初始过程流程图.doc
《初始过程流程图》word版

编制/日期:
审核/日期:
批准/日期: 表单编号:PSD0202-1-13
2/2
企业名称替换
初始过程流程图-APQP
编制日期: 年 月 日
项目编号:
产品名称:
工序编号
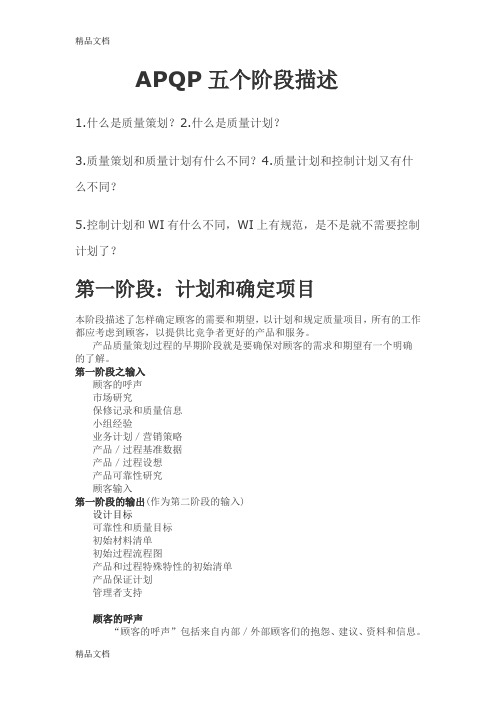
初始过程流程图<标注顾客提供的重要特性>
重要特性
1
进料
1
阻燃性:产品特
NG
检验
退货
性
OK
下料 2
3
断线
NG
检验
返工
OK OK
NG
2
4
铆接
报废
拉脱力:过程特
性
铆接高度
15
16
17 18 编 制
NG
返工
NG
OK
报废
项目小 组会签
成检
OK
包装
终检 NG
OK
入库
出货
企业名称替换
1/2
拆箱全检
项目 组长 表单编号:PSD0202-1-10
初始特殊特性清单-APQP
编制日期: 年 月 日
项目编号:
产品名称:
序号 特性名称
特性 符号
重要或关键特性操作描述 重要或关键产品特性 重要或关键过程特性
特性来源Βιβλιοθήκη 1234
5
6
7
8
9
备注
初始特殊特性来源于顾客的特殊特性清单、图纸、相关产品标准以及已 经生产的类似产品的特殊特性和经验.
流程图PFMEA控制计划文件

过了PPAP以后的产品的PFMEA职责在区域工厂。 本教材也只介绍由区域工厂负责的PFMEA。
2021/7/20
如何编制过程流程图、PFMEA、控制计划文件
系统、零部件,逐一进行分析,找出所有潜在的失 效模式,并分析其可能的后果及其相关的起因/机理, 从而预先采取必要的措施,以提高产品的质量和可 靠性的一种系统化的活动,并将全部过程形成文件。 DFMEA的职责在技术中心。
2021/7/20
如何编制过程流程图、PFMEA、控制计划文件
4、过程潜在失效模式及后果分析(PFMEA) 是在制造和装配过程设计阶段,对构成过程的各
2021/7/20
一、过程流程图、控制计划、 PFMEA简介
1、三大文件的对应关系: 个文件的过程编号是要一一对应的, 装配簧片螺母这个工序,在过程流程图里是308
序,那么在PFMEA里这个工序也应该是308,同样在 控制计划文件里,它还是308工序,如果不是,那就 错误。
在过程审核和体系审核时,审核人员都是把三 个文件对应起来检查的。所以我们编制时一定要注 意,不要犯这样低级的错误。
2021/7/20
如何编制过程流程图、PFMEA、控制计划文件
3)我厂的编号规则:原材料、采购件的采购、检验 我们是按002、004、006 ……这样来编号。 4)注塑工序的编号规则:按102、104、106 ……编 号。 5)涂装工序的编号规则:按202、204、206 ……编 号。 6)装配工序的编号规则:按302、304、306 ……编 号。 7)物流配送工序的编号规则:按402、404、 406 ……编号。
初始过程流程图

○
搬运到指定库位
库位
80
△
贮存产品
外观
90
◇
产品最终审核
产品外观、包装数量、标签标识
100
○
汽车交付
外包装
外观
○
表面处理回至在制品库
颜色、膜厚
60
◇
成品入库检验
依《成品入库检验规程》及《检验规格》
○
搬运到包装组
外观
70
□
包装
包装数量、标签标识、包装封口、包装带数量
编号:Q/NDF/QR0202-03
XXXXXX有限公司
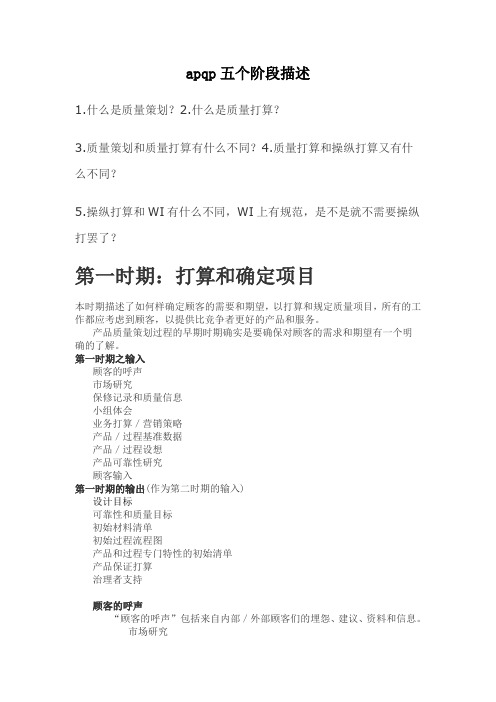
