GRR测量系统分析报告范例
GRR计量型系统分析报告FM-03-15-A0

P
1.046
测量数据平均值( )= 再现性(AV) (XDIFF×K2)²-EV²/nr 0.014
极差平均值( R )= R&R
重复性(EV) 数据分析 EV= R *K1 0.049 指标值
AV²+EV²
0.051
R&R²+PV²
1.695
USL-LSL
0.2
精密度与公差比率:%P/T=(R&R)/(USL-LSL) 精密度与总变异比率:%GR&R=GRR/TV 分辨指数:NDC=Round(√2*PV/R&R) 判定标准 合格 取决于该量具系统等因素 不合格 %GR&R 0~10% 10%~30% >30%
条件接受 合格 合格
%P/T NDC >10 5~9 <5
0~10% 10%~30% >30%
FM-m) K2 样品数(n) K3
2 4.56 2 3.65 9 1.67
3 3.05 3 2.7 10 1.62
10.9929
0.2675248
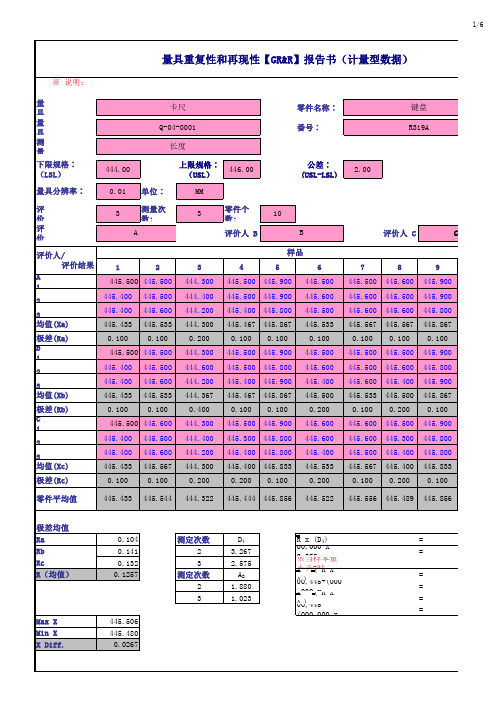
GRR计量型系统分析报告
量具名称 产品名称 测量尺寸 测量人员 测量次数 1 2 3 R 1 2 3 R 1 2 3 R 部件平均值 XDIFF=Xmax-Xmin= 1 50.080 50.070 50.080 0.010 50.040 50.040 50.034 0.006 50.060 50.080 50.060 0.020 50.060 0.006 2 50.070 50.060 50.070 0.010 50.060 50.070 50.060 0.010 50.090 50.080 50.080 0.010 50.071 50 3 50.150 50.130 50.130 0.020 50.120 50.100 50.120 0.020 50.160 50.160 50.150 0.010 50.136 X̿ 4 50.050 50.030 50.050 0.020 50.060 50.070 50.060 0.010 50.050 50.050 50.050 0.000 50.052 50.162 部件变异(PV) Rp*K3 1.694 25.69% 3.03% 47 尺寸公差(上限-下限) 参加测试人员数量(m) 测量次数(r) 5 50.090 50.090 50.090 0.000 50.090 50.100 50.090 0.010 50.040 50.050 50.040 0.010 50.076 6 50.090 50.060 50.050 0.040 50.050 50.050 50.050 0.000 50.050 50.060 50.050 0.010 50.057 7 50.010 50.010 50.020 0.010 50.010 50.020 50.010 0.010 50.010 50.020 50.020 0.010 50.014 0.2 3 3 8 50.010 50.050 50.060 0.050 50.030 50.050 50.060 0.030 50.040 50.070 50.040 0.030 50.046 0.016 总变异(TV) 尺寸公差(T) 9 50.040 50.050 50.040 0.010 50.050 50.030 50.050 0.020 50.050 50.050 50.050 0.000 50.046 产品数量(n) 考核主导人 考核日期 10 51.090 51.070 51.040 0.050 51.040 51.070 51.060 0.030 51.050 51.050 51.070 0.020 51.060 `R `R 0.012 `x 50.163 `R 0.015 `x 50.158 `R 0.022 `x 50.164 字符 平均值 10
GRR测量系统分析报告范例
※均值图中超出控制线的点应该至少在50%以上。 极差图
0.450
0.400 0.350
0.300
极差
0.250
0.200 0.150
0.100
评价人 A 评价人 B 评价人 C UCL
极差
3/6
0.100
0.050 0.000
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
零件变差 (PV) PV = Rp x K3 PV = O38*0.3146 PV = 0.50546 总变差 (TV) TV = GRR2 +PV2 TV = SQRT((D70)^2+(D77)^2) TV = 0.510894
