SMT返工报告单
IPQC(SMT)检验报告1[1].2
![IPQC(SMT)检验报告1[1].2](https://img.taocdn.com/s3/m/14414ecbaa00b52acfc7ca9e.png)
PCB 周期: 描述
1 主要CHamp;顏色標識是否正確? 10 BGA無空焊﹑ 短路﹑ 汽泡<25%? 11 AOI無法檢測需重點目視之位置&結果?
□Pass □Pass □Pass □Pass □Pass □Pass □Pass □Pass □Pass □Pass
檢驗員:
IPQC(SMT)檢驗報告
Date: 工單號碼:
表單編號:YNAB-QA-001 V0.1
10 R/C/L&二极管&三极管有無立碑? 11 R/C/L&二极管&三极管有無側立? 12 R/C/L&二极管&三极管有無反件(翻身) ? 13 R/C/L&二极管&三极管有無少錫&多錫? 14 R/C/L&二极管&三极管有無錯位? 15 零件是否臟污及損傷? 16 金手指是否有刮傷或臟污或氧化等? 17 PCB是否有刮傷及破損? 18 USB.CONN是否平貼PCB? 19 屏蔽蓋是否平貼PCB&焊點是否符合要求? 20 PCB絲印及有否專用LOGO& 生產廠商?
□Fail □Fail □Fail □Fail □Fail □Fail □Fail □Fail □Fail □Fail
□N/A □N/A □N/A □N/A □N/A □N/A □N/A □N/A □N/A □N/A
品名:
周期:
F/W: X-Ray存檔編號:
顏色標識:
位置: 結果:
備注:
主管:
組長:
□Accept □Reject
描述
Version: Version:
檢驗項目
PCB 料號及版本是否正確? PCBA 料號及版本是否正確? 是否與最新BOM要求一致? 二极管&三极管有無反向? R/C/L&二极管&三极管有無錯件? R/C/L&二极管&三极管有無少件? R/C/L&二极管&三极管有無多件? R/C/L&二极管&三极管有無空焊? R/C/L&二极管&三极管有無偏移?
全检返工返修报告书03
处理提出 (由品管或全检单位填写)
客 戶 品 番 数 量 LOT No: 原 NG 报告编号 NO: 日 期
主要不良內容: 1 2 3 形式: □ 制程全检
不良率:
%
备注:
□ 库存全检 □ 退品全检 □ 厂內/外全检
□代
供应商全检
核准:
处理结果 (由处理单位填写): 序号 不良內容
确认:
作成:
不良数
返工合格数
不可返工数
1 2 3 4 全 检 2.耗时: 人* 时/人 = 耗 3.差旅费: 费 计 4.其他停线损失费等: 算 完成日期: 年 月 核准: 会计 最终损失成本为: 核查
全检费用由:□ 我司吸收 1.部品损失: PCS* 元/PCS 小时*6 RMB 计 计
¥ ¥
共计 ¥ 共计 ¥
日 确认:
损失成本总计:¥ 全检担当:
RMB □ 供应商承担(货款中扣除) □ 客戶吸收(我司请款)
核准: 供应商 签章:
确认: □ 同意上述扣款,于货款中扣除。 □ 其它:
பைடு நூலகம்
财务: (判定为我司吸收则此栏免写) 负责人:
本单一式三联:第一联(白色)品管课 第二联(淡蓝色)处理责任单位 第三联(淡黃色)财务 本单流程: 品质管理课 制造课(处理部门) 品质管理课 财务/处理部门/责任单位 KS-QP-11-03A
smt错料报告怎么写

smt错料报告怎么写SMT (Surface Mount Technology)错料报告怎么写在SMT加工过程中,一些元件可能会被安装错误或损坏,这将影响产品的质量。
因此,需要及时记录并处理这些失误,以防止出现质量问题,保证产品的品质。
这就需要我们用SMT错料报告来记录所发生的问题,那么具体该怎么写呢?下面是SMT错料报告的具体格式和要点。