初始过程流程图
共2页,第2页
步骤
加工搬运贮存检查
□○△◇
操作描述
产品控制参数
备注
◇
检验
备注
10
◇
线材进料检验(外协进料)
材质证明、外观、外径
○
搬运到指定区
外观
20
△
贮存
外观
○
搬运到打头区
外观
30
□
打头
外观、头径、头厚、杆长、焊点高度、焊点外径
有效径< >、束尾外径、束尾长度
○
搬运到搓丝区
外观
40
□
搓丝
外观、螺纹长度、螺纹精度< >、螺纹外径< >
○
搬运到表面处理厂
螺纹、外观
50
□
表面处理(外协)
编号:Q/NDF/QR0202-03
XXXX有限公司
初始过程流程图
共2页,第1页
零件型号:XX-XXXX客户:XX Nhomakorabea业有限公司
初始过程流程图

编 制
审 核
批 准
初始过程流程图
初始過程流程圖
初始过程流程图
工序名称:装磁瓦
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行机壳总成、磁瓦、弹涨片进料检验
存放在原材料仓库
从仓库领料至车间
取四片弹涨片,扣在工装的四个活动滑块上
取四片磁瓦,磁瓦上的槽与工装上定位块相吻合吸附在工装的四个弧形吸附块上
取一机壳总成,固定翼板上的螺钉尖向下套于工装上,机壳缝与工装上的定位块方向一致安装到位;
将零件存放物料箱
气压
编 制
审 核
批 准
初始过程流程图
工序名称:充磁
步骤
装配领料Βιβλιοθήκη 放置检验作业说明
KPC
KCC
将待充磁定子总成放入充磁头中
检查充磁电压为
按下充磁开关进行充磁
测量磁通
自检
质保部抽检
将零件存放周转箱
磁通大于
充磁电压为
编 制
审 核
批 准
初始过程流程图
工序名称:上开口挡圈,装轴承
步骤
装配
领料
放
置
存放在原材料仓库
从仓库领料至车间
装电枢总成
装电刷架总成
装波形垫圈、后端盖
自检
质保部抽检
将零件放在传动板上流入下道
气压
编 制
审 核
批 准
初始过程流程图
工序名称:初测
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将电机卡在卡具上
线束插头与端子对接,按下按钮
最新APQP五个阶段描述资料
APQP五个阶段描述1.什么是质量策划?2.什么是质量计划?3.质量策划和质量计划有什么不同?4.质量计划和控制计划又有什么不同?5.控制计划和WI有什么不同,WI上有规范,是不是就不需要控制计划了?第一阶段:计划和确定项目本阶段描述了怎样确定顾客的需要和期望,以计划和规定质量项目,所有的工作都应考虑到顾客,以提供比竞争者更好的产品和服务。
产品质量策划过程的早期阶段就是要确保对顾客的需求和期望有一个明确的了解。
第一阶段之输入顾客的呼声市场研究保修记录和质量信息小组经验业务计划/营销策略产品/过程基准数据产品/过程设想产品可靠性研究顾客输入第一阶段的输出(作为第二阶段的输入)设计目标可靠性和质量目标初始材料清单初始过程流程图产品和过程特殊特性的初始清单产品保证计划管理者支持顾客的呼声“顾客的呼声”包括来自内部/外部顾客们的抱怨、建议、资料和信息。
市场研究对顾客的采访顾客意见征询与调查市场测试和定位报告新产品质量和可靠性研究运行情况良好报告竞争产品质量的研究运行情况良好(TGR)报告保修记录和质量信息为了评定在产品的设计、制造、安装和使用当中再发生不合格的可能性,应制定一份以往顾客所关注问题/需要的清单,这些应作为其它设计要求的扩展来考虑并应包括对顾客需要的分析中。
