自动焊机说明书V1.1汇编
全位置自动焊说明书(新)

全位置⾃动焊说明书(新)⽬录⼀、安全事项⼆、⼯作原理三、结构概述四、技术参数五、操作程序六、焊接⼯艺七、常见故障⼋、维护保养九、⽓体⽐例与⼗、焊丝的应⽤⼀、安全事项1.安全警告使⽤机器前必须阅读并遵守本说明书和配套焊接电源说明书,使⽤机器时坚持说明书所述的安全条例;机器必须由经过培训的熟练⼯⼈操作使⽤,并正确配戴劳动防护⽤品;机器只能⽤于它的设计⽤途,⾃⾏改装或改变设计⽤途可能造成安全隐患;机器必须应置于⼲燥的场地上,露天作业需做好防⾬、防潮措施,严在不采取防⾬措施条件下使⽤。
机器必须进⾏可靠接地后⽅才可使⽤;焊接电源及控制系统含⼯频电压,⾮电⽓作业⼈员开箱检查,存在触电危险;焊接⼆次线严禁通过机器本体连接导电,否则将损坏机器或造成⼈⾝伤害事故;操作机器应集中思想,避免因机器保护机件失效造成设备事故或⼈⽣伤害;焊机的⼆次输出电压可造成⼈⾝伤害。
2.注意事项:控制系统电源,焊接电源,平时应处于关闭状态;焊接电源功能开关应正确设置;焊接⼩车放置管道或⼯件上,焊接⼩车运转时严禁直接⽤⼿清理滚轮上的杂物【⽤⽑刷清理】,定期检查摆动杆内部、两对滚轮组、的润滑油并及时添加;每天结束⼯作前,必须关闭焊机总电源,控制电源,及时清理焊接⼩车轮⼦上废弃物;在⾼空作业时应注意,焊接⼩车突然坠落;以免砸伤⼈或者摔坏设备;⼆、⼯作原理1.采⽤管⼦固定、或者管⼦转动焊接⼩车⾏⾛的⽅式实现⾃动焊接,焊接⼯艺采⽤⾼效率、低成本的CO2⽓体保护焊。
序号焊机型号驱动⽅式控制⽅式摆动器类型摆宽调节⽅式1 YX-A2 ⼆排⾼强磁铁滚轮蜗轮蜗杆驱动PLC控制步进电机摆动器模糊摆宽调节2 YX-150 ⼆排⾼强磁铁滚轮蜗轮蜗杆驱动PLC控制步进电机摆动器⼈机界⾯调节三、结构概述2.管道全位置⾃动焊机由焊机电源、控制系统、焊机⼩车三⼤部分组成。
3.控制系统YX-150型。
电机摆动器、焊枪夹持调节器可调节上下,焊枪固定在焊枪夹持调节器上,焊枪夹持调节器可调节焊枪上下、左右、前后位置及焊枪⾓度,以使焊枪落在最适合⼯件焊接的位置;可对焊枪位置进⾏上下、左右调节;由遥控盒调节摆动频率、宽度及左右侧停顿时间和焊枪的上下,以适应⼯件不同⼯况的需要。
自动焊接机使用说明书
自动焊接机使用说明书
一、软件操作
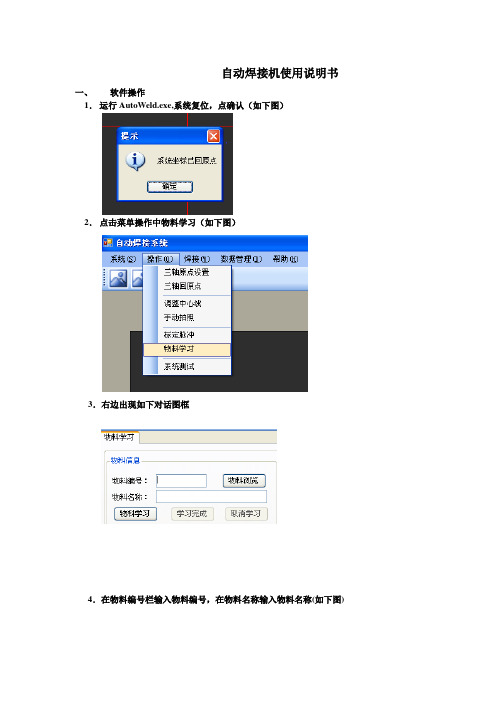
1.运行AutoWeld.exe,系统复位,点确认(如下图)
2.点击菜单操作中物料学习(如下图)
3.右边出现如下对话图框
4.在物料编号栏输入物料编号,在物料名称输入物料名称(如下图)
5.点上图中物料学习(如下图)
6.将鼠标放在下图位置
7.按键盘上下左右和Page Up和Page Down键,移动工件到MARK点位置(如下图十字线)
8.用鼠标左键点击上图十字线,显示其坐标,点击鼠标右键选择设置MARK坐标(如下图)
9.将鼠标放在下图位置(红色位置)
10.移动晶体到下图位置,点鼠标左键画晶体范围框,点增加晶体,再点鼠标右键分别选择设置XYW坐标脉冲和设置晶体区域(如下图)
11.建立晶体摸板,画焊盘框(如下图),点鼠标右键,选择增加晶体摸板
12.输入摸板编号和摸板说明,调节二值化阀值如下图,按保存,保存结果,按退出退出界面
13.按浏览选择上面摸板,选择自动焊接、双焊盘,最后点击晶体学习完成
14.重复10~13,将所有晶体按按上述方法学习一次(同样晶体摸板可选用一个)点学习完成,按确定
15.如果是多个电路板学习,则移动到下第N电路板MARKn,操作如7。
16.点击菜单焊接中自动焊接(如下图)再点自动焊接对话栏中自动焊接,开始焊接
17.焊接完成后,点是或否
18.人工焊接,点击菜单焊接中手动焊接(如下图),点物料信息中物料浏览,选择要手动焊接的物料,点击物料信息中手动焊接,开始人工焊接
19.按住Ctrl键,点击鼠标左键可快速移动焊盘位置到中心,按空格键发焊接信
号,发完焊接信号后,自动移动到下一个晶体位置,重复18,直到焊接完毕,按16操作。
电焊机操作手册说明书
Red-D-Ark D300K 3+3
Convertidor de Arco Multi-Weld 350
RETURN TO IM INDEX
PREVIOUS
3
IMS620 IMS621 IMT636 IMS637 IMS642 IMS644 IMS658 IMT661 IMS663 IMS664
NEXT
Adobe Reader vXI
APRIL 2014
PC DVD
Main Menu
Enfriador De Agua Autónomo Cool Arc 40 (Codes 10928, 11067, 11847) Invertec V350-Pro
Hobby Weld (code 10750) - Spanish
2
RETURN TO IM INDEX
PREVIOUS
IMS518 IMS519 IMS524 IMS526 IMS528 IMS530 IMS533 IMS534 IMT538 IMS544
NEXT
Adobe Reader vXI
APRIL 2014
PC DVD
Main Menu
AC-225 GLM (code 10212) - Spanish
Weld-Pak 100 HD - Spanish
Weld-Pak 5000 HD - Spanish