一、报告的抬头在书写SMT错料报告之前,需要写上报告的抬头,包括报告名称、报告编号、日期、报告人、审核人、批准人等。
例如:SMT错误报告编号:XXX-XX日期:XXXX年XX月XX日报告人:XXX审核人:XXX批准人:XXX二、报告的主体接下来是报告的主体,主要内容需包含以下几点:1. 引言:在该部分中,我们需要简单阐述SMT加工过程中出现问题的背景和概况。
2. 报告对象:在该部分中,要说明错料发生的具体产品名称、型号、规格等。
3. 错误描述:该部分中,需要具体描述错误的情况,包括所使用的设备、缺陷的种类、数量、位置、外观等。
4. 原因分析:在该部分中,需要分析错误发生的原因,如操作失误、设备问题、工艺问题等。
5. 处理措施:在该部分中,需要描述针对此问题采取的具体处置措施,包括修正步骤及修正后的检查与测试等。
6. 完成时间:在该部分中,需要描述处理过程和结果,报告状态和处理完成时间等。
三、报告的结尾报告的结尾常用于总结提交的SMT错料报告,并说明下一步工作的计划。
例如:以上就是本次SMT错误报告的具体内容及问题的解决方案。
为了保障产品的质量,请各部门认真跟进并执行该报告所提出的方案。
我们也将继续优化工艺流程,减少出现错料的概率,为客户提供满意的产品和服务。
四、报告的签署最后,需要报告人、审核人和批准人分别签署SMT错料报告。
签字后,报告书才得以生效。
以上就是SMT错料报告书的格式和要点。
在实际操作中,报告人需要准确描述产品出现的问题,进行严谨的分析和处理。
只有这样,才能实现持续优化,确保产品质量,提高客户满意度。
SMT目视检查与返工维修包装检查要求范文
SMT目视检查与返工维修包装检查要求范文
一、检验标准
1、检验参考标准《IPC-A-610D》二级标准
2、炉后100%目检,目检作业指导应对重点区域(IC、排阻等)作出注明,目检应注意检查PCB上印有焊锡的空焊盘上不能连焊
3、检验台必须有明确的区域划分
4、检验人员必须培训上岗,检验台必须有专用的检验标准及生产相关的BOM、板图资料
5、炉后产出必须有实时的制程管制统计,对于品质异常应及时反馈处理并记录
6、检验不良品必须有专门的维修区域返工维修处理
7、维修区域必须有明显的区域划分
8、维修作业用烙铁必须为恒温烙铁,必须定期检查校验温度、接地情况
9、维修后的PCBA必须按全检验过程100%再检
二、包装检查
1、包装袋、包装箱必须符合静电防护要求
2、包装前必须检查是否为合格品,主板是否贴有订单号贴纸
3、包装标签必须清楚的表示订单号、数量、状态等,无铅产品必须有无铅标示
4、试产产品必须单独包装并标示“试产”字样
5、对于清机等特殊原因造成异常出货的PCBA必须单独包装并在包装标签说明异常原因。
返工报告
客户姓名 客户电话 电话 传真
投诉方式:
投诉日期 投诉编号 不良内容: 信函 其它:验货不合格
记录人姓名
裴春灿
记录时间
2015/11/21
原因分析:产品外观脏污是因为包装方法不对导致产品和包装台摩擦产品外观粘到脏污,移印位置偏 斜 此问题是在移印时产品没有方正导致移印偏斜 (但是此产品移印时偏斜很难控制)
分析人姓名
品质部:
分析完毕时间
2015.11.21 8点20分
Hale Waihona Puke 处理措施与结果:对以上客户验货不合格项进行全部拆盒重检返工,
处理人姓名 客服意见:
品质部:
处理完毕时间
2015.11.21 20点
客服:
年
月
日
返工_返修通知单
返工/返修通知单
产品名称
编码:
送检单位
送检数量
抽检数量
不良数量
1、处理判定: □返工:
□本批次产品全数返工(全部未入库工单) □仅本送检工单全数返工
□返修:
□本批次产品全数返修(全部未入库工单) □仅本送检工单全数返工