测量系统可靠的辨别的分级数 ndc= 1.41(PV/R&R) ndc= 9 OK
均值(Xb) 极差(Rb) C
445.433 0.100 2 445.400 3 445.400
1 445.500 445.600 445.500 445.600 445.567 0.100 445.544
445.500 445.900 445.300 445.800 445.400 445.800 445.400 445.833 0.200 0.100
※极差图中不应该有超出控制线的点。
4/6
A
C
10 445.950 445.930 445.910 445.930 Xa 445.506 0.040 445.920 445.930 445.930 445.927 Xb 445.499 0.010 445.940 445.920 445.930 445.930 Xc 445.480 0.020 445.929 Rc 0.132 X 445.495 RP ####### Rb 0.141 Ra 0.104
GRR测量系统分析报告范例

GRR测量系统分析报告范例
摘要
本报告旨在评估GRR(一致性比率)测量系统的性能。
报告分析了GRR测量系统的重要功能,包括强制校准,可重复性测量,跨设备可比性测量以及可靠性和可验证性。
本报告由对GRR测量系统的实际实施情况进行评估。
最后,报告建议将GRR作为给定产品系列的产品质量保证。
关键词:GRR测量系统;可重复性测量;可靠性;可验证性;质量保证
1. Introduction
GRR(一致性比率)测量系统是一种测量系统,用于评估和监控批量制造过程中产品的一致性。
它是用于评估机加工过程中产品变动的重要工具,它的主要功能是强制校准,可重复性测量,跨设备可比性测量,可靠性和可验证性。
本报告将评估GRR测量系统的性能,以帮助客户使用GRR 测量系统来控制产品质量。
2.GRR测量系统
GRR测量系统实际上是一种计量学方法,用于评估指定批次产品的多个尺寸特征(如深度、宽度或高度)的变化程度。
GRR测量系统由一组量规(或称为测量设备)和一套软件组成。
GRR测量系统量规一般用于计算变量特征的测量值,同时软件程序用于计算多个变量特征的一致性比率,以评估产品的一致性水平,并判断产品是否合格。
(精品)GR-R报告分析模板

量具类型: Gage Type
R = 0.00000
XDI
FF
MSA
#DIV/0!
Rp =
Байду номын сангаас
重复性-设备变差(EV)
EV
= R × K1
= 0.00000 × 0.5908
试验 2
K1 0.8862
%EV
= 0.00000
3 0.5908
再现性-评价人变差(AV)
AV
=
(XDIFF ×
K2)2 - (
SKYROCK MSA研究
upwards show the measure ment system is accepted 。
Prepared:
Date:
Approved :
Date:
4. ndc≥ 5
5. X chart: more than 50% points out of the control line;
SKYROCK
零件号和名称Part Name:
量具重复性和再现性报告 GageR&R Report
量具名称: Gage Name
日 期: Date
SKYROCK MSA研究
特性: Characteristics
量 具 号:Gage Number
完 成 人: Prepared by
规范: Specification
2 0.7071
零件变差(PV)
3 0.5231
PV
= Rp × K3
= #DIV/0! × 0.3146
= #DIV/0!
总变差(TV)
TV
=
GRR PV 2
2
+
视觉测量系统grr分析报告

视觉测量系统grr分析报告视觉测量系统是一种先进的测量技术,可以实现高精度的尺寸测量和外形分析。
为了保证视觉测量系统的可靠性和准确性,需要进行GRR(重复性与再现性)分析。
本报告基于对某视觉测量系统的GRR分析结果进行详尽描述和解读。
起首,我们对视觉测量系统进行了10次重复测量,并记录了每次测量的结果。
通过统计分析,我们得出了各个测量结果的平均值、标准偏差和范围。
结果显示,视觉测量系统对于相同尺寸的测量结果具有较好的重复性,平均值和标准偏差的差异较小。
接着,我们进行了再现性分析。
我们邀请了3名不同操作者对同一尺寸进行测量,并记录了各自的测量结果。
通过统计分析,我们得出了不同操作者之间的差异。
结果显示,再现性较好,不同操作者之间的测量结果差异较小。
综合重复性和再现性分析结果,我们得出了视觉测量系统的GRR值。