Power Wave 455 M (codes 10942, 11057, 11152, 11311, 11312, 11872, 11874, 11875)
RETURN TO IM INDEX
PREVIOUS
Square Wave Tig 175 Pro
自动焊机说明书
四、 焊接设备焊接操作
1、 焊接前的准备工作
● 工件运抵现场放置在滚装架上,紧靠防窜装置; ● 安装焊接接地装置和地线; ● 安装焊接步进信号装置; ● 焊接气源准备和压力检查; ● 水冷系统检查; ● 焊丝安装到位,手动送丝检查送丝情况, ● 通过操作机升降和伸缩调整焊接枪头的位置和角度; ● 手动运转检查滚装架运转情况,是否平稳;
球墨铸管环缝自动焊接设备
球墨铸管环缝自动焊接设备
产 品 说 明 书
生产日期 2014-2-19
Page 1 of 16
球墨铸管环缝自动焊接设备
感谢您选择本产品,非常荣幸我们的设备为您提供高质量的服务,在您使用本设备的过
程中,如果您使用中有操作和故障问题,请与我们联系,我们将提供帮助和技术支持。
目录
● 电动十字滑架 XY 轴调整到中间位置;
2、 焊接工艺参数设定
● 焊接前的准备工作结束后检查和设定焊接参数; ● 首先确定焊接工件的焊接参数,所有的参数都可以通过触摸屏对焊接过程的
参数进行设定; ------------------------------------------------------------------------------------------------------焊接参数设定: ● 有滚装架的旋转速度,通过人机触摸屏设定;0-50Hz,在变频器上检查变
频器的实际输出的频率,不同的管的直径设定不同的运转速度,根据不同的 工艺要求设定不同旋转速度; ● 焊接电压设定,焊接电压的设定范围 116~40V 之间,根据不同工艺要求进 行变更; ● 焊接电流的设定,(设定范围 50-400 安培)焊接电流通过人机触摸屏设定, 并通过 PLC 控制焊接电源输出稳定的焊接电流; ● 焊接电流跟踪控制,焊接电流在自动化焊接中由于工件的不规则,造成焊接
自动焊锡机简介和使用说明书
自动焊锡机简介和使用说明书一、自动焊锡机功能简介1. 用于焊接各类电子元件和线材,具有点焊和拖焊功能。
2. 海量存储,满足所有需求,可存储9999个型号,每个型号可以设定999步。
3. 具有4轴位置移动加1轴自动出锡功能。
4. 密码保护功能,确保系统和型号参数安全可靠。
5. 单步和试步功能方便用于调机测试。
6. 校准功能用于不同机器的参数复制后的位置校准。
7. 具有中文和英文版本供客户选择。
8. 具有多种灵活的型号调试和编辑方法。
9. 自动清洗焊头功能。
10. 可根据客户需要定制功能。
二、应用范围焊锡机器人应用于电子制造业,主要针对回流焊、波峰焊等生产设备很难达到的工艺制程,特别适用于混装电路板、热敏感元器件、SMT后段工序中敏感器件的焊接。
焊锡机器人代替人工焊接,提高工作效率,改善焊接质量。
三、硬件安装要求1. 外接220V/50Hz市制交流电。
2. 确保机箱外接地线,以确保机器稳定运行和保护PCB版。
3. 清洗功能需要配置压缩气体。
四、软件配置1. 系统参数设置注意:进入系统参数设置前需要输入系统密码;系统参数修改后请按复位按键2. 型号参数设置4. 厂家参数设置五、操作例子1. 系统参数设置在主界面点击”系统参数设置”按键。
屏幕显示虚拟键盘要求输入系统密码。
输入正确后进入系统参数设置界面。
查看并确认需要修改系统参数后,点击参数数字框。
点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
修改完毕保存并退出虚拟键盘。
修改完成所有参数后,按”保存”按键将参数存入U盘。
最后按”复位”按键应用系统参数(注意:没有执行该步骤会造成系统混乱或损坏电机)。
2. 型号参数设置在主界面点击”型号参数设置”按键。
屏幕显示虚拟键盘要求输入型号密码。
输入正确后进入型号参数设置界面。
通过遥控器控制XYZR各轴移动到合适的坐标位置定位结束后,按”存XX坐标”保存各点坐标点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
自动焊机操作步骤与使用图片

0N(开) 4号台
3号台
2号台
4号台
3号台
OTC机械手臂全自动焊接机键位明细图片
(紧急停止)
编程时调打 火与不打火 但机器人开 始焊接时一 定要将找火 工能开启
作动键,调 进入程序
编程时调机 器行走路程 备注:调动 时要加拉杆
拉杆
打开电流 与电压明 细
焊丝管道保养明细
工位键维护与异常处理
冻电 要插
绿色开关开打开电流与电压明细查台位工号焊丝调出otc机械手臂全自动焊接机操作明细no开off关红红色开关关otc机械手臂全自动焊接机键位明细图片待主屏出现如图正常画面将第四步开关打第一步第二步第四步将绿色开关打开第五步教示人操作再生机器操作第六步将上盖二氧化炭气体打开第七步将气压表油量开关打开调致1215第八步气体防冻电源开关要插上第九步紧急停off中途停止紧急停止编程时调打火与不打火但机器人开始焊接时一定要将找火工能开启焊机开关打开第三步焊丝调进机器行走速度50cmm
查台位工 号
焊丝调出
焊丝调进
编程时调手动速度
编辑功能菜单,修改电流电压, 打开功能时,待出现红色框架 时,就可能用导航键随意进入 修改
确定度键
返回键 导航键 编序号备注时的 册除键
机器行走 速度
50CM/ M.
