩率在2%~3% 由于LSR低粘度性,流动性高,为了避免溢胶,对模具封胶位和分型面有较
• 邵氏硬度计:包括邵氏A型( Shore A )、邵氏D型( Shore D )、邵 氏00型( Shore 00 )。邵氏A型硬度计,准确测试范围10~90。当 Shore A<10时,须换Shore 00进行测试。当Shore A>90时,须换Shore D进行测试。
液态硅胶的物性
比重 Specific Gravity
液态硅胶的物性
硬度 Hardness
• 硅胶硬度用邵氏硬度表示,又称邵尔硬度,表示一个指定形状的物体在 规定负荷下抗压痕的性能。邵氏硬度数值范围是0-100,0位最低值, 100为最高值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通过研磨机或设备进行加工
【一般LIMS材料】 排气道深度:
【低粘度材料】 排气道深度:
23
4.分型面&排气道&抽真空
①抽真空
为减低气泡不良,在模具的分型面设置填料
用真空泵使模腔内成为减压状态后喷出
以真上 空 泵 规 格:
程度
■排气量:15m³/h ■真空度:0.5torr
24
4.分型面&排气道&抽真空
=31(kg) =0.11(kcal/m.h.℃) =200℃ =20℃ =860 =0.5(Hour) =0.3(PRC社内経験値)
19
3.模温调节 ②加热器容量的计算(计算
式)
加热器总容量
使用8支加热杆:
每支加热杆的总容量= 600(W)
20
4.分型面&排气道&am度低流动性高,为了 不发生毛刺现象,对分型面的精度会比较高。
相对来说,分型面精度提高后,空气的排除会变得 困难,在动模侧需要加装排气道。
另外,为减低气泡不良,模腔内会使用真空泵进行 减压。
21
4.分型面&排气道&抽真空 ①分型面的加工
一般LIMS材料
・分型面精度: ・分型面粗糙度:
低粘度材料
・分型面精度: ・分型面粗糙度:
22
4.分型面&排气道&抽真空 ①排气道的加工
①抽真空(成形机的动作)
①型合閉模
②型模具閉于中抽真間空停位置止停止
※于模具分型面打开0.5mm的状态下停 止。
③真抽空真引空 き
※经过(1sec~5sec),又或者抽真空按 钮ON时,合模
④高合圧模型締
⑤射喷出出
※喷出延迟时间(1sec~5sec)
25
5.模具材质・表面状态&表面处理
①模具材质(模腔・模芯部)
1
LIMS成形用模具
PRC CO.,LTD
2
1.LIMS模具概要 2.喷嘴的种类
①热流道方式 ②开放式喷嘴 ③针阀式喷嘴 3.模温调节 ①模温调节概要 ①模温调节概要 ②加热器容量的计算
3
4.分型面&排气道&抽真空 ①分型面的加工 ②排气道加工 ③抽真空
5.模具材质・表面状态&表面处理 ①模具材质 ②模具表面状态 ③模具表面处理
15
3.模温调节 ①模温调节概要
一般使用加热杆进行模温调节,为了使热分布均匀, 会使用媒介(油)
模具温度一般为150℃~200℃ LIMS的硫化时间由模具温度与制品厚度决定
16
3.模温调节 ①模温调节概要(固化时间)
固化时间
・a)模具温度180℃以上: 3-4 SEC/mm ・b)模具温度170℃以上:5-6 SEC/mm
17
3.模温调节 ②加热器容量的计算
公式 加热器容量
SUCCESS
THANK YOU
2019/7/26
18
3.模温调节 ②加热器容量的计算(例题)
20cmX20cmX10cm 的模具,0.5小时升温至200℃、模具材料:STAVAX
W1(kg):加热部总重量 C(kcal/m.h.℃):比热 T1(℃):模具温度 T2(℃):室温 860:1kwh h(Hour):升温时间 ε:效率
規规格
格 SUS SUS AISI SUS SUS
SKD11
代表代的表な性品品名
名 STAVAX PSL NAK55 STAVAX ELMAX PD613
硬硬度度(H(RHCRC))
33 35 40 52 57 60
调质材
(不烧结)
烧结 回火钢
26
5.模具材质・表面状态&表面处理 ①模具材质(模板部)
28
5.模具材质・表面状态&表面处理
喷嘴本体直径小,可以 制作精细制品
(但进料口平衡的调整较 为困难)
使用直料口会造成进料 口未固化痕迹。