说明:A.返修:因产品功能或结构不符合,需经重新拆解或组装后方可符合要求之作业过程。 B.返工:因品质检验不符合要求而退回重新检测作业,不涉及拆解产品及更改原有生产流程之
作业。
2.不良描述:
3.工程原因分析:确Fra bibliotek:检验员:
4.生产部 意见:
5.品质部意见: 备注:
检验员:
确认: 确认: 确认: 审核:
分析人: 返工人:
检验员: 批准:
产品返工报告样板

产品返工报告样板1. 引言本文档是一份产品返工报告样板,旨在记录产品返工的过程、原因以及解决方案。
产品返工是指在产品开发过程中,由于某些原因导致产品出现缺陷或不符合规格要求,需要对产品进行修正、调整的过程。
准确记录产品返工的情况对于产品改进和质量管理至关重要。
2. 背景在产品开发过程中,可能会出现各种各样的问题,导致产品无法按计划交付或不符合客户的要求。
这些问题可能源于设计、制造、测试等各个环节,产品返工是解决这些问题的关键环节之一。
通过返工,可以修正产品缺陷,提高产品质量,满足客户需求。
3. 返工过程本次产品返工涉及以下几个步骤:3.1 问题识别在产品开发过程中,我们发现了以下问题:•缺陷A:描述缺陷A的具体情况。
•缺陷B:描述缺陷B的具体情况。
3.2 分析原因针对以上问题,我们对其进行了详细的分析,并得出以下原因:•原因A:解释原因A导致缺陷A出现的具体原因。
•原因B:解释原因B导致缺陷B出现的具体原因。
3.3 制定解决方案针对以上问题和原因,我们制定了以下解决方案:•解决方案A:描述解决方案A的具体内容。
•解决方案B:描述解决方案B的具体内容。
3.4 执行返工基于制定的解决方案,我们开始执行返工工作。
返工工作包括:•步骤A:描述步骤A的具体执行过程。
•步骤B:描述步骤B的具体执行过程。
3.5 验证返工效果完成返工后,我们进行了验证工作,确保问题得到解决,并满足产品规格和客户要求。
验证结果如下:•验证结果A:描述验证结果A的具体情况。
•验证结果B:描述验证结果B的具体情况。
4. 结论通过本次产品返工,我们成功解决了存在的问题,并满足了产品规格和客户要求。
返工过程中我们获得了宝贵的经验教训,对产品开发和质量管理有了更深入的了解。
我们将继续优化产品开发流程,以减少返工的发生,并不断提升产品质量。
5. 参考文献本报告所参考的文献有:•文献A:提供了有关产品返工的相关信息。
•文献B:提供了有关产品质量管理的相关信息。
DMAIC报告
Rev: A
流程图—FPC供应商制程详细流程图
D M A I C
曝光显影 供 应 商 运输
DES蚀刻
压合
控制点:FPC 胶片彻底烘干
电镀镍金
胶片单独干燥 X2:胶片是否 干燥
双面胶粘贴
控制点:清洁打 磨模具避免刀 口钝化 X3:模具清洁 打磨频次
打包装
检验判定
冲切外形
预烘 外 协 厂
控制点:驻厂检 验对返工品全 检,并分开标 示出货
11. 关键因素及贡献率
12. 控制计划
13. 控制与技术图 14. 缺陷改善情况 15. 项目节省计算 16. FMEA
3. 借鉴与推广
4.项目进度 5. 项目来源 6. SIPOC 7. 零件图
17. 体会与经验分享
18. 项目关闭表 19.下一个项目 20. 附件
CATICSZ Proprietary Information (版权所有)
项目名称:降低弘信FPC原材料上线不良PPM
中航技深圳公司 精益六西格玛绿带培训 第11期 DMAIC 阶段
姓名: 单位:中航技深圳公司(天马)
时间:2015年3月6日
CATICSZ Proprietary Information (版权所有)
Rev: A
目
1. 项目概述 2. 团队
录
D M A I C
控制方式
1 作业指导书文件化 2 加入巡检表控制
附录:返工品单独控制流程
X2:胶片是否 干燥
倍率3.3
1 作业指导书文件化 2 加入巡检表控制
附录:胶片干燥流程
