KRONES克朗斯吹瓶机工作原理
KRONES吹瓶机讲义

芯轴异位检测
3.2加热炉中的芯轴
链条的张紧装置
3.2加热炉中的芯轴
芯轴的更换 芯轴更换应该在加热炉的后部
更换芯轴应使张紧气缸没压力
3.2加热炉中的芯轴
芯轴的更换
使用 内六 角扳 手松 开螺 栓
拆下 锁紧 垫圈 并拔 出销 子
3.3加热炉中的加热系统
控制面板上的加热20%代表控制灯管的继电 器单位时间内20%导通,80%不导通来控制 灯管加热量。
4.1吹瓶圈的进/出星轮
进/出口星轮夹手与模具的调节
调整尖斗对中,需松开6个螺栓,在机械运行方向手动 转动星轮越过正确位置,然后星轮沿着相反的方向返 回直到到达正确的位置。以45NM的扭矩锁紧螺栓
4.1吹瓶圈的进/出星轮
进/出口星轮夹手与模具的高度调节
1、先松开涨紧装置上的8个六角螺栓 2、松开六角沉角螺栓,旋转黄铜圆盘,可以上下调节进出口 星轮高度,调完后回转半圈黄铜圆盘。
传送皮带自动运转当 ADR30#电眼作动
2.3瓶胚提升系统料斗框及提升机 间隙:1.5倍瓶胚长度
2.4瓶胚提升系统理胚器
2.4瓶胚提升系统理胚器
理胚器驱动电机 变频调速
2.4瓶胚提升系统理胚器
瓶胚宽度调节手柄前端
瓶胚宽度调节器后端
2.5瓶胚提升系统瓶胚回收装置
吹气吹嘴 横排瓶胚 检测光眼
回收槽
4.1吹瓶圈的进/出星轮
进口星轮
排除气缸 出口星轮
4.1吹瓶圈的进/出星轮
进胚星轮与加热炉加热链条的调节
从下往上观察芯轴,看芯 轴是否与夹手同心,如否 需调整加热链的位置
4.1吹瓶圈的进/出星轮
进胚星轮与加热炉加热链条的调节
找到加热炉驱动装置 (如图),松开皮带 轮处的螺丝,用手转 动主驱动装置,让进 胚星轮的夹手正好对 中于加热炉加热芯轴 的上方(螺栓锁紧用 42NM的扭矩),完 工后用瓶胚点动试机 。
克朗斯吹瓶机气动系统

38
KRONES Contiform-air supply Diagram 2 -Air Conveyor bottle gate 图纸2-空气输送带瓶口
39
KRONES Contiform-air supply Diagram 2 -Air Conveyor bottle gate 图纸2-空气输送带瓶口
9
KRONES Contiform-air supply Air distributor (rotary union) /Drehverteiler 空气分流器(旋转接头)
10
KRONES Contiform-air supply Air distributor (rotary union) /Drehverteiler 空气分流器(旋转接头)
21
KRONES Contiform-air supply 2 -Blowing Nozzle 2-吹嘴
22
KRONES Contiform-air supply 2 -Blowing Nozzle 2-吹嘴
23
KRONES Contiform-air supply 2 –Compensation 2-压力补偿
KRONES Contiform-air supply
Contiform Pneumatic System: Contiform气动系统:
1
KRONES Contiform-air supply Pneumatic with 1 compressor 气动装置
2
KRONES Contiform-air supply
Air recycling Preblow Pressure sensor 空气循环 预吹气压力传感器
Pre-blow Pressure sensor 预吹气压力传感器
吹瓶机的吹瓶原理和工艺流程

吹瓶机的吹瓶原理和工艺流程目前大部分吹瓶机都还是二步法吹瓶机,即必须先将塑料原料做成瓶胚,然后再进行吹制.现今一般常用的是PET材质的环保塑料。
统称为PET吹瓶机。
一、吹瓶原理吹瓶机的吹瓶过程分为两个部分1、预热将瓶坯(胚)通过红外线高温灯管照射,将瓶坯(胚)的坏(胚)体部分加热软化,为了保持瓶口形状,瓶坯(胚)口是不需要加热的,因此需要一定的冷却装置对其进行冷却操作。
2、吹瓶成型该阶段是将已经预热好的瓶坯(胚)放置到已经做好的吹模中,对其内进行高压充气。
把瓶坯(胚)吹拉成所需的瓶子。
全自动吹瓶机通过机械手的操作将吹瓶的两个操作合在一起完成,免去了中间人工将预热好的瓶坯放入吹模的过程。
大大加快了生产的速率。
二、吹瓶机的工艺流程吹瓶机吹塑过程是一个双向拉伸的过程,在此过程中,PET链呈双向延伸、取向和排列,从而增加了瓶壁的机械性能,提高了拉伸、抗张、抗冲强度,并有很好的气密性。
虽然拉伸有助于提高强度,但也不能过分拉伸,要控制好拉伸吹胀比:径向不要超过3.5~4.2,轴向不要超过2.8~3.1。
瓶坯的壁厚不要超过4.5mm。
吹瓶是在玻璃化温度和结晶温度之间进行的,一般控制在90~120度之间。
在此区间PET表现为高弹态,快速吹塑、冷却定形后成为透明的瓶子。
在一步法中,此温度是由注塑过程中的冷却时间长短决定的(如青木吹瓶机),所以要衔接好注—吹两工位的关系。
吹塑过程中有:拉伸—一次吹—二次吹,三个动作的时间很短,但一定要配合好,特别是前两步决定了料的总体分布,吹瓶质量的好坏。
因此要调节好:拉伸起始时机、拉伸速度、预吹起始和结束时机,预吹气压力,预吹气流量等,如有可能,能控制瓶坯总体的温度分布,瓶坯内外壁的温度梯度。
在快速吹塑、冷却过程中,瓶壁内有诱导应力产生。
对充气饮料瓶来说,它可抗内压,有好处,但对热灌装瓶来说就要保证在玻璃化温度以上让它充分释放。
吹制成形的PET瓶,主要应用于:饮料、乳品、酒类、调味品和日化品五大领域,我们凭借行业领航企业的品牌形象、先进系统的解决方案、精雕细琢的制造水平、规范强大的工程能力和有口皆碑的售后服务,赢得了国内外品牌厂商的信赖和认可,并与可口可乐、怡宝、景田、屈臣氏、中富、海洋、海天、加林山、纳爱斯等国内外著名液体(饮料)工厂建立了广泛而亲密的合作。