每分钟焊接 为50公分
130A, 21.7V
AS AE
起弧
收弧,最后 一道程序
电流 电压
紧急 停止
NO(开) OFF(关)
第四步
待主屏出现 如图正常画 面将第四步 开关打开
OTC机械手臂全自动焊接机操作明细
第二步
第六步 教示(人操作)
焊接机说明书资料
点焊逆变电源使用说明书目录1. 使用注意事项 (2)1.1 安全注意事项 (3)1.2 使用前注意事项 (5)2. 概述 (5)2.1 机器的原理 (5)2.2 机器的特点 (5)2.3 技术参数 (6)3. 连接说明 (6)3.1 电源控制箱连接说明 (6)3.2 变压器箱连接说明 (7)4. 操作说明 (8)4.1 操作面板组成及其说明 (8)4.2 LCD显示屏 (8)4.2.1 显示屏及显示切换 (8)4.2.2 显示屏上的状态设定按钮 (10)4.2.3 焊接参数及其显示 (11)4.2.4 功能参数及其显示 (11)4.2.5 显示屏上的其它内容 (12)4.3 参数设定范围 (12)4.4 参数设定方法 (12)4.4.1 参数组设定 (12)4.4.2 参数值设定 (13)4.5 焊接操作 (13)5. 特别应用 (13)5.1 使用不同焊接参数 (13)5.2 双机头应用........................................................................................错误!未定义书签。
5.3 自动化应用 (13)6. 安装调试 (14)7. 一般故障处理 (15)1. 使用注意事项(1)安全上的注意使用前请熟读此「安全上的注意」,正 确使用本装置。
■为了安全使用,防止对使用者及他人造 成危害和损伤,请务必仔细阅读这些与 安全有关的注意事项。
由于任何一个都和安全都有重要关系, 因此请务必仔细阅读。
■ 各安全警示分危险、警告、注意。
警示标志的含义如下:请不要随意触摸装置的内部由于装置内部有高电压存在,随意触摸装置的内部是非常危险的。
供电电源连接插座带有高压,请不要触摸插座的连接端子。
除了我公司技术服务人员以外请不要随意触摸。
请绝对不要自行拆装、修理、改造本装置 会有触电、起火的危险。
需要检、修理时,请与经销商或本公司联系。
自动焊机说明书V11综述

RWS-5000 自动焊机说明书(版本V 1.1)RWS-5000自动焊机是成都利君公司自主研发的新一代焊机系统,能适应更宽的环境温度,结构紧凑,使用简便。
焊机具有横纹焊、单道焊和坡度焊三种焊接模式,并且可以根据需要再增加更多的焊接模式。
一、焊机的构成:焊机系统由行走机构、导轨、拉丝机、辅传控制箱、焊机电源和手操器等部件组成。
行走机构、导轨和拉丝机组成焊机的机械运动部分。
行走机构安装于横跨辊面的水平导轨,垂直导轨安装于行走机构上,拉丝机安装于垂直导轨的下端。
通过行走机构在导轨上的移动,可以使焊枪精确进行水平和升降运动;而拉丝机可以控制焊丝的进退。
焊机的电气控制部分由手操器、行走机构、辅传控制箱和焊机电源组成:1、“手操器”为载波频率433MHz的无线遥控器,完成焊机所有的监控和参数设定等功能。
2、行走机构内部的“主控制板”用于接收手操器指令,并通过“驱动板”驱动横移、升降和拉丝机电机,同时会将辅传和焊机电源的控制信号通过电缆发送至辅传控制箱。
3、辅传控制箱内包含系统24V总电源、变频器和辅传控制单元(视情况配置)。
控制箱收到来自行走机构的信号后,会通过变频器驱动辅传电机启动/停止,或控制焊机电源来启/停弧。
(注:焊机系统需要进行辊面位置定位时,辅传控制电路板才配置)4、焊机电源用于提供焊枪头产生高温电弧时所需要的低电压,大电流。
它受辅传控制箱的控制,并把焊接时的电压和电流信号最终反馈至行走机构的“主控制板”。
二、焊机的安装:1、机械安装:图一行走机构有两个工作端,分为横向移动工作端和纵向移动工作端,横向移动工作端下方有电缆接头,纵向移动端没有。
每一个工作端上分别有两个上轮和两个下轮(图一),行走器通过上,下轮夹在铝合金导轨上进行直线运动。
图二为了方便安装,上轮设置了偏心调整机构和自动翻转机构(图二)。
调整前请将两端面的盖子取下。
偏心机构的调整:放松偏心套锁紧螺栓,用活动扳手调节偏心套来调整上轮对铝合金导轨的夹紧力。
自动电焊机操作说明书

自动电焊机操作说明书一、安全须知1、本设备要求操作人员应有熟练的焊接操作技术及一定程度的电工安全知识,所有作业必须接受专业培训后进行。
2、必须熟悉设备的“操作”和“急停”按钮的位置,了解焊机的功能及相关的安全预防措施。
3、操作人员操作前必须认真阅读使用说明书,按程序操作,非操作人员不得擅自开机操作。