GRR值是衡量测量系统可靠性和准确性的重要指标。
结果显示,该视觉测量系统的GRR值较小,表示系统的重复性和再现性较好,可以满足实际应用的需求。
除此之外,我们还对视觉测量系统的测量误差进行了分析。
通过对比测量结果与已知标准值的差异,我们得出了系统的测量误差范围。
结果显示,系统的测量误差在可接受的范围内,可以满足实际应用的要求。
最后,我们对GRR分析结果进行了评估和总结。
通过对比分析,我们发现该视觉测量系统具有较好的重复性和再现性,测量误差在可接受范围内。
因此,该视觉测量系统可以可靠地用于尺寸测量和外形分析,在生产过程中发挥重要作用。
总之,本报告详尽介绍了对视觉测量系统进行的GRR分析结果。
通过该分析,我们可以评估该系统的可靠性和准确性,并为实际应用提供参考。
视觉测量系统的GRR分析是保证测量结果可靠的重要步骤,对于提高产品质量和生产效率具有重要意义。
测量系统GRR分析模板

量具重复性和再现性数据表编号:量具重复性和再现性报告编T=UCL R =LCL R ==UCL X =LCL X =重复性极差控制图工 厂:#REF!制造部门:操 作 人:零件名称:零件图号:技术要求:测量参数:机器编号:日 期:样本容量/频率:控制线计算日期:#VALUE!#VALUE!#VALUE!零件评价人平均图工 厂:#REF!制造部门:操 作 人:零件名称:零件图号:技术要求:测量参数:机器编号:日 期:样本容量/频率:控制线计算日期:#DIV/0!#DIV/0!#DIV/0!#DIV/0!的零件平均值在限值外。
0.000.100.200.300.400.500.600.700.800.901.00评价人A 、B 、C 的极差平均极差极差上限0.2000.3000.4000.5000.6000.7000.8000.9001.000零件平均值零件平均值均值均值上限XRA ÆÀ¼ÛÈËB ÆÀ¼ÛÈËCÆÀ¼ÛÈËAÆÀ¼ÛÈËB ÆÀ¼ÛÈËCÆÀ¼ÛÈË0.000R编号:(EV/TV(AV/TV零件数量;r=(R&R/TV(PV/TVg)为1,因为只有单极差计算。
人数的乘积(g),并假设该值大于15。
d2为0。
为1,因为只有单极差计算。
99.0%的面积)。
极差下限均值下限C C。
测量系统分析-GRR

控制编号: 量具名称: 量具数量: 刻度: 零位: 度量单位:
游标卡尺 1 0.02 校准 mm
短表
部件编号: 部件名称: 操作编号: 特性: 规范: 总计公差:
上梁导向装置
编制: 操作者 A: 操作者 B: 场所: 日期:
李国庆 汪海潮 制造车间 4月10日
% of Tol. Range = (R&R / Tol. Range) * 100
% of Tolerance Range = 10.39%
附加信息:
Q/XO 201.037-2007-FM008-01
'GRR Short' 10/10/01
1
指导: 1) 只在灰色区域打字. 2) 随机选择5个部件,然后将其按照1-5编号. 3) 让2个操作者独立的测量每个部件,将结果记录在下面。 4 分析结果以确定机遇再现性和重复性的变差。 操作者 部件 1 2 3 4 5
李国庆
操作者
汪海潮
极差 0.06 0 0.02 0.02 0.02 0.12 0.024
347.70 347.64 347.66 347.66 347.96 347.94 347.50 347.52 347.56 347.58 极差的合计: Rbarm = (合计/5) =
R&R = Rbarm * 4.33 R&R = 0.024 * 4.33 =
0392
评估: 可变的重复性和再现性Gauge R&R 可以解释为技术公差的百分比. Gauge R&R 不能超过技术公差的 10% ,以判断测量系统可接受。如果短表研究超出10%,建议执行长表研究。 如果长表研究超出20%,那么测量系统需要更换。
GRR双性分析报告
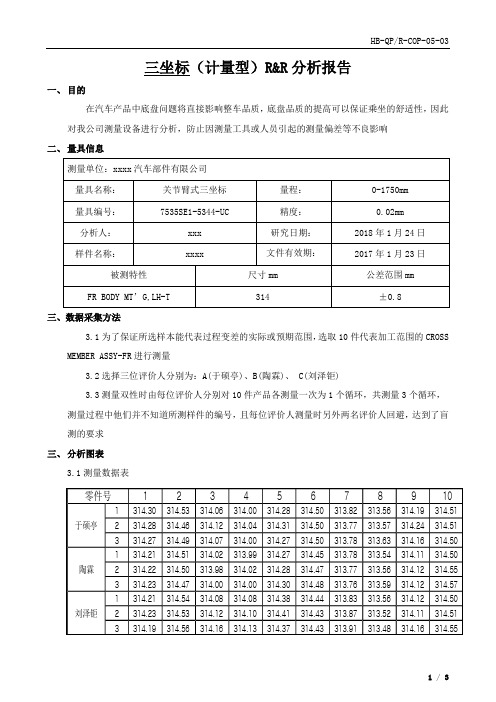