X3:模具清洁 打磨频次明确
倍率6.9
1 作业指导书文件化 2 加入巡检表控制
返工返修结果报告(已写)

更换外箱,并在外箱侧唛相对应位置粘贴不干胶合格证。
(从上午9:00开始至下午14:30返箱整改完毕,去掉中午吃饭30分钟,返箱整改累积工时:5小时)
品质主管: 明智
生产主管: 张攀东 2020.09.18
返工主导部门/人:
生产部:刘国卫、张攀东
要求完成时间:
2020.09.18当天
内部返工/返修工时 人
5H
16
彭秋香 手工撕标-贴标
5H
8
张红江
小包装箱
5H
17
9
沈克林拆原外箱5H18东方医疗品质部记入栏:品管员复检判定:■OK □NG品质主管: 明智
生产副总: 刘国卫
表单流程:品质检验员---QE工程---生产主管----品质主管---生产副总
有限公司 品质部
5H
10
吴彪
小包装箱
5H
2
蔡瑞茵
100%全检
5H
11
向天民
胶纸封箱
5H
3
何园园 手工撕标-贴标
5H
12
周铁洪
胶纸封箱
5H
4
张雪静 手工撕标-贴标
5H
13
吴秋平
小包装箱
5H
5
蔡玉珠 手工撕标-贴标
5H
14
谢小芳 手工撕标-贴标
5H
6
沈 雨 手工撕标-贴标
5H
15
徐小琴 手工撕标-贴标
5H
7
张雪转 手工撕标-贴标
生产订单号
A550808
返工日期 2020.09.18
完成日期 2020.09.18PM
不良率(n/N) 0.55% 6.80% 0.10%
SMT原创改善报告
汇总 26 21 20 16 12 11 10 6 6 5 5 5 4 4 4
汇总4 130 337 36 35 215 14 114 14 14 114 14 14 113 13 13 113
三、现状问题
4、数据按型号的不良类型进行分析:
30 26
25
20
15
10 5
0
12 10
10
87
6
4
2
0
六、对策实施
8、漏焊: 对策1---制作印刷专用柜
改善前
已完成
对策
示图
设计图线
说明
没有专用柜,钢网、锡膏等治具 放置凌乱
制作一个可放钢网、锡膏、刮刀、酒精、铲 刀等治具的专用柜,方便作业
2013-04-13完成
六、对策实施
9、连焊: 对策2---请购铲刀放置瓶
改善前
示图
未完成
对策
铲刀不使用 时放置瓶子 内,防止锡
2013-3-21
活
动
2013-3-22 2012-3-23
日程
2012-3-23至31
2013-4-1至04-15
负责人 林炎松 总监 全员 全员 全员 全员 全员 全员
二、成立小组
提案者: 负责此次改善案的提案,并指出改善重点。
提案者 22
组长: 策划改善计划,负责计划具体实施步骤, 并指定实施改善方案人员,及方案实施后 的效果数据统计,并跟踪执行者的作业方 法。 负责按照监督给出的 作业步骤及实施 要求,并记录此作业方法的数据统计及 原因。
钢网开口标准
钢网出厂检测报告测试结果为0.23
说明
以19B为例进行测量,19B为0.5间距IC,按标准开口应开0.22-0.24之间,可实际测量 为0.243mm,但钢网出厂检测报告为0.23,所以钢网开孔尺寸在要求范围内;
返工报告单

日 期: 退货数量: 抽样数量: 客 户: 报告编码: 检 验 员: 当班组长:
页码:1/1 旧版本号:A00
产品型号: 线 别:
不良现象: 不 良 数: 返工范围 : 1)仅限此批返工 2)需追溯前后批次 3)所有成品 返工结果(返工单位填写) IPQC确认: 日期: 时间: 退货原因分析---------不良性质,造成原因,责任归属?(外观由制造部填写;功能由工程部填写) 不良性质:外观 造成原因: 流出原因: 责任单位: 造成原因: 责任单位: 分析人: 审核: 日期: QC组长: 日期: 改善措施-----------REJ批如何处理?不良问题如何改善?(外观由制造部填写;功能由工程部填写) REJ批处理情况: 改善措施: 分析人: 预防措施:(是否需要 审核: 是 功能 不 良 率: 生产线长确认: 返工方式: 外观返工流程 注意要点: 日期: 时间:
功能返工流程
日期:
否 )
QC组长:
日期:
拟制: 重检结果: (IPQC填写) 返工送检数: 不良维修数: 抽检数: 确认数:
审核: 检验结果: 确认结果
QC组长:
日期:
日期: 日期:ຫໍສະໝຸດ 时间: 时间:
SMT生产不良改善报告

60
40
20
作业不良_1
Count Percent Cum %
PCB作业 667 56.5 56.5
IC 作业 171 14.5 71.0
FFC 作业 125 10.6 81.6
CND作业 PICK UP 作业 110 89 9.3 7.5 90.9 98.5
18 1.5 100.0
其他
0
PJT导出: 作业不良改善
改善前
1,236 1,246 1,123
改善后
作业不良率 改善目标
1,400 1,200 1,000 800 600 400 200 0
1,146
1,023
986 798
1,240
320
4月实绩 5月1日 5月2日 5月3日 5月4日 5月5日 5月6日 5月7日 5月8日
246
5月9日
235
155
TDR Target
4,00
Break Through IDEA • MD生产供应商问题点追踪
COMBO 作业不良降 (Main) 作业不良 低 为什么要做(背景)? 内/外部环境 外部 •客户要求逐渐提高,品质保证 成为市场重点。
• 作业者,技能提高,data真实记录确 保
How to do 活动方法 ? • 组成专门改善TEAM,协作分析改善 • 跟踪到LINE,彻底改善作业不良相关问题 • 利用6 sigma 工具分析检讨 推进日程
修定 叠板 未检SET堆机现象严重
采用JIG放板
未检SET固定车放置 邀请生技,PM进行维修
PCB作业 不良
元件脱落
过桥掉机
修理叠板现象严重
修理不良追加JIG放置 作业者教育数量减少
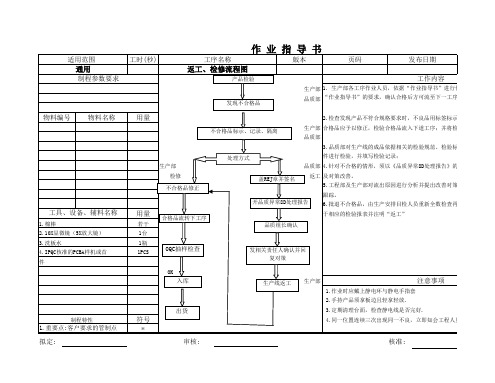
SMT返工检修流程图

工时(秒)版本发布日期生产部品质部物料编号用量生产部品质部件进行检验,并填写生产部品质部检修返工跟踪。
用量若干1台1瓶1PCSOK生产部符号*于相应的检验报表并注明“返工”工具、设备、辅料名称件1.棉棒1.作业时应戴上静电环与静电手指套 通用工序名称返工、检修流程图适用范围页码作 业 指 导 书拟定:审核:核准:2.手持产品须拿板边且轻拿轻放.1.重要点:客户要求的管制点3.定期清理台面,检查静电线是否完好.4.同一位置连续三次出现同一不良,立即知会工程人员进制程特性4.针对不合格的情形,须以《品质异常8D处理报告》的形及对策改善。
6.批退不合格品,由生产安排目检人员重新全数检查再送5.工程部及生产部对流出原因进行分析并提出改善对策,I行注意事项3.洗板水4.IPQC核准的PCBA样机或首物料名称 2.检查发现产品不符合规格要求时,不良品用标签标示后合格品应予以修正,检验合格品流入下道工序;并将检查3.品质部对生产线的成品依据相关的检验规范、检验标准工作内容1. 生产部各工序作业人员,依据“作业指导书”进行作业“作业指导书”的要求,确认合格后方可流至下一工序;2.10X显微镜(5X放大镜)制程参数要求产品检验发现不合格品不合格品标示、记录、隔离盖REJ 章并签名开品质异常8D 处理报告品质组长确认发相关责任人确认并回复对策生产线返工不合格品修正合格品流转下工序处理方式OQC 抽样检查入库出货。
SMT改善报告-混板改善报告书
SMT混板改善不仅带来了显著的直接经济效益,还为企业开拓了更广 阔的发展空间。
社会效益评估
1 2 3
环境保护