4、操作人员必须佩带人体安全预防用品,如安全帽、护目镜、防火衣,安全手套等。
5、不得穿戴宽松衣服操作,不得使用披肩、手镯等物品,以免带来隐患。
6、本机要有标准的安全接地,操作人员应与大地和工件绝缘。
7、保证焊接回路安全可靠。
8、本机焊接时有强光并伴有烟气出现,烟气有害健康,工作场地应有通风,排气设备。
9、焊接地的飞溅会引起火灾,因此工作场地不能有易燃物品。
10、设备运行时不能对设备加注润滑油和维护。
11、定期检查螺栓连接部位,防止松动,悬空部件下面严禁站人。
12、电气柜、焊接电源等带强电部位,通电工作时,不得违规操作和接触,以防止触电。
13、非具有专业资格的人员不得维修和改动本设备。
14、操作和维修时操作人员需要登高时,务必注意安全。
登高作业时,必须登梯上下,并应检查及固定好梯子,严禁悬空攀爬跳跃,防止跌下摔伤。
二、操作和使用1、根据焊接的材质,厚度,选用焊丝及保护气体来确定焊机的程序,在焊机电源上设定。
2、根据工艺要求,接好混合气体并调整好气体流量。
3、开启空压机开关,使空压机工作。
4、将电器箱上的电源开关合上,电源接通,电源指示灯亮。
5、在操控盒上按对应的按钮,检测龙门架移动,行走台车左右移动,拖板升降、气缸伸缩等,注意限位开关是否正常工作,若发现有任何一路发生卡阻及异常情况,要立即使用急停按钮,切断电源,使所有的接触器都处于断路状态,然后维修,确保人身安全。
6、将操控箱面板上的状态开关至调试位,提升焊枪,跟踪器立柱和拖板至合适位置(以焊枪、跟踪器气缸下放时不碰到焊接工件稍高一些为准),选择好机头移动方向;根据工艺要求,使用速度调节旋钮,调整好机头移动速度,即焊接速度;根据工件位置,选择门架前或后移动,下放焊枪、跟踪器气缸,注意焊枪跟踪器不会碰工件。
自动焊锡机设备操作说明书

设备操作說明書仪器名称 自動焊接機 功 能 焊接 文件编号 仪器型号AHD100-4W厂 商版 本A0一﹑面板介紹﹕1:停止開關(手動狀態下無用,自動狀態下并為啟動‘送錫’,啟動狀態下為‘停止’) 2:啟動開關(手動狀態下為‘微調’,自動狀態下為‘啟動’) 3:方向鍵;前(治具焊盤) 4:方向鍵;左(烙鐵)5:功能鍵;按下后方向鍵前變上、后變下、左變左旋轉、右變右旋轉 6:方向鍵;后(治具焊盤) 7:方向鍵;右(烙鐵) 8:電源開關 9:復位鍵10:停止開關(和“1”一樣) 11:啟動開關(和“2”一樣)核 准 审 核 制 作 日 期176 543 21110 98设备操作說明書仪器名称自動焊接機功能焊接文件编号仪器型号AHD100-4W 厂商版本A0二﹑設置資料﹕1.清洗烙鐵頭;1.1、打開電源開關后進入圖1畫面,用手指點下‘Sys’進入圖2畫面,1.2、用方向鍵調試烙鐵頭到氣槍前,保證氣槍可以吹到烙鐵頭上的錫絲。
設置清洗角度、清洗高度、吹氣時間。
1.3、設置好后點下圖2中的‘清洗’,看下是否能洗到烙鐵頭,完成后點‘保存’按鍵。
圖1 圖22.拖焊;2.1、在圖1中點‘設定’按鍵進入圖3.2.2、在圖3中先設置步驟,剛清洗是步驟1,到現在是步驟2。
用手點數字‘2’然後在點‘’鍵。
2.3、設置‘類型’,‘類型1’為清洗、‘類型2’為拖焊、‘類型3’結束、‘類型4’點焊、‘類型5’氣缸、‘類型6’跳過。
2.4、用方向鍵調試烙鐵到產品左邊如圖4按‘起點存’鍵0.2秒保圖3存當前所調試烙鐵所在的位置。
核准审核制作日期設備操作說明書仪器名称自動焊接機功能焊接文件编号仪器型号AHD100-4W 厂商版本A02.5、用方向鍵調試烙鐵到產品右邊,確保烙鐵由左拖到右的過程中每個產品都能鍍到錫。
如圖5按‘終點存’鍵0.2秒保存當前所調試烙鐵所在的位置。
2.6、按‘起點存’后的A鍵,烙鐵自動回到產品的左邊,用方向鍵調試烙鐵到產品的第二排,在設置提升H(烙鐵提升的高度)、拖焊S(烙鐵由左拖焊到右的速度)、送錫S(烙鐵由左拖焊到右送錫的速度)。
全自动焊锡机使用说明书1

全自动焊锡机使用说明书1.前言CNC-200S是公司所开发出的一款焊锡机控制器,由于控制机能完整,广为业界所爱用。
此款新型控制器采用更精密、功能更强大、运算速度更快、抗干扰能力更强的单晶片微处理器,不但保留了与原机型相容之操作方式及所有功能,更提升了控制器之运转效率及稳定性。
2.主要特征◆采用单晶片微处理器设计,功能更强,体积更小,抗干扰能力强。
◆记忆体使用FLASH ROM,容量大,可储存1000步序的焊锡资料,每一步序可分别设定9种焊锡资料,5种功能选择,切断电源后焊锡资料不会流失。
◆可针对不同机型及使用场合更改运转及操作模式,使用范围更广泛。
◆焊锡轴位置可以教导或按键设定,资料显示窗可以显示焊锡轴当前位置。
◆焊锡轴提供99段定位速度选择。
◆焊锡轴位移单位设置范围广,使用各类规格的螺杆。