三坐标(计量型)R&R 分析报告一、 目的在汽车产品中底盘问题将直接影响整车品质,底盘品质的提高可以保证乘坐的舒适性,因此对我公司测量设备进行分析,防止因测量工具或人员引起的测量偏差等不良影响 二、 量具信息三、数据采集方法3.1为了保证所选样本能代表过程变差的实际或预期范围,选取10件代表加工范围的CROSS MEMBER ASSY-FR进行测量3.2选择三位评价人分别为:A(于硕亭)、B(陶霖)、 C(刘泽钜)3.3测量双性时由每位评价人分别对10件产品各测量一次为1个循环,共测量3个循环,测量过程中他们并不知道所测样件的编号,且每位评价人测量时另外两名评价人回避,达到了盲测的要求 三、 分析图表3.1测量数据表3.2双性分析图量具 R&R 研究 - XBar/R 法方差分量来源方差分量贡献率合计量具 R&R 0.0010291 1.10重复性 0.0006551 0.70再现性 0.0003740 0.40部件间 0.0921935 98.90合计变异 0.0932226 100.00过程公差 = 1.6研究变异 %研究变 %公差来源标准差(SD) (6 * SD) 异 (%SV) (SV/Toler) 合计量具 R&R 0.032080 0.19248 10.51 12.03 重复性 0.025596 0.15357 8.38 9.60 再现性 0.019339 0.11603 6.33 7.25 部件间 0.303634 1.82180 99.45 113.86 合计变异 0.305324 1.83194 100.00 114.50可区分的类别数 = 133.4 六合图分析四、结论及改进措施4.1结论4.2改进措施测量系统可接受,无需进一步改进制作者:审核:批准:日期:日期:日期:。
(精编)GR-R报告分析模板
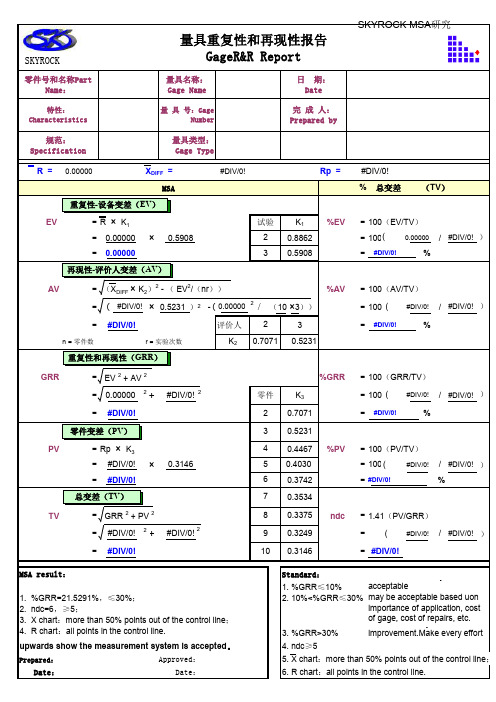
R = 0.00000X DIFF =#DIV/0!Rp =EV=R × K 1K 1%EV=100(EV/TV )=0.00000×0.59080.8862=1000.00000/#DIV/0!=0.000000.5908=#DIV/0!%AV= (X DIFF × K 2)2 - ( EV 2/(nr ))%AV=100(AV/TV )=#DIV/0!×0.5231-0.00000/(10 ×3))=100#DIV/0!/#DIV/0!=#DIV/0!评价人3=#DIV/0!%n = 零件数r = 实验次数K 20.5231GRR= EV 2 + AV 2%GRR =100(GRR/TV )=0.00000+#DIV/0!K 3=100#DIV/0!/#DIV/0!=#DIV/0!0.7071=#DIV/0!%0.5231PV=Rp × K 30.4467%PV=100(PV/TV )=#DIV/0!×0.31460.4030=100#DIV/0!/#DIV/0!=#DIV/0!0.3742=%0.3534TV= GRR 2 + PV 20.3375ndc =1.41(PV/GRR )=#DIV/0!+#DIV/0!0.3249=1.41#DIV/0!/#DIV/0!=#DIV/0!0.3146=#DIV/0!MSA result:Standard:1. %GRR ≤10%2. 10%<%GRR ≤30%3. %GRR>30%upwards show the measurement system is accepted 。
4. ndc ≥5Prepared:Approved:5. X chart :more than 50% points out of the control line ;Date:Date:6. R chart :all points in the control line.#DIV/0!% 总变差 (TV )#DIV/0!1. %GRR=21.5291%,≤30%;2. ndc=6,≥5;3. X chart :more than 50% points out of the control line ;4. R chart :all points in the control line.may be acceptable based uonimportance of application, cost of gage, cost of repairs, etc.MSA7103量具名称:Gage Name量具类型:Gage Type完 成 人:Prepared by日 期:Date2试验230.7071量具重复性和再现性报告GageR&R Report零件号和名称PartName:特性:Characteristics规范:Specification 量 具 号:GageNumberthe measurement system isacceptable measurement system needs improvement.Make every effort 98零件2456( )2 ( 22222( )( )( )( ) ( )重复性-设备变差(EV ) 再现性-评价人变差(AV ) 重复性和再现性(GRR )零件变差(PV ) 总变差(TV )SKYROCK))))):more than 50% points out of the control line;。