KRONES克朗斯吹瓶机供气系统

08200_Pneumatic_BM_single_0702_d_e.ppt©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Pneumatik BM single 供气系统40 barP2 40 bar1S140 barSafety valve 40 bar / 安全阀Shut off valve /排气08200_Pneumatic_BM_single_0702_d_e.pptDiagram 11V5 Proportional valve / 比例阀40 bar1V6 Dome Regulator / 圆顶调节阀Signal (4Signal (4 --2020 mAmAmA) from the Siemens PLC) from the Siemens PLCFinal blowing pressure /终吹压力40 barP2P240 barP208200_Pneumatic_BM_single_0702_d_e.ppt©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.P208200_Pneumatic_BM_single_0702_d_e.ppt©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Air distributor (rotary union) /空气分配轴空气分配轴((旋转接头旋转接头))Stretch rod up/down (7 bar)拉伸杆向上/向下向下((7bar )Control Pressure (10 bar)控制压力控制压力((10bar )Connection to the cylinders s 连接到拉伸汽缸Signal (4 Signal (4 ––20 20 mA mA mA) ) from B&R PLC来自B&R PLC 的信号的信号((4 4 ––20 20 mA mA )Pressure in from air distributor Regulation Unit for P1 (18V1)P1(节装置Proportional Valve Dome Regulator圆顶调节阀Blow Pressure SensorP17 bar10 barP1P2拉伸杆气环排气©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.08200_Pneumatic_BM_single_0702_d_e.ppt08200_Pneumatic_BM_single_0702_d_e.ppt©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Diagram 9:Blowing nozzle bloc / 吹嘴部分P2P1EX1EX 2P1P2Diagram 9:Blowing Valves / 机械阀P1©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.08200_Pneumatic_BM_single_0702_d_e.pptDiagram 9: Blowing Valve/Bar10Bar08200_Pneumatic_BM_single_0702_d_e.pptkrones Academy –Pneumatic single©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Diagram 9: Exhaust Muffler (Silencer) / 消声器P1P2Diagram 9: Pressure sensor /压力开关©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.08200_Pneumatic_BM_single_0702_d_e.ppt24Diagram 10: Stretching valve 22V3 / 拉伸电磁阀©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.08200_Pneumatic_BM_single_0702_d_e.pptDiagram 11: Compensation/ 压力补偿©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.08200_Pneumatic_BM_single_0702_d_e.ppt7 bar6V2辅助气源Not connected/nicht angeschlossen5V2HM2, 8barKRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.HM2, 8bar KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.3.2-瓶胚装载凸轮装置3.3 -Preform flap3.3-瓶坯挡板©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.08200_Pneumatic_BM_single_0702_d_e.ppt3.4 -Chain tensioner3.4-链条张紧气缸Sensor传感器©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.08200_Pneumatic_BM_single_0702_d_e.ppt开/锁模08200_Pneumatic_BM_single_0702_d_e.ppt ©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Diagram 2: 14 bar, 7 bar4V54V34V114 bar08200_Pneumatic_BM_single_0702_d_e.ppt ©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Thank you!。