运行情况不良(TGW)报告保修报告能力指数供方工厂内部质量报告问题解决报告顾客工厂进货和废品现场退货产品分析小组经验小组适当时可利用包括如下内容的任何信息来源:来自更高层体系或过去质量功能开发(QFD)项目的输入媒介的评论和分析,杂志和报刊报告等顾客的信件和建议运行情况良好(TGR)/运行情况不良(TGW)报告销售商意见车队负责人的意见现场服务报告利用指定的顾客代理所作的内部评价道路行驶体验管理者的意见和指示由内部顾客报告的问题和议题政府的要求和法规合同评审业务计划/营销策略顾客业务计划和营销策略将成为产品质量计划的设定框架。
业务计划可将限制性要求施加给小组(诸如进度、成本、投资、产品定位、研究与开发资源)而影响其执行方向。
apqp五个阶段描述
apqp五个阶段描述1.什么是质量策划?2.什么是质量打算?3.质量策划和质量打算有什么不同?4.质量打算和操纵打算又有什么不同?5.操纵打算和WI有什么不同,WI上有规范,是不是就不需要操纵打罢了?第一时期:打算和确定项目本时期描述了如何样确定顾客的需要和期望,以打算和规定质量项目,所有的工作都应考虑到顾客,以提供比竞争者更好的产品和服务。
产品质量策划过程的早期时期确实是要确保对顾客的需求和期望有一个明确的了解。
第一时期之输入顾客的呼声市场研究保修记录和质量信息小组体会业务打算/营销策略产品/过程基准数据产品/过程设想产品可靠性研究顾客输入第一时期的输出(作为第二时期的输入)设计目标可靠性和质量目标初始材料清单初始过程流程图产品和过程专门特性的初始清单产品保证打算治理者支持顾客的呼声“顾客的呼声”包括来自内部/外部顾客们的埋怨、建议、资料和信息。
市场研究对顾客的采访顾客意见征询与调查市场测试和定位报告新产品质量和可靠性研究运行情形良好报告竞争产品质量的研究运行情形良好(TGR)报告保修记录和质量信息为了评定在产品的设计、制造、安装和使用当中再发生不合格的可能性,应制定一份以往顾客所关注问题/需要的清单,这些应作为其它设计要求的扩展来考虑并应包括对顾客需要的分析中。
运行情形不良(TGW)报告保修报告能力指数供方工厂内部质量报告问题解决报告顾客工厂进货和废品现场退货产品分析小组体会小组适当时可利用包括如下内容的任何信息来源:来自更高层体系或过去质量功能开发(QFD)项目的输入媒介的评论和分析,杂志和报刊报告等顾客的信件和建议运行情形良好(TGR)/运行情形不良(TGW)报告销售商意见车队负责人的意见现场服务报告利用指定的顾客代理所作的内部评判道路行驶体验治理者的意见和指示由内部顾客报告的问题和议题政府的要求和法规合同评审业务打算/营销策略顾客业务打算和营销策略将成为产品质量打算的设定框架。
业务打算可将限制性要求施加给小组(诸如进度、成本、投资、产品定位、研究与开发资源)而阻碍其执行方向。
初始过程流程图

工序名称:装磁瓦
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行机壳总成、磁瓦、弹涨片进料检验
存放在原材料仓库
从仓库领料至车间
取四片弹涨片,扣在工装的四个活动滑块上
取四片磁瓦,磁瓦上的槽与工装上定位块相吻合吸附在工装的四个弧形吸附块上
取一机壳总成,固定翼板上的螺钉尖向下套于工装上,机壳缝与工装上的定位块方向一致安装到位;
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:综合测试