破坏型量具GRR测量系统分析报告
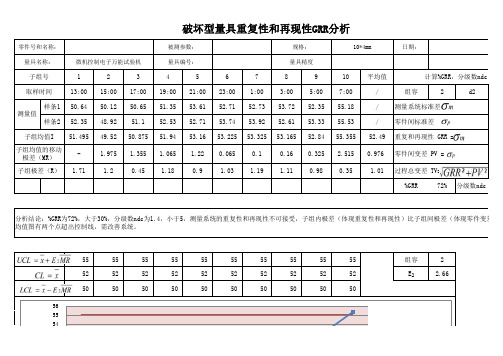
日期:12345678910平均值13:0015:0017:0019:0021:0023:001:003:005:007:00/组容2d2样条150.6450.1250.6551.3553.6152.7152.7353.7252.3555.18/样条252.3548.9251.152.5352.7153.7453.9252.6153.3355.53/51.49549.5250.87551.9453.1653.22553.32553.16552.8455.35552.49- 1.975 1.355 1.065 1.220.0650.10.160.325 2.5150.9761.71 1.20.45 1.180.9 1.03 1.19 1.110.980.35 1.01%GRR 72%分级数ndc55555555555555555555组容252525252525252525252E 2 2.6650505050505050505050量具精度破坏型量具重复性和再现性GRR分析零件号和名称:被测参数:规格:10*4mm 子组号计算%GRR,分级数ndc 取样时间测量系统标准差零件间标准差量具名称:微机控制电子万能试验机量具编号:子组均值I重复和再现性 GRR =子组均值的移动极差(MR)零件间变差 PV =子组极差(R)过程总变差 TV=测量值分析结论:%GRR为72%,大于30%,分级数ndc为1.4,小于5,测量系统的重复性和再现性不可接受,子组内极差(体现重复性和再现性)比子组间极差(体现零件变差)均值图有两个点超出控制线,需改善系统。
UCLCLLCL54 55563.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2 3.2组容21.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0D 4 3.2670.00.00.00.00.00.00.00.00.00.0D 303.3 3.3 3.3 3.3 3.3 3.3 3.3 3.3 3.3 3.3组容2LCL UCL UCLMR4647484950515253541 2 3 4 5 6 7 8 9 10 UCL CL LCL 子组均值I0.00.51.01.52.02.53.03.51 2 3 4 5 6 7 8 9 UCL CL1.0 1.0 1.01.0 1.0 1.0 1.0 1.0 1.0 1.0D 4 3.2670.00.00.00.00.00.00.00.00.00.0D 30RLCL 0.00.51.01.52.02.53.03.51 2 3 4 5 6 7 8 9 10 UCL CLdc1.1280.900.860.900.861.241.4变差)大,。
GRR量测系统分析报告

LSL
公差
50
60
70
USL
在此我們觀察到的 GR&R中% R&R根本無法接
受,而 % P/T完全可以接受。怎麼會出現這種
測量值(TV) 情況呢? 在這個實例中,%R&R很大。
然而當我們將量具精確度與公差 (USL - LSL) 相
比(P/T)時,我們發現GR&R - 5%. 是完全可
實際值
以接受的。
準確度:平均值 觀察到的值 = 主值 + 測量偏差
實際值
測量值
測量偏差
m總量 = m 產品 + m 衡量
測量系統偏差----通過 “ 標定研究 ”決定
5
2.2測量系統精確度與準確度
精確度:變動性
觀察到的變動性 = 產品變動 + 衡量的變動
實際值
測量值
2 總量
=
2 產品
+
2 測量
衡量系統變動性- 通過 “R&R 研究”決定
LSL 實際值
USL 測量值(TV)
量測變異(R&R)
%R&R用於證明衡量系統是否能夠測量 出觀察到的總的過程變動: %P/T用於證明衡量系統是否能夠測量出 給定的產品規格 :
19
3.3.4量測系統的判定(一)
再現性:EV(設備變異)>再生性:AV(量測員變異)
•量具需加以保養 •量具需重新設計,以提高適切性. •量具之夾持或定位需改善. •存在過大的零件變異
Gቤተ መጻሕፍቲ ባይዱR
量測系統分析
Gauge Repeatability and Reproducibility
1
测量系统GRR分析模板
(好的测量系统一般应ndc≥5)
99.0%的面积)。
人数的乘积(g),并假设该值大于15。d2数值来自平均极差分布的d2值。
为0。
g)为1,因为只有单极差计算。
为1,因为只有单极差计算。
第 6 页,共 8 页
性极差控制图
#REF!