吹瓶机气缸工作原理

吹瓶机气缸工作原理
吹瓶机的气缸工作原理如下:
1. 首先,气缸的工作依赖于气源(通常是压缩空气),通过气源提供的压力来推动活塞的运动。
2. 气缸通常由气缸筒、活塞和气源管路组成。
气缸筒是一个空心的金属筒,活塞则是一个与气缸筒密封配合的金属圆盘。
3. 在吹瓶机的工作过程中,气源的压力会通过气源管路进入气缸筒内部,推动活塞从气缸筒的一端向另一端移动。
当气源的压力增大时,活塞移动的速度也会增加。
4. 当活塞向气缸筒的一端移动时,气缸筒另一端的出口会产生负压,然后吹瓶机会将瓶坯放置在该出口位置。
随着活塞继续移动,压缩空气会通过出口进入瓶坯内部,使其膨胀成为瓶子的形状。
5. 当瓶子形成后,吹瓶机会停止向气缸供气,同时由于气缸筒的施力,在活塞的作用下,压缩空气会被排出气缸筒。
然后气缸筒的压力会迅速恢复到初始状态,准备进行下一次的吹瓶操作。
总的来说,吹瓶机的气缸工作原理是通过气源提供的压力推动活塞的来回运动,将压缩空气进入瓶坯内部使其膨胀成为瓶子的形状。
KRONES克朗斯吹瓶机ppt课件

Dokumentname
krones Academy
浇注铸造模架
浇注铸造模架
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
23
Dokumentname
krones Academy
30
Dokumentname
krones Academy
维护保养重点:
必须严格按照操作手册上的说明进行保养 该加油润滑的地方一定要安排时间加,不需加油的地方千万不要加,例如摩
4
Dokumentname
krones Academy
参数设定:
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
5
Dokumentname
krones Academy
2. 加热炉:
瓶胚只有拉伸及预吹,没有高压吹
可能高压吹阀体太脏,用酒精清洗 可能高压吹电磁阀动作不灵,更换新的电磁阀 可能该模站电分配器有问题,更换新的分配器,件号:0901393801
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
20
Dokumentname
krones Academy
瓶子合模线粗及错位
可能左右模具间隙太大,调整间隙0.2-0.3mm 可能模具定位销有磨损,更换定位销 可能模架及备压补偿板有磨损。
吹瓶机工作原理

定义吹瓶机,最浅显的解释就是能将做好的瓶胚通过一定的工艺手段吹成瓶子的机器。
目前大部分吹瓶机都还是二步法吹瓶机,即必须先将塑料原料做成瓶胚,然后再进行吹制。
现今一般常用的是PET材质的环保塑料。
热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。
吹塑工艺在第二次世界大战期间,开始用于生产低密度聚乙烯小瓶。
50年代后期,随着高密度聚乙烯的诞生和吹塑成型机的发展,吹塑技术得到了广泛应用。
中空容器的体积可达数千升,有的生产已采用了计算机控制。
适用于吹塑的塑料有聚乙烯、聚氯乙烯、聚丙烯、聚酯等,所得之中空容器广泛用作工业包装容器。
根据型坯制作方法,吹塑可分为挤出吹塑和注射吹塑,新发展起来的有多层吹塑和拉伸吹塑。
吹瓶的过程又分为两个部分一、预热将瓶坯(胚)通过红外线高温灯管照射,将瓶坯(胚)的坯(胚)体部分加热软化,为了保持瓶口形状,瓶坯(胚)口是不需要加热的,因此需要一定的冷却装置对其进行冷却操作。
二、吹瓶成型该阶段是将已经预热好的瓶坯(胚)放置到已经做好的吹模中,对其内进行高压充气,把瓶坯(胚)吹拉成所需的瓶子。
市面上的吹瓶机一般分为全自动和半自动两种。
全自动吹瓶机通过机械手的操作将吹瓶的两个操作合在一起完成,免去了中间人工将预热好的瓶坯(胚)放入吹模的过程。
大大加快了生产的速率,当然价格也为比半自动的要高。
产品的选择如何选择自己所需要的吹瓶机型号,想必也是大家最为关注的话题。
一般来说,根据自己所需的产品来选择吹瓶机的型号。
征对不同的用量的厂家,一般关注的是一出几腔的、瓶子容量的大小,及每小时的产量。
通过自己的需要来选择符合自己所需的型号是非常关键的。
如今,国内做吹瓶机的厂家也相当之多,在价格合适的基础上选择一个品牌不错的厂家也应该是考虑的关键,国内比较大的吹瓶机厂商主要集中在浙江台州。
吹瓶机检测机技术教材课件

8
二、吹瓶检测机的基本原理
5. 侧壁检测机基本结构
3
一、吹瓶检测机的结构及功能
1.2 检测机的构造
吹瓶检测机装 置有下列部分 组成:支架、瓶 口照相机、侧 壁照相机、侧 壁闪光灯、瓶 底照相机、瓶 口LED闪光灯 、瓶底闪光灯 、防护玻璃、 排除装置、PE 传感器、编码 器等
瓶口照 相机 侧壁照 相机 PE传 感器 防护 玻璃
4
瓶 底 照 相 机
确认 是否 为打 开状 态
图1 图2
确认桥 接是否 处于关 闭状态
12
三、吹瓶检测机的基本操作
1.4 检查完毕确认无误后,在进入生产运行界面,选择运行界面,