使用侧料口,潜水口, 在输料管会发生一定的 材料浪费
10
2.喷嘴的种类 ②开放式喷嘴(No.3)
始终通过冷却水冷却喷嘴 喷嘴不为常开状态 喷嘴直径 φ0.15~φ2.0
(以上为PRC的贩卖实绩尺寸)
11
2.喷嘴的种类 ②针阀式喷嘴(No.1)
优点
可以从产品表面直接进胶,不会发生喷注痕迹。 (而且不会浪费材料)
可以定量和少量喷出,适用于极小制品的成形 可通过控制面板对喷嘴的开闭时间作调整,进料口
平衡可调至均匀出料状态
12
2.喷嘴的种类
②针阀式喷嘴(No.2)
短所
构造复杂,价格较高 需要一定的技术进行维
6.隔热板 7.脱模方法
4
1.LIMS 模 具 概 要 No.1
用于LIMS材料注射成形的模具,一般在模腔,模芯 处会用加热杆进行加热。
用LIMS材料生产制品,固化速度为1mm/数秒。它比 压缩成型以及固体成型的成型周期要短。
5
1.LIMS 模 具 概 要 No.2
材料是用小罐装或大桶装供给,成型时为全密封状 态,不会混入杂物。
供料管本体较大,容易出现气泡
由于不可少量喷出,不适用与生产小型制品 (安装防止过量喷嘴,可以做到少量喷出。但使用 该喷嘴也会造成一定的材料浪费)
2.喷嘴的种类 ②开放式喷嘴(No.1)
8
喷嘴的分解状态
喷嘴的组装状态
9
2.喷嘴的种类
②开放式喷嘴(No.2)
优点
缺点
构造较为简单,维修容 易
修 需要成形机的信号 <通常> 开始注射→保压结束
13
2.喷嘴的种类
②针阀式喷嘴(No.3)
喷嘴分解状态
喷嘴组装状态
14
2.喷嘴的种类 ②针阀式喷嘴(No.4)
始终通过冷却水冷却喷嘴 喷嘴根据成形机信号打开 除喷出工位以外,喷嘴为常闭状态 喷嘴直径 φ0.3~φ2.5
(以上为PRC的贩卖实绩尺寸)
固化是不会产生有害气体,作业环境良好。
6
2.喷嘴的种类
①热流道方式(No.1)
优点
构造简单,价格低廉 模具制作期间短 使用ARBURG设备可以容
易的完成出料 (适用于大尺寸物品成型)
7
2.喷嘴的种类
①热流道方式(No.2)
缺点
在供料管会发生少量的材料浪费 (由于LIMS受热固化,不可重新利用)
規规格
格 SC
SUS
品 名品
名 S50C
RAMAX
硬度硬(度H(RCHR)C)
13 33
不烧结
◆SC材料,容易发生锈蚀 ◆SUS材料,不容易锈蚀,但价格较高
27
5.模具材质・表面状态&表面处理
②模具表面状态(No.1)
由于LIMS材料在模具内固化时,会发生体积膨 胀。顾转写性能非常好。 如果生产不要求透明性的产品,在膜腔的表面先做 磨砂处理,会比较容易脱模。
【一般LIMS材料】 排气道深度:
【低粘度材料】 排气道深度:
23
4.分型面&排气道&抽真空
①抽真空
为减低气泡不良,在模具的分型面设置填料
用真空泵使模腔内成为减压状态后喷出
以真上 空 泵 规 格:
程度
■排气量:15m³/h ■真空度:0.5torr
24
4.分型面&排气道&抽真空
=31(kg) =0.11(kcal/m.h.℃) =200℃ =20℃ =860 =0.5(Hour) =0.3(PRC社内経験値)
19
3.模温调节 ②加热器容量的计算(计算
式)
加热器总容量
使用8支加热杆:
每支加热杆的总容量= 600(W)
20
4.分型面&排气道&am度低流动性高,为了 不发生毛刺现象,对分型面的精度会比较高。
相对来说,分型面精度提高后,空气的排除会变得 困难,在动模侧需要加装排气道。
另外,为减低气泡不良,模腔内会使用真空泵进行 减压。
21
4.分型面&排气道&抽真空 ①分型面的加工
一般LIMS材料
・分型面精度: ・分型面粗糙度:
低粘度材料
・分型面精度: ・分型面粗糙度:
22
4.分型面&排气道&抽真空 ①排气道的加工
①抽真空(成形机的动作)
①型合閉模
②型模具閉于中抽真間空停位置止停止
※于模具分型面打开0.5mm的状态下停 止。
③真抽空真引空 き
※经过(1sec~5sec),又或者抽真空按 钮ON时,合模
④高合圧模型締
⑤射喷出出
※喷出延迟时间(1sec~5sec)
25
5.模具材质・表面状态&表面处理
①模具材质(模腔・模芯部)
1
LIMS成形用模具
PRC CO.,LTD
2
1.LIMS模具概要 2.喷嘴的种类