À ¼ Æ Û È Ë C 极差下限
评价人平均图
#REF!
À ¼ Æ Û È Ë C
量具重复性和再现性数据表
编号: 评价人 试验次数 1 1 2 0 3 平均值 极差 1 2 0 3 平均值 极差 1 2 0 3 平均值 极差
Xp 零件平均值
零 2 3 4 5 6
件 7 8 9 10
=( R
R a + Rb
Rc
+
)/评价人数
X DIEF = Max X - Min X UCLR = R D4*×
重复性极差控制图
工 厂: 制造部门: 零件名称: 技术要求: 机器编号: 样本容量/频率:
R
#REF! 操 作 人: 零件图号: 测量参数: 日 = #VALUE! UCLR= #VALUE!
À Û Æ ¼ 平均极差 Ë B È
期: LCLR= #VALUE!
控制线计算日期:
À ¼ Æ Û È Ë A 评价人A、B、C的极差
TV= R & R + PV = #VALUE!
2
2
ndc= ###### (好的测量系统一般
所有计算都基于预期5.15σ (在正态分布曲线之下99.0%的面积)。
K1为5.15σ /d2,d2取决于试验次数(m)和零件数与评价人数的乘积(g),并假设该值大于15。d2数值来自 AV——如果计算中根号下出现负值,评价人变差缺省值为0。 K2为5.15d2,式中d2取决于评价人数量(m)和(g),(g)为1,因为只有单极差计算。 K3为5.15d2,式中d2取决于零件数(M)和(g),(g)为1,因为只有单极差计算。 判定结果: 备 注: #VALUE! 第 2 页,共 8 页
GRR测量系统分析报告
GRR测量系统分析报告
随着经济的发展,市场竞争的日益激烈,企业对质量的要求越来越高。
怎样不断提升产品质量,满足消费者的需求,是企业的重要研究课题。
GRR(控制检查比例/限制控制图)测量系统是一种可以有效地控制产品质
量的有效工具。
第一步对比样品测试是用来计算样品之间可重复性和可比性的,它是
根据比较针对不同样品不同性能指标,计算每个指标的绝对误差和相对误差,以便检测样品之间的差异,该差异是指一个样品与另一个样品之间的
差异。
描述性统计分析是根据样本的性能数据绘制出箱线图,分析样本的性
能特性,一般分析的结果有中位数、平均数、标准差、峰值、最大值、最
小值等;
最后一部分是非参数统计,这是根据样本的数据来建立非参数控制图,可以检查样本数据是否在允许范围内,具有良好的可比性和可重复性,从
而达到控制产品质量的目的。
GRR测量系统分析报告

×100%= ######
#DIV/0!
的平均 值=
反复 再现性
判定标准: 10%以下能力十分,能采用 10%~30%符合条件,能采用
总合判定: ###### ######
30%以上,不符条件,不能采用
编制:
审核:
批准:
3
范围 RANGE
RC= 0.0 ######
产品名Leabharlann 尺寸公差测定次数(3OR2)
测定者
A
样品编号 1
2
1 2 3 4 5 6 7 8 9 10 合计
和= 0 XA= ######
测量系统分析报告
测定器名称 精确度 样品数
测验日期
B
3
范围 RANGE
1
2
3
范围 RANGE
RA= 0
和= 0 XB= ######
RB= 0.0
C
1
2
和= 0 XC= ######
4.58 测定*三次 ###### K1=
= ###### 3.05
3.66 测定*者3 名K2=
######
###### = 2.70
######
全测定仪能 力(R&R)=
GAUGE精度 判定:
机器变 动2+测 = ###### +
全测定 仪能力
要求公差
GAUGE #DIV/0! = ###### 能力
情报管理界
线
R=RA+RB UCLR= D4R=
3.72 * ###### = ######
+RC=
0 + 测定三0.次0 +
0.0 =
0
测量仪器GRR分析报告

% R & R = 100 ´ ( R & R / TV )
零件数量 2 3 4 5 6 7 8 9 10 K3 0.7071 0.5231 0.4467 0.4030 0.3742 0.3534 0.3375 0.3249 0.3146 = 100× ( #DIV/0! / = #DIV/0! #DIV/0! )
= #DIV/0! ´ 0.71 = #DIV/0! 重复性和再现性(R&R)
(
2 DIFF ´ K 2 ) - EV / nr 2
(
)
2
- ( 0.000 /(0 ´ 2)
2
)
% AV = 100 ´ ( AV / TV )
= 100× ( #DIV/0! / 评价人数 2 3 K2 0.7071 0.5231 = #DIV/0! #DIV/0! )
总变差(TV)
Ð Ð Ó §· Ö ± æ Â Ê = 1.41(PV R & R)
= 1.41× ( = #DIV/0! #DIV/0! / #DIV/0! )
TV = R & R 2 + PV 2 2 = #DIV/0! 2 ###### +
= #DIV/0!