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成放在综合测试台夹具中
电机插头与工作台上端子相接,按下按钮
测试
质保部抽检
将零件放在传动板上流入下道
A电机 Ⅰ档n=1800±200r/minⅡ档:n=2600±200r/min
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行前端盖、后端盖、波形垫圈、电刷架总成进料检验
存放在原材料仓库
从仓库领料至车间
装电枢总成
装电刷架总成
装波形垫圈、后端盖
自检
质保部抽检
将零件放在传动板上流入下道
气压0.4-0.6MPa
编 制
审 核
批 准
初始过程流程图
工序名称:初测
步骤
装配
领料
放
置
检验
B电机 Ⅰ档:n=2000±200r/min
Ⅱ档:n=2800±200r/min
APQP五个阶段描述【范本模板】
APQP五个阶段描述1。
什么是质量策划?2。
什么是质量计划?3。
质量策划和质量计划有什么不同?4.质量计划和控制计划又有什么不同?5。
控制计划和WI有什么不同,WI上有规范,是不是就不需要控制计划了?第一阶段:计划和确定项目本阶段描述了怎样确定顾客的需要和期望,以计划和规定质量项目,所有的工作都应考虑到顾客,以提供比竞争者更好的产品和服务。
产品质量策划过程的早期阶段就是要确保对顾客的需求和期望有一个明确的了解。
第一阶段之输入顾客的呼声市场研究保修记录和质量信息小组经验业务计划/营销策略产品/过程基准数据产品/过程设想产品可靠性研究顾客输入第一阶段的输出(作为第二阶段的输入)设计目标可靠性和质量目标初始材料清单初始过程流程图产品和过程特殊特性的初始清单产品保证计划管理者支持顾客的呼声“顾客的呼声”包括来自内部/外部顾客们的抱怨、建议、资料和信息。
市场研究对顾客的采访顾客意见征询与调查市场测试和定位报告新产品质量和可靠性研究运行情况良好报告竞争产品质量的研究运行情况良好(TGR)报告保修记录和质量信息为了评定在产品的设计、制造、安装和使用当中再发生不合格的可能性,应制定一份以往顾客所关注问题/需要的清单,这些应作为其它设计要求的扩展来考虑并应包括对顾客需要的分析中。
运行情况不良(TGW)报告保修报告能力指数供方工厂内部质量报告问题解决报告顾客工厂进货和废品现场退货产品分析小组经验小组适当时可利用包括如下内容的任何信息来源:来自更高层体系或过去质量功能开发(QFD)项目的输入媒介的评论和分析,杂志和报刊报告等顾客的信件和建议运行情况良好(TGR)/运行情况不良(TGW)报告销售商意见车队负责人的意见现场服务报告利用指定的顾客代理所作的内部评价道路行驶体验管理者的意见和指示由内部顾客报告的问题和议题政府的要求和法规合同评审业务计划/营销策略顾客业务计划和营销策略将成为产品质量计划的设定框架.业务计划可将限制性要求施加给小组(诸如进度、成本、投资、产品定位、研究与开发资源)而影响其执行方向。
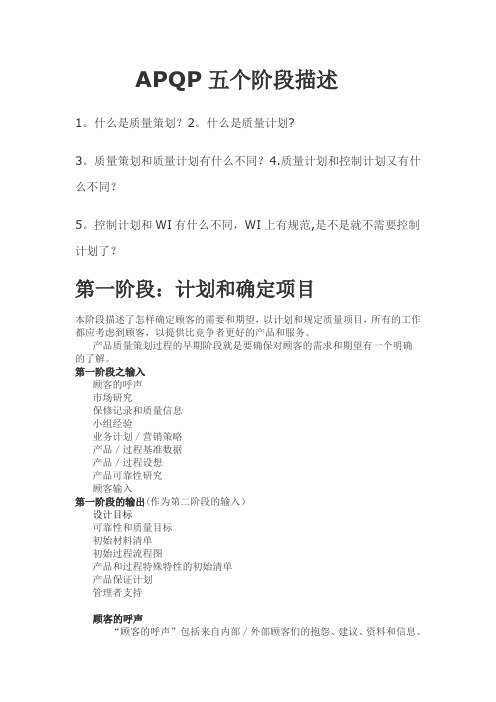
产品初始过程流程图(示例)

零件编号:1227 3267
零件描述:气缸盖垫片(金属型)、(上页、下页0Cr18Ni9厚度δ0.25±0.01,中间板Ⅰ0Cr18Ni9厚度δ0.35±0.02,中间板Ⅱ1Cr17Ni7厚度δ0.25±0.01)
工序号
加工
检验
移动
存放
操作描述
关键产品特性
关键过程特性
续表
零件编号:1227 3267