点击DRC栏,选择“建立方式”进入检测机界面,如图所示
,此界面为“控制器”界面,在此界面上,所有的参数都不要 改动,也不要进入。点击图中右下角DRC模块栏,选择进入 瓶口、 瓶底、侧壁等调节选项可进入各调整界面。
图2 26
四、吹瓶检测机基本调整
2.2 调整好图像,点击 返回图18界面,点击“调节”,进入此界 面调整的“曝光时间”。调整曝光最佳时间。
27
四、吹瓶检测机基本调整
2.3 点击 返回图27界面,点击“预先定中心“,根据“区域” 界面曲线图X、Y、R显示的实际数据,对目标半径进行设定。
28
四、吹瓶检测机基本调整
侧壁闪 光灯
排除 装置
瓶底闪 光灯
二、吹瓶检测机的基本原理
克朗斯自动化生产线吹瓶机浅谈精选文档
克朗斯自动化生产线吹瓶机浅谈精选文档 TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-天津冶金职业技术学院毕业课题吹瓶机在自动化饮料生产中的应用及维护系别电气工程系专业电气自动化班级2008级4班学生姓名高冈指导教师周敬2011年 5 月 5 日摘要随着人民生活水平的提高,饮料的市场需求量也不断增加,产品的质量就成为了生产厂商和消费者关注的问题。
人民生活水平的日益提高,对健康,绿色和营养食品需求日益增加,食品饮料制造商面临着就如何提高产品质量,满足日益严格的行业规范需求,提高产能,优化企业生产流程,缩短产品的上市时间,降低企业的生产和运营成本等很多问题。
而采用现代的自动化控制和管理信息系统,提高企业的信息化管理水平就是有效地解决以上问题的途径。
吹瓶、灌装、套标、喷码是影响PET饮料瓶质量的四道关键工序。
吹瓶机在自动化生产中是矿物质水生产中非常重要的生产设备,KRONES是世界知名的水处理公司,它利用西门子多种通信网络让S7-300读取各种接近开关、光电开关、压力开关、温度开关、传感器等开关量的状态,控制各种阀门、继电器、接触器、现场总线等,以实现CPU对这些设备的数据采集与控制。
关键词:自动化控制,吹瓶机,传感器,现场总线目录1吹瓶机的自动化概述目前,饮料的市场需求量也不断增加,自动化生产线的出现大大提到了生产产能。
世界四大吹瓶机吹塑机强国美、日、德、意均十分重视市场及用户生产要求,把提高机器转数、提高生产率作为设计追求的重要指标。
提高生产率的一个主要途径是提高转速,但提高机器转速是一个复杂问题;速度越高,单件生产成本越低,可厂房使用面积也随之提高,故障率也随之提高,反会使效率降低,因此应寻求两者最优结合点:机器转速提高对其他元件的材质、可靠性、性能及寿命也要产生相关影响,一般而言,提高转速15%~20%就会带来一系列复杂问题,何况电动机转速也是有限的,不能想多快就多快。
吹瓶机工作原理
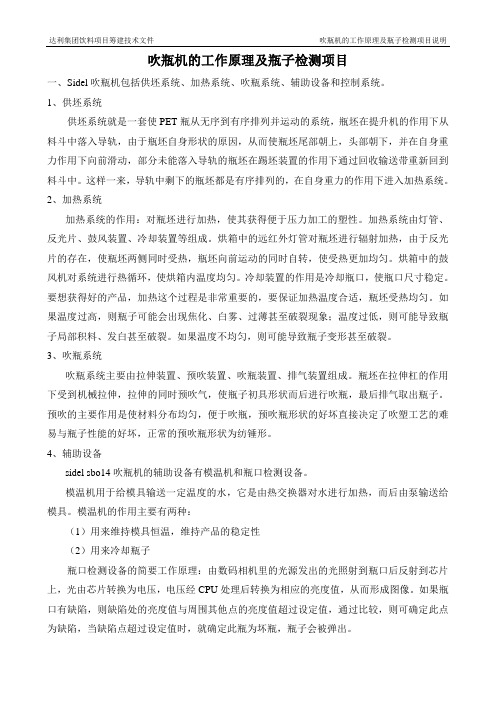
吹瓶机的工作原理及瓶子检测项目一、Sidel吹瓶机包括供坯系统、加热系统、吹瓶系统、辅助设备和控制系统。
1、供坯系统供坯系统就是一套使PET瓶从无序到有序排列并运动的系统,瓶坯在提升机的作用下从料斗中落入导轨,由于瓶坯自身形状的原因,从而使瓶坯尾部朝上,头部朝下,并在自身重力作用下向前滑动,部分未能落入导轨的瓶坯在踢坯装置的作用下通过回收输送带重新回到料斗中。
这样一来,导轨中剩下的瓶坯都是有序排列的,在自身重力的作用下进入加热系统。
2、加热系统加热系统的作用:对瓶坯进行加热,使其获得便于压力加工的塑性。
加热系统由灯管、反光片、鼓风装置、冷却装置等组成。
烘箱中的远红外灯管对瓶坯进行辐射加热,由于反光片的存在,使瓶坯两侧同时受热,瓶坯向前运动的同时自转,使受热更加均匀。
烘箱中的鼓风机对系统进行热循环,使烘箱内温度均匀。
冷却装置的作用是冷却瓶口,使瓶口尺寸稳定。
要想获得好的产品,加热这个过程是非常重要的,要保证加热温度合适,瓶坯受热均匀。
如果温度过高,则瓶子可能会出现焦化、白雾、过薄甚至破裂现象;温度过低,则可能导致瓶子局部积料、发白甚至破裂。
如果温度不均匀,则可能导致瓶子变形甚至破裂。
3、吹瓶系统吹瓶系统主要由拉伸装置、预吹装置、吹瓶装置、排气装置组成。
瓶坯在拉伸杠的作用下受到机械拉伸,拉伸的同时预吹气,使瓶子初具形状而后进行吹瓶,最后排气取出瓶子。
预吹的主要作用是使材料分布均匀,便于吹瓶,预吹瓶形状的好坏直接决定了吹塑工艺的难易与瓶子性能的好坏,正常的预吹瓶形状为纺锤形。
4、辅助设备sidel sbo14吹瓶机的辅助设备有模温机和瓶口检测设备。
模温机用于给模具输送一定温度的水,它是由热交换器对水进行加热,而后由泵输送给模具。
模温机的作用主要有两种:(1)用来维持模具恒温,维持产品的稳定性(2)用来冷却瓶子瓶口检测设备的简要工作原理:由数码相机里的光源发出的光照射到瓶口后反射到芯片上,光由芯片转换为电压,电压经CPU处理后转换为相应的亮度值,从而形成图像。
全自动吹瓶机工作原理
全自动吹瓶机工作原理
全自动吹瓶机是一种用于生产塑料瓶的设备,其工作原理如下:
1. 塑料颗粒进料:首先,将塑料颗粒添加到机器的进料系统中。
这些塑料颗粒通常是由聚乙烯、聚丙烯等原料制成的。
2. 加热和熔化:在进料系统中,塑料颗粒被送入加热区域。
通过加热系统,塑料颗粒被加热到高温,使其熔化成可塑性的熔融状态。
3. 气泡形成:一旦塑料颗粒熔化,它们被送入成型模具。
模具是一种中空的形状,其内部根据所需成型瓶子的形状和尺寸而设计。
一股高压空气被注入模具中,使熔融的塑料在模具内形成一个气泡。
4. 拉伸和剪断:当气泡形成后,模具开始徐徐拉伸,以形成瓶子的长度。
同时,模具内的切割器开始旋转,并在合适的位置剪断气泡。
这样就形成了一个完整的塑料瓶。
5. 冷却和排出:新形成的塑料瓶通过流水线传送到冷却区域。
在这里,瓶子通过冷却装置来冷却和固化。