SMT混板改善降低了生产过程中的废品率和污染 物排放,有利于保护环境,符合可持续发展理念。
社会责任
企业通过解决SMT混板问题,提高了产品质量和 客户满意度,履行了社会责任,赢得了社会各界 的认可和支持。
社会效益总结
SMT混板改善不仅有利于企业的可持续发展,还 积极回应了社会关切,彰显了企业的社会责任感。
SMห้องสมุดไป่ตู้混板改善建议与
05
展望
建议持续关注混板问题
01 混板问题对生产效率和产品质量的影响不容忽视, 应持续关注并采取措施解决。
02 定期对生产线进行巡检,及时发现并处理混板问 题,确保生产流程的顺畅。
方案二:优化工艺流程
详细描述
总结词:通过改进工艺流程, 降低混板率,提高产品质量。
01
对现有工艺流程进行全面审
查,找出问题点并进行改进。
02
03
制定严格的工艺操作规程, 确保员工按照规程操作。
04
05
加强工艺参数监控,及时发 现并处理异常情况。
方案三:提升员工技能
总结词:通过培训和技能提 升,提高员工对混板问题的 认识和解决能力。
01
混板现象在SMT生产线中普遍存 在,不同程度地影响了产品质量 和生产效率。
02
混板可能导致产品缺陷、客户投 诉和生产成本的增加,对企业声 誉和经济效益产生负面影响。
混板对生产的影响
混板会导致生产线停机、降低设备利 用率和增加生产成本。
混板可能导致产品追溯困难,加大质 量管控难度,对生产计划和物流管理 造成影响。
SMT错料8D改善报告

吴朝建/杨小兰
2016/5/18
Corrective action(纠正行动)
Responsible(负责人)
Date Implemented (导入日期):
1、重新理顺物料员工作,要求写站位在线外完成并按上料表顺序摆
放,由物料员完成并确认是否有误,上线后第一个班次由班长安排对
写好的站位再次确认,如果有站位写错,将对物料员按错料处理。
Effectiveness(有效性)
(紧急应变行
动)
吴朝建
2016年5月17日 20:30分
Responsible(负责人) Date(日期):
1、1.经确认隔离1469PCS全部在返工.
Escape cause investigation (流出原因分析)
Responsible(负责人) Date(日期):
CLOSE □再次发生,仍需解决 □多次改善无效果,建议成立专案小组处理 (问题关闭) □关闭,异常已解决
Responsible(负责人) Date(日期):
Responsible(负责人)
Date Implemented (导入日期):
PreparedBy/Date:
Approved By/ Date: 杨小兰
4、要求IT部全力配合完成IMS防错料功能的实现。今天开始培训。起
到系统作用,杜绝错料事故的发生。
吴朝建/杨小兰
2016/5/18
Preventive action(预防措施)
D6
Preventive Action (预防
措施)
G350错料培训记录 .docx
培训 写真
Responsible(负责人)
IPQC对料必须严格按流程作业,样品测值后必须核对与上料记录表上
产品返工报告格式

产品返工报告格式1. 引言本报告旨在记录和概述产品返工过程中所发生的情况和结果。
返工是指对已经生产的产品进行修复、更正或调整,以满足质量标准或客户要求的过程。
2. 返工背景在本节中,我们将提供一些返工背景信息,包括返工的原因、返工的目标和希望达到的效果。
2.1 返工原因在此部分,需要详细说明导致产品返工的原因。
这可能包括生产过程中的错误、设计缺陷、设备故障等。
2.2 返工目标在此部分,需要明确返工的目标。
例如,修复产品的缺陷,满足质量标准,或是改进产品以满足客户需求。
2.3 期望效果在此部分,需要描述希望通过返工达到的效果。
例如,产品应符合设计规范、客户满意度提高等。