零件描述:气缸盖垫片(金属型)、(上页、下页0Cr18Ni9厚度δ0.25±0.01,中间板Ⅰ0Cr18Ni9厚度δ0.35±0.02,中间板Ⅱ1Cr17Ni7厚度δ0.25±0.01)
工序号
加工
检验
移动
存放
操作描述
关键产品特性
关键过程特性
●
■
▲
26
■
检验
27
●
中间板Ⅰ翻边
16
■
检验
17
●
下页压波
高度0.3±0.05
18
■
检验
19
车间内转序
20
●
中间板Ⅱ冲孔
Φ122+0.5,Φ12.4+0.1,水孔、螺栓孔、燃烧室孔、推杆孔位置和直径尺寸
21
■
检验
22
●
中间板Ⅱ压波
高度0.3±0.05
23
■
检验
24
车间内转序
25
●
中间板Ⅰ冲孔
Φ106±0.2,Φ12.4+0.1,水孔、螺栓孔燃烧室孔、推杆孔位置和直径尺寸
3.5±0.2
■
检验
车间内转序
●
将上页、下页、中间板Ⅰ、中间板Ⅱ进行表面处理
APQP流程中所有表格清单

表格名称
责任部门
略示图
APQP管制BOM表
技术质量部
特殊特性清单
技术质量部
APQP小组成员及职责
APQP组长
小组可行性承诺
APQP组长
PFMEA(FMEA)
技术质量部
模具开发进度表
营销部
正式过程流程图
技术质量部
模具验收报告
技术质量部
生产设备清单
生产部
检测设备清单
技术质量部
生产场地平面布置图
生产部
MSA计划
技术质量部
初始能力研究
技术质量部
稳定过程能力研究
技术质量部
MSA结果
技术质量部
品质策化的总结和认定
技术质量部
检验卡
技术质量部
略
样品检测报报告
技术质量部
略
PSW提交
技术质量部
样品,试生产,生产控制计划
技术质量部
生产报告
生产部
略
检验报告
技术质量部
略
包装方式
技术质量部
包装评审
技术质量部、奇瑞座椅
APQP五个阶段描述
APQP五个阶段描述1.什么是质量策划?2.什么是质量计划?3.质量策划和质量计划有什么不同?4.质量计划和控制计划又有什么不同?5.控制计划和WI有什么不同,WI上有规范,是不是就不需要控制计划了?第一阶段:计划和确定项目本阶段描述了怎样确定顾客的需要和期望,以计划和规定质量项目,所有的工作都应考虑到顾客,以提供比竞争者更好的产品和服务。
产品质量策划过程的早期阶段就是要确保对顾客的需求和期望有一个明确的了解。
第一阶段之输入顾客的呼声市场研究保修记录和质量信息小组经验业务计划/营销策略产品/过程基准数据产品/过程设想产品可靠性研究顾客输入第一阶段的输出(作为第二阶段的输入)设计目标可靠性和质量目标初始材料清单初始过程流程图产品和过程特殊特性的初始清单产品保证计划管理者支持顾客的呼声“顾客的呼声”包括来自内部/外部顾客们的抱怨、建议、资料和信息。
市场研究对顾客的采访顾客意见征询与调查市场测试和定位报告新产品质量和可靠性研究运行情况良好报告竞争产品质量的研究运行情况良好(TGR)报告保修记录和质量信息为了评定在产品的设计、制造、安装和使用当中再发生不合格的可能性,应制定一份以往顾客所关注问题/需要的清单,这些应作为其它设计要求的扩展来考虑并应包括对顾客需要的分析中。
运行情况不良(TGW)报告保修报告能力指数供方工厂内部质量报告问题解决报告顾客工厂进货和废品现场退货产品分析小组经验小组适当时可利用包括如下内容的任何信息来源:来自更高层体系或过去质量功能开发(QFD)项目的输入媒介的评论和分析,杂志和报刊报告等顾客的信件和建议运行情况良好(TGR)/运行情况不良(TGW)报告销售商意见车队负责人的意见现场服务报告利用指定的顾客代理所作的内部评价道路行驶体验管理者的意见和指示由内部顾客报告的问题和议题政府的要求和法规合同评审业务计划/营销策略顾客业务计划和营销策略将成为产品质量计划的设定框架。