一旦瓶子完全冷却,它们会被自动排出到下一个处理阶段或集装箱中。
通过上述过程,全自动吹瓶机能够高效地生产出各种形状和尺寸的塑料瓶子。
它具有自动化程度高、生产效率高和能耗低的优点,广泛应用于食品包装、饮料工业、化妆品等领域。
KRONES克朗斯吹瓶烘炉加热炉工作原理
03300_HZM2.1_Heating_System_0904_EN.ppt加热系统©KRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet. Heating Module: Heating System 加热模块:加热系统克朗斯学院1.Heating module (linear oven)加热模块(直线式加热箱)2.Blowing module 吹瓶模块3.Preform box lifter or elevator 瓶坯箱起重机或升降机4.Preform silo or hopper 瓶坯料仓或翻斗5.Preform vertical elevator belt 瓶坯垂直升降带6.Preform rollers (unscrambler)瓶坯滚轮(自动堆垛机)7.Preform feeding rail 瓶坯进给轨道8.In-feed starwheel linear oven 进给星轮直线式加热箱9.Mandrel heating chain 心轴加热链10.Heater boxes 加热箱11.Preform transfer 瓶坯输送12.Blow wheel 吹瓶圈13.Bottle transfer 瓶子输送14.Air conveyor 空气输送机15.Operator control panel +KK 操作员控制面板+KK16.Electric cabinet (power supply)配电箱(电源)17.Water panel 水控制面板18.Pneumatic panel 气动面板16174110152761211814913Machine Layout机器布局318503300_HZM2.1_Heating_System_0904_EN.ppt©KRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet. Heating加热1.Heater Boxes 加热灯箱2.Heater controller 加热控制器3.Preform temperatur 瓶坯温度4.Oven temperature 加热炉温度Topics 标题03300_HZM2.1_Heating_System_0904_EN.ppt©KRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet. 1.3000 Watts3000瓦特2.2500 Watts2500瓦特3.2500 Watts2500瓦特4.2500 Watts2500瓦特5.2500 Watts2500瓦特6.2500 Watts2500瓦特7.2500 Watts2500瓦特8.2500 Watts2500瓦特9.2500 Watts2500瓦特Heating: Infrared Lamps Oven 加热:红外线灯管加热灯箱Modul HK1模块HK1Modul HK2模块HK2Modul HK10模块HK101232019181716154658910713121114Heaterbox No.加热箱编号Spacer3 mm blue/ 3毫米的垫片,蓝色/Lamp 灯管Lamp 灯管工艺/加热控制1KRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet.03300_HZM2.1_Heating_System_0904_EN.ppt灯管1-3 inputs 输入端加热控制器报警120KRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet.03300_HZM2.1_Heating_System_0904_EN.ppt瓶坯温度控制器KRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet.03300_HZM2.1_Heating_System_0904_EN.pptPyrometer 2 for neck temperature Pyrometer 1 for preform surface temperature,用于监测瓶坯表面温度功能/主功能2max neck temperature60°C颈部温度最高为60°CKRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet.03300_HZM2.1_Heating_System_0904_EN.ppt通风系统-顶部视图CBT-8803300_HZM2.1_Heating_System_0904_EN.ppt ©KRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet. Without cooling未冷却Preform Heat Penetration瓶坯的热透度With cooling冷却MMA/工艺/冷却KRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet.03300_HZM2.1_Heating_System_0904_EN.pptPT 100Speed of preform cooling fans瓶坯冷却风扇的速度KRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet.03300_HZM2.1_Heating_System_0904_EN.pptOutput/Stellgröße输出/Stellgröße03300_HZM2.1_Heating_System_0904_EN.ppt ©KRONES AG 2007 -Verwendung, Vervielfältigung und Verbreitung sind ohne Zustimmung des Autors nicht gestattet. Thank You!谢谢!。