◆一组编辑密码设定,以防止设定资料被任意更改。
◆兼容性强,可直接替代同类型控制器。
◆电源可分AC100~120V及220V~240V等机种供选择。
3.面板说明3.1.按键0~9:共十键,用来输入数值之用。
步序设定:用来进入或离开资料设定状态。
产品设定:用来设定目标产量。
起始步序:用来指定记忆体起始步序。
结束步序:用来指定记忆体结束步序。
资料选择:编辑时,选择资料项目;操作时,切换显示焊锡杆位置或旋转轴位置。
拨锡动作:编辑时,用来指定该步序是否需要拨锡动作。
锡杯动作:编辑时,用来指定该步序是否需要锡杯动作。
转角方向:编辑时,用来指定该步序的旋转方向。
横移动作:编辑时,用来指定该步序是否需要横移动作。
自动启动:编辑时,用来指定执行至该步序时是否要自动运行。
一:编辑时,可跳回上已步序编辑;待机时,连续按住二秒可使产量减一。
清除:编辑时,将目前编辑中的数字,清除为零。
COPY: 编辑时,将上一步序的资料复制到目前步序的资料项目中。
输入:编辑时,将编辑中的资料项写入记忆体时间:时间与产量显示切换。
归零:产量记数器清除为零。
自动焊接机使用说明书
自动焊接机使用说明书
一、软件操作
1.运行AutoWeld.exe,系统复位,点确认(如下图)
2.点击菜单操作中物料学习(如下图)
3.右边出现如下对话图框
4.在物料编号栏输入物料编号,在物料名称输入物料名称(如下图)
5.点上图中物料学习(如下图)
6.将鼠标放在下图位置
7.按键盘上下左右和Page Up和Page Down键,移动工件到MARK点位置(如下图十字线)
8.用鼠标左键点击上图十字线,显示其坐标,点击鼠标右键选择设置MARK坐标(如下图)
9.将鼠标放在下图位置(红色位置)
10.移动晶体到下图位置,点鼠标左键画晶体范围框,点增加晶体,再点鼠标右键分别选择设置XYW坐标脉冲和设置晶体区域(如下图)
11.建立晶体摸板,画焊盘框(如下图),点鼠标右键,选择增加晶体摸板
12.输入摸板编号和摸板说明,调节二值化阀值如下图,按保存,保存结果,按退出退出界面
13.按浏览选择上面摸板,选择自动焊接、双焊盘,最后点击晶体学习完成
14.重复10~13,将所有晶体按按上述方法学习一次(同样晶体摸板可选用一个)点学习完成,按确定
15.如果是多个电路板学习,则移动到下第N电路板MARKn,操作如7。
16.点击菜单焊接中自动焊接(如下图)再点自动焊接对话栏中自动焊接,开始焊接
17.焊接完成后,点是或否
18.人工焊接,点击菜单焊接中手动焊接(如下图),点物料信息中物料浏览,选择要手动焊接的物料,点击物料信息中手动焊接,开始人工焊接
19.按住Ctrl键,点击鼠标左键可快速移动焊盘位置到中心,按空格键发焊接信
号,发完焊接信号后,自动移动到下一个晶体位置,重复18,直到焊接完毕,按16操作。
全自动串焊机操作指导书

版次 页次
1:搬送部进入 2:溶着部进入 3: 右边焊带供给进入 4:左边焊带供给进入 5:右边焊带投入移栽进入 6左边焊带投入移栽进入,7:焊接溶着部进入 8:电池片供给一部进入 9:电池片供给2部进入 10:位置决定部进入 11助焊剂搬送部进入 12:电池片供给电机 13:搬送电机 14:分离汽缸 15:供给移栽 16:分离气阀 17:搬送移栽 18:投入移栽 19:助焊剂电磁阀 20:预热台 21:LED搬送 22:定位移栽(机械手) 23:检查部 24:搬送移栽 25:焊带放置台 26:焊带投入移栽 27:左热风管 28:左边焊针 29:传送带 30:左冷却 31:左焊接底板,32:右冷却 33:右焊接底板 34:右边焊针 在主界面上 按下手动操作进如手动操作界面,按下1进入 图三操作界面,按下2进入图二
1
图一
2
图二
34
6
7
5
图三
8 9 10
11
图四
12 13 14 1
15 16
1
1
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
文件编号
版次
全自动串焊机操作指导书
文件等级
页次
更换焊带流程:
1、 将使用完后的铜带轮取下,按hanuac mode(手动模式) 按下EXCHANGE MODE(交换模式 TAB HOLDER OPEN(切换支架开), 然后将相应的规格的铜带安装好,提起张力臂 压带轮打开 将铜带穿过 上导轮 张力臂 压带轮 裁切口 按HOMING(返回) TAB EXCHANGE CYCLE START(切换 循环开始)
自动焊线机操作手册
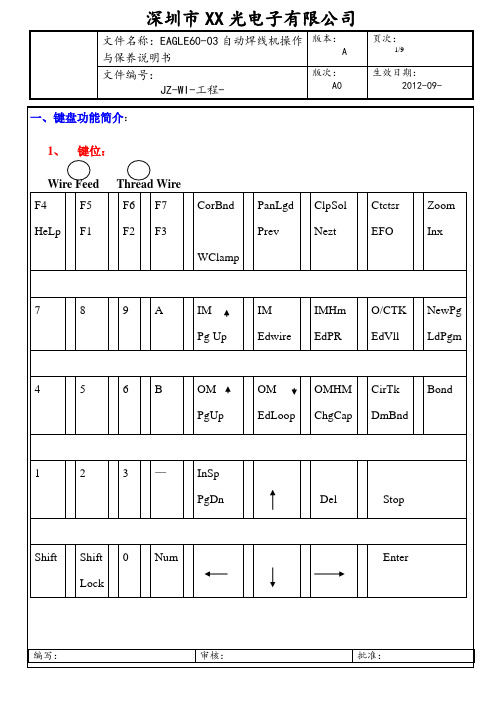
Wc Lmp线夹开关
Shift+Pan Lgt工作台灯光开关
EFO打火烧球键
Inx支架输送一单元