业务计划可将限制性要求施加给小组(诸如进度、成本、投资、产品定位、研究与开发资源)而影响其执行方向。
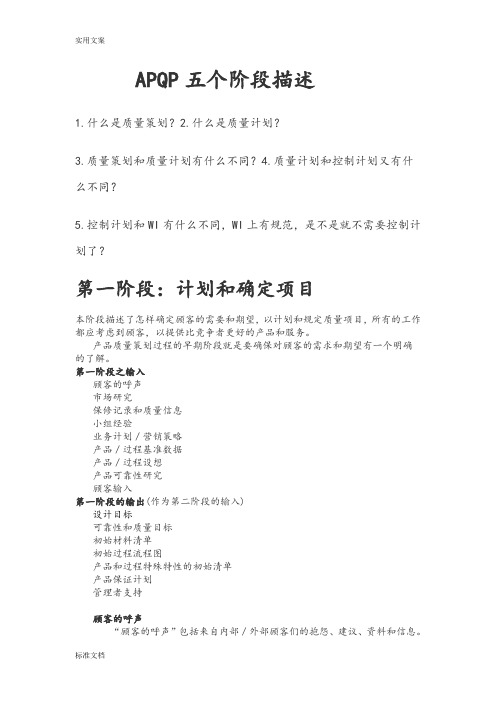
APQP各阶段输入及输出流程图(含输出资料清单)

4.8
产品质量先期策划认定
产品质量策划总结和认定报告
管理者支持
管理者支持
五、反馈/评定和纠正措施
批量生产
生产计划表
5.1
减小变差
Xbar-R控制图
5.2
顾客满意
顾客满意度指标统计
顾客满意度调查表
5.3
交付和服务
产品交付绩效统计表/顾客服务反馈记录表
持续改进
材料规范确认
材料规范确认表
2.9
图样及规范的更改
图样及规范的更改
2.10
新设备、工装和设施要求
新设备、工装和设施清单
新设备、工装和试验设备检查表
新设备、工装、量具和试验设备开发计划表
2.11
识别产品和过程特殊特性
产品和过程特殊特性清单
2.12
量具和试验设备要求
新量具/试验设备清单
新设备、工装和试验设备检查表
APQP各阶段输入、输出及主要流程
APQP各阶段输出清单
关键路径
阶段/任务名称
输 出 记 录
一、计划与确定项目
识别顾客需求
顾客采购订单/市场调研报告/高阶管理层指示单
可行性分析
新产品制造可行性报告
成本核算/报价
成本核算/报价表
新产品开发申请/立项
新产品开发申请/立项报告
成立项目小组
多方论证小组成员及职责表
3.3
过程流程图
过程流程图
过程流程图检查表
3.4
车间平面布局图
车间平面布置图
车间平面布置检查表
3.5
特性矩阵图
特性矩阵图
3.6
PFMEA
过程失效模式及后果分析
FMEA-如何编制过程流程图、PFMEA、控制计划文件 精品

如何编制过程流程图、PFMEA、控制计划文件
3)我厂的编号规则:原材料、采购件的采购、检验 我们是按002、004、006 ……这样来编号。 4)注塑工序的编号规则:按102、104、106 ……编 号。 5)涂装工序的编号规则:按202、204、206 ……编 号。 6)装配工序的编号规则:按302、304、306 ……编 号。 7)物流配送工序的编号规则:按402、404、 406 ……编号。
过程:将输入转化为输出的一组彼此相关的资源和 活动。
过程流程图:系统地显示了现有的或建议的过程流 程。它可以用来分析从原材料到产品的整个制造、装配、 运输过程中的机器、材料、方法和人员的变差源。 过程流程图要覆盖全过程。 ——(进货检验到贮存发运) ——(发运前进行最终评审)
2021/4/1
如何编制过程流程图、PFMEA、控制计划文件
2021/4/1
如何编制过程流程图、PFMEA、控制计划文件 2、FMEA分类
-设计潜在失效模式及后果分析(DFMEA); -过程潜在失效模式及后果分析(PFMEA)。
2021/4/1
如何编制过程流程图、PFMEA、控制计划文件
3、设计潜在失效模式及后果分析(DFMEA) 是在产品设计阶段,对构成产品的相关系统、子
3、过程流程图编号 填入过程流程图文件编号便于追溯。SD/WLAI
06C.16-2011《过程流程图编制及管理规定》 过程流程图编号是:GLT10-2012-001