GRR分析报告范文
GRR分析报告范文
在进行GRR分析之前,首先需要明确评估的测试特性,比如尺寸、重量、颜色等。
然后,选择一个适当的样本大小,并由多个不同的操作员在
一定的时间范围内测量相同的测试特性。
为了保证可靠性,每个操作员都
应接受过适当的培训,以确保他们正确理解和执行测量过程。
在进行实际测量之后,可以使用统计工具进行数据分析,如平均值、
标准偏差、极差等。
通过计算这些统计指标,可以评估测试的准确性和可
重复性。
然后,可以根据测量结果确定GRR的几个组成部分,即操作员间
的变异、零件间的变异和操作员与零件间的相互作用。
操作员间的变异可以通过计算GRR中各个不同操作员的差异来评估。
如果差异较大,说明操作员之间的技术水平差异较大,从而影响了测试结
果的准确性和可重复性。
在这种情况下,可以通过增加培训的频率和质量
来提高操作员的一致性。
零件间的变异可以通过计算同一操作员对同一零件进行多次测量的差
异来评估。
如果差异较大,说明零件本身的特性存在较大的变异,从而影
响了测试结果的准确性和可重复性。
在这种情况下,可以通过更换或改进
零件来减小这种变异。
操作员与零件间的相互作用可以通过计算不同操作员在不同零件上的
差异来评估。
如果差异较大,说明在不同零件上的测量结果存在较大差异,从而影响了测试结果的准确性和可重复性。
在这种情况下,可以通过调整
测试方法和过程来减小这种相互作用。
GRR分析范例
4.65
4.55
4.57
Two-Way ANOVA Table With Interaction
Source DF SS MS F P
PART 5 0.151898 0.0303796 39.6448 0.00000
OPERAT OR 2 0.003670 0.0018352 2.3949 0.14132
说明 量量具具需只 要更新
R ChXarbt ar Chart 代表By观 OPER
二、駿彥機臺測試中管GRR分析(ANOVA)
中管
量測者
1#
2#
3#
4#
5#
6#
A1
4.59
4.59
4.64
4.64
4.51
4.49
A1
4.59
4.63
4.66
4.65
4.5
4.49
A1
4.56
4.63
4.63
4.62
Reproduci bility 1.33E-02 0.068412 19.62
OPERAT OR 1.33E-02 0.068412 19.62
Part-ToPart 5.73E-02 0.294895 84.57
Total Variation 6.77E-02 0.348703 100.00 Number of Distinct
審核:
QA:朱秀 紅 2003.3.13
交互作用 不顯著, 可以用X bar-R or ANOVA
大于2 5%,量 测的结果 不可采信
再现 性变异 值大于 再生性
Reproduci bility 1.76E-04 3.85
OPERAT OR 1.76E-04 3.85
测量仪器GRR分析报告

测量仪器GRR分析报告关键信息项1、测量仪器名称:____________________________2、测量仪器型号:____________________________3、测量仪器编号:____________________________4、测量参数:____________________________5、测量样本数量:____________________________6、测量人员数量:____________________________7、测量次数:____________________________8、重复性标准偏差:____________________________9、再现性标准偏差:____________________________10、 GRR 值:____________________________11、可接受标准:____________________________12、分析日期:____________________________1、引言11 本协议旨在对测量仪器进行 GRR(重复性与再现性)分析,以评估测量仪器的精度和可靠性。
2、测量仪器描述21 详细描述测量仪器的功能、工作原理、测量范围等。
3、测量参数确定31 明确本次分析所针对的测量参数。
4、测量样本准备41 说明测量样本的选取方法、数量和特性。
42 确保样本具有代表性,能够涵盖测量仪器的正常工作范围。