Shift+IM左料盒前进一格
Main直接切至主目录
Shift+IM左料盒后退一格
Shift+IM HM换左边料盒
Shift+OM右料盒前进一格
Shift+OM右料盒后退一格
Ed Loop切至修改线弧目录
MAIN—4—3项:设定线弧模式,一般用Q型
按键盘Ed Loop键,设定线弧参数。2.Loop Height(Manu)线
弧高度调节;3.Reverse Dist/Angle线弧反向角度调节。
MAIN—3—1项:设定基本焊接参数
五:常见品质异常问题的基本原因分析:
1、松焊、空焊:
查看时间Time、功率Power、压力Force是否设定正确,预备功率是否过低,搜索压力是否过小或两个焊点是否压紧等。
1、调用程式:
进入MAIN——9DiskUtilities——0.Hard DiskProgram——1.Load Bond Program——用上下箭头选择适合机种的程式——Enter——A——Stop。
2、轨道高度调整:
进入MAIN——6.WH MENU——0.Setup lead Frame——3.Device Height——A.利用上下箭头设定支架高度,以压板刚好压在杯沿下为准(数字越高支架越往下降、数字越低支架越往上升)————Stop。
1.TEACH MENU(教读程序)
2.AUTO BOND(自动作业内容)
3.PARAMETER(参数)
4.WIRE PARAMETER(焊线参数)
自动焊机说明书V11综述
RWS-5000 自动焊机说明书(版本V 1.1)RWS-5000自动焊机是成都利君公司自主研发的新一代焊机系统,能适应更宽的环境温度,结构紧凑,使用简便。
焊机具有横纹焊、单道焊和坡度焊三种焊接模式,并且可以根据需要再增加更多的焊接模式。
一、焊机的构成:焊机系统由行走机构、导轨、拉丝机、辅传控制箱、焊机电源和手操器等部件组成。
行走机构、导轨和拉丝机组成焊机的机械运动部分。
行走机构安装于横跨辊面的水平导轨,垂直导轨安装于行走机构上,拉丝机安装于垂直导轨的下端。
通过行走机构在导轨上的移动,可以使焊枪精确进行水平和升降运动;而拉丝机可以控制焊丝的进退。
焊机的电气控制部分由手操器、行走机构、辅传控制箱和焊机电源组成:1、“手操器”为载波频率433MHz的无线遥控器,完成焊机所有的监控和参数设定等功能。
2、行走机构内部的“主控制板”用于接收手操器指令,并通过“驱动板”驱动横移、升降和拉丝机电机,同时会将辅传和焊机电源的控制信号通过电缆发送至辅传控制箱。
3、辅传控制箱内包含系统24V总电源、变频器和辅传控制单元(视情况配置)。
控制箱收到来自行走机构的信号后,会通过变频器驱动辅传电机启动/停止,或控制焊机电源来启/停弧。
(注:焊机系统需要进行辊面位置定位时,辅传控制电路板才配置)4、焊机电源用于提供焊枪头产生高温电弧时所需要的低电压,大电流。
它受辅传控制箱的控制,并把焊接时的电压和电流信号最终反馈至行走机构的“主控制板”。
二、焊机的安装:1、机械安装:图一行走机构有两个工作端,分为横向移动工作端和纵向移动工作端,横向移动工作端下方有电缆接头,纵向移动端没有。
每一个工作端上分别有两个上轮和两个下轮(图一),行走器通过上,下轮夹在铝合金导轨上进行直线运动。
图二为了方便安装,上轮设置了偏心调整机构和自动翻转机构(图二)。
调整前请将两端面的盖子取下。
偏心机构的调整:放松偏心套锁紧螺栓,用活动扳手调节偏心套来调整上轮对铝合金导轨的夹紧力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RWS-5000 自动焊机说明书(版本V 1.1)RWS-5000自动焊机是成都利君公司自主研发的新一代焊机系统,能适应更宽的环境温度,结构紧凑,使用简便。
焊机具有横纹焊、单道焊和坡度焊三种焊接模式,并且可以根据需要再增加更多的焊接模式。
一、焊机的构成:焊机系统由行走机构、导轨、拉丝机、辅传控制箱、焊机电源和手操器等部件组成。
行走机构、导轨和拉丝机组成焊机的机械运动部分。
行走机构安装于横跨辊面的水平导轨,垂直导轨安装于行走机构上,拉丝机安装于垂直导轨的下端。
通过行走机构在导轨上的移动,可以使焊枪精确进行水平和升降运动;而拉丝机可以控制焊丝的进退。
焊机的电气控制部分由手操器、行走机构、辅传控制箱和焊机电源组成:1、“手操器”为载波频率433MHz的无线遥控器,完成焊机所有的监控和参数设定等功能。
2、行走机构内部的“主控制板”用于接收手操器指令,并通过“驱动板”驱动横移、升降和拉丝机电机,同时会将辅传和焊机电源的控制信号通过电缆发送至辅传控制箱。
3、辅传控制箱内包含系统24V总电源、变频器和辅传控制单元(视情况配置)。