“GLT”代表“过程流程图”;“10”代表塑料件厂 的编码;“2012”代表2012年度编制的文件;“001” 代表本工厂过程流程图的顺序号。
如何编制 过程流程图、PFMEA、控制计划
2021/4/1
APQP五个阶段描述
APQP五个阶段描述1.什么是质量策划?2.什么是质量计划?3.质量策划和质量计划有什么不同?4.质量计划和控制计划又有什么不同?5.控制计划和WI有什么不同,WI上有规范,是不是就不需要控制计划了?第一阶段:计划和确定项目本阶段描述了怎样确定顾客的需要和期望,以计划和规定质量项目,所有的工作都应考虑到顾客,以提供比竞争者更好的产品和服务。
产品质量策划过程的早期阶段就是要确保对顾客的需求和期望有一个明确的了解。
第一阶段之输入顾客的呼声市场研究保修记录和质量信息小组经验业务计划/营销策略产品/过程基准数据产品/过程设想产品可靠性研究顾客输入第一阶段的输出(作为第二阶段的输入)设计目标可靠性和质量目标初始材料清单初始过程流程图产品和过程特殊特性的初始清单产品保证计划管理者支持顾客的呼声“顾客的呼声”包括来自内部/外部顾客们的抱怨、建议、资料和信息。
市场研究对顾客的采访顾客意见征询与调查市场测试和定位报告新产品质量和可靠性研究运行情况良好报告竞争产品质量的研究运行情况良好(TGR)报告保修记录和质量信息为了评定在产品的设计、制造、安装和使用当中再发生不合格的可能性,应制定一份以往顾客所关注问题/需要的清单,这些应作为其它设计要求的扩展来考虑并应包括对顾客需要的分析中。
运行情况不良(TGW)报告保修报告能力指数供方工厂内部质量报告问题解决报告顾客工厂进货和废品现场退货产品分析小组经验小组适当时可利用包括如下内容的任何信息来源:来自更高层体系或过去质量功能开发(QFD)项目的输入媒介的评论和分析,杂志和报刊报告等顾客的信件和建议运行情况良好(TGR)/运行情况不良(TGW)报告销售商意见车队负责人的意见现场服务报告利用指定的顾客代理所作的内部评价道路行驶体验管理者的意见和指示由内部顾客报告的问题和议题政府的要求和法规合同评审业务计划/营销策略顾客业务计划和营销策略将成为产品质量计划的设定框架。
业务计划可将限制性要求施加给小组(诸如进度、成本、投资、产品定位、研究与开发资源)而影响其执行方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自检
质保部抽检
将零件存放物料箱
气压0.3-0.5MPa
编制
审核
批准
初始过程流程图
工序名称:拉铆
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行拉铆钉进料检验
存放在原材料仓库
从仓库领料至车间
取四个拉铆钉,分别插入机壳与弹涨片的四个铆钉孔中;
用拉铆枪一一完成拉铆过程
用吹尘枪吹干净机壳内部
编制
审核
批准
初始过程流程图
工序名称:装护风圈
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行护风圈进料检验
存放在原材料仓库
从仓库领料至车间
装电机A
装电机B及屏蔽板
自检
质保部抽检
将零件流入下一道
气压0.3-0.5MPa
编制
审核
批准
工序名称:上开口挡圈,装轴承
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行开口挡圈、轴承、电枢总成进料检验
存放在原材料仓库
从仓库领料至车间
装开口挡圈
装前端轴承