①热流道方式 ②开放式喷嘴 ③针阀式喷嘴 3.模温调节 ①模温调节概要 ①模温调节概要 ②加热器容量的计算
3
4.分型面&排气道&抽真空 ①分型面的加工 ②排气道加工 ③抽真空
5.模具材质・表面状态&表面处理 ①模具材质 ②模具表面状态 ③模具表面处理
15
3.模温调节 ①模温调节概要
一般使用加热杆进行模温调节,为了使热分布均匀, 会使用媒介(油)
模具温度一般为150℃~200℃ LIMS的硫化时间由模具温度与制品厚度决定
16
3.模温调节 ①模温调节概要(固化时间)
固化时间
・a)模具温度180℃以上: 3-4 SEC/mm ・b)模具温度170℃以上:5-6 SEC/mm
17
3.模温调节 ②加热器容量的计算
公式 加热器容量
SUCCESS
THANK YOU
2019/7/26
18
3.模温调节 ②加热器容量的计算(例题)
20cmX20cmX10cm 的模具,0.5小时升温至200℃、模具材料:STAVAX
W1(kg):加热部总重量 C(kcal/m.h.℃):比热 T1(℃):模具温度 T2(℃):室温 860:1kwh h(Hour):升温时间 ε:效率
規规格
格 SUS SUS AISI SUS SUS
SKD11
代表代的表な性品品名
名 STAVAX PSL NAK55 STAVAX ELMAX PD613
硬硬度度(H(RHCRC))
33 35 40 52 57 60
调质材
(不烧结)
烧结 回火钢
26
5.模具材质・表面状态&表面处理 ①模具材质(模板部)
28
5.模具材质・表面状态&表面处理
喷嘴本体直径小,可以 制作精细制品
(但进料口平衡的调整较 为困难)
使用直料口会造成进料 口未固化痕迹。
使用侧料口,潜水口, 在输料管会发生一定的 材料浪费
10
2.喷嘴的种类 ②开放式喷嘴(No.3)
始终通过冷却水冷却喷嘴 喷嘴不为常开状态 喷嘴直径 φ0.15~φ2.0
(以上为PRC的贩卖实绩尺寸)
11
2.喷嘴的种类 ②针阀式喷嘴(No.1)
优点
可以从产品表面直接进胶,不会发生喷注痕迹。 (而且不会浪费材料)
可以定量和少量喷出,适用于极小制品的成形 可通过控制面板对喷嘴的开闭时间作调整,进料口
平衡可调至均匀出料状态
12
2.喷嘴的种类
②针阀式喷嘴(No.2)
短所
构造复杂,价格较高 需要一定的技术进行维
6.隔热板 7.脱模方法
4
1.LIMS 模 具 概 要 No.1
用于LIMS材料注射成形的模具,一般在模腔,模芯 处会用加热杆进行加热。
用LIMS材料生产制品,固化速度为1mm/数秒。它比 压缩成型以及固体成型的成型周期要短。
5
1.LIMS 模 具 概 要 No.2
材料是用小罐装或大桶装供给,成型时为全密封状 态,不会混入杂物。
供料管本体较大,容易出现气泡
由于不可少量喷出,不适用与生产小型制品 (安装防止过量喷嘴,可以做到少量喷出。但使用 该喷嘴也会造成一定的材料浪费)
2.喷嘴的种类 ②开放式喷嘴(No.1)
8
喷嘴的分解状态
喷嘴的组装状态
9
2.喷嘴的种类
②开放式喷嘴(No.2)
优点
缺点
构造较为简单,维修容 易
修 需要成形机的信号 <通常> 开始注射→保压结束
13
2.喷嘴的种类
②针阀式喷嘴(No.3)
喷嘴分解状态
喷嘴组装状态
14
2.喷嘴的种类 ②针阀式喷嘴(No.4)
始终通过冷却水冷却喷嘴 喷嘴根据成形机信号打开 除喷出工位以外,喷嘴为常闭状态 喷嘴直径 φ0.3~φ2.5
(以上为PRC的贩卖实绩尺寸)
固化是不会产生有害气体,作业环境良好。
6
2.喷嘴的种类
①热流道方式(No.1)
优点
构造简单,价格低廉 模具制作期间短 使用ARBURG设备可以容
易的完成出料 (适用于大尺寸物品成型)
7
2.喷嘴的种类
①热流道方式(No.2)
缺点
在供料管会发生少量的材料浪费 (由于LIMS受热固化,不可重新利用)
規规格
格 SC
SUS
品 名品
名 S50C
RAMAX
硬度硬(度H(RCHR)C)
13 33
不烧结
◆SC材料,容易发生锈蚀 ◆SUS材料,不容易锈蚀,但价格较高
27
5.模具材质・表面状态&表面处理
②模具表面状态(No.1)
由于LIMS材料在模具内固化时,会发生体积膨 胀。顾转写性能非常好。 如果生产不要求透明性的产品,在膜腔的表面先做 磨砂处理,会比较容易脱模。