3. 返工过程本节详细介绍产品返工的具体步骤和流程。
3.1 返工计划制定在此部分,需要描述如何制定返工计划,包括返工时间安排、返工人员分配、返工任务分解等。
3.2 返工实施在此部分,详细记录返工的具体实施过程。
包括返工的具体方法、工具和设备的使用,以及相关的质量控制措施。
3.3 返工记录在此部分,需要记录返工过程中的关键信息,包括返工开始时间、持续时间、返工内容等。
4. 返工结果本节中,将总结和评估产品返工的结果以及对产品质量和性能的影响。
4.1 返工后的产品检查在此部分,需要对返工后的产品进行检查,并比较其与质量标准的符合程度。
4.2 返工效果评估在此部分,需要评估返工的效果,包括是否达到预期的目标和期望效果。
4.3 返工经验总结在此部分,将总结产品返工过程中的经验教训,并提出改进建议,以便未来避免或减少返工的发生。
5. 结论在本节中,对整个产品返工过程进行总结,并提出对产品质量改进的建议。
此外,还可以提出对未来返工工作的展望和期望。
6. 参考文献在此部分,需要列出本报告中引用的所有文献和资料的详细信息,以便读者可以进一步查阅相关内容。
以上是产品返工报告的常见格式,可以根据具体情况进行调整和修改。
希望本报告能够为产品返工工作提供一些参考和指导。
产品返工报告样板
产品返工报告样板
1. 引言
本报告旨在记录并分析产品返工的原因、过程和结果,以便团队能够对问题进
行反思与改进。
报告将包括以下几个方面的内容:
•返工背景和目的
•返工过程和步骤
•返工原因和分析
•返工的影响和改进方案
•结论
2. 返工背景和目的
在这一部分,我们将介绍导致产品返工的背景和目的。
具体内容包括:
•产品名称和版本号
•返工的起因和原因
•返工的目的和期望结果
3. 返工过程和步骤
这一部分将详细描述产品返工的过程和所采取的步骤。
主要内容包括:
•返工计划和时间安排
•返工所需资源和人员配备
•返工的具体步骤和流程
4. 返工原因和分析
在这一部分,我们将对产品返工的原因进行深入分析,并尽可能找出根本原因。
主要内容包括:
•首次产品缺陷原因的分析和探讨
•返工环节中产生的新缺陷的原因分析
•返工过程中的问题和障碍分析
5. 返工的影响和改进方案
这一部分将评估产品返工对团队和项目的影响,并提出相关的改进方案。
具体
内容包括:
•返工对项目进度和成本的影响分析
•返工对产品质量和用户体验的影响分析
•改进返工流程和规范的建议
6. 结论
本报告将在此部分总结产品返工的主要问题和经验教训,并提出应对策略。
具体内容包括:
•对产品返工原因的总结
•对返工流程和规范的改进建议
•对团队和项目的指导意见
结尾
本报告详细记录了产品返工的背景、过程和结果,并提出了改进方案和建议。
通过对产品返工的分析,团队将能够识别并解决问题,提高产品质量和用户体验。
smt不良分析报告
SMT不良分析报告1. 引言本报告旨在对Surface Mount Technology(SMT)过程中的不良情况进行分析,以帮助企业改进生产过程,提高产品质量。
我们将逐步分析不良现象,并提供解决方案,以便减少不良产品的发生率。
2. 不良现象分析在SMT生产过程中,可能会出现以下不良情况:2.1. 焊接不良焊接不良是SMT过程中最常见的问题之一。
以下是常见的焊接不良现象和可能的原因:1.焊接剂溢出:可能是由于焊接剂使用过量或喷嘴堵塞导致。
2.焊接点气泡:可能是由于焊接温度过高或焊接时间过长导致。
3.焊接点未完全熔化:可能是由于焊接温度过低或焊接时间不足导致。
2.2. 元件安装不良元件安装不良也是常见的SMT生产过程中的问题。
以下是常见的元件安装不良现象和可能的原因:1.元件偏移:可能是由于元件放置不准确或贴附不牢固导致。
2.元件翻转:可能是由于元件放置方向错误或贴附不牢固导致。