控制箱收到来自行走机构的信号后,会通过变频器驱动辅传电机启动/停止,或控制焊机电源来启/停弧。
(注:焊机系统需要进行辊面位置定位时,辅传控制电路板才配置)4、焊机电源用于提供焊枪头产生高温电弧时所需要的低电压,大电流。
它受辅传控制箱的控制,并把焊接时的电压和电流信号最终反馈至行走机构的“主控制板”。
二、焊机的安装:1、机械安装:图一行走机构有两个工作端,分为横向移动工作端和纵向移动工作端,横向移动工作端下方有电缆接头,纵向移动端没有。
每一个工作端上分别有两个上轮和两个下轮(图一),行走器通过上,下轮夹在铝合金导轨上进行直线运动。
图二为了方便安装,上轮设置了偏心调整机构和自动翻转机构(图二)。
调整前请将两端面的盖子取下。
偏心机构的调整:放松偏心套锁紧螺栓,用活动扳手调节偏心套来调整上轮对铝合金导轨的夹紧力。
调整好后,拧紧偏心套锁紧螺栓。
图三上轮自动翻转机构的调整:利用细杆将图三所示压入,上轮将自动翻转。
翻转效果如图四。
图四以下为自动焊机行走器的主要安装步骤:①、将安装航空插头的端面朝下;②、利用上轮自动翻转机构,将上轮弹起,如图四;图五③、将上轮偏心机构放松(详见上文偏心机构的调整),按照图五所示将铝合金横梁固定在支座上。
将行走器的下轮放于铝合金梁靠近齿条方向的圆钢上,按图示方向将行走器扣在铝合金导轨上。
调整上轮偏心机构来夹紧导轨(不可过紧以免轮子抱死)。
④、竖梁的安装调整参照横梁的安装调整方法。
⑤、安装送丝机及其附件。
⑥、拆卸行走器时,同时用两个细杆将上轮翻起即可拆下。
2、电气安装:电气系统的安装主要是用专用电缆来连接行走机构、拉丝机、辅传控制箱和焊机电源。
设备上的航空接头和插座都具有防误插设计,错误的匹配将不能插接。
行走机构的2个插座位于行走机构下部,辅传控制箱3个插座和接线端子位于箱体后部。
行走机构:连接拉丝机采用8芯插针的电缆;连接辅传控制箱采用12芯插针电缆。
辅传控制箱:连接焊机电源采用7芯插针的电缆,该电缆连接焊机电源侧为14芯插头;连接同步开关采用4芯插针的电缆;连接变频器采用3芯电缆;连接AC220V总电源采用3芯电缆(2芯为220V电源,1芯为接地。
电缆用户自备)。
(注:变频器和220V总电源连接于接线端子上。
)所有电缆安装完毕后,请确认航空插头是否可靠连接,焊接过程中会移动的电缆是否悬挂好。
检查接线端子连接的电缆接线是否正确,有无短路现象。
自动焊机采用AC220V电源供电,火线和零线应按照接线端子标志连接,不可接反。
焊机的接地端子也应可靠地接入车间接地点。
确认AC220V 供电电压正确后,即可通过合辅传控制箱内的总空开给系统上电。
开启手操器电源后:①通过手操器驱动横移、升降、拉丝和辅传电机转动,检查设备运转是否正常。
②检查同步开关信号是否正常。
③多次启停焊机电源,确保能可靠地启停弧。
在机械和电气检查都通过后,就完成了焊机的安装。
注意:当焊机为横纹焊,采用一台焊机电源带两个行走机构使用时,应将起弧联锁电缆分别连至两个辅传控制箱的4芯插座。
同步开关电缆不再使用。
具体操作方式请查看横纹模式的介绍。
三、焊机的操作焊机的操作主要通过手操器来完成,如下图所示。
手操器采用电池供电,充满电后可使用为约10小时,电量指示灯在面板右上方,充满电后为绿色,缺电为红色,电量下降到60%以后指示灯变为黄色。
亏电后将充电器插入面板下方的电源插孔进行充电。
1、手操器面板显示和参数设定介绍:面板上方共有4组4位数码管,从左至右编号为#1,#2,#3,#4数码管。
各个数码管显示的内容根据工作状态而有所不同,以下分别说明:#1数码管固定显示送丝速度;#2数码管显示内容则和焊接模式有关,焊接模式为“横纹”时显示“横移速度”,焊接模式为“单道”和“侧面”显示“辊面速度”;#3数码管在“横纹”和“单道”焊时显示横移位置,“坡度”焊时显示升降位置;#4数码管显示操作人员自定义的参数,定义方法将在后面描述。
参数设置有两种基本模式,常用参数采用快捷方式设置,普通参数进入参数设置功能进行设置,下面分别叙述:1.1 快捷设置参数:按下【SET】键进入快捷设置状态。
此时1#数码管开始闪烁,再按一次该键后数码管2#、4#依次闪烁,4#闪烁后再按【SET】键重复前面过程。
按【→】键和【←】键使闪烁正向和反向移动,按【ESC】键退出设置。
某个数码管闪烁,即表明该参数被选定,可以进行修改。
3#数码管没有设置内容,所以不会闪烁。
快捷设置时1#数码管设定自动送丝速度;2#数码管在横纹焊时设定焊枪横移速度,单道焊和侧面焊时设定辊面速度;4#数码管在工作状态显示的内容由操作人员自定义,但仅能选择r开头的参数编号。
在快捷参数设置中选择需要显示的参数编号,退出设置状态后即可显示该参数的内容。