KRONES吹瓶机原理技术教材 ppt课件

1.5 加热链与进口星轮的调整:
如果加热芯轴(5)没有对准瓶坯颈口的中心, 则需要调整进口星轮(即有涨紧套(6)的星 轮)。调整时,松开所有内六角螺钉(1), 然后拧下其中的3个,并将螺钉拧进拆卸螺孔 (2),直到感觉到阻力。依次将这些螺钉旋 转半圈,重复这一步骤,直到涨套装置脱出。 然后将螺钉拧回如图所示的位置(1)。现在 可以手动旋转进口星轮,直到传输位置正确。 最好拆掉中心导块(3),因为这样可以更清 楚地看到取胚芯轴(5)。拆除时,需要松动 夹片(4),取下导块。 轻轻拧紧涨套装置上的螺钉,点动一些瓶坯检 查传输位置,如有需要,请重新调整。如果传 输位置正确,用17Nm的扭距以对角顺序均匀 地拧紧涨套装置(1)上的螺钉。如果拆掉了 中心导块(3),需要重新安装,并用夹片固 定(4)。
1.2高度不正
用最高的模架作为零位参考模具,标有位置 1的机械手是参考机械手(在工厂量定), 用来完成调整工作。把参考机械手移到参考 模具的上面。确保瓶坯在夹钳中。调整时, 要使进口星轮上瓶坯颈环的下缘与模具壳的 上缘之间的距离为0.3mm(使用塞尺测 量),使出口星轮上的该距离为0mm。
调整原则:最低的机械手,最高的模具
1.3入胚轮及出瓶轮的工作原理
进胚、出瓶机 械手凸轮内部
从加热炉传输
1.3入胚轮及出瓶轮的工作原理
入胚机械手 与烘炉同步
排瓶气缸
四、主转轮原理及模站工作原理
1.1主转轮及吹塑站的结构 主转轮主要由:模站、气旋转分配器、油、水放旋转接头、5大凸轮、拉伸部分 等组成;
KRONES灌装检测工作原理及工艺参数调整
封盖质量
封盖检测装置结构
1 侧面的照相机 (2 个) 2 光源(闪光灯)
封盖质量
封盖检测装置结构
1 侧面的照相机 (2 个) 2 镜箱 3 容器 4 光源
封盖质量
倾斜运行时间参数
分析 区域
液位过临低界时 波形高值于临
界值线
1.原理:倾斜是通过比较分 析区域内黑点数量来判断盖 子是否为高盖的,盖子越高 分析范围内的黑点就越多
液位检测
分析 范围
临界 线
1.液位正常时灌装 错误临界值线(红 线)应如左图在波 形之间穿过,临界 值越小红线越低, 精度越高
2.两绿线之间为分 析范围,只有两绿 线之间波形起作用
液位检测
液位过低图像
液位过低时 波形高于临
界值线
打开此图标
观察连续图 像
分析菜单 显示液位检测状
态,关闭/接通/就绪 单个瓶触发显示 连续触发显示,
封盖质量
密封质量2分析
分析 范围
实际 值
错误最小值、 最大值
打开连续拍照, 观察亮点数的实 际值,当亮点数 实际值将小于错 误最大值时为正 常,实际值大于 错误最大值时为 不良品,错误最 大值越小分析越 精确(错误最小 值默认为-1)
封盖质量
保持环分析
实际 值
分析 范围 结构
最小、最大直 径设定值
打开为强制闪光
实际 值
错误最小值、 最大值
1.打开连续拍照,观察黑点 数的实际值,正常时实际值 将小于错误最大值,错误最 小值默认为-1,错误最大值 越小分析越精确
2.分析区高度越低越精确
封盖质量
密封质量1运行时间参数
临界 值
1.原理:密封质量1是通过比 较分析区域内亮点数量来判 断盖子是否为断环的,盖子 断环越大亮点数就越多 2.临界值:临界值用来区分 什么样的亮度为黑点或亮点 的,当比较黑点时临界值越 大越精确,比较亮点时越小 越精确注意:过小易误打, 过大不良品不能被识别)
KRONES克朗斯吹瓶机

Dokumentname
10
krones Academy
3. 加热参数,吹气参数设定
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
Dokumentname
11
krones Academy
krones Academy
瓶胚只有拉伸没有预吹,高压吹
可能模具合上但是没有锁住,应检查锁模凸轮,并用专用工具作调整
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
Dokumentname
其他:
瓶胚只有拉伸没有预吹,高压吹 瓶胚只有拉伸及预吹,没有高压吹 瓶子不成型(热灌)
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
Dokumentname
24
Dokumentname
16
krones Academy
6. 机器转动一圈响一声
分析思路(进胚前,后) 最佳方法 调节方法(五组凸轮导轨)
KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.
Dokumentname
18
krones Academy
8. 润滑:
吹瓶机工作原理

定义吹瓶机,最浅显的解释就是能将做好的瓶胚通过一定的工艺手段吹成瓶子的机器。
目前大部分吹瓶机都还是二步法吹瓶机,即必须先将塑料原料做成瓶胚,然后再进行吹制。
现今一般常用的是PET材质的环保塑料。
热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。