装后端轴承
按下按钮
自检
质保部抽检
将零件放在传动板上流入下道
气压0.3-0.5MPa
编制
审核
批准
初始过程流程图
工序名称:整机装配
步骤
装配
KCC
将电机卡在卡具上
线束插头与端子对接,按下按钮
测试
质保部抽检
将零件放在传动板上流入下道
无异声
电流
小于5A耐压500V,1S
气压0.1-0.2MPa
时间8S
编制
审核
批准
初始过程流程图
工序名称:铆压
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将电机放入铆压模中
按下按钮
自检
质保部抽检
将零件放在传动板上流入下道
铆压部分变形不小于10
气压0.4-0.6MPa
保压时间3S
编制
审核
批准
初始过程流程图
工序名称:装风扇叶轮
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行风扇叶轮的进料检验
存放在原材料仓库
从仓库领料至车间
将风扇叶轮装在电机上自检质保部抽检将零件放在传动板上流入下道
气压0.3-0.5MPa
编制
审核
初始过程流程图
工序名称:装磁瓦
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行机壳总成、磁瓦、弹涨片进料检验
存放在原材料仓库
从仓库领料至车间
取四片弹涨片,扣在工装的四个活动滑块上
取四片磁瓦,磁瓦上的槽与工装上定位块相吻合吸附在工装的四个弧形吸附块上
取一机壳总成,固定翼板上的螺钉尖向下套于工装上,机壳缝与工装上的定位块方向一致安装到位;
批准
初始过程流程图
工序名称:综合测试
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成放在综合测试台夹具中
电机插头与工作台上端子相接,按下按钮
测试
质保部抽检
将零件放在传动板上流入下道
A电机Ⅰ档n=1800±200r/minⅡ档:n=2600±200r/min
B电机Ⅰ档:n=2000±200r/min
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行前端盖、后端盖、波形垫圈、电刷架总成进料检验
存放在原材料仓库
从仓库领料至车间
装电枢总成
装电刷架总成
装波形垫圈、后端盖
自检
质保部抽检
将零件放在传动板上流入下道
气压0.4-0.6MPa
编制
审核
批准
初始过程流程图
工序名称:初测
步骤
装配
领料
放
置
检验
作业说明
KPC
Ⅱ档:n=2800±200r/min
气压0.4-0.6MPa
时间:Ⅰ档为5S,Ⅱ档为7S.
编制
审核
批准
初始过程流程图
工序名称:整机动平衡
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成动平衡测试夹具中
按下启动开关
测试
质保部抽检
将零件放在传动板上流入下道
剩余不平衡量小于40g.mm
气压0.4-0.6MPa
自检
质保部抽检
将零件存放物料箱
气压0.3-0.5MPa
编制
审核
批准
初始过程流程图
工序名称:充磁
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将待充磁定子总成放入充磁头中
检查充磁电压为1.4KV
按下充磁开关进行充磁
测量磁通
自检
质保部抽检
将零件存放周转箱
磁通大于4.5
充磁电压为1.4KV
编制
审核
批准
初始过程流程图