在某个数码管闪烁时,如果要修改参数则按【确认】键一次,用数字键盘设置需要的值,如果输入错误可按【ESC】键后重新输入,输入完毕后按【确认】键完成设置。
需要注意的是按【确认】键后,键盘右侧的方向指示灯中间的小灯将会闪烁,表示现在可以输入数据,再次按【确认】键后,小灯将不再闪烁。
1.2 参数设置:参数设置模式用于设置自动焊机的所有工作参数。
在设置状态时,4个数码管的显示内容将不依照它上方的汉字意义:1#数码管显示2# ~ 4#数码管所显示的参数中,被选定的参数编号;2# ~ 4#数码管分别显示3个编号相邻参数的内容,某个参数被选定后会连续闪烁。
例如:说明:2# ~ 4#数码管分别显示编号为P200、P201和P202参数的内容,由于3#数码管处于被选定状态(闪烁),所以1#数码管显示3#数码管参数的编号“P201”。
同样,如果4#数码管被选定,则1#数码管会显示“P202”。
参数及其编号的定义见附录中的《自动焊机参数表》。
参数分为以P和r开头两种,P开头的参数是可以设定的,比如“横纹焊接宽度”、“水平跨越距离”等等;r开头的参数则是只能监视不可设定,比如“故障代码”、“横移速度”等等。
参数共分为5组,以P或r后的第一位数字(0~4)作为区分。
按【参数】键后,1#数码管显示“P000”;2# ~ 4#数码管显示P000、P001和P002参数的数据,2#数码管闪烁处于选定状态,允许对P000参数进行修改。
通过【←】或【→】键可以对这个组参数的选定进行左或右切换,通过【↓】或【↑】键可以切换至下一组或者上一组参数。
当4#数码管闪烁时再按一次【→】键不是回到1#数码管闪烁,而是2#数码管闪烁,2# ~ 4#数码管显示的是后三个参数的内容(比如:P003、P004和P005),以此类推。
按【←】或【→】键后,如果下一个是r开头的参数(不能进行修改),则自动跳过到再下一个可以设置参数的数码管。
此外,如果3#、4#数码管已经没有参数了则会显示{----}。
参数修改的方法请参考快捷设置,这里不再赘述。
如果要退出参数设置状态,可以按【ECS】键。
需要注意的是3、4组的参数,只有在2组的“参数密码”项中输入密码才可以进入。
参数每一项的详细说明参考附录的《自动焊机参数表》。
1.3指示灯和按键说明:1.3.1 指示灯:①焊接开始前操作人员都需要根据焊接情况选定适合的焊接模式,手操器上“横纹”、“单道”和“坡度”三个指示灯显示选定的焊接模式。
在它上面带箭头的三个发光管指示焊接中,行走机构自动移动时的水平方向,坡度模式时的升降方向均为“从下至上”。
②“通讯指示灯”显示当前手操器和焊机系统的通讯状态,灯亮表示通讯正常;灯灭表示通讯故障,请调整手操器与行走机构之间的距离和角度,如果还不能解决问题,需要检查电气系统。
③“位置指示灯”的状态对应单圈行程开关,行程开关动作时灯亮。
④“正转”和“反转”指示灯显示辅传电机驱动辊子的转动方向。
⑤“电池指示灯”表示手操器的电量,手操器充满电后为绿色,缺电为红色,电量下降到60%以后指示灯变为黄色。
⑥“报警指示灯”,当系统报警时该灯会点亮,并且4#数码管将自动显示报警代码(《报警代码表》见附录)。
⑦“允许指示灯”表示启弧的条件是否满足,亮的条件如下:·条件1:横移模组零点已确认。
·条件2:当前的横移或升降位置在设定的焊接宽度内,其中,单道和横纹用横移宽度。
·条件3:单道、侧面焊时辊面速度和横纹焊时横移设定速度大于200毫米/分。
·条件4:非报警状态。
说明:如果起弧允许指示灯不亮,可以直接按【起弧】键查询原因。
此时起弧允许指示灯闪烁,同时#4数码管显示{XXXX}并闪烁。
{XXXX}的每一位对应一个条件,满足变为1,反之则为0。
例如,只有条件3不满足则显示{1101}。
按【ESC】或者条件全部满足后按【起弧】键,4#数码管返回之前显示的参数。
⑧“启弧”指示灯表示焊机是否在启弧状态。
1.3.2 按键:①4个方向键:按【←】和【→】按键使横移机构左、右行走,松手即停。
同理按【↑】和【↓】按键使升降机构行走。
横移和升降手动启动时按照设定的初速运行,连续运行3秒后自动加速到设定的末速运行。
【←】和【→】键在横纹焊启弧后自动失效。
②【送丝】和【退丝】键可以手动控制拉丝机的正转和反转,松手即停。
拉丝机手动启动时按照设定的初速运行,连续运行5秒后自动加速到设定的末速运行。
③【正转】和【反转】键与送丝键类似,只是手动启动后到开始加速的等待时间,需要在参数“辅传初速持续时间”中设定。
为了在“单道”和“坡度”模式下保持辊子持续转动:可以在按下【正转】或【反转】键期间再按一次【确认】键,系统将锁定辅传当前的转动状态,即使按键松开也不会停止。
再按一次【正转】或【反转】键,辅传将停止。