5、测量人员安排51 确定参与测量的人员数量和资质要求。
52 对测量人员进行必要的培训,确保其熟悉测量操作和数据记录方法。
6、测量过程61 详细描述测量的步骤和方法。
62 规定每个测量人员对每个样本的测量次数。
63 强调测量过程中的环境条件和注意事项。
7、数据记录与处理71 设计统一的数据记录表格,包括测量人员、样本编号、测量值等信息。
72 说明数据处理的方法和使用的统计软件。
GRR分析范例
Reproduci bility 1.33E-02 0.068412 19.62
OPERAT OR 1.33E-02 0.068412 19.62
Part-ToPart 5.73E-02 0.294895 84.57
Total Variation 6.77E-02 0.348703 100.00 Number of Distinct
说明 量量具具需只 要更新
R ChXarbt ar Chart 代表By观 OPER
二、駿彥機臺測試中管GRR分析(ANOVA)
中管
量測者
1#
2#
3#
4#
5#
6#
A1
4.59
4.59
4.64
4.64
4.51
4.49
A1
4.59
4.63
4.66
4.65
4.5
4.49
A1
4.56
4.63
4.63
4.62
交互作用 不顯著, 可以用X bar-R or ANOVA
大于2 5%,量 测的结果 不可采信
再现 性变异 值大于 再生性
Reproduci bility 1.76E-04 3.85
OPERAT OR 1.76E-04 3.85
Part-ToPart 3.28E-03 71.52
Total Variation 4.58E-03 100.00
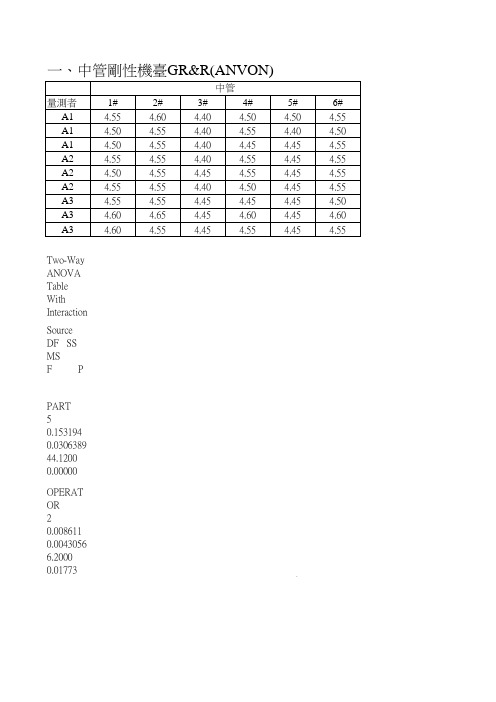
一、中管剛性機臺GR&R(ANVON)
中管
量測者
1#
2#
3#
4#
5#
6#
A1
4.55
4.60
4.40
4.50
4.50
4.55
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GRR测量系统分析报告范例
一、引言
GRR(Gage Repeatability and Reproducibility)是用来评估测量
系统可重复性和一致性的方法。
该方法主要应用于检测设备的校准和评估,以确保测量结果的准确性和稳定性。
本报告旨在分析并评估测量系统的GRR。
二、实验目的
本次实验的目的是评估测量设备所引入的测量误差和变异性,并确定
该设备能否在溢出范围内提供一致准确的测量结果。
三、实验方法
1.选择合适的测量设备:确保测量设备满足所需测量范围和准确性的
要求。
2.根据测量需求,选择一组典型样本。
制定测量方案,包括测量次数
和不同操作员的参与。
3.实施测量:根据测量方案要求,分别由不同操作员对样本进行多次
测量。
4.数据收集:记录每次测量的数值,并整理成数据表格。
5.数据分析:使用GRR统计方法,对测量数据进行分析。
四、实验结果与讨论
通过对测量数据进行分析,我们得到了以下结论:
1. 测量设备的可重复性(Repeatability):
根据GRR方法的定义,可重复性是指在同一操作员对样本进行多次测量时,测量结果的变异性。
可重复性通过测量系统内部误差来衡量。
经过分析,我们得到了测量设备的可重复性为X%。
根据测量标准的要求,此可重复性符合要求。
2. 测量设备的一致性(Reproducibility):
一致性是指在不同操作员对同一样本进行测量时,测量结果之间的变异性。
一致性通过测量系统间误差来衡量。
经过分析,我们得到了测量设备的一致性为X%。
根据测量标准的要求,此一致性符合要求。
3.单次测量误差:
通过计算测量系统的稳定性指标,我们得到了单次测量误差为X。
根据测量标准的要求,此误差在可接受范围内。
五、结论与建议
根据我们对测量系统的分析,结合测量标准的要求,我们得出以下结论:
1.所评估的测量系统的可重复性和一致性符合要求,能够满足预期的测量准确性和稳定性。
2.单次测量误差也在可接受的范围内。
3.根据实验结果,我们建议对测量系统进行定期的校准和维护,以确保其性能的稳定性和准确性。
4.如果实际测量结果需要更高的准确性要求,可以考虑更换更精确的测量设备。
六、总结
通过对测量系统的GRR分析,我们能够评估出测量设备的可重复性和一致性,以及单次测量误差。
这对于评估测量系统的性能、准确性和稳定性具有重要意义。
我们建议在日常生产中定期进行GRR分析,以确保测量结果的可靠性和稳定性。