3.元件丢失:可能是由于元件供应链问题或操作失误导致。
3. 解决方案针对上述不良现象,我们提供以下解决方案:3.1. 焊接不良的解决方案针对焊接不良问题,可以采取以下措施:1.控制焊接剂用量:确保焊接剂使用适量,避免过量或不足。
2.定期清洁喷嘴:定期清洗喷嘴,预防堵塞问题发生。
3.优化焊接温度和时间:通过调整焊接温度和时间,确保焊接点的质量。
3.2. 元件安装不良的解决方案针对元件安装不良问题,可以采取以下措施:1.加强人员培训:对操作人员进行培训,提高其技术水平和操作准确性。
2.优化元件放置设备:确保元件放置设备准确可靠,减少元件偏移和翻转问题。
3.改进供应链管理:与元件供应商合作,确保元件质量和供应链稳定性。
4. 结论通过对SMT不良现象的分析和解决方案的提供,我们可以帮助企业改进生产过程,提高产品质量。
在实施解决方案时,建议企业根据自身情况进行调整和优化,以取得更好的效果。
最终,减少不良产品的发生率将有助于提升企业竞争力和顾客满意度。
SMT返工检修流程图
物料编号 物料名称
工具、设备、辅料名称
1.棉棒 2.10X显微镜(5X放大镜) 3.洗板水 4.IPQC核准的PCBA样机或首 件
制程特性 1.重要点:客户要求的管制点
拟定:
工时(秒)
作业指导书
工序名称
版本
页码
发布日期
返工、检修流程图
产品检验
工作内容
生产部 1. 生产部各工序作业人员,依据“作业指导书”进行作业,并自主检查
注意事项
1.作业时应戴上静电环与静电手指套 2.手持产品须拿板边且轻拿轻放. 3.定期清理台面,检查静电线是否完好. 4.同一位置连续三次出现同一不良,立即知会工程人员进行改善.
核准:
生产部
处理方式
件进行检验,并填写检验记录; 品质部 4.针对不合格的情形,须以《品质异常8D处理报告》的形式知会责任部
检修 不合格品修正
盖REJ章并签名
返工 及对策改善。 5.工程部及生产部对流出原因进行分析并提出改善对策,IPQC及QE对对策
开品质异常8Dቤተ መጻሕፍቲ ባይዱ理报告
跟踪。 6.批退不合格品,由生产安排目检人员重新全数检查再送OQC检验;并将
3.品质部对生产线的成品依据相关的检验规范、检验标准、工艺资料、作业指导书等文
4.针对不合格的情形,须以《品质异常8D处理报告》的形式知会责任部门实施原因分析 及对策改善。 5.工程部及生产部对流出原因进行分析并提出改善对策,IPQC及QE对对策实施的效果进行
6.批退不合格品,由生产安排目检人员重新全数检查再送OQC检验;并将检查结果记录 于相应的检验报表并注明“返工”
发现不合格品
品质部 “作业指导书”的要求,确认合格后方可流至下一工序;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本批处理情况:
改善措施:
预防措施:
分析人:
审核(组长):
返工后重检结果: (不通过则重新开返工报告单)
日期:
抽检数: OOB检验:
不良数:
不良比率:
IPQC检验:
日期:
返工结果:通过
不通过
日 期: 产品型号:
不良现象:
返工报告单
线 别: OOB 检验:
订 单 号: IPQC确认:
QM-TY-1511-098
抽检数:
不良数:
返工范围 : 1)仅限此批返工 2)需追溯前后批次 3)所有同型号成品
返工结果:(由返工单位填写)
不良比率:
%
生产线长确认: 返工方式: 外观返工流程 注意要点:
日期:
时间:
功能返工流程
IPQC确认:
日期:
时间:
退货原因分析---------不良性质,造成原因,责任归属?(外观由制造部填写;功能由工程部填写)
不良性质:外观 造成原因:
功能
流出原因:责任单位:Fra bibliotek分析人:
审核(组长):
日期:
措施-----如何处理?不良问题如何改善?如何预防(外观由制造部填写;功能由工程部填写)