吹塑工艺在第二次世界大战期间,开始用于生产低密度聚乙烯小瓶。
50年代后期,随着高密度聚乙烯的诞生和吹塑成型机的发展,吹塑技术得到了广泛应用。
中空容器的体积可达数千升,有的生产已采用了计算机控制。
适用于吹塑的塑料有聚乙烯、聚氯乙烯、聚丙烯、聚酯等,所得之中空容器广泛用作工业包装容器。
根据型坯制作方法,吹塑可分为挤出吹塑和注射吹塑,新发展起来的有多层吹塑和拉伸吹塑。
吹瓶的过程又分为两个部分一、预热将瓶坯(胚)通过红外线高温灯管照射,将瓶坯(胚)的坯(胚)体部分加热软化,为了保持瓶口形状,瓶坯(胚)口是不需要加热的,因此需要一定的冷却装置对其进行冷却操作。
二、吹瓶成型该阶段是将已经预热好的瓶坯(胚)放置到已经做好的吹模中,对其内进行高压充气,把瓶坯(胚)吹拉成所需的瓶子。
市面上的吹瓶机一般分为全自动和半自动两种。
全自动吹瓶机通过机械手的操作将吹瓶的两个操作合在一起完成,免去了中间人工将预热好的瓶坯(胚)放入吹模的过程。
大大加快了生产的速率,当然价格也为比半自动的要高。
产品的选择如何选择自己所需要的吹瓶机型号,想必也是大家最为关注的话题。
一般来说,根据自己所需的产品来选择吹瓶机的型号。
征对不同的用量的厂家,一般关注的是一出几腔的、瓶子容量的大小,及每小时的产量。
通过自己的需要来选择符合自己所需的型号是非常关键的。
如今,国内做吹瓶机的厂家也相当之多,在价格合适的基础上选择一个品牌不错的厂家也应该是考虑的关键,国内比较大的吹瓶机厂商主要集中在浙江台州。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
01000_Introduction_Contiform_S_0609_d_e.ppt ©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Process & Contiform Introduction 吹瓶机介绍Contiform S Animation ©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt1.Heating module (linear oven) 加热模块(直线加热炉)2.Blowing module3.Preform box lifter or elevator4.Preform silo or hopper5.Preform vertical elevator belt6.Preform rollers (unscramble)7.Preform feeding rail8.In-feed starwheel9.Mandrel heating chain10.Heater boxes11.Preform transfer12. Blow wheel13. Bottle transfer14.Air conveyor15.Operator control panel/cabinet16.Electric cabinet (power supply)17.Water panel18.Pneumatic panel2 生产运行方式简介生产运行方式简介((1)©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt生产运行方式简介((2)3 生产运行方式简介在加热炉出口星轮将瓶胚传送到吹塑站©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt4 生产运行方式简介生产运行方式简介((3)©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt5 生产运行方式简介生产运行方式简介((4)©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.pptkrones Academy – Process & Contiform Introduction Blowing Process / 吹瓶工艺© KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt11krones Academy – Process & Contiform Introduction如何吹瓶: 如何吹瓶:g 塑坯进入吹瓶站后,底模升起,整个模具闭合并锁紧。
g 预加热的塑坯被支撑环握持并固定在模具中,这可预防瓶口加工的 变形。
g 只有当模具关闭时吹嘴才下降。
g 第一步:拉伸杆下降拉伸。
g 第二步:在拉伸杆刚接触瓶胚底部时(P0),开始预吹。
该时间的长 短决定了瓶子底部的厚度。
取决于塑坯和瓶子的形式,预吹压力为7 -16bar,持续0.2至0.7秒,取决于瓶子的尺寸。
© KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt12krones Academy – Process & Contiform Introduction如何吹瓶: 如何吹瓶:g 在预吹结束时,瓶子轮廓已经基本成型了,原料分配也结束了。
g 第三步:在拉伸杆到达瓶子底部时(P10),开始终吹。
压抵模壁进行冷却,产生最 精细的轮廓,。
压力越大则冷却效果越好并降低冷却时间。
压力范围为30至38 bar,持续时间取决于机器速度。
g 第四步:拉伸杆返回,一般在120度。
g {对于热灌装机器,是热模壁,以提高瓶子的结晶度。
为防止瓶子的热收缩,同 时拉伸杆要吹气以抵消收缩量。
吹气一直持续到泄压开始。
}g 第五步:在模具打开之前,瓶中的压力必须被释放。
这取决于压力和瓶子的尺 寸,将持续0.2–0.6秒,然后缩回吹嘴,模具开锁,打开。
瓶子离开模具后,在 72小时内将收缩1%至2%。
© KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt13krones Academy – Process & Contiform IntroductionContiform© KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt14krones Academy – Process & Contiform IntroductionHeating: Infrared lamps oven 远红外线灯管© KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt15krones Academy – Process & Contiform IntroductionHeating: Infrared lamps oven 加热:远红外灯管加热器1. 2. 3. 4. 5. 6. 7. 8. 9.3000 Watts 2500 Watts 2500 Watts 2500 Watts 2500 Watts 2500 Watts 2500 Watts 2500 Watts 2500 Watts© KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt16krones Academy – Process & Contiform Introduction Remote control location43 122 13 111 4© KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt17krones Academy – Process & Contiform Introduction Panel +KK / 控制面板Touchscreen / 触摸屏Transponder recognition 感应钥匙Push buttons / 按钮© KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent. 01000_Introduction_Contiform_S_0609_d_e.ppt18krones Academy – Process & Contiform Introduction Push buttons / 按钮1 2 3 4 1 2 3 4 5 6 7 8 5 6 9 10 7 8 9 10 Stop drive Start drive Inching button Loading manual Loading stop Loading automatic Reset Reset Service key Emergency button 停机 开机 点动按钮 手动进坯 停止进坯 自动进坯 复位(指示灯) 复位 服务键 紧急按钮© KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.01000_Introduction_Contiform_S_0609_d_e.ppt19krones Academy – Process & Contiform Introduction Push buttons / Tastenstreifen_04071 2 3 4 5 6 7 8 9 10© KRONES AG 2007 - No utilisation, copying and/or distribution without author's consent.Stop drive Start drive Inching button Loading manual Loading stop Loading automatic Reset Reset Service key Emergency button01000_Introduction_Contiform_S_0609_d_e.ppt停机 开机 点动按钮 手动进坯 停止进坯 自动进坯 复位(指示灯) 复位 服务键 紧急按钮201.Heating module (linear oven)2.Blowing module3.Preform box lifter or elevator4.Preform silo or hopper5.Preform vertical elevator belt6.Preform rollers (unscramble)7.Preform feeding rail8.In-feed starwheel linear oven 9.Mandrel heating chain 10.Heater boxes 11.Preform transfer 12.Blow wheel 13.Bottle transfer 14.Air conveyor15.Operator control panel +KK 16.Electric cabinet (power supply)17.Water panel 18.Pneumatic panel16174110152761211814913Safety instruction 安全规则3185Main Switch & Remote Control /主电源和点动手柄Locking+ Unlocking锁/开门Reset复位01000_Introduction_Contiform_S_0609_d_e.ppt©KRONES AG 2007 -No utilisation,copying and/or distribution without author's consent. Thank you!谢谢!。